Как подобрать поршень к цилиндру
Как подобрать поршень к цилиндру ваз 21083
ГлавнаяВаз 2110Как подобрать поршень к цилиндру ваз 21083
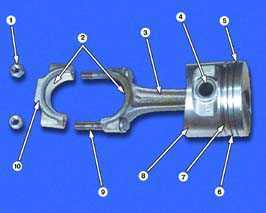 | Поршень с шатуном: 1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна |
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
| Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
| Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
| A | 76,00-76,01 | 75,965-75,975 | 82,00-82,01 | 81,965-81,975 |
| B | 76,01-76,02 | 75,975-75,985 | 82,01-82,02 | 81,975-81,985 |
| C | 76,02-76,03 | 75,985-75,995 | 82,02-82,03 | 81,985-81,995 |
| D | 76,03-76,04 | 75,995-76,005 | 82,03-82,04 | 81,995-82,005 |
| E | 76,04-76,05 | 76,005-76,015 | 82,04-82,05 | 82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
| Зазор между кольцами и канавками поршня, мм | |
| Номинальный: | |
| верхнее компрессионное кольцо | 0,04-0,075 |
| нижнее компрессионное кольцо | 0,03-0,065 |
| маслосъемное кольцо | 0,02-0,055 |
| Предельно допустимый зазор для всех колец | 0,15. |
Примечание 2
| Зазор в замках поршневых колец, мм: | |
| Номинальный | 0,25-0,45 |
| Предельно допустимый | 1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
| Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
| пальца | поршня | |||
| 1 | 21,970-21,974 | 21,982-21,986 | Синий | 1 |
| 2 | 21,974-21,978 | 21,986-21,990 | Зеленый | 2 |
| 3 | 21,978-21,982 | 21,990-21,994 | Красный | 3 |
| Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. |
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||
|
automn.ru
ВАЗ 2108 | Поршень с шатуном. Разборка, дефектовка и сборка
11.9. Поршень с шатуном. Разборка, дефектовка и сборка
| Поршень с шатуном: 1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна |
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
| Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
| Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
| A | 76,00-76,01 | 75,965-75,975 | 82,00-82,01 | 81,965-81,975 |
| B | 76,01-76,02 | 75,975-75,985 | 82,01-82,02 | 81,975-81,985 |
| C | 76,02-76,03 | 75,985-75,995 | 82,02-82,03 | 81,985-81,995 |
| D | 76,03-76,04 | 75,995-76,005 | 82,03-82,04 | 81,995-82,005 |
| E | 76,04-76,05 | 76,005-76,015 | 82,04-82,05 | 82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
| Зазор между кольцами и канавками поршня, мм | |
| Номинальный: | |
| верхнее компрессионное кольцо | 0,04-0,075 |
| нижнее компрессионное кольцо | 0,03-0,065 |
| маслосъемное кольцо | 0,02-0,055 |
| Предельно допустимый зазор для всех колец | 0,15. |
Примечание 2
| Зазор в замках поршневых колец, мм: | |
| Номинальный | 0,25-0,45 |
| Предельно допустимый | 1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
| Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
| пальца | поршня | |||
| 1 | 21,970-21,974 | 21,982-21,986 | Синий | 1 |
| 2 | 21,974-21,978 | 21,986-21,990 | Зеленый | 2 |
| 3 | 21,978-21,982 | 21,990-21,994 | Красный | 3 |
| Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. |
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||
|
automn.ru
ВАЗ 2108 | Поршень с шатуном. Разборка, дефектовка и сборка
11.9. Поршень с шатуном. Разборка, дефектовка и сборка
| Поршень с шатуном: 1 - гайка шатунного болта2 - шатунные вкладыши3 - шатун4 - поршневой палец5 - канавка верхнего компрессионного кольца6 - канавка нижнего компрессионного кольца7 - канавка маслосъемного кольца8 - поршень9 - шатунный болт10 - крышка шатуна |
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
| Размерная группа | Модель двигателя ВАЗ-2108 | Модель двигателя ВАЗ-21083 | ||
| Диаметр цилиндра, мм | Диаметр поршня, мм | Диаметр цилиндра, мм | Диаметр поршня, мм | |
| A | 76,00-76,01 | 75,965-75,975 | 82,00-82,01 | 81,965-81,975 |
| B | 76,01-76,02 | 75,975-75,985 | 82,01-82,02 | 81,975-81,985 |
| C | 76,02-76,03 | 75,985-75,995 | 82,02-82,03 | 81,985-81,995 |
| D | 76,03-76,04 | 75,995-76,005 | 82,03-82,04 | 81,995-82,005 |
| E | 76,04-76,05 | 76,005-76,015 | 82,04-82,05 | 82,005-82,015 |
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
| Зазор между кольцами и канавками поршня, мм | |
| Номинальный: | |
| верхнее компрессионное кольцо | 0,04-0,075 |
| нижнее компрессионное кольцо | 0,03-0,065 |
| маслосъемное кольцо | 0,02-0,055 |
| Предельно допустимый зазор для всех колец | 0,15. |
Примечание 2
| Зазор в замках поршневых колец, мм: | |
| Номинальный | 0,25-0,45 |
| Предельно допустимый | 1,0 |
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
| Класс | Диаметр пальца, мм | Диаметр отверстия в поршне, мм | Маркировка | |
| пальца | поршня | |||
| 1 | 21,970-21,974 | 21,982-21,986 | Синий | 1 |
| 2 | 21,974-21,978 | 21,986-21,990 | Зеленый | 2 |
| 3 | 21,978-21,982 | 21,990-21,994 | Красный | 3 |
| Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия. |
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||
|
automn.ru
Форсируем поршневой двигатель ВАЗ-21083 и его производных – ВАЗ 2111, 2112 - Тюнинг - Полезные советы - Ремонт автомобиля
 Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора.
Увеличение объема двигателя внутреннего сгорания является самым простым способом поднять моментные (в большей степени) и мощностные характеристики мотора. Существует несколько возможных вариантов по увеличению объема двигателя ВАЗ-21083 (и его производных – ВАЗ 2111, 2112, так как все они используют практически одинаковые блоки цилиндров, за исключением применения масляных форсунок в 16-ти клапанных моторах ВАЗ-2112):
Первый (более «народный» – т.к. дешевый) – расточка блока цилиндров под больший диаметр поршня. Затратная часть – работы по расточке блока, стоимость комплекта поршней и колец большего диаметра.
Второй способ (более дорогой) – замена штатного коленчатого вала на другой, имеющий больший радиус кривошипа – больше ход поршня – больше объём . Затратная часть – коленчатый вал (диаметр кривошипа от 74,8 мм до 80 мм), комплект специальных поршней под данный коленчатый вал (т.к. блок цилиндров имеет определенную конечную высоту), поршневые кольца, ну и работы по расточке блока под заданный комплект поршней.
На удивление, рост рабочего объема поршневого двигателя не всегда самый выгодный способ форсировки – иногда, в зависимости от того, что вы хотите получить от мотора, выгоднее доработать головку блока цилиндров с установкой подходящего распределительного вала и после этих операций «снять» большую мощность с вашего силового агрегата.
Естественно, чтобы возможности распределительного вала раскрылись в полную силу, необходима доработка ГБЦ – зачастую довольно серьезная – вплоть до перепрессовки седел и установку клапанов большего диаметра (на 8-ми клапанные моторы хорошо подходят клапаны от BMW , а на 16-ти клапанные – от различных VW и Opel ). Кроме того, нельзя забывать про впускные и выпускные каналы, по которым топливно-воздушная смесь поступает в цилиндры, а отработанные газы «вырываются» с большой скоростью – их необходимо дорабатывать, увеличивая до определенных пределов их сечение, производя внутреннюю полировку и изменяя их профиль.
Кроме ГБЦ, достаточно большое влияние на характер мотора оказывает содержимое и «геометрия» блока цилиндров. Мы не будем обсуждать разные типы поршней и их форму, весовые характеристики коленчатых валов, хотя бесспорно они вносят определенный вклад в характер будущего мотора.
Существует такое понятие, как отношение длины шатуна к ходу поршня, эта характеристика и сам диаметр кривошипа коленчатого вала (ход поршня) существенно влияют на «дыхание» мотора: ведь по своей сути, ДВС – это насос, который прокачивает через себя определенный объем смеси воздуха с топливом за определенный промежуток времени.
В данной статье мы рассмотрим влияние соотношения длинны шатуна и диаметра кривошипа коленчатого вала на «характер» мотора двигателей семейства ВАЗ-2108. В англоязычной литературе это соотношение именуется R / S – rod to stroke ratio , и ему уделяется достаточно серьезное внимание при доработке моторов. Многие источники считают, что «золотой серединой» является величина R / S , равная 1,75.
В Интернете вы сами можете при желании найти достаточно много выкладок и расчетов по геометрии моторов Honda . Отчасти все они будут справедливы и для моторов ВАЗ, так как в обоих случаях речь идет о двигателях относительно небольшого рабочего объема (моторы Honda серий В16А - В20В с объемом соответственно от 1,6 до 2,0 литров, что вполне соотносится с литражом моторов ВАЗ 21083 (2112), получаемым при форсировании путем увеличения рабочего объема). Вот для примера геометрия легендарного мотора В16А (объем 1587 см. куб., мощность 160 л.с.; это первый «гражданский» мотор, имеющий удельную мощность 100 лслитр):
Длина шатуна: 134 мм Ход поршня: 77 мм
Соотношение R / S : 1,74:1 (что как видим практически близко к «золотой середине») Посмотрим какая обстановка с отечественными двигателями (берем только ВАЗ 8-го семейства, т.к. другие не столь актуальны)
21081 – объём 1099 куб. см - ход 60,6 мм - диаметр поршня 76 мм - длина шатуна 121 мм - R/S = 1,996
2108 - объём 1288 куб. см - ход 71 мм - диаметр поршня 76 мм - длина шатуна 121 мм - R/S = 1,7
21083 - объём 1499 куб. см. - ход 71 мм - диаметр поршня 82 мм - длина шатуна 121 мм - R/S = 1,7
21084 - объём 1580 куб см. - ход 74,8 мм - диаметр поршня 82 мм - длина шатуна 121 мм - R/S = 1,61
Эффект большого R/S:
ЗА: Позволяет поршню дольше находиться в ВМТ, что обеспечивает лучшее горение топливной смеси, т.е. более полное сгорание топливной смеси, более высокое давление на поршень после прохождения ВМТ, более высокая температура в камере сгорания. В результате хороший момент на средних и высоких оборотах. Длинный шатун уменьшает трение пары «поршень-цилиндр», а это особенно важно при рабочем ходе поршня.
ПРОТИВ: Мотор, собранный с достаточно большим значением R/S не обеспечивает хорошее наполнение цилиндров на низких и средних частотах вращения КВ, из-за снижения скорости воздушного потока (из-за уменьшения скорости движения поршня после ВМТ, в момент открытия впускного клапана). Большая вероятность появления детонации из-за высокой температуры в камере сгорания и длительного времени нахождения поршня в ВМТ.
Эффект малого R/S :
ЗА: Обеспечивает очень хорошую скорость наполнения цилиндров на низких и средних частотах вращения КВ, так как скорость движения поршня от ВМТ больше, разряжение нарастает быстрее, что улучшает наполнение цилиндров, более высокая скорость движения топливовоздушной смеси делает смесь более гомогенной (однородной) что способствует лучшему сгоранию. Преимущества: более низкие требования к доработке и диаметрам каналов ГБЦ, чем на моторе с высоким соотношением R/S.
ПРОТИВ: Малая величина RS означает, больший угол наклона шатуна. Это значит, что большая сила будет толкать поршень в горизонтальной плоскости. Для мотора это означает следующее:
Большая нагрузка на шатун (особенно на центр шатуна), что делает разрушение шатуна более вероятным. Разрушение шатуна само по себе мало вероятно, кроме случаев обрыва, при заклинивании и гидроударе, как правило, шатун рвется у верхней или нижней головки под углом приблизительно 45 градусов к оси шатуна.
Увеличение нагрузки на стенки блока цилиндров, большая нагрузка на поршни и кольца, увеличение рабочей температуры вследствие повышенного трения, как результат, более быстрый износ стенок цилиндра, колец, и ухудшении условий смазки. Износ этого участка зависит от величины смещения оси пальца отн. оси поршня и от значения максимального угла наклона шатуна, т.е. при применении “кованных” поршней со смещенным пальцем, износ будет меньше чем при применении стандартных поршей.
Более короткий шатун также увеличивает скорость движения поршня, что влияет на износ и увеличение трения. Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм.
Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 121мм (он обеспечивает 83-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингаторов», использующих КВ с большим радиусом кривошипа, шатун 121 мм обеспечивает не очень хорошее отношение R/S (см. табл. 1), поэтому на рынке «нестандартных», а-ля «спортивных» запчастей существуют и продаются шатуны с большей длинной – 129, 132 мм, цена их правда не столь привлекательна, она колеблется от 70 до 200 долларов за комплект. Еще не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечет за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
remrf.ru
2. Порядок подбора деталей шатунно-поршневой группы при ремонте двигателя. Подбор и установка поршневых пальцев
ИЗМЕРЕНИЯ, ВЫПОЛНЯЕМЫЕ В ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЕ ПРИ ОЦЕНКЕ СОСТОЯНИЯ ДЕТАЛЕЙ.
Визуальная проверка на отсутствие трещин. Блок проверяют на герметичность. Плоскость разъема блока цилиндров с головкой проверяется с помощью линейки и набора щупов; при этом допускается неплоскостность до 0,1 мм. Если превышает допустимую, поверхность обрабатывают на плоскошлифовальном станке, снимая слой материала, не превышающий 0,2 мм. При проверке цилиндров визуально проверяют состояние их зеркала. Наличие на зеркале выбоин и глубоких царапин не допускается. Степень износа цилиндра определяется изменением его геометрических параметров: овальностью, конусностью, бочкообразностью, а также общим износом. Для определения размеров элементов цилиндропоршневой группы измеряют диаметр цилиндра нутромером, перемещая его с небольшими качаниями и диаметр поршня микрометром. Измерение диаметра цилиндра производится на четырех поясах, первый из которых находится на расстоянии 5 мм от плоскости разъема блока цилиндров, а остальные три определяются индивидуально для каждого двигателя: средний пояс - на середине хода поршня, верхний и нижний - в пределах хода его верхнего и нижнего краев. Конусность и бочкообразность определяются по разности значений, полученных при измерениях диаметра цилиндра в трех рабочих поясах. Конусность не должна превышать 0,1 мм. Овальность цилиндра определяется по разности его диаметра в двух взаимно перпендикулярных измерениях на одном и том же поясе. В зависимости от модели двигателя она не должна превышать 0,04...0,07 мм. Зазор между поршнем и цилиндром измеряется для каждого цилиндра отдельно. Этот зазор определяется как разность между внутренним диаметром цилиндра и диаметром юбки поршня, измеренным на определенном расстоянии от днища поршня или от его нижнего края. Максимальный износ цилиндров - 0,08...0,25 мм (в зависимости от требований фирмы-изготовителя). Если измеренный зазор входит в допустимые пределы, цилиндры можно не растачивать; достаточно установить новые поршневые кольца. При зазоре, превышающем максимальное допустимое значение, необходима расточка цилиндров (гильз). Окончательный диаметр цилиндра под расточку определяется путем прибавления к измеренному диаметру монтажного зазора (0,03 мм) между поршнем и цилиндром. Кроме того, учитывают припуск 0,02...0,03 мм на хонингование. После хонингования выдерживается такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор (не путать с предельным!) между цилиндром и поршнем не превышал допустимого (0,025...0,070 мм). Если зазор между поршнем и цилиндром превышает допустимый, цилиндры растачивают под ближайший ремонтный размер. При растачивании цилиндров устанавливают крышки коренных подшипников с затяжкой их крепления сборочным моментом. За один проход станка снимают не более 0,05 мм материала. Для лучшего смазывания колец необходимо обработать поверхность цилиндра хонингованием. После хонингования 70...80 % рабочей площади поршневых колец соприкасается- с цилиндром, остальная площадь - углубления, обеспечивающие смазывание и приработку колец. Если при проверке зазора между поршнем и цилиндром оказалось, что он не выходит за допустимые пределы, но возникла необходимость замены поршневых колец из-за их износа, цилиндры не растачивают, а хонингуют. При хонинговании «ершиком» необходимо следить чтобы металлические частицы не попали в глаза и на руки.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, они могут быть использованы снова. Поэтому при разборке необходимо их пометить, чтобы в дальнейшем установить детали на прежние места. Поршневые пальцы должны сниматься только с помощью пресса. Применение молотка не допускается. Перед сборкой поршневой палец подбирается к поршню. Допустимым считается такой его износ, при котором палец не выпадает из поршня, если держать последний так, чтобы палец находился в вертикальном положении, а будучи смочен моторным маслом, входил в отверстие поршня при нажатии рукой. Если поршневой палец выпадает из поршня, его заменяют пальцем следующего размерного класса. Если в поршне был установлен палец последнего класса, то заменяют поршень вместе с пальцем. При сборке палец запрессовывают в головку шатуна с натягом, поэтому для облегчения этой операции шатун предварительно нагревают, выдержав его в печи при температуре 240...280 °С не менее 15 мин, а при отсутствии печи - в кипящем масле. В целях облегчения сборки рекомендуется также подогреть поршень в сосуде с водой до температуры 15...75 °С, а поршневой палец смазать моторным маслом. Запрессовывать палец в шатун желательно с помощью специального приспособления. После охлаждения поршневой палец дополнительно смазывают моторным маслом через отверстия в бобышках поршня. Поршень с шатуном должны быть собраны так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна.
Подбор поршней к цилиндрам
При подборе поршня к цилиндру должен соблюдаться расчетный зазор. Он определяется измерением диаметра этих деталей и обеспечивается установкой поршней того же размерного класса, что и цилиндры. В запасные части могут поставляться поршни промежуточных классов по диаметру, например А, С или Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разделены на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Поршень того же класса может подойти и к изношенным цилиндрам классов А и В. Если гильзы цилиндров не требуют растачивания, а поршни и кольца устанавливаются новые, рекомендуется слегка увеличить шероховатость зеркала цилиндра наждачной бумагой мелкой зернистости или произвести хонингование, что улучшит прирабатываемость колец к цилиндрам. Увеличение шероховатости следует осуществлять в диагональном направлении, не допуская перемещений по вертикали. Поршни к обработанным под ремонтный размер цилиндрам желательно подбирать по усилию, необходимому для протягивания ленты-щупа, вставляемой в зазор между поршнем и гильзой цилиндра. Усилие протягивания ленты определенной толщины (примерно равной номинальному зазору между поршнем и цилиндром) шириной около 13 мм должно находиться в пределах 3,5...4,5 кгс. Ленту располагают в плоскости, перпендикулярной к оси поршневого пальца. Для обеспечения правильности подбора поршня к цилиндру поршень обязательно должен быть без поршневого пальца, который при холодном поршне искажает истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, иначе при протягивании лента будет «закусываться» из-за конусности поршня.
Подбор поршневых колец: размеры и материалы изготовления
Капитальный ремонт или тюнинг двигателя обычно предполагает необходимость полной разборки ДВС для замены элементов ЦПГ и КШМ. В ходе выполнения работ в ряде случаев необходимо растачивать блок цилиндров, затем производится хонингование цилиндров. Далее требуется точный подбор поршней по размерам гильз, параллельно меняются поршневые кольца, поршневые пальцы и шатуны, производится замена или ремонт коленчатого вала и т.д.
Замена поршневых колец и самих поршней на бензиновом или дизельном моторе предполагает максимальное уплотнение щелевых зазоров. В данной статье мы поговорим о том, как правильно сделать подбор поршней, а затем подобрать к ним подходяще по размеру поршневые кольца.
Коротко о поршнях: как подобрать поршень к цилиндру
Начнем с того, что зазор между поршнем и цилиндром определяется четко прописанными нормами. Для деталей в новом двигателе такой зазор составляет от 0.05 до 0.07 мм. Для моторов, которые находятся в эксплуатации, зазор между поршнем и цилиндром не должен быть больше отметки в 0.15 мм.
Восстановление ЦПГ двигателя потребует расточки блока цилиндров в ремонтный размер, после чего производится подбор поршня из группы так называемых ремонтных поршней. Главным требованием к процессу расточки цилиндров является итоговый результат, максимально приближенный к четко указанному ремонтному размеру.
Также необходимо учитывать, что размер после расточки блока дополнительно уменьшится в среднем на 0.03 мм после процесса нанесения хона (хонингование поверхности цилиндра). По этой причине при хонинговке цилиндров нужно придерживаться такого диаметра, чтобы после установки поршня зазор был максимально приближен к 0.045 мм, что является показателем зазора применительно к новым деталям.
Чтобы точно подобрать новый поршень по размерам необходимо сначала провести дефектовку цилиндров и поршней. Для замера диаметров поршня и цилиндра потребуются измерительные приборы:
Микрометром измеряется диаметр поршня, при помощи нутромера производятся измерения диаметра цилиндра. Измерять диаметр цилиндра необходимо в четырёх поясах, а также промерять две перпендикулярные плоскости. Четко установленный зазор между поршнем и цилиндром позволяет без затруднений осуществить подбор необходимого размера поршня поле расточки цилиндров, а также обеспечивает легкость установки поршня при сборке.Далее подбор осуществляется на основании специальной таблицы, в которой указаны номинальные размеры цилиндров и поршней. Диаметр ремонтных поршней получил специальное деление по классам в зависимости от наружного диаметра детали. Всего таких классов 5, каждый класс обозначен литерами от A до E в алфавитном порядке (А, B, C, D, E) через 0.01 мм размера. Также деление по классам предусматривает изменение диаметра отверстия под поршневой палец через каждые 0.004 мм.
Данная информация о классификации ремонтных поршней наносится в виде маркировки на днище поршня. Цифровое обозначение указывает на категорию отверстия под палец, а буквенное обозначение указывает на принадлежность поршня к тому или иному классу (класс ремонтного поршня). Также в процессе подбора номинальных размеров или ремонтного размера поршневой дополнительно необходимо обращать внимание на массу поршня. Поршни могут иметь как стандартную массу, так и увеличенный или сниженный на несколько грамм вес. Параллельно с подбором новых поршней необходимо подбирать ремонтные поршневые кольца, которые также имеют ремонтные размеры.
Как подобрать поршневые кольца
Подбор поршневых колец означает, что размеры поршневых колец в обязательном порядке должны соответствовать как размерам поршней, так и размерам цилиндров. Добавим, что производить подбор поршневых колец по размеру немного легче сравнительно с подбором самих поршней. Так происходит благодаря тому, что ремонтные поршневые компрессионные и маслосъемные кольца для различных моделей двигателей в большей или меньшей степени сегодня являются взаимозаменяемыми. Это означает, что можно приобрести как оригинальные поршневые кольца, так и подобрать детали стороннего производителя.
Подбор колец по размерам
Подбирать кольца необходимо с учетом следующих базовых параметров:
- высота поршневого кольца;
- диаметр поршневого кольца;
Любой качественный аналог, который имеет необходимые размеры, зачастую становится без всяких проблем. Для полной уверенности необходимо также учитывать радиальную ширину поршневых колец, а точнее соответствие данной ширины канавкам поршня. Другими словами, глубина канавок в отдельных случаях может оказаться недостаточной.
Что касается компрессионных колец, такие кольца конструктивно схожи, зачастую имеют одинаковую или практически одинаковую радиальную ширину, так что проблем после установки правильно подобранных по размеру колец из этой группы обычно не возникает. Подбор маслосъемных колец, напротив, требует повышенного внимания как к самой конструкции кольца (коробчатые, наборные маслосъемные кольца), так и дополнительного уточнения их радиальной ширины по специальным каталогам изготовителя колец.
Рекомендуем также прочитать статью о том, что делать, если поршневые кольца залегли. Из этой статьи вы узнаете о причинах залегания колец, самостоятельной диагностике проблемы и способах ремонта данной неисправности своими руками.Хотелось бы добавить, что подбирать поршневые кольца для дизельных двигателей сложнее. Компрессионные кольца для дизелей имеют молибденовое покрытие, а также отличаются трапецеидальным профилем, который дополнительно может иметь разные углы. Маслосъемные кольца в дизелях обычно коробчатые, но и данный факт необходимо проверять по каталогам, так как встречаются случаи установки на дизельный двигатель наборных колец.
Обратите внимание, что ставить на дизель поршневые кольца от бензинового двигателя крайне не рекомендуется. Одновременно с этим в отдельных случаях допускается вариант установки поршневых колец с дизеля на бензиновый мотор.
Какие поршневые кольца лучше
Помимо выбора из доступных номинальных и ремонтных размеров колец потребуется также отдельно подобрать материал изготовления. Вполне справедливо утверждение, что поршневые кольца для маломощного низкооборотистого двигателя, который был разработан 10-15 лет назад (даже при учете их полного соответствия по размерам), смогут нормально и долговременно функционировать в высокофорсированном силовом агрегате с турбонаддувом.
Дело в том, что материалы, нанесенное покрытие и допуски по геометрии колец вполне могут отличаться. На указанные факторы в процессе подбора следует обращать пристальное внимание, особенно в случае отсутствия точных данных в каталогах изготовителя. Также следует добавить, что кольца для новых двигателей обычно хорошо работают в старых ДВС, но не наоборот.
Верхнее кольцо является наиболее сильно нагруженным в процессе работы ДВС. По этой причине такие кольца изготавливаются из легированного чугуна, который также получает плазменное напыление хрома или молибдена. Хром имеет пористую структуру, что позволяет эффективно удерживать нужное количество моторного масла. Покрытие хромом или молибденом позволяет повысить уровень износостойкости колец, а также обеспечивает низкий коэффициент трения во время контакта со стенками цилиндра.Достаточно качественными принято считать чугунные поршневые кольца. Такие детали выполнены из высокопрочного чугуна, который обладает улучшенными свойствами и активно противостоит износу. Маслосъемные кольца бывают хромированными, а также без покрытия хромом. Также в продаже представлены стальные кольца, дополнительно оборудованные пружинным элементом.
Хромированные кольца обычно устанавливаются на моторы с высокой степенью сжатия, что предполагает более серьезные нагрузки на ДВС и ЦПГ. Гражданские автомобили иностранного производства зачастую имеют поршневые маслосъемные кольца из нержавеющей стали. Такие кольца отличаются большим сроком службы, низким весом и приемлемой стоимостью.
Как выбрать поршневые кольца: защита от подделки
В процессе подбора деталей необходимо в обязательном порядке придерживаться ряда правил и советов, которые помогут избежать приобретения поддельных запчастей. Начнем с того, что запчасти-заменители производства известных брендов не должны иметь слишком низкую стоимость по сравнению с оригинальными деталями.
Для изготовления качественной продукции производитель должен использовать качественные материалы и задействовать современные технологии производства. Перед поиском неоригинальных заменителей рекомендуется предварительно ознакомиться со стоимостью аналогичных оригинальных запчастей.
Поршневые кольца должны быть упакованы в фирменную упаковку. Сама коробка должна быть аккуратно склеена. Надписи на коробке должны иметь четкий и одинаковый шрифт, штампы, голограммы (при известном факте использования такой защиты на оригинальной упаковке). Фасуют детали в небольшие пакеты из полиэтилена, укладывая по три кольца.
На указанном пакете должны присутствовать следующие обозначения:
- номер комплекта;
- модель двигателя;
- размер поршневых колец;
Косвенным признаком также является общее количество пакетов с кольцами. Это количество должно соответствовать количеству цилиндров конкретного двигателя, для ремонта которого предназначен данный ремкомплект.
Дополнительно исследуйте маркировку колец. Поршневые кольца в автоматическом режиме маркируются специальной меткой на производстве, на которой указан размер колец и завод-изготовитель детали. Указанная маркировка располагается на кольце в четко определенном месте. Поддельные детали могут не иметь маркировки или быть маркированными в месте, отличном от места нанесения таких меток на оригинальной продукции.Еще перед покупкой рекомендуется подробно осмотреть расширительные пружины. Указанные пружины должны быть с переменным шагом витков, а также обладать отшлифованной поверхностью в области торцов и наружного диаметра. Отсутствие таких признаков может указывать как на низкое качество изготовления деталей, что сильно отразится на сроке службы, так и на подделку.
Не лишним будет провести проверку профиля и высоты выступов. Если выступы минимальны или полностью отсутствуют, тогда кольца могут являться не новыми, а бывшими в употреблении. Для надежности воспользуйтесь микрометром, чтобы определить номинальный и ремонтный размер колец.
Во время подбора компрессионных колец тактильно прощупайте фаску, которая находится на одной или обеих сторонах по наружному диаметру кольца. На изделиях низкого качества указанные фаски отсутствуют. На качественных кольцах также просматриваются торцы, которые по оттенку светлее и имеют слегка закругленную форму.
Хромированные поршневые кольца и кольца без такого покрытия по цвету идентичны, но вариант с нанесенным хромом отличается от аналога без хрома особыми выступами. На кольцах без покрытия такие выступы несимметричны. Наличие хрома также придает компрессионным кольцам характерный матовый оттенок, в то время как поршневые кольца без хрома имеют стальной отблеск.
Советы и рекомендации
Вполне очевидно, что наиболее удобным при подборе вариантом будет использование оригинальных поршневых колец. Под оригинальными следует понимать поршневые кольца, которые позиционируются в качестве оригинальных запасных частей самим заводом-изготовителем двигателя. При этом доступные в продаже оригинальные детали не всегда позволяют реализовать поставленные задачи во время тюнинга или ремонта двигателя. В таких случаях требуется осуществить грамотный подбор из группы высококачественных аналогов.
- При подборе неоригинальных поршневых колец желательно выбирать такие кольца, которые изначально предназначены для двигателя с похожими характеристиками. Под такими характеристиками следует понимать объем, мощность, степень форсировки двигателя, максимальные обороты коленвала, степень сжатия и т.д.
- Необходимо отметить, что установка так называемых «мягких» колец, которые имеют меньший ресурс, позволяет минимизировать износ стенок цилиндров, тем самым увеличивая ресурс БЦ. Параллельно с этим производить замену поршневых колец в этом случае потребуется в среднем каждые 35-45 тыс. пройденных километров, что ставит под сомнение целесообразность подобного решения. Поршневые кольца хорошего качества имеют ресурс около 170-220 тыс. км. При их замене на таких пробегах двигателю все равно зачастую требуется ремонт коленвала, восстановление ЦПГ и т.д.
Напоследок добавим, что правильно подобранные и профессионально установленные неоригинальные поршневые кольца могут в отдельных случаях проработать дольше по сравнению с оригинальными деталями. Также стоит учитывать, что качественные аналоги обычно стоят на 10-25% дешевле.
Подбор поршня к цилиндру - Классика
Регистрация: 22.11.2009
Сообщения: 1202
Авто: ВАЗ-2113
Откуда: Москва
19 Фев. 2011 23:13 Подбор поршня к цилиндру Руководство по ремонту и эксплуатации - Двигатели ВАЗ-2101 - ВАЗ-2107 - Подбор поршня к цилиндру Подбор поршня к цилиндру Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. Предупреждение! По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Цитата










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
