Как притереть клапана на ваз 2109
Притирка клапанов ВАЗ-2109
Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания — клапан герметичен.
 рис. 1 рис. 1 |
1. Нанесите на рабочую фаску клапана тонкий слой притирочной пасты.
 рис. 2 рис. 2 |
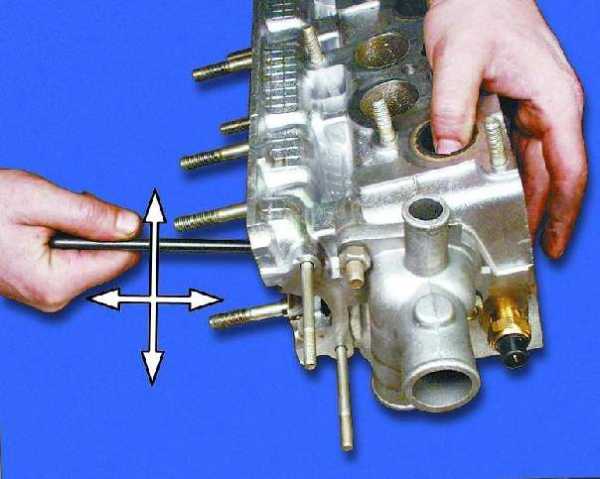
2. Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов.
р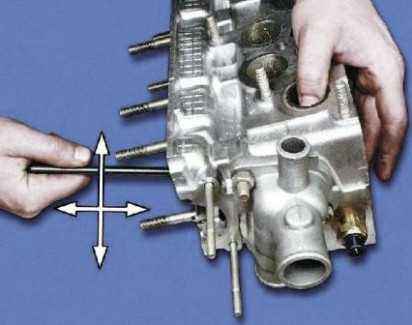 ис. 3 ис. 3 |
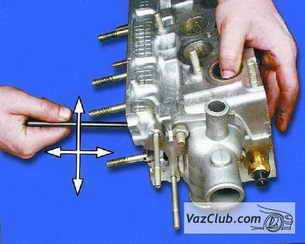
3. Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу.
 рис. 4 рис. 4 |
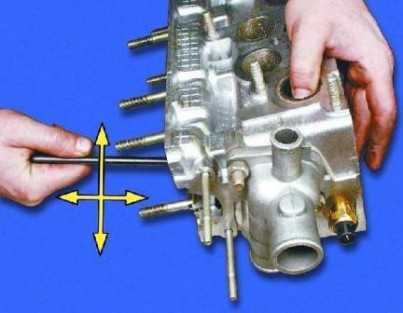
4. Внешним признаком удовлетворительной притирки является однотонный матовосерый цвет рабочей фаски клапана и седла.
После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты. Не используйте тряпку повторно.
Притирка клапанов
Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
Порядок работ
|



Притирка клапанов Ваз 2108-2109-21099
Притирка клапанов в седла.
Пособие по ремонту головки цилиндров, этапы сборки и разборки блока цилиндров ваз 2108, руководство по снятию и установке втулок клапанов. Эксплуатация узлов двигателя и его систем автомобиля лада 21099. Устранение неисправностей в системах лада 2108: выхлопа, охлаждения, питания, смазки. Рекомендации по ремонту головки цилиндров лада 2109.Для проверки герметичности клапанаустановите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.
|



Притирка клапанов и замена направляющих втулок головки блока цилиндров ВАЗ-2109
После снятия, разборки и проверки деталей ГБЦ нужно притереть клапана к седлам головки цилиндров.
Для проверки герметичности клапана установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан герметичен.

Нанесите на рабочую фаску клапана тонкий слой притирочной пасты.

Вставьте клапан в направляющую втулку и закрепите на его стержне приспособление для притирки клапанов.
Энергично поворачивайте клапан в обе стороны при помощи приспособления, периодически прижимая клапан к седлу.

Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски клапана и седла
После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
Не используйте тряпку повторно.
Замена направляющих втулок клапанов

Выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой.

Вставьте новую втулку в специальную оправку.

Запрессуйте втулку со стороны распределительного вала с помощью оправки до упора стопорного кольца в головку блока цилиндров.

Разверните отверстие во втулке с помощью развертки до 8,022-8,040 мм для впускных клапанов и до 8,029-8,047 мм для выпускных.
После этого прошлифуйте седла клапанов, центрируя инструмент по отверстию во втулке.
В качестве запасных частей поставляются втулки со стопорными кольцами.
Втулки имеют увеличенный на 0,2 мм наружный диаметр и уменьшенный диаметр отверстия под клапан









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
