1М65 обгонная муфта
1М65 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Изготовитель универсального токарно-винторезного станка 1М65 - Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года - это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков - 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели - 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ - 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 - для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Универсальный токарно-винторезный станок модели 1М65 заменил устаревшую модель станка этой же серии 165.
Токарно-винторезный станок модели 1М65 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб - метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 1М65
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1М658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный
Российские и зарубежные аналоги универсального станка 1М65
СА1000СФ2, СА110С, СА650С - Ø 1000 производитель - Станкостроительный завод Саста
CW61100M - Ø 1000 производитель - Dalian Machine Tool Group DMTG, Китай
C61100 - Ø 1000 производитель - Bochi Machine Tool Group Co.,ltd., Китай
CW61100Q, CW62100Q, CW61100C, CW62100C, CW61100B, CW61200B - Ø 1000 производитель - Shenyang Machine Tool (Group) Co., Ltd. SMTCL, Китай
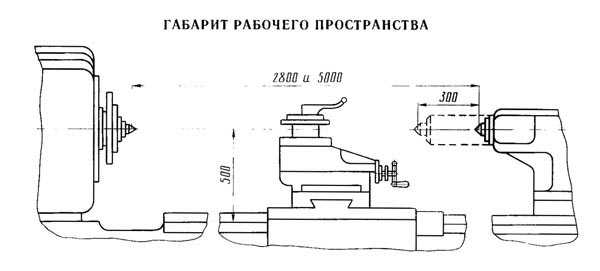
Габарит рабочего пространства токарного станка 1М65. Суппорт.
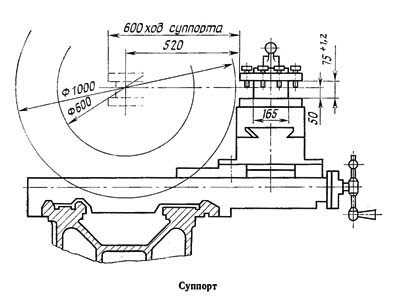
Габаритные размеры рабочего пространства токарного станка 1М65
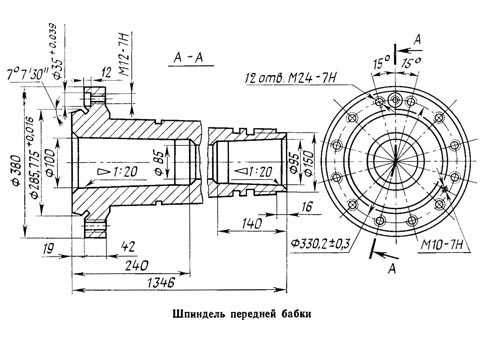
Посадочные и присоединительные размеры станка 1М65. Шпиндель
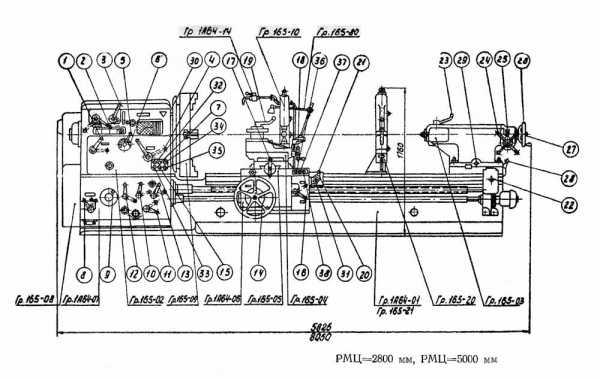
Общий вид универсального токарно-винторезного станка 1М65

Расположение составных частей токарного станка 1М65
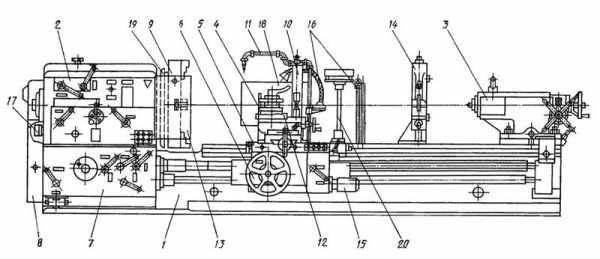
Составные части токарного станка 1М65
- станина
- бабка передняя
- бабка задняя
- суппорт
- каретка
- фартук
- коробка подач
- колеса зубчатые (сменные)
- патрон
- люнет подвижный
- охлаждение
- ограждение
- ограждение патрона
- люнет неподвижный
- электрошкаф
- электротрубомонтаж
- муфта электромагнитная
- ограждение
- ограждение
- стойка для УЦИ
Расположение органов управления токарно-винторезным станком 1М65

Спецификация и назначение органов управления станком 1М65
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка на нормальный или увеличенный шаг
- Настройка на нарезание правой или левой резьбы
- Пуск прямого вращения шпинделя
- Настройка на подачи и нарезание резьб метрической, модульной и дюймовой
- Настройка на величину подачи и шага резьбы
- Настройка на величину подачи и шага резьбы, включение ходового винта напрямую
- Настройка на величину подачи и шага резьбы
- Включение и выключение подачи (включение и выключение накидной шестерни)
- Настройка на подачу или нарезание резьбы (включение ходового пинта или ходового валика)
- Ручное продольное перемещение каретки
- Пуск обратного вращения шпинделя
- Настройка на резьбу или подачу (включение маточной гайки, блокирующее включение механической подачи)
- Ручное перемещение поперечных салазок
- Ручное перемещение резцовых салазок
- Поворот и крепление резцовой головки
- Включение продольной и поперечной механических подач и их реверс
- Включение ускоренных перемещений (продольного и поперечного)
- Ручное перемещение задней бабки
- Крепление пиноли
- Медленное ручное перемещение пиноли
- Включение медленного или быстрого ручных перемещений пиноли
- Быстрое ручное перемещение пиноли
- Фиксация вращающегося центра
- Выключение упора задней бабки
- Поперечное перемещение задней бабки
- Включение электросети
- Выключатель местного освещения
- Толчковый пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск охлаждения
- Стоп охлаждения
- Пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск обратного вращения шпинделя
Описание конструкции токарно-винторезного станка 1М65. Суппорт.
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
1М65 Станок универсальный токарно-винторезный. Видеоролик.
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5...500 | 5...500 | 5...500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1...120 | 1...120 | 1...120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28...¼ | 28...¼ | 28...¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5...30 | 1...120 | 0,5...30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Муфта обгонная 1Н65.60.900 (Для станков 1Н65,1М65,165,ДИП500)
Описание товара
| Наименование | Информация |
| ВАЛЫ , ВАЛ - РЕЙКИ , ВАЛ - ШЕСТЕРНИ. | Всегда в наличии к станкам 165 , 1м65 , 1н65 , 164 , 1а64 , 163 , 1м63 , 16р25в , 16к20 , 1к62 , ит42 , 1и611 , 250итвм01 , тв-4 , так же изготовим любые по вашим чертежам. |
| ВИНТЫ ХОДОВЫЕ И ПОПЕРЕЧНЫХ ПОДАЧ | Предлагаем из наличия винты к станкам 165 , 1н65 , 1м65 , 164 , 1а64 , 1н983 , 1а983 , 163 , 1м63 , 1м63н , 16р25п , 16к20 , 1к62 , 250итвм01 , 1и611 , ит42 , 16м05а , 16б04п , тв-4 , возможно изготовление по чертежам. |
| ГАЙКИ МАТОЧНЫЕ | В наличии к станкам 1м65 , 165 , 164 , 1а64 , 163 , 1м63 , 16р25 , 16к20 , 1к62 , ит42 , 1и611 , 250итвм01 , 16м05а , тв-4 , др. выполним по чертежу. |
| ДИСКИ ФРИКЦИОННЫЕ | Из наличия к станкам 1м63 , 163 , 16к20 , 1к62 , к фрезерным станкам. |
| КЛИНОВЫЕ ОПОРЫ | Опоры клиновые 110 , 130 , виброопоры. |
| КОЛЁСА ЗУБЧАТЫЕ , КОНИЧЕСКИЕ , ЧЕРВЯЧНЫЕ ПАРЫ | В наличии к станкам 165 , 1м65 , 1н65 , 164 , 1а64 , 163 , 1м63 , 1н983 , 1а983 , 16р25 , 16к20 , 1к62 , 250итвм01 , 1и611 , ит42 , 16м05а , тв-4 , возможно изготовление по чертежам. |
| КУЛАЧКИ К ПАТРОНАМ | Предлагаем кулачки и другие запчасти к патронам диаметром 100мм , 125мм , 200мм , 250мм , 315мм , 400мм , 500мм , 630мм , 800мм , 1000мм , 1250мм , так же к патронам на станки 1н983 , рт772ф3 и др. |
| НАСОСЫ МАСЛЯННЫЕ | Насосы подачи масла в коробку скоростей , фартук , коробку подач , каретку станков 165 , 1м65 , 1н65 , 164 , 1а64 , 163 , 1м63 , 16р25в , 16к20 , 1к62 , 250итвм и др. |
| ОБГОННЫЕ МУФТЫ | В наличии для станков 1м63 , 163 , 165 , 1м65 , 1н65 , 164 , 1а64 |
| РЕВОЛЬВЕРНЫЕ ГОЛОВКИ | 1п756дф3.39.000 - восьмипозиционная , 1п756дф3.40.000 - четырёхпозиционная , 16м30ф31.40.000 - четырёхпозиционная с редуктором / без редуктора , 16к30ф302.40.000 , рт755ф3. |
| РЕЗЦЕДЕРЖАТЕЛИ | К станкам 1н65 , 1м65 , 165 , 164 , 1а64 , 163 , 1м63 , 16р25в , 16к20 , 1к62 , ит42 , 1и611 , 250итвм , 16м05а , тв-4. |
| ФРИЦИОННЫЕ МУФТЫ | Всегда в наличии фрикционные муфты к станкам 16к40 , 1м63 , 163 , 16р25 , 16к20 , 1к62 , к фрезерным станкам |
| ШАРИКО - ВИНТОВЫЕ ПАРЫ | Кротчайшие сроки поставки , низкие цены. 16к30ф323.34.000 , 16м30ф3.55.000 ,1п756дф321.56.001 , рт772ф3.54.001 , гф2171с6.600.001 , 16к20т1.153.000.000 , различных производителей (Микрон , РСЗ ) , возможно изготовление по чертежам |
| ШКИВЫ ГЛАВНОГО ПРИВОДА | Из наличия предлагаем шкивы к станкам 165 , 1м65 , 16к40 , 163 , 1м63 , 16к20 , 16р25 , 1к62 , 250итвм 01 , тв-4 , любые по вашим эскизам |
| ЭЛЕКТРОМУФТЫ | Всегда в наличии польские , златоустовские электромуфты. |
Цена договорнаятовара нет в наличии
Цена договорнаятовара нет в наличии
Муфта обгонная 1Н65. 60. 900 к станкам 165 1М65 1Н65 ДИП500

Телефон: 8(910) 645-28-45
Дата публикации: 28 ноября 2015
Местонахождение: Москва, Москва и Московская обл., Россия
Муфта обгонная 1М65 60 900 (старого образца устанавливается в коробку скоростей) К станкам 1М65 165 ДИП500
запасные части для токарных станков токарные станки и станки с чпу оснастка для станков револьвеные головки и т.д.
продукция для нефтегазового комплекса
Запасные части для станков 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 16Р25П 16К20 1К62 16М30Ф3,16К30Ф3,1П756ДФ3, РТ755Ф3,РТ818Ф4, 1Н65Ф4, РТ700, РТ950, РТ117, РТ817 , РТ905, UBB112, UBB112F3, РТ301,РТ30101, 1Н983, 1А983, 1М983, РТ983, СА983 (Запасные части, оснастка, комплектующие).
Запасные части , оснастка и комплектующие изделия для токарно-винторезных станков мод. 1М63, 1М63Н, 163, ДИП300, 1М63БФ101, 16К40 1Н65, 165,1М65 16Р25П 16К20 1К62 16М30Ф3,16К30Ф3,1П756ДФ3, РТ755Ф3,РТ818Ф4, 1Н65Ф4, РТ700, РТ950, РТ117, РТ817 , РТ905, UBB112, UBB112F3, РТ301,РТ30101, и т.д.
ВАЛЫ , ВАЛ - РЕЙКИ , ВАЛ - ШЕСТЕРНИ, ВИНТЫ ХОДОВЫЕ И ПОПЕРЕЧНЫХ ПОДАЧ, ГАЙКИ МАТОЧНЫЕ, ДИСКИ ФРИКЦИОННЫЕ, КОЛЁСА ЗУБЧАТЫЕ , КОНИЧЕСКИЕ , ЧЕРВЯЧНЫЕ ПАРЫ, ОБГОННЫЕ МУФТЫ, РЕЗЦЕДЕРЖАТЕЛИ, ФРИЦИОННЫЕ МУФТЫ, ШКИВЫ ГЛАВНОГО ПРИВОДА, ЭЛЕКТРОМУФТЫ Револьверные головки, ШВП (Шарико-винтовые пары, передачи) комплектующие и оснастка для токарных патронов (кулачки, винты, шестерни, венцы, ползушки, сухари) и т.д.










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
