Что такое хон в цилиндрах
Хон цилиндров и сила трения в двигателе или как остановить износ
- 15 декабря 2014 00:00:00
- Просмотров: 5879
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь - его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров. Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
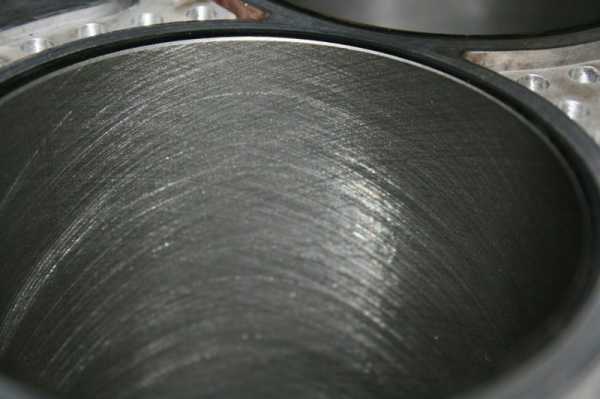
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски - так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто. При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км. По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления. Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет. Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
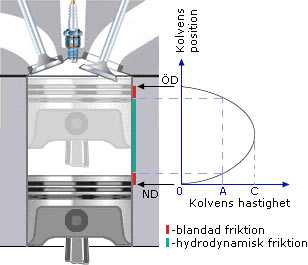
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров - это называется абразивным износом. В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии - прекращается реакция замещения - прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла - РВС составы не требуют постоянного присутствия в масле. В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно. В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
 Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гарантируя длительный срок их работы.
На новом, перегильзованном или расточенном под следующий ремонтный размер блоке должно обязательно выполняться хонингование цилиндров.
При контроле размеров цилиндров, следят за соблюдением следующих параметров:
- Бочкообразности, корсетности и конусности. Под этими терминами подразумевается разница диаметров в разных частях цилиндра или гильзы.
- Элипсности, под которой подразумевают разницу в диаметрах окружности в разных её точках.
Подобные дефекты появляются в результате небрежного выполнения работ на расточном станке или в процессе эксплуатации силового агрегата.
Отдельную проблему представляет достижение необходимых параметров шероховатости. Поверхность не должна быть зеркальной. На ней должны остаться небольшие насечки, получающиеся при прохождении хоном. Эти насечки необходимы для того, чтобы на них задерживалось моторное масло. Это способствует улучшению смазывания деталей поршневой группы. В дальнейшем, при обкатке, содержащаяся в лубриканте сера создаст на поверхности цилиндра сульфидную плёнку, уменьшающую износ деталей, поскольку по своим параметрам она значительно твёрже металла.
Используемое оборудование
С учётом перечисленных требований промышленность выпускает специальные хоны, применяемые для обработки деталей двигателей внутреннего сгорания. Подобные инструменты имеют изменяемый диаметр, используются в хонинговальных станках и обладают ограниченным ресурсом. Соответствие техническим требованиям должно подтверждаться сертификатом, который получен в органах стандартизации. Недопустимо производить хонинговку с помощью оборудования, не соответствующего утверждённым стандартам. Это может привести к нежелательным последствиям.
 При выборе хона следует обращать внимание на следующие параметры:
При выборе хона следует обращать внимание на следующие параметры:
- Диапазон (по диаметру).
- Количество и длину камней.
- Твёрдость и зернистость материала.
Различают инструменты и по способам обработки, которая может быть сухой или с применением смазывающе-охлаждающей жидкости (СОЖ). При хонинговке деталей, изготовленных из чугуна или стали, в качестве СОЖ применяют керосин или смесь керосина с льняным маслом. Если хон имеет камни с алмазным напылением, используют воду с синтетическими добавками.
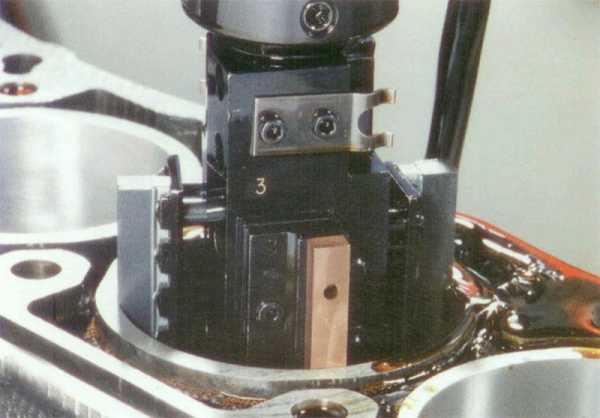
Для соблюдения технологического процесса обязательно требуется исправный хонинговальный станок, обеспечивающий точное перемещение обрабатывающего инструмента. Именно на его рабочий стол попадает уже побывавший на расточном станке новый или ремонтируемый блок. А ещё вам потребуется достоверная информация о размерах, которые должны быть обеспечены в итоге. Дальнейшая последовательность операций, в зависимости от конструкции ДВС, может быть различна.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Опасные заблуждения
Интернет пестрит статьями, рассказывающими о том, как сделать хонингование цилиндров самостоятельно с помощью дрели и иного подобного оборудования. Это вызывает удивление. Говоря по совести, реальной пользы от такого рода информации нет. Используемые на производстве хонинговальные станки относятся к разряду наиболее точных обрабатывающих станков. Только с их помощью удаётся обеспечить требуемые допуски в десятые доли микрон. По этой причине справится с задачей дома или в условиях мастерской, не имеющей специального оснащения, не получится. Мотор, отхонингованный «на коленке», не проработает долго.
Читайте также: Что будет, если перелить масло в двигатель?
Чтобы потраченные на ремонт силы и средства не пропали напрасно, обращайтесь к специалистам, имеющим в своём распоряжении необходимое оборудование. Существуют фирмы, предлагающие такого рода услуги. Если их расценки покажутся чрезмерно высокими, задумайтесь о том, во что обойдётся покупка хотя бы контрактного двигателя. Возможно, вы перемените своё мнение.
Что такое хонингование цилиндров и как его сделать самостоятельно?
На сегодняшний день многие профессиональные мастерские выполняют хонингование цилиндров. Большинство людей не могут ответить на вопрос о значении этого термина. Так что же такое хонингование цилиндров и как его выполнить в домашних условиях?
Процедура подразумевает высококачественное обрабатывание внутренних поверхностей валов. Выполняется на финишной стадии капитального ремонта и отделки мотора. Статья подробно расскажет о том, что такое хонингование цилиндров, функциональное назначение процедуры и выполнение процесса своими руками.
Зачем проводить хонингование?
Выполнение процесса позволяет уменьшить уровень шероховатости для лучшего взаимодействия поршня и валов. Двигатель при эксплуатации теряет исходные характеристики, поэтому со временем появляются проблемы в его работе. Детали изнашиваются, на поверхностях образуются царапины и прочие дефекты. Это становится причиной следующих проблем:
- увеличенный расход топлива и масла;
- уменьшение мощности мотора;
- утрата компрессионных возможностей.
Чтобы предупредить указанные причины, которые могут спровоцировать более серьезные поломки, важно отремонтировать двигатель. Расточка и хонингование блока цилиндров поможет существенно продлить период эксплуатации мотора до следующего капитального ремонта.
В зависимости от принципа действия, хонингование цилиндров бывает следующим:
- Сухое, в котором не применяется смазочное вещество.
- Вибрационное – головка инструмента поддается дополнительной вибрации.
- Электрохимическое – одновременное воздействие механических сил и электрохимического влияния на заготовку.
- Плосковершинное – используется, чтобы удалить бугры и впадины на поверхности.

Стоит учитывать, что плосковершинное хонингование является наиболее эффективным, если сравнивать с притиркой и шлифованием. Лучшие результаты наблюдаются как по точности, так и по эффективности.
Основные преимущества
Если говорить о том, для чего выполнять хонингование цилиндров и что это такое, процесс являет собой полезный и результативный метод обрабатывания поверхностей мотора, благодаря достижению высокого уровня прочности. Непосредственно увеличивается уровень давления в валах, что повышает продуктивность двигателя.
По окончании процесса расточки поверхность покрывается специальной сеткой, способствующей более долгому сохранению масла. При работе детали трутся друг о друга, постоянно смазываясь маслом.
Необходимое оборудование
Работы выполняются с использованием специализированного оборудования. Хоны или хонинговальные головки, выступающие в качестве многобрусковых инструментов, содержат 5-8 брусков, чаще используются для обработки цилиндрических поверхностей. Режущие элементы устанавливаются путем центральной раздвижки с гидравлическим или электромеханическим приводом.
По конструктивным особенностям, хонинговальные станки делятся на следующие типы:
- исходя из размещения шпинделя – модели вертикального и горизонтального типа;
- согласно числу шпинделей – механизм с одной или несколькими деталями;
- исходя из типа обработки – для внутренней или внешней отделки.
Специализированные станки используются с целью отделки не только наружных поверхностей вращения вала, но и отверстий в концентрических деталях. Режущий инструмент станка оснащен мелкозернистыми брусками и закреплен на шпинделе. Приспособление для хонингования цилиндров служит гарантом точного выполнения процесса.
Работа хонов обеспечивается за счет специального механического стенда. По ходу используется керосин и вещество, в основе которого находится масло и керосин. В редких случаях при хонинговании гильз цилиндров применяют средство на водной основе вместе с добавками, не дающими развиваться коррозии.
Приспособление для хонингования цилиндров 32 89 мм используется для обрабатывания поверхностей двигателей внутреннего сгорания, тормозных валов и других составляющих, которые требуют точных размеров.
Этапы и особенности проведения
Убрать последствия деформации поможет соответствующая отделка, выполнение которой происходит в 2 этапа:
- Черновая обработка. Используется крупнозернистый абразив. Позволяет придать механизму первоначальный округлый вид.
- Обточка узла с применением мелкозернистого абразива. Рабочий аппарат представляет собой алмазный или керамический брус, находящийся на хонинговальной головке.
Принцип работы основан на движениях вращательного и возвратно-поступательного характера.
Наиболее производительным процессом обрабатывания является суперфиниширование. Используется преимущественно для обработки наружных поверхностей тел вращения и плоскостей. Такой способ также применяется при фабрикации ответственных деталей автомобильных и авиационных двигателей.
Важно помнить, что хонингование блока цилиндров может выполняться с использованием любого абразива. Совсем другое дело обстоит с обработкой цилиндра, проводить которое стоит на брусках с алмазным или керамическим покрытием.
По завершении процесса рекомендуется тщательно вымыть двигатель, чтобы удалить остатки металлической стружки и полировочных паст. Для препятствия развития коррозийных процессов, механизм отдается на промывку керосином или другим составляющим. Для достижения идеально гладкой поверхности, специалисты также советуют выполнить финишную чистку, используя абразивную пасту.
Хонингование требует наличия специальных инструментов, поэтому обработка цилиндров своими руками является невозможной без использования сервисного оборудования. При этом плосковершинное хонингование может быть выполнено без посторонней помощи. Порядок работ следующий:
- Использование специального инструмента с абразивным материалом. При черновой обработке удаляется слой, который был поврежден, и происходит разравнивание шероховатостей.
- Далее работа осуществляется мелким абразивом, что позволяет добиться высокой точности. Для повышенной гладкости преимущественно использовать абразивные пасты.
По завершении работ мотор моется, чтобы удалить грязь и остатки металлических частиц.
Видео: процесс хонингования цилиндра.
Область применения
Абразивная обработка такого типа широко применяется в автомобильной промышленности. Осуществляется хонингование цилиндров двигателя, обрабатывание отверстий шестерней и прочие работы. Кроме этого, выполняется обработка сквозных и глухих валовых отверстий с гладкой или прерывистой поверхностью. Процесс осуществляется после шлифовки, растачивания, зенкерования, развертывания и протягивания.
Сервисные центры выполняют работы в ходе капитального ремонта мотора. Цена услуг зависит в первую очередь от количества цилиндров в двигателе.
Хонингование цилиндров: что это такое, как оно выполняется, какие инструменты используются
 Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров: что это такое
 Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Хонингование цилиндров – это завершающая стадия обработки цилиндров. Она выполняется с использованием специальных инструментов, и провести хонингование двигателя самостоятельно не получится без сервисного оборудования. Результатом хонингования является уменьшение шероховатости стенок цилиндров, что позволяет повысить качество приработки поршней и поршневых колец. Главная задача подобной процедуры – увеличить срок службы двигателя, благодаря уменьшению износа деталей в период их приработки.
Также хонингование цилиндров позволяет:
 Сократить прорыв газов в картер;
Сократить прорыв газов в картер;- Оптимизировать потребление моторного масла двигателем, благодаря образованию на стенках цилиндров микроскопической сетки. Ее сложно обнаружить «на глаз», но если провести пальцем, то можно ощутить наличие рисунка. Данная сетка необходима, чтобы на ней оседало масло, что позволяет повысить качество смазки трущихся деталей в процессе работы двигателя.
Процесс хонингования цилиндров выполняется не всегда, иногда мастера ограничиваются полировкой, а после притирка деталей происходит при работе двигателя. Подобный подход значительно снижает ресурс мотора до следующего капитального ремонта. В отполированном блоке цилиндров гораздо быстрее, чем в двигателе с проведенной процедурой хонингования, образуются царапины, сколы и шершавость на стенках, а цилиндр теряет свою первозданную форму, становясь конусообразным.
Как выполняется хонингование цилиндров
 Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Хоны приводятся в работу за счет использования специального механического стенда. Также в процессе выполнения хонингования цилиндров двигателя задействуется керосин или специальная смесь, состоящая из масла и керосина. Гораздо реже применяется при хонинговании средство на основе воды со специальными добавками, которые не позволяют развиться коррозии в цилиндрах.
Сам процесс хонингования цилиндров проводится в 2 этапа:
- Сначала мастера надевают на станок черновые хонинговальные головки, которые имеют крупный абразив. Они необходимы, чтобы после расточки двигателя (при капитальном ремонте) удалить неровности, которые могли остаться по окончанию работы.

- На втором этапе используются хонинговальные головки с мелкозернистым абразивом. Данный процесс протекает дольше.
После того как хонингование выполнено, необходимо отдать цилиндры на промывку керосином или другим средством, препятствующим коррозии. Некоторые мастера рекомендуют завершать процесс хонингования чисткой с использованием абразивной пасты. Они утверждают, что за счет этого удается сгладить последние неровности, удалить заусенцы, углы и впадины, которые могли образоваться в процессе хонингования.
(412 голос., средний: 4,50 из 5) Загрузка...







"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
