Ремонт блока двс
Ремонт блоков цилиндров ДВС
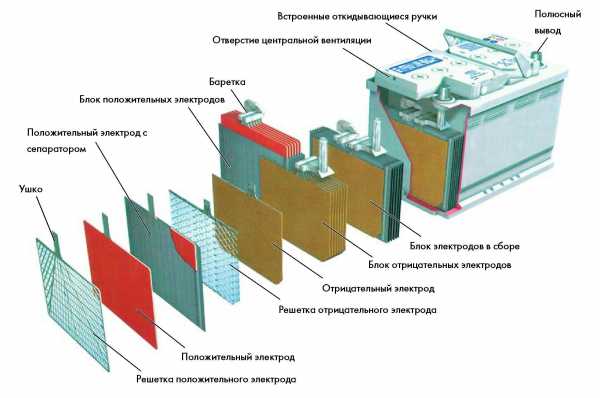
 Блок цилиндров является базовой деталью двигателя внутреннего сгорания, конструктивно может быть рядным или V – образным, оснащенным одним или двумя распределительными валами, бугель может иметь одну плоскость контакта с поверхностью блока - по линии разъёма или две – по линии разъёма и по боковой поверхности, ограничивающей смещение бугеля относительно оси опор коленчатого вала. Блок изготавливают из чугуна или алюминия. В этой статье изложены некоторые варианты ремонта различных конструкций блоков в нашей организации.
Блок цилиндров является базовой деталью двигателя внутреннего сгорания, конструктивно может быть рядным или V – образным, оснащенным одним или двумя распределительными валами, бугель может иметь одну плоскость контакта с поверхностью блока - по линии разъёма или две – по линии разъёма и по боковой поверхности, ограничивающей смещение бугеля относительно оси опор коленчатого вала. Блок изготавливают из чугуна или алюминия. В этой статье изложены некоторые варианты ремонта различных конструкций блоков в нашей организации.
В процессе эксплуатации в блоке цилиндров возникают, в основном, следующие дефекты: износ коренных опор под вкладыши коленчатого вала, выраженный в отклонении от цилиндричности и несоосности опор; износ внутренних поверхностей втулок распределительного вала с аналогичными последствиями; люфт бугелей; износ гильз цилиндров; трещины, пробоины в стенках блока.
Наличие трещин и пробоин определяют опрессовкой или внешним осмотром. Устранение этих дефектов не представляет сложности, трещины заваривают, на пробоины устанавливают накладки и приваривают их.
При износе гильз цилиндров их меняют. В блоках цилиндров, где производителем регламентирована возможность применения ремонтных размеров, производят растачивание и хонингование гильз под следующий ремонтный размер. В практике ремонта встречаются двигатели, в которых производителем не предусмотрены ни ремонтные гильзы, ни ремонтные размеры, а стоимость нового блока превышает десятки тысяч долларов. В этом случае заказчику предлагается (при конструктивной возможности) ремонт блока путем установки ремонтной гильзы, изготовленной из чугуна. Гильзу шлифуют по наружному диаметру, а поверхность в блоке под неё растачивают и хонингуют для лучшей теплоотдачи. Ремонтную гильзу устанавливают в отверстие, затем растачивают и хонингуют под поршень. Плоскость прилегания блока шлифуют.
Перед ремонтом коренных опор блока обязательно проверяют поперечный люфт бугелей измерением торцовых поверхностей с помощью нутромера и микрометра (для бугелей с двумя плоскостями контакта). При наличии люфта, бугель меняют или ремонтируют.
Отверстия под вкладыши коренных опор и втулок распределительного вала контролируют нутромером, несоосность - специальной штангой и щупами.
При незначительном износе коренные опоры растачивают в ремонтный размер (при наличии ремонтных вкладышей). При ремонте блока в номинальный размер, ось коренных опор смещают к плоскости прилегания головки блока цилиндров, при этом сошлифовывают часть металла с поверхности бугеля, прилегающей к блоку цилиндра. Смещение оси не должно превышать 0,25 мм, поскольку может произойти «заедание» зубьев шестерён привода распределительного вала. После расточки коренные опоры хонингуют и затем производят правку замковых пазов под вкладыши. Для сохранения объёма камер сгорания с донышек поршней снимают слой металла, по толщине равный величине смещения оси.
На практике встречаются блоки цилиндров с большим износом одной – двух опор, который невозможно устранить описанным выше методом. В таких случаях для ремонта этих опор используют технологию наплавки изношенной поверхности либо устанавливают фальшвкладыши, закрепляя их в предварительно расточенных опорах.
Изношенные втулки распределительных валов заменяют на новые. Имеются конструкции блоков, в которых заменяемые втулки уже имеют необходимый размер под опоры распределительного вала. Для блоков, в которых вновь запрессованные втулки являются заготовками, предусматривают операцию их обработки на горизонтально-расточном станке. Опоры в блоках с нарушенными посадками под втулки распределительного вала растачивают и под них делают специальную втулку с внутренним размером под распределительный вал или под последующую расточку.
Перед сборкой двигателя блок цилиндров тщательно промывают, очищают масляные каналы. Болты крепления бугелей обязательно меняют на новые. Сборку производят с использованием динамометрических ключей.
Ремонт двигателя: скупой платит дважды — DRIVE2
Ремонт двигателя можно разделить на операции: Диагностика. Снятие и разборка силового агрегата. Дефектовка. Подбор всех необходимых комплектующих. Развесовка шатунно-поршневой группы с точностью до 0,5г. Правка, восстановление геометрии коленвала, шлифовка-полировка шеек коленвала, динамическая балансировка коленчатого вала в сборе с маховиком и корзиной сцепления. Расточка блока. Плосковершинное хонингование. Ремонт головки блока. Сборка двигателя, установка, регулировка.
Невысокая цена на услугу ремонта двигателя, казалось бы, неплохо для клиента. Откуда она берется на некоторых автосервисах? Работа часто удешевляется за счет невысокой заработанной платы автомеханика (читай – его низкой квалификации).
Технология ремонта двигателя упрощается, из нее выбрасываются «ненужные» операции. Возьмем, к примеру, обработку блока цилиндров. Общепринятой технологией сегодня является плосковершинное хонингование цилиндров: на поверхности вначале создается сеть рисок определенной шероховатости, а затем их вершины сглаживаются специальной, финишной операцией. В некоторых мастерских по ремонту двигателя, хонингование выполняют по упрощенной технологии, без придания поверхности цилиндров необходимого профиля.
Аналогичная ситуация и с коленчатыми валами. Много Вы видели мастерских, где шейки коленвалов полируют после шлифовки? Обычно шлифовкой и ограничиваются. А это идет в разрез с общепринятыми в мировой практике технологиями ремонта коленчатого вала. Полировка (казалось бы, «лишняя» операция) заметно повышает ресурс шеек коленвала и вкладышей. Можно встретить и несоосность поверхностей шеек после шлифования кривых коленвалов, ведь править дорого, «лишняя» технологическая операция при ремонте двигателя, «лишнее» время и деньги, а ремонт двигателя клиент просил сделать быстро и недорого.
Оборудование в отдельных автосервисах морально устарело, что напрямую сказывается на качестве ремонта двигателя. Лакмусовой бумажкой, позволяющей отличить моториста профессионала от дилетанта, является его отношение к контрольно-измерительным приборам в частности при дефектовке и сборке. Для нас не стоит вопрос, нужно ли тратить «лишнее» время на контрольные замеры или ими можно пренебречь при ремонте двигателя. Контрольно-измерительные операции действительно отнимают зачастую значительно больше времени, чем сам процесс сборки. Но это необходимая плата за то, чтобы отремонтированный двигатель служил надежно и долго.
Пару слов об использовании некачественных автозапчастей при ремонте двигателя. Если для иномарок встретить брак автозапчастей сравнительно трудно, то для двигателей отечественных ВАЗ – это частая практика. Кривые вкладыши, направляющие втулки клапанов из «сырой» стали, текущие сальники, «левые» поршни, некачественные кольца, деформированные шатуны, бракованные прокладки. Как ни странно, не менее грустная картина наблюдается с импортными автозапчастями для ремонта двигателей. Многие известные иностранные производители для снижения цены на автозапчасти, чтобы сделать их конкурентноспособными с отечественными, упрощают технологию производства, удешевляя материалы. Так что теперь «кривые» клапаны, поршневые кольца, которые развалятся через 10тыс. км, или маслосъемные колпачки, которые через 1тыс. км разбухнут и перестанут держать масло, можно купить даже у дилеров мировых производителей. На заводскую сборку моторов поступают автозапчасти заметно лучше тех, что идут как автозапчасти на розничный рынок.
Шатуны, к примеру, купленные на рынке могут иметь значительный разброс по массе и запредельные отклонения размеров. Дефекты, правда, возможны и у деталей, установленных в двигатель с рождения. Например у блока цилиндров может быть нарушено взаимное расположение поверхностей (непараллельность, неперпендикулярность), а диаметр постелей может выходить за допуски. Как ни странно, отечественное производство блоков цилиндров, в отличие от иностранного, часто идет в разрез с общепринятыми технологиями во всем мире. Например, не все блоки проходят операцию старения. Если же указанной операцией пренебречь, то при работе двигателя блок «поведет». Он деформируется, у блока изменится геометрия постелей, появится несоосность, некруглость, изменится геометрия цилиндров, упадет компрессия. Кроме того блоки вообще могут быть «кривыми» от рождения. К сожалению, в практике ремонта двигателя, традиционным стал ремонт поверхности цилиндров на вертикально-хонинговальных станках без предварительного растачивания.
Пропуск операции растачивания подходит только для идеальных блоков цилиндров, к которым отечественные не относятся, поскольку нередко оси цилиндров неперпендикулярны поверхностям постелей коленвала. И уже без растачивания цилиндров не обойтись. Только делать его обычным способом (с выверкой по верхней плоскости) нельзя. Указанную операцию выполняют по спецтехнологии, выверяя положения блока на расточном станке «по линейке», установленной в постели коленвала. Итак, моторист, измерив нутромером с индикатором геометрию цилиндров установил, что износ незначительный и расточка блока в первый ремонт не нужна. Он предлагает для быстроты и снижения стоимости ремонта двигателя сделать хонинговку блока без предварительной расточки. Давайте посмотрим, что происходит при «прямом» хонинговании цилиндров. Вначале бруски, опираясь на наименее изношенные участки цилиндра, постепенно выравнивают поверхности, убирая элипсность и конусность цилиндра. Цилиндр становится геометрически правильным. А где же «база» – поверхность, относительно которой обрабатывается цилиндр? Быть может это нижняя или верхняя плоскость блока? Или постели подшипников? Ведь именно этим поверхностям должны быть перпендикулярны цилиндры. К сожалению, нет. Базой при прямом хонинговании служит сама поверхность цилиндра. Только заметим – изношенного. И чем больше неравномерный износ, тем сильнее будет перекошена ось якобы отремонтированного цилиндра. Очевидно, что при прямом хонинговании цилиндров не будет происходить исправление геометрии блока, каким он был «кривым», таким и остался.
В нашей практике при ремонте двигателя даже на новом блоке, мы перед хонингованием растачиваем цилиндры в первый ремонт, обязательно с выверкой положения на расточном станке. Это гарантирует, что все цилиндры будут параллельны друг другу и одновременно перпендикулярны базе – плоскости (верхней или нижней), или, что лучше для отечественных блоков, постелям коленвалов. Только так можно гарантировать высокое качество ремонта двигателя и ресурс двигателя не меньше, а зачастую и больше, чем у нового мотора. И если просчитать цену подобного ремонта двигателя, то она окажется соизмеримой с ценой нового двигателя (вот только еще раз напомним, что новый двигатель при этом может быть «мёртворождённым»). Потому как сделать ремонт двигателя хорошо – это не дёшево и не быстро.
Механики весьма посредственной квалификации легко справляются с полным капитальным ремонтом двигателя за 1-3 дня. За такое время продефектовать, промыть как следует все детали двигателя, расточить и отхонинговать блок, сделать станочные операции по ГБЦ, проверить коленвал на биение, отшлифовать, отполировать, отбалансировать коленвал, собрать двигатель, с соответствующими проверками (часто, к примеру, возникает необходимость в опрессовке ГБЦ – проверке на герметичность под давлением 2-3 бар), измерив все, что нужно, весьма проблематично, даже если работают несколько человек. А ведь нужно еще поставить силовой агрегат и отрегулировать его на автомобиле.
Сборка двигателя – операция очень важная при ремонте двигателя. Как ни странно, хорошо отремонтированные моторы часто повреждаются обычной грязью. Детали плохо моют? Или собирают в песке? После всех операций нужно обязательно убедиться, что блок чистый, а на поверхности цилиндров не осталось грязи и абразивных частиц. Последние особенно опасны, плохо промытый после хонингования блок цилиндров не пройдет и трети своего ресурса. Абразив, попавший в отверстие направляющей втулки ГБЦ, способен быстро «слизать» со стержня клапана даже самое твердое, хромовое покрытие. Абразивный износ вкладышей – тоже весьма распространенная причина повреждения двигателя. Эффективные способы мойки цилиндров – ультразвук, керосин, масло, содовые растворы, специальные моющие средства. Бензин применять бесполезно, абразив он не удаляет. Закончить можно историей: «Я не просил форсировать двигатель!» – заявил нам клиент после пробной поездки на своей ВАЗ 21214, двигатель которой только что отремонтировали. Никакой форсировки не было и в помине, просто педантично и не спеша соблюдена технология ремонта двигателя. Ремонт двигателя – дело тонкое.
Ремонт головки блока цилиндров двигателя — DRIVE2

🔧 Ремонт головки блока цилиндров двигателя
Головка блока современного двигателя — это сложный комплекс узлов и механизмов. И когда речь идет о капитальном ремонте мотора, то полноценное восстановление этих механизмов едва ли не сложнее традиционных операций — расточки цилиндров и шлифовки коленчатого вала — вместе взятых. В данной статье мы поговорим, как произвести ремонт головки блока цилиндра двигателя: снятие и разборка, а также дефектовка головки блока.
🔎 Снимаем головку блока цилиндров
Если установлено, что головка блока нуждается в ремонте, ее в подавляющем большинстве случаев приходится снимать с двигателя. Исключение составляют только работы по замене некоторых уплотнений — например, маслосъемных колпачков. А раз так, то перед началом работы стоит обзавестись запчастями, без которых потом все равно не обойтись. Для этого используют наборы, включающие прокладку головки и все прокладки и сальники, расположенные выше нее. У дизелей в такой набор прокладка головки обычно не входит, и ее приходится приобретать отдельно.
Перед демонтажом желательно проверить взаимное положение коленчатого и распределительного валов, совместив соответствующие метки. Для отечественных двигателей такая операция не обязательна, но у некоторых иностранных моторов с достаточно сложной установкой фаз газораспределения иногда полезно даже нанести дополнительные метки.
Обычно технология демонтажа головки достаточно подробно излагается в руководствах по ремонту автомобилей конкретных моделей. Но есть и некоторые общие приемы, среди которых стоит отметить следующие. При отворачивании болтов крепления головки их сначала поочередно ослабляют их на 0,5—1 оборот, начиная со средних, и только затем выворачивают полностью. Это исключает коробление головки из-за неравномерных усилий, когда один из соседних болтов полностью затянут, а другой совсем отпущен.
У большинства иностранных машин к головке блока подходит множество вакуумных трубок. Если нет схемы вакуумных соединений данной модели, то все разъединяемые магистрали надо пометить или зарисовать. Не стоит полагаться на память, даже если трубок мало: ошибка при сборке может привести к большой потере времени.
🔎 Разборка головки блока цилиндров
После снятия головку необходимо полностью разобрать и вынуть клапаны. Для снятия пружин клапанов используют приспособления рычажного типа: на снятой головке удобнее те из них, которые одновременно с нажатием на тарелку и пружины толкают клапан в противоположную сторону. При отсутствии таковых можно пользоваться традиционными съемниками.
Некоторые “умельцы” разбирают головку сильным ударом молотка по тарелке пружины через стальную трубу. Этого делать нельзя, особенно если предполагается использовать старые клапаны. После “ударной” разборки на стержне клапана всегда остаются засечки от тарелки пружины, и как раз в том месте, где ходит маслосъемный колпачок. Легко также погнуть клапан, особенно если он с тонким стержнем. Да и сухари при такой разборке имеют привычку улетать в неизвестном направлении.
Разобранную головку следует полностью очистить от остатков старых прокладок и вымыть. Далее приступают к измерениям и проверкам, позволяющим определить объем необходимых работ.
🔎 Проверка и дефектовка головки блока цилиндров
Нижняя плоскость головки. Тут понадобятся специальная лекальная линейка длиной от 350 мм, а также набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать.
Износ опорных шеек кулачкового вала и его подшипников. Диаметры шеек измеряют микрометром, а отверстий подшипников — нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа — круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют.
Износ стержней клапанов и направляющих втулок. Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене.
Изношенность направляющих втулок определяют специальным нутромером, но допустима и косвенная оценка по люфту нового клапана во втулке, для чего понадобится стойка с индикатором часового типа. Поскольку максимальный износ наблюдается в нижней части втулки, то, измерив боковой люфт тарелки клапана, установленного во втулку, нетрудно по результату определить зазор именно в этом месте. Если зазор превышает 0,07—0,08 мм, втулку необходимо заменить (в крайнем случае — отремонтировать).
Износ седел, толкателей, рычагов, коромысел, кулачков определяется в основном визуально. Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски “провалена”, а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью — он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется таким же шумным, как был до него.
Различные дефекты местного характера также определяются визуально. Здесь необходимо уделить внимание состоянию поверхности головки, соприкасающейся с окантовкой прокладки: засечки, заусенцы и прочие дефекты обычно приводят к негерметичности соединения головки с блоком цилиндров. Иногда также удается разглядеть трещины в стенках камеры сгорания. Если трещина сквозная (в рубашку охлаждения), то нагара на стенках не будет либо около трещины, либо по всей камере.
🔎 Проверка головки блока цилиндров на герметичность
Когда есть подозрение, что появилась трещина в камере сгорания, либо ее стенки повреждены обломками деталей, то перед началом ремонта головку надо обязательно проверить на герметичность, иначе весь ремонт может быть впустую. Организовать такую проверку в условиях мастерской непросто, поскольку требуется специальное оборудование.
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи.
Менее сложна проверка керосином, хотя она требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после чего в подозрительную камеру наливают керосин. Имея очень высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень в камере сгорания уменьшается (контрольное время обычно составляет 1—3 часа).
Если трещина обнаружена, головку блока лучше заменить. В принципе, существуют способы ремонта трещин, но обеспечить высокую надежность отремонтированной головки пока не удается из-за несовершенства ремонтных технологий.
Спасибо, что прочитали статью до конца 👍Удачи на дорогах 😉





Запчасти Ремонт и восстановление блока цилиндров двигателя
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом. «Мокрые» гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Сварка
При ремонте блока цилиндров иногда возникает необходимость в сварочных работах по устранению появившихся нештатных отверстий, а в некоторых случаях и раковин или коверн на плоскости головки блока или самого блока цилиндров. Сварка производится в среде аргона, с предварительным прогревом деталей. Также выполняется ремонт любых других деталей двигателя, восстановление которых возможно с применением сварки.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
