Болты крепления головки блока цилиндров
Подтяжка болтов крепления головок блока цилиндров
Категория:
Автомобили Урал-375д, Урал-4320
Подтяжка болтов крепления головок блока цилиндров
Исполнитель: механик-регулировщик или водитель.
Инструмент, приборы и принадлежности: ключ динамометрический; — для двигателя ЗИЛ-375: ключи гаечные 14, 17 и 19 мм, ключи торцовые 14 и 17 мм, емкости для охлаждающей жидкости; — для двигателя КамАЗ-740: ключ торцовый 19 мм.
Продолжительность работ: 60 мин (двигатель ЗИЛ-375), 10 мин (двигатель КамАЗ-740).
Содержание работ и технические условия
Работа выполняется на двигателе, имеющем температуру от нуля до плюс 25 °С.
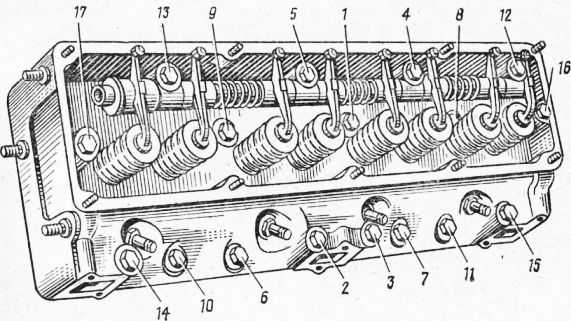
Рис. 1. Последовательность затяжки болтов крепления головки блока цилиндров двигателя ЗИЛ-375 (показана цифрами)
На двигателе ЗИЛ-375
1. Снять пробку радиатора, открыть сливные краны и слить охлаждающую жидкость из двигателя. 2. Отсоединить коллекторы экранированных проводов от зажимов на крышках головок блока. 3. Отсоединить провода от свечей зажигания и вместе с коллекторами снять с крышек головок блока. 4. Отвернуть гайки крепления крышек головок блока и снять крышки с прокладками. 5. Ослабить гайки от середины впускного трубопровода, равномерно и поочередно крест-накрест на левом и правом ряду блока цилиндров. 6. Проверить и подтянуть болты крепления головок блока цилиндров в порядке возрастания номеров, указанных на рис. 18. Величина момента затяжки должна быть 9—11 кгс>м, 7. Подтянуть болты 1—5 вторично. 8. Затянуть гайки крепления впускного трубопровода равномерно, крест-накрест от середины к краям с моментом 2,0— 2,5 кгс • м. 9. Проверить и при необходимости отрегулировать зазоры между стержнями клапанов и коромыслами согласно технологической карте № 6. 10. Установить крышки головок блока с прокладками на двигатель и затянуть гайки с моментом 0,5—0,6 кгс-м. 11. Присоединить провода к свечам в соответствии с порядком работы цилиндров (1—5—4—2—6—3—7—8) и закрепить коллекторы экранированных проводов в зажимах на крышках головок блока
12. Закрыть сливные краны, залить охлаждающую жидкость в систему и установить пробку радиатора.
На двигателе КамАЗ-740
1. Подтяжка болтов головок цилиндров проводится за три приема в порядке возрастания номеров, указанных на рис. 2.
Величина момента затяжки должна быть: I прием — 4—5 кгс-м; II прием — 12—15 кгс-м;
III прием — 19—21 кгс-м.
2. Проверить и при необходимости отрегулировать зазоры между стержнями клапанов и коромыслами согласно технологической карте № 6, отвернув предварительно болты крышек головок цилиндров и сняв крышки.
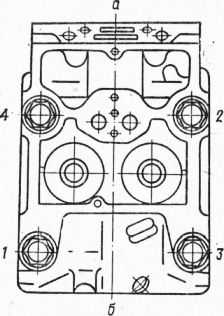
Рис. 2. Последовательность затяжки болтов крепления головки цилиндров двигателя КамАЗ-740: а — сторона впуска; б — сторона выпуска
Реклама:
Читать далее: Регулировка зазоров в клапанном механизме автомобилей УралКатегория: - Автомобили Урал-375д, Урал-4320
Главная → Справочник → Статьи → Форум
Момент затяжки болтов крепления головки блока цилиндров и с каким усилием её затягивать
Головка блока цилиндров (ГБЦ) силовых агрегатов транспортных средств предназначена для обеспечения герметизации камеры сгорания. Чтобы выполнить это условие, необходимо правильно затянуть крепежные элементы, для этого следует знать, с каким усилием затягивать головку блока цилиндров. Операцию проводят после «обкатки», которая производится на двигателе нового автомобиля или по окончании восстановительных работ силового агрегата.
Практически во всех двигателях конструкция ГБЦ одинакова.
Она в себя включает:
- Корпус изделия, который изготавливают методом точного литья. В нем предусмотрены каналы подачи охлаждающей жидкости и моторной смазки трущимся частям.
- Клапаны во впускном и выпускном каналах.
- Вал распределительный (в некоторых конструкциях их два).
Основным элементом ГБЦ является корпус. Он вместе с прокладкой обеспечивает герметизацию камеры сгорания. В корпусе запрессованы направляющие втулки клапанов, их количество зависит от конструктивных особенностей ГБЦ. Клапаны перемещаются во втулках, обеспечивая подачу топлива и вывод отработанных газов. Для изготовления корпуса головки используют алюминий, она крепится к блоку болтами, производимыми из высококачественной стали.

Головка блока цилиндров
Коэффициент температурного расширения у этих металлов разный, поэтому обеспечить высокую герметичность камеры сгорания возможно только в том случае, когда головка будет затягиваться равномерно по всей плоскости блока цилиндров. Если это условие не выполняется, силовой агрегат может выйти из строя.
О силах, действующих на ГБЦ во время работы мотора
Обеспечить равномерность теплового воздействия на головку в работающем двигателе невозможно. Наиболее сильному нагреву подвергаются места в корпусе, располагающиеся над камерой сгорания, что вызывает напряжение металла на этих участках. Сила давления корпуса из алюминия на прокладку между ГБЦ и блоком цилиндров сильно увеличивается, что может вывести её из строя. Чтобы этого избежать, производится периодическая протяжка болтов крепления ГБЦ.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
 Болты крепления
Болты крепления  Головка блока
Головка блока  Порядок затяжки
Порядок затяжки  Протяжка винтов
Протяжка винтовВ каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
.
Какие ошибки могут возникнуть
К сожалению, водители, самостоятельно выполняющие восстановление силового агрегата, допускают досадные ошибки, которые могут нанести вред блоку цилиндров и рабочему инструменту.
К ним можно отнести следующее:
- оставление моторной смазки или других посторонних частиц в местах установки крепежных изделий;
- завышение величины усилия затягивания болтов;
- применение инструмента, не предназначенного для этой операции;
- несоблюдение очерёдности затягивания ГБЦ;
- использование болтов несоответствующей длины.
Если момент подтягивания крепежных винтов моторе определять «на глазок», чаще всего происходит перетяжка, которая приводит к разрыву болтов. Изношенными гранями ключа можно повредить головку крепежного элемента, после чего завернуть или вывернуть его будет невозможно. Самостоятельно изменённый порядок установки болтов приведет к возникновению перенапряжений в корпусе головки, а это чревато появлением трещин. Они могут быть сквозными, что способствует появлению протечек смазки или охлаждающей жидкости. Появится прорыв газов во впускном или выпускном коллекторе. Начнутся перебои в работе мотора, потеряется его мощность.

Трещина ГБЦ
Если через трещины или прогары жидкость для охлаждения мотора попадёт в систему смазки, произойдет разжижение моторного масла. После этого давление смазки уменьшится, и поступление его к местам трения будет недостаточным, а вкладыши коленчатого вала могут провернуться. Многими документами допускается повторное применение крепежных элементов, но лучше использовать новые изделия. Крепиться ГБЦ к блоку цилиндров должна только качественными винтами.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
Загрузка ...
Видео «Как пользоваться динамометрическим ключом»
Пользователь Александр Март показывает видео об использовании динамометрического ключа.
Болты крепления головки блока цилиндров – мощное соединение для совершенного уплотнения
Болты крепления головки блока цилиндров – соединительный элемент между блоком цилиндров, прокладкой головки блока цилиндров и головкой блока цилиндров. Усилие болтов является важным фактором обоюдного уплотнения камеры сгорания, каналов моторного масла и охлаждающей воды, а также окружающего воздуха. Задача, которая должна решаться наилучшим образом как в холодном, так и в ещё нагретом состоянии, как при низком, так и при высоком давлении.
Затягивание болтов крепления головки блока цилиндров создаёт через усилия болтов так называемое удельное давление, являющееся решающим для совершенного уплотнения. При этом болты, наряду с применённым методом затяжки, оказывают сильное воздействие на качество удельного давления.
Под удельным давлением подразумевается усилие, отнесённое к контактной поверхности двух частей, например, между головкой блока цилиндров и прокладкой головки блока цилиндров. В противоположность давлению удельное давление на поверхности контакта не постоянно.
Специальные болты для создания большего усилия
- Новаторская разработка без подтягивания
Болты, затягиваемые сверх их предела текучести в области пластических деформаций, гарантируют высокие и равномерные усилия болтов. Важная предпосылка надёжных уплотняемых соединений без подтягивания. Болт растяжения даёт значительные преимущества по сравнению с болтом, имеющим стержень из проката. Благодаря утоньшению стержня, болт в состоянии эластично воспринимать движения уплотняемого стыка и, тем самым, лучше их сглаживать.
- Метод затяжки по углу закручивания
На первом этапе болт накладывается на головку блока цилиндров затяжкой предварительным моментом. При второй затяжке, так называемом угле дальнейшего закручивания, болт затягивается сверх его предела текучести в области пластических деформаций. При методе затяжки по углу закручивания колебания усилия болта находятся в пределах ± 10 %. При методе затяжки с несколькими ступенями крутящего момента данные значения находятся в пределах ± 30 % от расчётного значения усилия болта. Причинами этого являются рассеяние значений усилия болта и общее значение коэффициента трения, получающееся из коэффициентов трения под головкой болта и в резьбе.
Рис. 1
Рис. 2
Преимущество болта растяжения (Рис. 1): По сравнению с болтом, имеющим стержень из проката, он может быть затянут сверх его предела текучести в области пластических деформаций, что является гарантией высоких и равномерных усилий болта.
Метод затяжки по углу закручивания с предварительным моментом и углом дальнейшего закручивания. (Рис. 2)
Надёжность благодаря новым болтам
При методе затяжки по углу закручивания болты крепления головки блока цилиндров деформируются пластически, что означает остаточную деформацию. После демонтажа они значительно длиннее, чем при монтаже. В начальной фазе нагревания мотора болт растягивается дополнительно. В первую очередь, если стальной болт применяется для полностью алюминиевых или биметаллических моторов, поскольку оба материала имеют различные коэффициенты теплового расширения. В худшем случае при повторном применении болт может оборваться или застопориться при монтаже в конце глухого отверстия и повредить блок цилиндров. Поэтому применяйте болты крепления головки блока цилиндров по соображениям надёжности только один раз.
Рекомендация экспертов: при методе затяжки по углу закручивания болты крепления головки блока цилиндров испытывают остаточную деформацию. Поэтому применяйте болты крепления головки блока цилиндров по соображениям надёжности только один раз!
Болты растяжения сконструированы изготовителем таким образом, что они без проблем могут быть растянуты сверх их упругой области в области пластических деформаций. По достижении исходного крутящего момента болт затягивается на определённый угол и предварительно натягивается в области пластических деформаций. Тем самым подтягивания более не требуется.
Практические рекомендации: подготовка и монтаж головки блока цилиндров
Практические рекомендации: замена болтов крепления головки блока цилиндров
Болты крепления головки блока цилиндров гарантируют надёжное и разъёмное соединение. Это, однако, не означает, что один и тот же болт может быть использован вновь для того же соединения. При монтаже головки блока цилиндров заменяйте всегда автоматически болты крепления головки блока цилиндров новыми болтами. Результатом будет мощное удельное давление для надёжного и плотного соединения.
Применяйте болты крепления головки блока цилиндров исключительно от изготовителей качественной продукции. Болты крепления головки блока цилиндров от VICTOR REINZ соответствуют требованиям изготовителя и оптимально подходят для наших наборов прокладок. Предписания по затяжке поставляются, разумеется с болтами крепления головки блока цилиндров.
16. Порядок затяжки болтов (гаек) крепления головки блоков цилиндров
Крепление головки блоков цилиндров, картеров и крышек распределительных шестерен, многоболтовых фланцев производят в определенной последовательности - от середины к краям и крест-на-крест, с многократным постепенным затягиванием крепежных деталей ( фиг. Такой способ крепления обеспечивает равномерное прилегание деталей друг к другу без перекосов и местных перенапряжений и обеспечивает равномерное и надежное уплотнение прокладок.
Болты и гайки крепления головки блока цилиндров затягивают динамометрическим ключом
17. Технология то и тр кривошипно-шатунного механизма
Детали кривошипно-шатунного механизма во время работы сильно нагреваются и воспринимают переменные нагрузки большой величины, поэтому для обеспечения длительной работы двигателя в исправном состоянии необходимо выполнять следующие рекомендации:
применять моторные масла только рекомендованные в соответствии с климатическими и температурными условиями;
новый или отремонтированный двигатель необходимо подвергать обкатке;
пуск двигателя при температуре окружающей среды ниже -5°С следует производить при помощи предпускового подогревателя или только после предварительного прогрева водой;
не давать двигателю полной нагрузки, пока он не прогреется;
не перегружать двигатель длительное время и не допускать во время работы ненормальных стуков и дымления;
поддерживать температуру охлаждающей жидкости в пределах 82 - 85°С;
не допускать длительной работы на холостом ходу.
Основными внешними признаками неисправности кривошипно-шатунного механизма являются: повышенный расход масла, дымный выхлоп отработавших газов и ненормальные стуки. Все это происходит в результате износа деталей и увеличения зазоров в сопряжениях, что вызывает падение давления масла в магистрали. Прежде чем проверять зазор в подшипниках, следует убедиться в правильности показаний манометра, проверить загрязненность фильтров и состояние других элементов системы смазки. Предварительная оценка состояния подшипников коленчатого вала по давлению масла в масляной магистрали производится приспособлением КИ-4940: номинальное давление прогретого двигателя до нормального теплового состояния при номинальной частоте вращения должно быть 250 - 350 кПа (2,5 - 3,5 кгс/см2), а предельно допустимое 100 кПа (1,0 кгс/см2). Падение давления масла в магистрали ниже предельно допустимого является одной из причин износа шеек коленчатого вала и подшипников. Допустимый зазор в шатунных и коренных подшипниках коленчатого вала должен быть 0,3 мм.
Зазоры в подшипниках можно проверить следующим способом. После слива масла и снятия поддона необходимо ослабить гайки крепления крышек коренных и шатунных подшипников, и снять крышку проверяемого подшипника вместе с нижним вкладышем. Затем положить на него вдоль оси коленчатого вала прокладку из латуни размером 25x13x0,3 мм, т.е. толщиной, равной максимально допустимому зазору, поставить крышку на место и затянуть гайки. Затяжку производят при помощи динамометрического ключа. Гайки шатунных болтов следует стопорить новыми шплинтами. Момент затяжки гаек коренных подшипников составляет 200 - 220 Н м (20 - 22 кгс-м), а шатунных 150 - 180 Н м (15 - 18 кгс-м).
Затем проверяют возможность вращения коленчатого вала, предварительно включив декомпрессионный механизм. Если вал будет вращаться свободно, то зазор в подшипнике превышает допустимое значение.
Увеличение зазора между деталями цилиндро-поршневой группы приводит к падению мощности двигателя, повышенному угару масла и выделению газов из сапуна. Чтобы оценить состояние цилиндропоршневой группы, можно воспользоваться различными способами, но наиболее простыми являются такие, которые позволяют определить техническое состояние деталей без разборки двигателя. К этим способам относятся: определение компрессии в цилиндрах двигателя при помощи компрессиметра КИ-861 или технического состояния цилиндропоршневой группы по утечке газов в картер двигателя при помощи индикатора расхода газов КИ-4887-1.
Окончательное решение о техническом состоянии цилиндропоршневой группы можно принять только после частичной разборки двигателя с замером зазоров между отдельными сопряженными деталями. Например, предельные зазоры между основными деталями цилиндропоршневой группы, по которым оценивают техническое состояние двигателя А-ОЗМЛ, равны:
зазор между юбкой поршня и гильзой цилиндра в верхнем рабочем пояске - 0,60 мм;
зазор между канавкой поршня и верхним компрессионным кольцом - 0,50 мм;
зазор между остальными кольцами - 0,40 мм; зазор в стыке компрессионного кольца - 6,00 мм; зазор в стыке маслосъемного кольца - 3,00 мм; зазор между бобышками поршня и пальцем - 0,10 мм; зазор между верхней головкой шатуна и пальцем - 0,30 мм; выступание гильзы цилиндра относительно плоскости блока - 0,165 мм.
Для установки поршневых пальцев поршни перед сборкой нагревают в масле до температуры 80 - 100°С. Поршневые кольца подбирают по гильзе, а затем по канавкам в поршне. Для проверки зазора в замке кольца его устанавливают в гильзу при помощи Поршня на глубину 25 мм от верхнего торца. Подгонка зазора в замке осуществляется при помощи личного напильника, а под гонка кольца по канавкам в поршне по высоте осуществляется притиркой на чугунной плите.
Гильзы цилиндров меняют на новые, если их износ в верхней зоне первого компрессионного кольца превышает 0,60 мм. Поршни заменяют, если зазор между канавкой и новым компрессионным кольцом по высоте превышает 0,50 мм. Затяжку гаек на шпильках при креплении головки цилиндров двигателя производят в определенной последовательности, момент составляет 200 - 220 Н м (20 - 22 кгс-м)










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
