Стенд для опрессовки гбц своими руками
Стенд для ремонта ГБЦ (раскоряка Ver 1/2 ) поворотная — Сообщество «Оснащение Гаража и Инструмент» на DRIVE2
Оххх сейчас будет мнооого текста!))Постараюсь сделать одну запись из 2х частей…
Всем доброго времени! Это снова Джонни Ноксвел, Александр
Буду сооружать прогрессивный вертел для гриля!Ну а если серьезно, то решил я сделать все таки стенд для гбц, поворотный, с поддончиком, регулируемый, красивый! Зима у меня выдалась прям Коммунистическая! Выполним пятилетку за 4ре года)))) Вообщем, решил я сократить поток авто, и занятся перестройкой цеха.
Я уже писал, и в блоге, и сообществе про стендик «раскривушка». Из плюсов: быстрое и дешевое изготовление, занимает мало места.Из: минусов, гбц постоянно надо перекладывать туда сюда, и плоскость все же контактирует, хоть и с деревом, но все же.
Ну и как всегда на изготовление меня подстегнул «единый разум» ))) интернет то бишь, увидел я у ребят самодельный стенд, и загорелся…
Нафига изобретать велосипед, если есть готовые решения.
То что выкладываю свою версию! 2ая попытка! Первый раз сделал примитивно, труба в трубу, гайка в винт, и не было нижних направляющих.Получилось вполне функционально, нооо видимо свиток с заклятием был бракованный))) полная лажа, все люфтит, болтается, сами опоры при провороте ходят по 5мм в стороны. Короче жопа полная, непрезентабельная.
Ну и подзабил на это дело, пользовался «раскривушкой»В очередное ПХД мастерской, на глаза попалось перо от мотоцикла днепр, любезно привезенное Николаем.
Мозг сказал «разбери!»Я «зачем?»Мозг «надо! Это донор на стенд»
Я послушался мозг, и не зря, трубы толстые, втулки практически без люфтов, еще и крутятся как надо!
Коварство №1внешнюю трубу (обойму) надо приваривать цельную, к 2ум вертикальным основам (основа труба квадрат 40х40 ), и только потом пилить, иначе даже если 1 мм уйдет в сторону. Люфт, и скакание опоры из стороны в сторону при повороте ГБЦ обеспечены!


Коварство №2 Вставляем в нашу «обойму» втулки, и внутреннюю трубу… цельную! Так же не пилим! Иначе косяк №1 обеспечен…




Коварство №3 прихватываем сие конструкцию к основанию, я закрепил струбцинами к верстаку, как у ребят. Покрутил трубу… Опять все ходит из стороны в сторону(((Мозг: «прокинь 2ве нижних направляющих, на них и поддон для стекающей каки прикрепишь!» Мозг вообще молодец!

Коварство №4 в сети напряга упала до 179 вольт, подкрутил на повышающем 220, но все равно сварочник срет((( Решил делать много прихваток, завтра норм обварю((

не навижу когда такое происходит((
Вот после всего этого, можно пилить внутреннюю трубу «поворотный механизм» так сказать!Далее кронштейн для «лап» (уголок 60х60 ) прихватил сваркой заготовки между собой, можно и струбцинами, но в сверлилку было в облом это сооружение пихать…


Сверлим отверстие оно нам надо для центровки! Иначе, смотри «коварство№1»В, внутренние трубы прессуем 2 гайки на 22.Берем шпильку с резьбой как у гаек, берем уголки, фиксируем между собой поперечиной.Вкручиваем шпильку, еще раз все проверяем, прихватываем сваркой, прокручиваем! Не «бъет»?Отлично!Осталось приварить ручку для поворота ( труба+кусок гладкой арматуры ) позже шарики от рычага ркпп нивы накручу)))И гайку для фиксации.
Накидываем тестувую ГБЦ ( труп ) . Не биений, не люфтов! Радуемся!




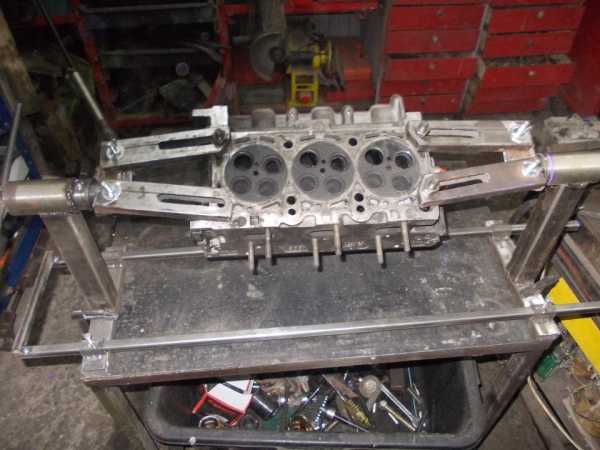
Переделал монтажные лапы, теперь они из профиля 20х20 На контактирующую поверхнось ( лапа+гбц ) натянул резиновый шланг, Дабы не возится с подкладкой резиновых шайб, шаблонов и т.п. Приспособа служит в коммерческих целях, поэтому экономим время)))) Редуктор на поворот гбц не стал ставить, по-моему, это лишнее. Для легковушек точно))


Ну а остальные доработки из эстетических соображений, зачистка швов. Покраска


Итоги: Да она большая! Да! она возможно замудренная! Да в теории двс у Травникова подобная! и т.д.)) Я не придумал нечего нового, просто поделился своей версией
Но! Как я писал выше, плоскость гбц 100% не юлозится по столу, штанам ( не дай бог с металлическими пуговицами змейками )Возможно, подлезть практически везде, удобно мыть саму деталь. Да, и смотрится она более солидно)))
Надеюсь, кому то было полезно! Всем добра и повышенной продуктивности!Впереди много интересных приспособлний, оснастка для стенда, например ( антиулетин сухарика ) так же в планах сделать станину для быстрой рассухарки, и много всего полезного!
Опрессовка ГБЦ: технология и процесс опрессовки
Образование трещин на поверхностях деталей силового агрегата в моторном отсеке – явление распространенное и требующее к себе особого внимания. Высокие термические и физические нагрузки на участках, примыкающих к камере сгорания, в том числе приводят к повреждению головки блока цилиндра (ГБЦ). И если вовремя не принять меры по выявлению и устранению дефектов, то возникнет и риск более серьезных последствий. Поэтому, как и в системах отопления, базовой операцией диагностики в данном случае станет опрессовка ГБЦ, позволяющая выполнить проверку детали на герметичность.

В каких случаях проводится операция?
Выполнять опрессовку требуется не только при выявлении признаков нарушения функционирования блока. В рамках комплексной диагностики данную технологию используют после ремонтных работ, замены отдельных элементов и расходников конструкции двигателя, переустановке и т. д. Что касается конкретных симптомов, то опрессовка ГБЦ должна производиться в следующих ситуациях:
- Имеются нарушения в работе внутренних каналов блока.
- Наблюдается нехарактерный перегрев силового агрегата.
- Если слышны выраженные стуки и вибрации в части отсека с цилиндрами.
Своевременно проведенная опрессовка дает возможность зафиксировать наличие дефекта и предпринять уже другие меры по восстановлению конструкции. Наиболее же часто серьезные повреждения с нарушением герметичности встречаются после выполнения сварочных работ, когда швы недостаточно обрабатываются и со временем возникают каналы утечки.

Общая технология опрессовки
Подходы к технической организации процесса могут различаться в зависимости от условий проведения мероприятия и наличия соответствующего оборудования. Однако принцип диагностики опрессовкой под давлением является общим для всех методов. Его суть заключается в создании полностью герметизированного вакуума в цилиндре и погружении его в рабочую жидкую среду. В условиях повышения давления опрессовка ГБЦ позволяет выявлять наличие сквозных отверстий, трещин и прочих дефектов. Причем технология именно для обнаружения неисправностей не требует специального оборудования или измерительных приборов. Конечную дефектовку можно произвести визуально. Но в остальном организация процесса не обходится без специальной оснастки.

Раньше для подобных задач использовали отдельные функциональные компоненты, позволяющие организовывать емкость для погружения и дополнительные органы управления процессом. Сегодня же производители автомобильного оборудования предлагают специальные стенды для опрессовки ГБЦ, в базовом комплекте которых предусматривается полный перечень необходимых инструментов. Типовой набор формируется следующими агрегатами и устройствами:
- Нагревательные элементы.
- Подъемный механизм на рамах с направляющими.
- Поворотный стол с управлением.
- Емкость с крышкой.
- Датчики для контроля давления, температуры и пуска.
- Электротехнический шкаф.
- Панель управления.
Стоит подчеркнуть и особенности применяемых материалов в изготовлении конструкции стенда. Кроме основы из нержавеющей стали, используется высокопрочное оргстекло, вакуумная резина и композитные элементы, благодаря которым реализуется не просто эффективная, но и безопасная опрессовка ГБЦ. Оборудование профессионального назначения рассчитывается на многочасовые рабочие циклы, причем целевым объектом обслуживания могут выступать не только цилиндры с головками, но и целые блоки.
Подготовка блока к операции
Для начала следует выполнить визуальный осмотр детали, который позволит еще до опрессовки определить подозрительные участки и, возможно, более серьезные нарушения конструкции. Рекомендуется подробно фиксировать размерные параметры элемента с линейкой, в дальнейшем сопоставляя полученные данные с паспортными значениями. В случае отклонений может потребоваться базовая механическая доработка. Например, опрессовка и шлифовка ГБЦ нередко объединяются в один технологический процесс. Обработка поверхностей абразивами предвещает проверку на герметичность, поскольку физическое воздействие может выявить новые участки повреждений. Операция шлифования представляется как профилактика обнаружения отверстий, которые после опрессовки ликвидируются точечной сваркой.

Рабочий процесс опрессовки
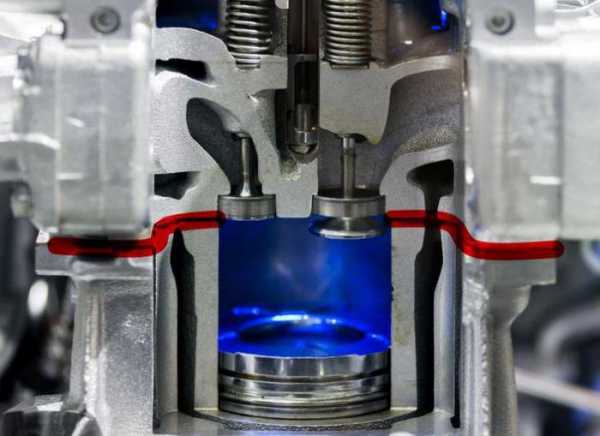
Емкость стенда наполняется водой, после чего активируется работа нагревательных элементов. В среднем на достижение оптимального температурного режима порядка 90 °C уходит 2-3 ч в зависимости от характеристик оборудования и объема резервуара. Диагностируемый цилиндр закрывается вакуумной оболочкой, зажимается фиксирующими приспособлениями и крепится к платформе стенда. Стоит подчеркнуть, что все отверстия и выходные узлы изначально обеспечиваются заглушками, что позволяет создать надежный вакуум. Далее станок для опрессовки ГБЦ посредством штуцера подключается к полостям изделия. Через этот канал будет подано давление сжатым воздухом на 4-6 бар. На финальной стадии остается погрузить конструкцию в горячую воду, после чего наблюдать выпуск воздушных пузырьков. Процесс вскрытия сквозных трещин (если они присутствуют) обязательно даст о себе знать под воздействием тепла и на фоне расширения металла.
Опрессовка своими руками с применением ванной

Реализация вышеописанного метода возможна в идеальных промышленных условиях, но не каждый частник может позволить себе приобретение того же стенда для погружения цилиндра в воду. Альтернативным вариантом организации процедуры с поправкой на домашние условия может стать применение ванны, плиты для размещения оснастки и средств для герметизации выходных отверстий изделия. В один из каналов вводится штуцер для подачи давления, а затем производится та же опрессовка ГБЦ. Своими руками нужно будет погрузить цилиндр в ванну с горячей водой и оставить ее там на 30-40 мин. Интенсивность давления можно регулировать с помощью манометра. Он подключается с одной стороны к компрессору, а с другой – к штуцеру. Увеличивая и повышая параметры давления, можно эффективнее исследовать отдельные участки конструкции, в том числе выявляя мелкие трещины.
Опрессовка своими руками без ванны
Это самый простой способ, требующий минимальных вложений. Для него не нужен резервуар с дополнительной контролирующей и направляющей оснасткой. Достаточно выполнить внешнюю герметизацию цилиндра и подать в полости воду под давлением. Недостатком этого способа будет низкая точность диагностики, то есть мелкие трещины могут так и остаться незамеченными. Как же сделать опрессовку ГБЦ без той же ванны и специального оборудования, но с достаточной степенью эффективности? Для этого можно использовать керосин в качестве наполнителя. Выходные каналы также герметизируются, после чего емкость самого цилиндра наполняется технической жидкостью. Благодаря высокой проникающей способности керосин просочится в самые мелкие отверстия, выйдя наружу.
Заключение
Регулярная проверка конструкции блока цилиндров на наличие трещин может доставить немало хлопот. Особенно если речь идет об услугах сервисных центров, где также потребуются расходы на предварительную диагностику силового агрегата. Разумеется, домашняя опрессовка ГБЦ в этом отношении станет более привлекательным вариантом. Главное – правильно организовать технологический процесс, который позволит выявить и крупные отверстия, и микротрещины. Но и после дефектовки работы по обслуживанию цилиндра не заканчиваются. Напротив, остается ответственная часть устранения повреждений посредством сварки.
Проектирование стенда для опрессовки головок блоков цилиндров ГБЦ
Телефон для связи 8 921 0186589 (с 1000 до 0100 по Москве), email: [email protected]
В качестве конструктивной разработки выбираем проект стенда для опрессовки головок блоков цилиндров (ГБЦ).
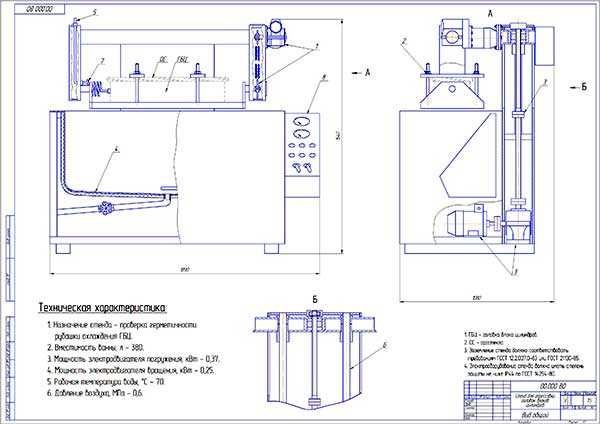
Опрессовка – проверка герметичности рубашки охлаждения. Эта процедура полезна не только в том случае, если есть подозрения на наличие трещин (например, между седлами клапанов или от форкамер к седлам). Дело в том, что технологические заглушки в теле ГБЦ со временем могут потерять герметичность, что чревато утечками охлаждающей жидкости или ее попаданием в пространство под клапанной крышкой и смешиванием с маслом. Поэтому при капитальном ремонте двигателя эта процедура очень полезна просто из соображений перестраховки, даже в том случае, если до ремонта не было проблем с утечками охлаждающей жидкости.
Работа стенда заключается в следующем: головку устанавливают на стенд, далее на неё монтируются боковые заглушки, на одной из которых установлен штуцер для подвода сжатого воздуха. Отверстия рубашки охлаждения закрываются резиновыми прокладками и затем накрываются толстым листом оргстекла (стекло необходимо для контроля всех плоскостей ГБЦ).
После зажима детали подается сжатый воздух (давление воздуха 0,6 МПа, воздух подается из компрессорной). ГБЦ опускается в ванну и выдерживается в течение 15…20 мин до достижения заданной температуры (700 С). Зона повреждения определяется по местам выхода воздуха визуально. Для удобства тестирования деталь может вращаться внутри ванны на 3600.
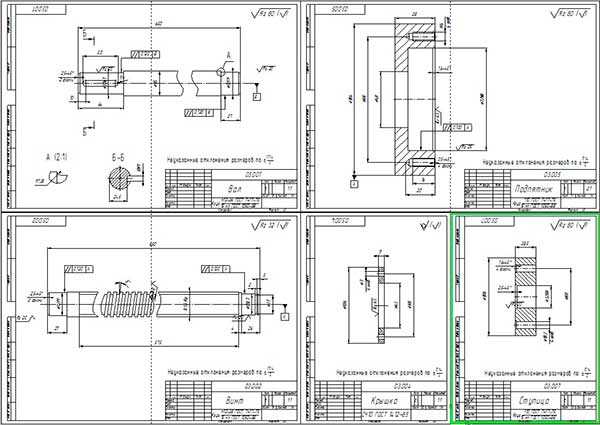
Чертеж общего вида стенда для опрессовки ГБЦ
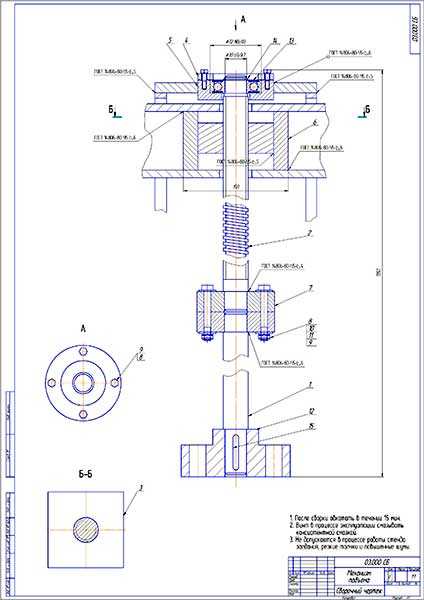
Сборочный чертеж механизма подъема
Детали разработки
4.1 Выбор и назначение конструктивной разработки
4.2 Описание и принцип действия конструкции
4.3 Исходные данные к проектированию
4.4 Расчет механизма подъема ГБЦ
- 4.4.1 Определение общего коэффициента полезного действия привода
- 4.4.2 Подбор электродвигателя
- 4.4.3 Частота вращения винта
- 4.4.4 Циклические частоты вращения валов
- 4.4.5 Определение крутящих моментов на валах
- 4.4.6 Подбор редуктора
- 4.4.7 Подбор соединительных муфт
- 4.4.8 Расчет параметров винта
- 4.4.9 Подбор подшипников
- 4.4.10 Проверка долговечности подшипников
- 4.4.11 Подбор шпонки на вал
4.5 Расчет механизма вращения ГБЦ
- 4.5.1 Частота вращения звездочек цепной передачи
- 4.5.2 Подбор электродвигателя
- 4.5.3 Подбор редуктора
- 4.5.4 Подбор цепи
- 4.5.5 Параметры звездочек
4.6 Выбор ванны
4.7 Подбор термонагревательного элемента (ТЭНа)
4.8 Рабочее давление воздуха
Пояснительная записка 20 листов описания и расчетов, спецификации.
Tags: Проектирование стенда опрессовки головок блоков цилиндров ГБЦОпрессовка ГБЦ: 3 основных этапа и 2 полезных совета + видео

Выход из строя ГБЦ происходит из-за использования некачественной охлаждающей жидкости или топлива. Тепловые и механические нагрузки приводят к образованию трещин. Износ цилиндров, поршневых колец, подшипников влечёт за собой снижение эффективной мощности двигателя и увеличение расхода топлива. Во всех этих случаях необходимо провести диагностику и ремонт. Опрессовка ГБЦ является способом проверить герметичность системы охлаждения в рабочих режимах при повышенных значениях температуры и давления.

Проявлениями разгерметизации служат:
- cнижение количества охлаждающей жидкости;
- попадание охлаждающей жидкости в систему смазки;
- повышение влажности выхлопных газов, выход пара.
Довольно часто осмотр деталей не выявляет дефектов. Для проверки герметичности каналов охлаждения и смазки проводится опрессовка.
Стоимость опрессовки ГБЦ зависит от используемого оборудования и необходимого объёма работ. Однако эти затраты значительно меньше, чем стоимость новой головки, поэтому за техническим состоянием двигателя нужно постоянно следить.
Опрессовку блока цилиндров и головки блока цилиндров желательно проводить в механической мастерской с применением специального оборудования. При проведении работ там используются специальные стенды, оснащённые необходимым инвентарём для опрессовки.
Они включают в себя:
- нагревательные элементы;
- ванну с крышкой;
- подъёмный и поворотный механизм;
- датчики температуры и давления;
- управляющую панель.
Профессиональные стенды выполняются из нержавеющей стали. Они рассчитаны на длительные рабочие циклы и позволяют выполнять точную и безопасную опрессовку головок и самих блоков цилиндров.
Места утечек определяют по пузырькам, которые показывают, где из головки выходит воздух. Для более удобного поиска установки допускается поворачивать головку на угол до 360°.
Порядок проведения работ:
- вначале нужно заглушить резиновыми прокладками и плексигласовыми пластинами выходы каналов системы охлаждения;
- затем необходимо подать внутрь воздух под давлением 6 атмосфер;
- после этого следует опустить ГБЦ в ванну с горячей водой и подержать там около 30 минут.
В процессе прогрева детали трещины расширяются и появляются пузырьки воздуха, который под давлением выходит наружу. По результатам диагностики принимается решение о необходимости ремонта двигателя. Иногда трещину ГБЦ или БЦ можно убрать при помощи сварки. Это должен делать квалифицированный специалист.
Опрессовка ГБЦ в домашних условиях
Можно проводить опрессовку головки блока цилиндров и в домашних условиях. Для этого потребуется ванна и оснастка для герметизации выходных отверстий. Нужно вырезать пластину из плексигласа и отверстия под шпильки и цилиндры. Разметить их расположение можно по прокладке. Потом нужно закрыть выходные отверстия ГБЦ резиновыми прокладками и прикрутить пластину и штуцер для подачи воздуха под давлением. Когда все отверстия будут надёжно загерметизированы, можно приступать к нагреву головки в ванне и подаче воздуха через снабжённую штуцером заглушку.
Можно опрессовать ГБЦ своими руками и без ванны, но точность такого способа невелика. Для этого нужно в загерметизированную головку подавать горячую воду под давлением вместо воздуха. Дефекты определяют по течи или появлению воды на поверхности.

Ещё один способ опрессовать головку блока цилиндров предусматривает ввод керосина вместо воды. Для этого головку нужно перевернуть вверх камерами, ввернуть свечи и залить в неё керосин. Керосин обладает большой текучестью и может проникать в самые мелкие трещины. Наличие дефектов определяют по потёкам на поверхности и уменьшению уровня керосина в камере.
Решение о ремонте двигателя
При нарушении герметичности охлаждающая жидкость может попадать в масло, а оно появляется в системе охлаждения. Это приводит к перегреву двигателя. Из-за этого увеличивается износ деталей, что может привести к заклиниванию двигателя. Если опрессовка выявила наличие трещин и нарушение герметичности, требуется ремонт двигателя.
Восстановление одной из главных частей автомобиля должны проводить квалифицированные мастера на специальном оборудовании. Своевременная диагностика и ремонт предотвратят неожиданные поломки и продлят срок эксплуатации агрегата.
Пожалуйста, оцените этот материал!
(3 оценок, среднее: 4,00 из 5) Загрузка...Если Вам понравилась статья, поделитесь ею с друзьями!
- Двигатель
- Инструкция
- Механизм









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
