Ремонтные кольца поршневые
Ремонт поршневого кольца.
Поршневые кольца изготавливают из стали 20,15х,20х,12хн3А с закалкой поверхности токами высокой частоты. Цементированные и закаленные кольца должны иметь твердость HRC 56-63.
Поршневые кольца, имеющие трещины, задиры заменяют новыми. При ремонте пальцев восстанавливают геометрическую форму и посадочные размеры.
Номинальный размер кольца восстанавливают хромированием, если слой хрома после шлифования не превысит 0,1 мм на сторону. Для восстановления цилиндрической формы перед хромированием колец предварительно шлифуют. Овальность и конусность отремонтированного кольца должны быть не более 0,01-0,03 мм. В целях повышения долговечности работы кольца применяют виброшлифование, повышающее чистоту обработки до 10-11 класса.
В отдельных случаях кольца ремонтируют методом раздачи. Для этого после нагрева и раздачи кольца на больший диаметр его нормализуют, протачивают с припуском 0,2-0,4, цементируют, закаливают и шлифуют под номинальный размер.
Номинальный размер между кольцом и втулкой шатуна для большинства вертикальных и V-образных компрессоров колеблется в пределах 0,03-0,06 мм.
Поршневые кольца диаметром 200мм изготовляют из чугуна С424-44 или специальных износостойких чугунов, легированных хромом или никелем, а диаметром более 200 мм – из чугуна С421-40. твердость колец диаметром до 200 мм составляет HRB 98-106 (на 5-10 единиц НВ меньше твердости гильз).
Тепловой зазор в замке кольца в рабочем состоянии должен составлять примерно 0,4% от номинального наружного диаметра кольца.
Коробление кольца, т.е. непараллельность торцевых поверхностей не должно превышать для колец с d < 200 мм – 0,04 мм, а с 200
Как подобрать поршневые кольца
Инструкция
В настоящее время для автомобилей выпускают поршневые кольца нескольких номинальных размеров, на каждый из которых приходится 1-2 ремонтных. Одним из лучших материалов является специальный высокопрочный чугун с высокими противоизносными свойствами. Не все отечественные заводы используют этот материал, поэтому обратите внимание на него в первую очередь.Маслосъемные кольца выпускаются хромированными и нехромированными. Третий тип – стальные кольца с пружинным элементом – выбирайте только для установки при ремонте двигателя. Они бывают только номинального размера. Хромированные кольца больше подходят для двигателей с повышенной степенью сжатия и с более нагруженными режимами работы. Чтобы отличить нехромированное кольцо от хромированного, обратите внимание на выступы. У нехромированных они несимметричны. А по цвету и те, и другие одинаковы.
Обратите внимание на расширительные пружины. Они должны иметь переменный шаг навивки витков и отшлифованную поверхность по наружному диаметру и торцам. Иные варианты колец могут либо быть подделкой, либо быть изготовлены на дешевом оборудовании и иметь низкий ресурс. Проверьте профиль и высоту выступов. Если они отсутствуют или едва заметны, значит кольца б/у.
На иномарках широко распространены стальные маслосъемные кольца ввиду их большого срока службы, меньшей массы и стоимости. При возможности (их применение ограничено), приобретите такие для своего отечественного автомобиля. При выборе компрессионных колец определите на ощупь наличие фаски на одной или двух сторонах наружного диаметра кольца. Низкокачественные детали такой фаски не имеют. Еще одна особенность высококачественных запчастей – осветленные и закругленные торцы. Хромовое покрытие компрессионных колец создает матовый цвет. По нему отличите их от нехромированных колец, имеющих стальной блеск. Микрометром проверьте номинальный и ремонтный размер кольца, чтобы гарантированно обезопаситься от подделки.Обратите внимание на маркировку колец. Заводская метка, обозначающая размер и фирму ставится автоматически в строго фиксированном месте. На подделке всегда имеются отклонения от установленного места. Кроме того, убедитесь, что кольца упакованы в фирменную упаковку в пакетики по 3 штуки. На пакетике должны быть указаны: номер комплекта, модель двигателя и размер колец. В коробочке должно быть количество цилиндрокомплектов-пакетиков, соответствующее количеству цилиндров двигателя, для которого они предназначены. Все надписи должны быть нанесены одним шрифтом, должен быть штамп ОТК, точки склеивания коробки находиться в строго определенных местах.
Для ориентировки в ассортименте поршневых колец используйте техническую документацию по ремонту и запасным частям двигателя. Там указаны необходимые размеры поршневых колец, требуемые для конкретного ремонта силового агрегата. Установив кольца небольшого срока службы, вы уменьшите износ стенок цилиндров и продлите жизнь двигателю. Но при этом каждые 30-40 тыс. км придется полностью разбирать двигатель и менять кольца. Долговечные кольца прослужат 150-200 тыс. км. После такого пробега в обоих случаях придется шлифовать коленвал, менять его вкладыши и делать мелкий ремонт цилиндро-поршневой группы. Посчитайте, во сколько обойдется разборка и сборка двигателя каждые 30-40 тыс. км на протяжении 200-тысячного пробега и решите, стоит ли такая забота о двигателе финансовых и трудовых затрат.Источники:
- Подбор поршня ВАЗ к цилиндру по диаметру и весу
Ремонтные кольца поршневые
ГлавнаяВаз 2110Ремонтные кольца поршневые
Поршневые кольца изготавливают из стали 20,15х,20х,12хн3А с закалкой поверхности токами высокой частоты. Цементированные и закаленные кольца должны иметь твердость HRC 56-63.
Поршневые кольца, имеющие трещины, задиры заменяют новыми. При ремонте пальцев восстанавливают геометрическую форму и посадочные размеры.
Номинальный размер кольца восстанавливают хромированием, если слой хрома после шлифования не превысит 0,1 мм на сторону. Для восстановления цилиндрической формы перед хромированием колец предварительно шлифуют. Овальность и конусность отремонтированного кольца должны быть не более 0,01-0,03 мм. В целях повышения долговечности работы кольца применяют виброшлифование, повышающее чистоту обработки до 10-11 класса.
В отдельных случаях кольца ремонтируют методом раздачи. Для этого после нагрева и раздачи кольца на больший диаметр его нормализуют, протачивают с припуском 0,2-0,4, цементируют, закаливают и шлифуют под номинальный размер.
Номинальный размер между кольцом и втулкой шатуна для большинства вертикальных и V-образных компрессоров колеблется в пределах 0,03-0,06 мм.
Поршневые кольца диаметром 200мм изготовляют из чугуна С424-44 или специальных износостойких чугунов, легированных хромом или никелем, а диаметром более 200 мм – из чугуна С421-40. твердость колец диаметром до 200 мм составляет HRB 98-106 (на 5-10 единиц НВ меньше твердости гильз).
Тепловой зазор в замке кольца в рабочем состоянии должен составлять примерно 0,4% от номинального наружного диаметра кольца.
Коробление кольца, т.е. непараллельность торцевых поверхностей не должно превышать для колец с d < 200 мм – 0,04 мм, а с 200
Ремонт поршней и поршневых колец
При правильной установке и работе поршня его геометрическая ось совпадает с осью цилиндра. Такое положение обеспечивает наименьший износ поршня и экономичную работу компрессора.
Основные дефекты поршня: уменьшение наружного диаметра, увеличение ширины канавок под поршневые кольца, увеличение диаметра отверстия под поршневой палец.
В поршнях бескрейцкопфных компрессоров возникает овальность боковой поверхности. Первая поршневая канавка в результате ухудшения смазки в конце хода поршня, как правило, подвергается наибольшему износу.
Любые перекосы механизма движения вызывают усиленный износ поршней, поэтому очень важно контролировать зазоры, определяющие центровку поршней.
Радиальные зазоры замеряют специальными щупами в четырех направлениях со сдвигом 90° при положении поршня в верхней и нижней мертвых точках.
Зазоры должны обеспечивать свободное движение нагретого поршня с учетом необходимой толщины масляного слоя на зеркале цилиндра. Недостаточный зазор может привести к заеданию поршня с обрывом шатунных болтов, изгибом вала и шатунов. Нормальный радиальный зазор между поршнем и цилиндром должен находиться в пределах от 0,001 до 0,0015 внутреннего диаметра цилиндра.
Износ поршня вызывает стуки в цилиндре, уменьшение производительности компрессора, увеличение уноса масла и повышение температуры нагнетания.
В бескрейцкопфных машинах истиранию подвергается направляющая часть поршня — юбка. При ее значительном износе поршень меняют.
Наибольшему износу подвергаются поршневые кольца. При ревизии проверяют состояние поверхности поршня, крепление его на штоке или шатуне. Изношенные или поврежденные кольца подлежат замене.
Поршневые кольца изготавливают из перлитного чугуна с высокими упругими свойствами. Их нарезают из эллиптической чугунной отливки—маслоты. Замок поршневого кольца подвергают термической обработке при температуре около 600°С не менее 40 мин, после чего кольца охлаждают в горячем масле. Для увеличения срока службы кольца покрывают пористым хромом и размагничивают.
Перед надеванием поршневых колец их осматривают, заусеницы и забоины удаляют напильником. Острые кромки колец слегка закругляют. В таком виде они меньше соскабливают смазку. Проверенные и подогнанные кольца устанавливают в заранее отремонтированные канавки. Приспособления для контроля поршня, обработки маслоты и нарезки ее на кольца показаны на рис. 116—118. Для установки и снятия поршневых колец применяют специальные приспособления. После установки колец с помощью щупа проверяют торцевые зазоры по канавкам. Они не должны превышать 0,05 мм. Новые поршневые кольца при обкатке машины следует приработать.
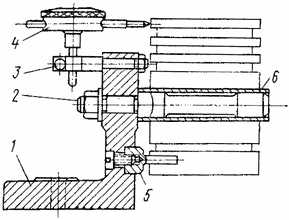 Рис. 116: Приспособление для контроля поршней: 1 — корпус, 2 — палец, 3 — зажим, 4 — индикатор, 5 — призма, 6 — сменная втулкаРис. 117. Двухрезцовая державка для одновременной расточки и обточки маслоты Рис. 118. Фрезерное приспособление для разрезания поршневых колец:
Рис. 116: Приспособление для контроля поршней: 1 — корпус, 2 — палец, 3 — зажим, 4 — индикатор, 5 — призма, 6 — сменная втулкаРис. 117. Двухрезцовая державка для одновременной расточки и обточки маслоты Рис. 118. Фрезерное приспособление для разрезания поршневых колец:1 — корпус, 2 — сменный вкладыш, 3 — прижимная шайба
Овальный износ цилиндров горизонтальных компрессоров возникает в основном в результате истирания его нижней части поршнем провисающем на штоке под действием собственного веса. При этом вырабатывается и сам поршень. Для уменьшения износа нижнюю часть поршня заливают баббитом.
Наплавку баббитовых поясов применяют и при ремонте шейных бескрейцкопфных компрессоров.
При выработке втулок поршневого пальца или появлении повышенных зазоров, сопровождающихся стуком, проводят тонкую расточку втулки под палец большего диаметра. Сверло или развертка должны быть такой длины, чтобы оба отверстия втулки были обработаны за один проход. Это позволяет избежать перекоса поршневого пальца. Приспособление для расточки отверстия под поршневой палец показано на рис. 119.
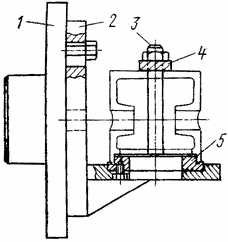 Рис. 119. Приспособление для обработки отверстия под поршневой палец: 1 — корпус приспособления, 2 — подвижная каретка, 3 — шпильки, 4 — планка крепления, 5 — сменный вкладыш
Рис. 119. Приспособление для обработки отверстия под поршневой палец: 1 — корпус приспособления, 2 — подвижная каретка, 3 — шпильки, 4 — планка крепления, 5 — сменный вкладыш










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
