Тепловой зазор между поршнем и цилиндром
Своими силами проверяем зазор между поршнем и цилиндром
В момент пуска холодного двигателя вы вдруг, услышали звук, напоминающий стук, а при прогреве двигателя он исчез или уменьшился, то пришло время проверять зазор между поршнями и цилиндрами. То есть пора браться за динамометрический ключ, и начинать откручивать головку блока цилиндров.
В процессе правильной эксплуатации двигателя происходит естественный процесс и зазор между поршнем и цилиндром сужается. Это происходит исходя из условий постоянной эксплуатации в высоком температурном режиме деталей.
Кроме того, причиной сужения зазора между поршнем и цилиндром может являться неправильная регулировка движущихся деталей, температурная перегрузка или перекос цилиндров. Не следует забывать, что блоки цилиндров всё чаще выполнены из алюминиевых материалов, которые имеют двойной коэффициент расширения, по сравнению с легированным чугуном.
Уменьшенный зазор между поршнем и цилиндром приводит к тому, что возникает полусухое трение, и, как результат, повышается температура деталей блока цилиндров. Постепенно смазка прекращается вообще и следствием исчезновения зазора являются первые задиры на поршне.

Практически всегда итогом диагностики состояния блока цилиндров является ремонт цилиндров и элементов поршневой группы двигателя. Полностью определить степень дефектов поршней, гильз и остальных деталей, можно только после разборки головки блока цилиндров.
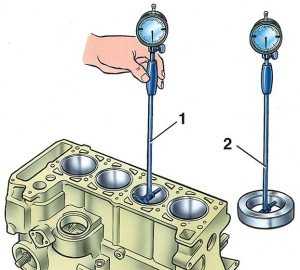
Добравшись до поршневой группы приступаем к дефектовке цилиндров и поршней. Основными измерительными приборами при измерении диаметров являются: микрометр – для поршней и нутромер (индикаторный калибр) для измерения диаметра цилиндра.
Нормы соответствия поршней и цилиндров
Прежде всего, занявшись ремонтом поршневой группы, вы должны знать, что существуют группы диаметров поршней, и таблицы номинальных размеров цилиндров и поршней. Именно на эту информацию и нужно ориентироваться в дальнейшем.
Диаметр поршней классифицируется по наружному диаметру на 5-ть классов: A, B, C, D, E через каждые 0,01 мм размера. Плюс категории по диаметру отверстия под поршневой палец через каждые 0,004 мм. Эти данные в виде цифры (категория отверстия) и буквы (класс поршня) маркируются на днище поршня.

Существуют расчетные нормы, которым должен соответствовать зазор между поршнем и цилиндром. Для новых деталей он должен быть 0,05 – 0,07 мм. Для бывших в эксплуатации деталей зазор между поршнем и цилиндром не должен превышать 0,15 мм.
Собственно для того и осуществляется промер зазора между поршнем и цилиндром. Чтобы либо приобрести поршни именно того класса, что и цилиндры. В случае если у эксплуатируемого двигателя зазор между поршнем и цилиндром превысил 0, 15 мм, то вам необходимо приступать к подбору поршней к цилиндрам, с максимальным приближением к расчетному размеру.
Предварительно должна производиться расточка цилиндров максимально приближенная к ближайшему по значению ремонтному размеру. Плюс нужно не забыть оставить припуск примерно в 0,03 мм для хонингования поверхности цилиндра после расточки. А вот теперь можно и за поршнями.
При хонинговке необходимо выдерживать диаметр, чтобы при установке поршня зазор соответствовал допустимой максимальной цифре зазора новых деталей – 0,045 мм.
Поршни измеряются микрометром, а цилиндры нутромером. Диаметр цилиндра измеряют в четырёх поясах и двух перпендикулярных плоскостях.
Подбирая поршни к цилиндрам, помимо номинального либо ремонтного размера, нужно обязательно учитывать массу поршней. Она бывает нормальная, увеличенная или уменьшенная на 5 грамм. К поршням ремонтной группы, кроме всего, подбираются ремонтные кольца, тоже ремонтных размеров.
Определившись с зазором между поршнем и цилиндром, вы легко подберете нудные размеры, и после проведенной расточки цилиндра (по необходимости) установите поршень.
Удачи вам при определении зазора между поршнем и цилиндром.
- Автор: Андрей
- Распечатать
Поршень. Часть 2
Нормальный тепловой зазор между цилиндром и юбкой поршня лежит в диапазоне 0,0254 – 0,0508 мм. Но для каждого двигателя имеется точное значение этого параметра, которое можно найти в технических нормативах.
Уменьшенный зазор приведёт к задирам поршня или поршневых колец и даже заклиниванию поршня в цилиндре.
При увеличенном зазоре повышается шумность работы двигателя и износ поршня и поршневых колец.
Определение зазора при помощи измерения диаметра поршня и отверстия цилиндра
Измерение диаметра юбки поршня при помощи микрометра.
Диаметр юбки поршня необходимо проверять в направлении перпендикулярном оси пальца строго на установленной высоте относительно нижнего края юбки.
Замерьте диаметр юбки поршня на установленной высоте и запишите результаты измерений.
При помощи нутромера замерьте диаметр цилиндра и запишите результаты измерений. Для определения зазора необходимо из второго полученного результата вычесть результат первого измерения.
Измерение зазора при помощи плоского щупа
Некоторые производители двигателей предлагают проводить измерение зазора между поршнем и цилиндром при помощи плоского щупа.
На этих двух рисунках показаны различные способы измерения зазора при помощи плоского щупа.
В старых учебниках указывается, что при таком способе измерения зазора, щуп мерной пластиной установленной толщины и ширины должен перемещаться под воздействия строго регламентированного усилия, измеряемого пружинным динамометром.
Материалы, из которых изготовлен поршень
Поскольку к поршням, как к изделию, предъявляются очень высокие требования, такие же высокие требования предъявляются к материалам, из которых изготавливаются поршни.
Можно кратко перечислить требования к этим материалам:
- Для снижения инерционных нагрузок материал должен иметь как можно меньший удельный вес, но при этом быть достаточно прочным.
- Иметь низкий коэффициент температурного расширения.
- Не изменять своих физических свойств (прочности) под воздействием высоких температур.
- Иметь высокую теплопроводность и теплоёмкость.
- Иметь низкий коэффициент трения в паре с материалом, из которого изготовлены стенки цилиндров.
- Иметь высокую сопротивляемость износу.
- Не изменять своих физических свойств под воздействие нагрузок, вызывающих усталостное разрушение материала.
- Быть не дорогим, общедоступным и легко поддаваться механической и другим видам обработки, например литью, в процессе производства.
К сожалению, материалов, в полной мере соответствующих этим противоречивым требованиям в природе просто не существует.
Поршни массовых автомобильных двигателей внутреннего сгорания изготавливались только из двух материалов – чугуна и алюминия, вернее силуминовых сплавов, состоящих из алюминия и кремния.
Чугун имеет много положительных качеств, от твёрдый, выдерживает высокие температуры, по сравнению с силуминовыми сплавами. Имеет высокую сопротивляемость износу и низкий коэффициент трения в паре чугун – чугун, из которого сделаны блоки цилиндров или вставные гильзы блока цилиндров. Коэффициент температурного расширения чугунного поршня значительно ниже подобного показателя алюминиевого поршня.
Но он также имеет и недостатки. Чугун имеет низкую теплопроводность, поэтому температура днища чугунного поршня выше температуры днища аналогичного алюминиевого поршня. Можно подумать это не страшно, поскольку чугун легко способен выдержать более высокие температуры. Но это только на первый взгляд, повышения удельной литровой мощности и эффективности работы двигателя конструкторы стараются поднять степень сжатия. А более горячий чугунный поршень не позволяет это сделать, поскольку в двигателях с внешним смесеобразованием (бензиновые двигатели) появляется детонационное зажигание. Но основным недостатком чугуна является его высокая плотность. Для повышения максимальной мощности и эффективности двигателя конструкторы стараются увеличить скорость вращения двигателя, но вес тяжелых чугунных поршней не позволяет это сделать. Поэтому все современные автомобильные двигатели, как бензиновые, так и дизельные, имеют алюминиевые поршни.
Алюминий значительно легче чугуна, но поскольку он мягче чугуна, приходится увеличивать толщину стенок поршня, по этой причине вес поршневой группы алюминиевого поршня легче подобной группы с чугунным поршнем всего на 30 – 40%. Алюминий обладает высоким температурным коэффициентом расширения, для устранения влияния которого приходится вплавлять в тело поршня стальные термостабилизирующие пластины и увеличивать зазоры между поршнем и другими элементами в холодном состоянии. Алюминий обладает низким коэффициентом трения в паре алюминий – чугун. Что удовлетворяет, по этому показателю, применение алюминиевых поршней в большинстве двигателей имеющих чугунный блок цилиндров или чугунные гильзы, вплавленные или вставленные в алюминиевый блок цилиндров. Но существуют современные прогрессивные двигатели (в основном немецкие – Фольксваген, Ауди и Мерседес) с алюминиевым блоком цилиндров, не имеющих вплавленных чугунных гильз. У этих двигателей поверхность алюминиевых отверстий цилиндров обрабатываются несколькими различными способами. В результате поверхность стенок цилиндров становится очень твёрдой и приобретает возможность сопротивления износу, даже выше чем у чугунных гильз. Но в паре алюминий – алюминий коэффициент трения очень высокий. В этом случае для уменьшения сил трения проводится железнение опорных поверхностей юбки поршня. В процессе железнения на опорную поверхность юбки поршня гальваническим способом наносится тонкий слой стали.

На этих рисунках показано плазменное напыление на рабочую поверхность цилиндров полностью алюминиевого блока цилиндров без применения вставных или вплавленных гильз цилиндров и соответствующий этой поверхности поршень с железнением опорной поверхности юбки поршня.
Отсутствие чугунных гильз значительно уменьшает вес блока цилиндров.
Кроме антифрикционного покрытия на этом рисунке отчётливо видна стальная вставка, в которой проточена канавка для установки верхнего компрессионного кольца. Установка подобной вставки значительно увеличивает срок службы поршня.
Кремнеалюминиевые сплавы, из которых изготавливаются поршни большинства современных автомобильных двигателей, делятся на две группы – эвтектические (содержания кремния 11 – 13%) и заэвтектические (содержания кремния 25 – 26%). Для улучшения термической стойкости и механических свойств в эти сплавы добавляются никель, медь и другие металлы. В эвтектических сплавах свободный кремний отсутствует, поскольку он полностью растворён в алюминии, в заэвтектических сплавах кремний может присутствовать в виде кристаллов, часто видимых на срезе или расколе материала.
Поршни массовых автомобилей изготавливаются методом литья в кокиль из эвтектических сплавов, поскольку эти сплавы обладают хорошими литейными свойствами. Поршни дизельных двигателей тяжёлых грузовых автомобилей и других нагруженных двигателей изготавливаются из заэвтектических сплавов. Эти сплавы обладают большей прочностью, но имеют большую стоимость в производстве, поскольку изделия из этих сплавов трудней обрабатываются.
Литые и кованые
На высоконагруженных форсированных автомобильных двигателях применяются поршни, изготовленные не методом литья, а методом ковки (горячей штамповки). Ковка значительно улучшает структуру материала, поэтому кованые поршни обладают большей прочностью и большей устойчивостью к износу. Но вкованные поршни невозможно установить терморегулирующие стальные пластины.
Литые поршни не применяются, если обороты двигателя в рабочем режиме превышают 5000 об/мин. Кроме того, кованые поршни имеют лучшую теплопроводность, поэтому температура кованых поршней ниже температуры поршней, изготовленных методом литья.
Ремонтные размеры и селективная подборка
Как ранее отмечалось, диаметр поршня должен строго соответствовать диаметру цилиндра с обеспечением необходимого зазора между ними. Но в реальном производстве изготовленные детали всегда несколько отличаются друг от друга. Поэтому во многих отраслях машиностроения, и автомобилестроение в том числе, принята селективная подборка. После изготовления измеряются и по результатам измерений детали делятся на несколько классов или групп, с определённым диапазоном измеряемого размера. То есть каждому классу отверстия цилиндра (обычно класс цилиндра выбит в определённом месте на блоке цилиндров), подбирается поршень такого же класса.
Например, на ВАЗе поршни подразделяются на пять классов (A, B, C, D и E), но в запасные части для ремонта двигателей поставляются поршни только трёх классов (А, С и Е). Считается, что этого вполне достаточно для выполнения качественного ремонта.
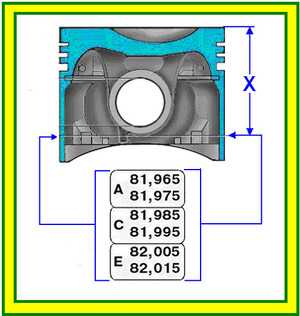
Таблица и рисунок даны только для примера, поскольку для разных моделей двигателей выпускаются поршни разных номинальных размеров. На рисунке и в таблице упоминаются поршни разного номинального диаметра.
Кроме этого выпускаются поршни ремонтного размера, с увеличенным на 0,4 и 0,8 мм диаметром.
Не путайте ремонтные размеры, с классами по селективной подборке. Классы селективной подборки отличаются друг от друга на сотые, а, иногда, на тысячные доли миллиметра. А номинальные ремонтные размеры отличаются на несколько десятых долей миллиметра.
Во время капитального ремонта двигателя с расточкой блока цилиндров под ремонтный размер отверстий цилиндров специалисты ремонтного предприятия точно подгоняют диаметр цилиндра под имеющиеся поршни при хонинговке. Если по причине износа или наличия задиров требуется отремонтировать отверстие одного цилиндра, придётся растачивать все цилиндры. Не допускается применения на одном двигатели поршни разных ремонтных размеров.
Диаметр поршня измеряется при помощи микрометра, в направлении, перпендикулярном оси поршневого пальца, на строго установленном расстоянии от низа юбки поршня, указанном в руководстве по ремонту.
Все измерения, как диаметра поршня, так и диаметра отверстия цилиндра необходимо проводить при нормальной комнатной температуре – 20? С.
Различные производители имеют различные группы или классы поршней по диаметру. Поэтому перед ремонтом двигателя ознакомьтесь с Руководством по ремонту.
Кроме селективного подбора поршней по диаметру, поршни также делятся на несколько групп по диаметру отверстия под поршневой палец. Обычно группа поршня определяется цветовой меткой на внутренней поверхности бобышки поршня. Палец поршня имеет соответствующую по цвету метку на торцевой поверхности пальцы.

Каждой группе соответствует установленный диапазон отверстия под поршневой палец, обычно различие между группами не превышает нескольких тысячных миллиметра.
Некоторые производители, также делят поршни на несколько групп по весу. Иногда при ремонте двигателя вес поршней уравнивается за счёт снятия металла в установленном месте юбки поршня.
Чем меньше различие в весе поршней, тем меньше вибрации двигателя. При замене поршней подбирайте поршни одной весовой группы или, если это указано в Руководстве по ремонту, при помощи удаления металла уравняйте вес поршней.
Данные о размерах поршня и направлении его установки обычно выбиты на днище поршня.
Маркировка поршня:
- Стрелка для ориентирования поршня в цилиндре
- Ремонтный размер
- Класс поршня по диаметру
- Группа отверстия поршневого пальца
И так, поршни одного двигателя делятся по следующим признакам:
- Класс поршня по диаметру (селективная подборка)
- Группа отверстия под поршневой палец (селективная подборка)
- Ремонтный размер
- Группа по весу поршня
Зазор между поршнем и цилиндром
Поиск Лекций
Зазор между поршнем и цилиндром: причины изменений, замер и нормы
Если в момент запуска двигателя «на холодную» вдруг послышался звук, очень схожий со стуком, который постепенно снижается при последующем прогреве двигателя или исчезает совсем, то это служит сигналом к проверке зазора между цилиндрами и поршнями. Другими словами, следует засучить рукава, вооружиться динамометрическим ключом и начать процесс откручивания цилиндровой головки блоков.Наличие некоторого расстояния между поршнем и цилиндром, почему он может измениться Даже если транспортное средство правильно эксплуатируется, то со временем происходит естественное сужение зазора между цилиндром и его поршнем. Это можно объяснить условиями постоянного использования транспортного средства и высоким режимом температуры деталей. Еще одной причиной сокращения расстояния между цилиндром и поршнем может выступать неверная регулировка всех деталей, которые двигаются, а также перекос цилиндров или возникающие температурные перегрузки. Всегда следует помнить о том, что блоки цилиндров большей частью выполнены из алюминиевых по составу материалов, которые по сравнению с легированным чугуном обладают двойным коэффициентом расширения. Постепенное сужение зазора между цилиндром и его поршнем приводит к возникновению полусухого трения, что в свою очередь вызывает повышение температуры цилиндров и деталей блока. Через некоторое время смазка вообще прекращает поступать, в результате чего появляются первые задирки на поршне. В большинстве случаев после проведения диагностики блока цилиндра и его состояния является непосредственный ремонт цилиндров и поршневой группы элементов двигателя. Составить полное представление о степени деформации гильз, поршней некоторых других деталей можно только после осуществления разбора головки блока цилиндров. Как только доступ к поршневой группе открыт, можно приступать к оценке деформаций поршней и цилиндров. Главными приборами, которые помогут осуществить все необходимые замеры диаметров, являются микрометр и нутромер. Первый прибор необходим для измерения диаметра поршней, а второй, который называют индикаторным калибром, служит для измерения цилиндрового диаметра.
Нормы соответствия цилиндров и поршней
Перед тем, как приступить к непосредственному ремонту поршневой группы, необходимо вооружиться некоторыми теоретическими знаниями. В частности, следует знать, что существует несколько групп диаметров поршней, а также таблицы с номинальными размерами поршней и цилиндров, т.к. именно эти знания и станут основным ориентиром в дальнейшей работе. Поршневой диаметр классифицируется по наружному диаметру и составляет 5 классов, а именно: A, B, C, D, E, которые разнятся на 0,01 мм в своем размере, а также категории по диаметру отверстия под палец поршня, которые идут с шагом в 0,004 мм. Эти данные всегда должны присутствовать на днище поршня и должны иметь вид цифры и буквы, это категория отверстия и класс поршня соответственно. Зазор между ремонтируемым цилиндром и поршнем должен производиться по специальным расчетным нормам, которым и должен соответствовать. Для новых деталей зазор, как правило, лежит в диапазоне 0,05-0,07 мм. Для деталей, которые уже были в использовании, зазор не должен превышать показателя в 0,15 мм. Именно для выяснения этого параметра необходимо осуществить измерение зазора между цилиндром и его поршнем. Также это необходимо сделать для того, чтобы грамотно подобрать поршни того же класса, что и цилиндры. В случае, когда зазор используемого двигателя между цилиндром и поршнем превышает показатель в 0,15 мм, следует осуществить подбор цилиндров к поршням с максимально близким значением к размеру расчета. Расточка цилиндров должна осуществляться предварительно и носить максимально приближенный характер к ближайшему значению размера ремонта. Также не стоит забывать о припуске, который составляет примерно 0,03 мм для хонингования цилиндрической поверхности после процесса расточки. После завершения этого процесса можно приступать к поиску поршней. В процессе хонингования нужно строго выдержать диаметр, т.к. при монтаже поршня показатель зазора должен соответствовать максимально допустимой норме для новых деталей в 0,045 мм. Диаметр цилиндра измеряется нутромером и в двух перпендикулярных плоскостях. Осуществляя подбор поршней к цилиндрам, кроме ремонтного или номинального размера, необходимо учитывать поршневую массу, которая может быть увеличенной, нормальной или уменьшенной на 5 грамм. К поршням из группы ремонта, помимо прочего, следует подобрать ремонтные кольца тех же ремонтных размеров. После того, как расстояние между цилиндром и его поршнем определено, можно легко подобрать необходимые размеры, а после осуществления расточки цилиндра, еслиэто необходимо, установить поршень.
Результат нарушения зазора между поршнем и цилиндром ↑
Увеличившийся зазор между поршнем и цилиндром приводит к стуку, ухудшению компрессии двигателя, перерасходу масла, и к выходу из строя двигателя. Уменьшение зазора между цилиндром и поршнем ведет к появлению задиров на зеркале цилиндра, перегреву деталей блока.
И в том и в другом случае требуется ремонт поршневой группы. Без вариантов. Или, если есть желание, подумайте о покупке нового двигателя. Но, всё же, дешевле вовремя провести ремонт цилиндров и поршней. А ремонт будет заключаться в замене цилиндров и расточке или хонинговке цилиндров.
Как проверить зазор между поршнем и цилиндром ↑
Естественно, всё начинается с разборки головки блока цилиндров. По — большому счёту вы приступаете к капитальному ремонту двигателя. Ведь в результате диагностики, обязательно «выползут» проблемы с распредвалом, коленвалом, замена прокладок, подшипников, вкладышей и т.д. работы хватит. Но, начнём с того, с чего начали – замер зазора между поршнем и цилиндром.
Нам понадобятся два измерительных инструмента: нутромер – для измерения внутреннего диаметра цилиндра, и микрометр – для измерения диаметра поршней. Не станем распылять наше внимание на структуру материалов и технологию изготовления поршней. Перейдём к замеру зазора.
Как и цилиндры, поршни по своему наружному диаметру распределены на 5-ть классов: A, B, C, D, E. Замер диаметра поршня проводится в районе цилиндрической части юбки, на расстоянии от днища плоскости в 52,4 мм. Класс нашего поршня вы увидите на днище. Клеймо с соответствующей буквой.
Измерение диаметра цилиндра производится в четырёх поясах и в двух плоскостях, перпендикулярных друг другу (вдоль и поперек блока цилиндров). Если измерив, вы получаете зазор между поршнем и цилиндром выше 0,15 мм, то нужно приступать к подбору ремонтных поршней.
При условии, что зеркало цилиндра никоим образом не нарушено, подбираем поршни. Если же на зеркале цилиндра существуют механические повреждения, то вначале производится расточка или хонингование цилиндров. При этом не следует забывать, что расточка проводится до размера к ближайшему ремонтному размеру поршня.
Мертвое пространство. Мертвое пространство поршневого компрессора представляет собой объем, заключенный между клапанами и днищем поршня в момент нахождения его в верхней, мертвой точке. Основной причиной существования мертвого пространства является линейный зазор между днищем поршня и клапанной доской (не менее 0;01 диаметра цилиндра), предназначенной для компенсации удлинения поршня и шатуна при их нагревании, а также возможной неточности, допущенной при изготовлении деталей и сборке компрессора. В мертвое пространство входит также объем углублений и отверстий клапанов и объем кольцевого зазора между стенкой цилиндра и поршнем (до первого кольца).
В быстроходных компрессорах объем мертвого пространства составляет от 3 до 5% объема цилиндра. В современных малых герметичных компрессорах объем мертвого пространства снижен до 2%. Расширение паров, остающихся в мертвом пространстве цилиндра, уменьшает объем всасывания, а следовательно, и производительность компрессора. Чем больше объем мертвого пространства, тем значительнее снижение действительной производительности компрессора. Поэтому мертвое пространство называют иногда «вредным» пространством.
| Мертвое пространство компрессора |
| При наличии мертвого пространства в компрессоре уменьшается объем газа, засасываемого в единицу времени, и увеличивается расход энергии. Уменьшение объема полезного всасывания происходит по трем причинам: мертвое пространство увеличивает объем цилиндра по сравнению с объемом, описанным поршнем; газ, оставшийся в мертвом пространстве после выталкивания при давлении нагнетания, при обратном ходе поршня расширяется, и объем его, соответствующий давлению всасывания, значительно увеличивается, в результате чего объем всасывания свежего газа уменьшается соответственно на ту же величину. Наконец, температура газа в процессе расширения его в мертвом пространстве изменяется и может оказаться выше температуры поступающего газа, вследствие чего происходят подогревание последнего и дополнительное расширение, вызывающее также объемные потери . |
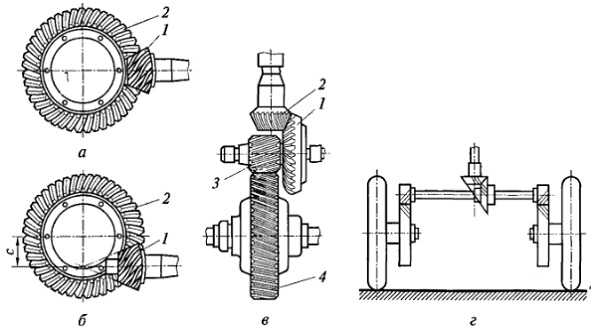
| . Измерение линейного мертвого пространства с помощью оттисков |
| 1.1.Во всех компрессорах между поршнем в верхнем положении и клапанной доской имеется зазор (линейное мертвое пространство). Этот зазор необходим, чтобы предотвратить удары поршня о клапанную доску. В собранном компрессоре зазор между клапанной доской и поршнем должен быть равен примерно 0,01 диаметра цилиндра . |
| Рис. 1. Индикатор для измерения величины мертвого пространства: 1 — трубчатая ножка с заостренным концом; 2 – циферблат; 3 — винтовой зажим; 4 — пружина; 5 — подвижной стержень с площадкой |
Величину линейного мертвого пространства определяют свинцовыми или восковыми оттисками. Для получения оттисков на каждый поршень кладут шарик из воска или свинцовую проволоку длиной 10 мм и диаметром 0,5 мм. Установив клапанную доску на место, проворачивают вручную вал с наклонным диском (не менее одного оборота). После этого вскрывают компрессор и, вынув оттиски, измеряют их: свинцовые – штангенциркулем, а восковые – индикатором (рис. 2).
Зазор между поршнем и цилиндром: причины изменений, замер и нормы
Трубчатой ножкой 1 индикатора прорезают оттиск воска на всю его толщину, в результате чего подвижной стержень 5, сжав пружину 4, поднимается и вызывает отклонение стрелки на циферблате 2, на котором и будет указана величина мертвого пространства. Индикатор в трубчатой ножке закреплен винтом 3 .
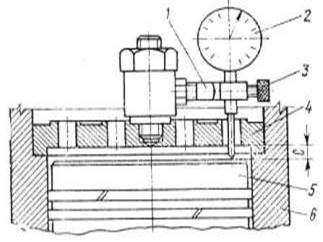 Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки. В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки .
Рис. 3. Приспособление для измерения линейного мертвого пространства: 1 – кронштейн для крепления индикатора; 2 – индикатор; 3 – винт крепления индикатора; 4 – корпус нагнетательного клапана; 5 – поршень; 6 – цилиндр Полученную при измерениях среднюю величину вредного пространства сравните с допустимыми для компрессора данной марки. В зависимости от выявленных отклонений мертвого пространства oт оптимального установите способы регулировки . | Контрольные вопросы |
| 1. Дайте определение линейному мертвому пространству цилиндра компрессора. 2. Что такое мертвый объем компрессора? 3. Что такое относительный мертвый объем компрессора? 4. Какое значение имеет линейное мертвое пространство цилиндра компрессора? 5. Почему поршень компрессора не имеет канавок для поршневых колец? 6. Как работает сальник уплотнения вала? 7. Как оцениваются объемные потери, обусловленные наличием мертвого пространства? 8. От чего зависит объемный коэффициент полезного действия компрессора? |
©2015-2018 poisk-ru.ru Все права принадлежать их авторам. Данный сайт не претендует на авторства, а предоставляет бесплатное использование.
Нарушение авторских прав и Нарушение персональных данных
Тепловой зазор между поршнем и цилиндром
На участке узловой сборки поршни подбирают по гильзам и устанавливают поршневые кольца.
| Максимальное различие в весе поршней, устанавливаемых на один дизель, не должно превышать 10 г. При больших отклонениях в весе поршней динамическая уравновешенность быстроходных дизелей типа B2-300 и Д6 нарушается. Поршни дизеля (рис. 199) комплектуют по двум признакам: по весу и по зазору в гильзах блока. Рис. 199. Поршень в сборе. |
Зазор между поршнем в нижней части и гильзой блока допускается в пределах 0,45—0,7 мм. Если этот зазор менее 0,45 мм, появляется опасность заедания поршня в цилиндре.
Поршни дизеля из алюминиевого сплава при нагреве заметно расширяются, поэтому зазор в верхней части увеличивают до 1,20—1,50 мм.
Увеличение зазора в юбке свыше 0,7 мм вызывает стуки поршня о стенки цилиндра и, следовательно, преждевременный износ гильз и деталей поршневой группы.
Для гильз диаметром 150—150,20 мм (по зеркалу) подбирают поршни номинального диаметра (149.55-0,05 мм). Гильзы диаметром 150,20—150,40 мм комплектуют поршнями ремонтного диаметра (149,75-0,05 мм)- К гильзам диаметром 150,40—150,50 мм подбирают поршни следующих ремонтных диаметров: 149,95-0,05 или 150,05-0,05 мм.
Диаметральный зазор между деталями измеряют щупом длиной 100 мм.
Поршень должен легко поворачиваться вокруг своей оси при установке между его юбкой и гильзой щупа толщиной 0,35 мм.
На подобранном комплекте поршней на бобышке выбивают номер дизеля и цилиндровую группу (П — правая или Л — левая).
Поршневые пальцы комплектуют по отверстиям в бобышках поршней и в верхней головке шатуна. Палец должен запрессовываться в поршень с натягом 0,028—0,001 мм. Если отверстие в бобышке поршня имеет износ в пределах допуска, то палец разрешается устанавливать с зазором до 0,02 мм. Зазор пальца в отверстии головки шатуна должен быть 0,05—0,10 мм. Разница в весе комплекта поршневых пальцев не должна превышать 5 г.
При подборе заглушки по отверстию поршневого пальца должен быть обеспечен зазор в пределах 0,025—0,2 мм. Подобранные детали и бирку с номером дизеля укладывают в комплектовочный ящик.
Поршневые кольца подбирают по гильзам блока и поршням. При капитальном ремонте на дизель устанавливают новые поршневые кольца. Ввиду различия диаметров отремонтированных гильз, а также высоты канавок в поршнях при ремонте используют поршневые кольца номинального и ремонтных размеров.
По наружному диаметру поршневые кольца изготовляют трех размеров: 150, 150,2 и 150,4 мм. По высоте кольца изготовляют двух размеров: 2,38 и 2,68 мм. Таким образом, всего получается шесть видов поршневых колец: кольца одного номинального и пяти ремонтных размеров P1, P2, Р3 и т. д. На каждый дизель допускается установка поршневых колец только одной группы.
Своими силами проверяем зазор между поршнем и цилиндром
Так, для гильзы диаметром 150—150,08 мм подбирают поршневые кольца номинального размера по диаметру 150 мм и номинального или ремонтного размера по высоте.
Гильзы диаметром 150,08—150,30 мм комплектуют с кольцами с диаметром 150,20 мм и высотой 2,38 или 2,08 мм.
Для гильз диаметром 150,30—150,50 мм подбирают кольца диаметром 150,40 мм.
Поршневые кольца подбирают по гильзе, запрессованной в блок; зазор и стыке замка определяют щупом. Для колец с разрезом под углом 45° этот зазор равен 0,5—0,7 мм, а для колец с разрезом под углом 60° зазор paвен 0,78—1,02 мм. При увеличении этих зазоров возможно проникновение газов в картер.
Затем подбирают поршневые кольца по высоте канавок в поршнях. Ввиду различных температурных условий допускаются разные зазоры для первого и второго компрессионных колец, а также и для маслосъемного кольца.
Для новых поршней и поршней с проточенными канавками установлены следующие зазоры колец в мм:
| Второе | 0,09-0,13 |
| Третье | 0,07-0,11 |
| Четвертое | 0,05-0,09 |
| Пятое | 0,03-0,07 |
При использовании уже работавших поршней без переточки канавок допускаются следующие увеличенные зазоры в мм:
| Второе | 0,09-0,15 |
| Третье | 0,07-0,13 |
| Четвертое | 0,05-0,12 |
| Пятое | 0,03-0,10 |
Кроме того, кольца проверяют на защемление в канавках. При поворачивании поршня на 360° вокруг своей оси, находящейся в горизонтальном положении, первые четыре поршневых кольца должны плавно перемещаться в канавках под действием собственного веса. Различие в весе комплектов поршней с кольцами не должно превышать 10 г.
Зазоры между элементами поршня и цилиндром
Зазоры между элементами поршня и цилиндром являются одним из наиболее важных параметров, влияющих на работоспособность поршневой группы. Они зависят от механической и температурной нагруженности элементов цилиндропоршневой группы, соотношения геометрических параметров элементов поршня, теплофизических свойств материалов, монтажных зазоров.
Коэффициент линейного расширения поршней из алюминиевых сплавов в 1,5...2 раза превышает коэффициент линейного расширения стальной или чугунной гильзы цилиндра. Тепловое состояние поршня на различных режимах работы двигателя меняется от минимальной температуры при холодном пуске до максимальной на режимах наибольших нагрузок. Это вызывает резкое изменение зазоров.
С учетом характера распределения температуры прогретого двигателя для обеспечения оптимального одинакового зазора по высоте уплотняющего пояса головку поршня выполняют одной из следующих форм: ступенчатой, конической, переменной по лекальной кривой. Это обеспечивает уменьшение теплонапряженности до 20 %, а также способствует снижению шума и расхода масла на угар.
Под действием силы на боковую поверхность юбки, давления газов на днище, а также в результате неравномерной тепловой деформации головки поршня рабочая часть юбки деформируется таким образом, что она приобретает форму овала с большей осью в направлении оси пальца. Для нейтрализации этого явления при изготовлении юбке придают овальную форму с большой осью в плоскости, перпендикулярной оси пальца.
Снизить температуру юбки и, следовательно, ее радиальную деформацию можно ограничением теплового потока от головки поршня с помощью одной или двух поперечных прорезей по днищу канавки маслосъемного кольца.
Для стабилизации зазора между цилиндром и юбкой также применяют вертикальные прорези, располагаемыми на той ее стороне, которая не прижимается к цилиндру во время рабочего хода поршня. В холодном состоянии зазор создается достаточно малым, чтобы устранить стуки поршня. По мере прогрева двигателя юбка расширяется, и происходит выборка данного зазора.
В двигателях с искровым зажиганием используют комбинированные П- и Т-образные прорези.
Эффективным средством регулирования теплового расширения юбки является применение специальных терморегулирующих вставок, размещаемых в верхней части юбки:
в зоне бобышек в поршень заливают две стальные пластины, имеющие коэффициент линейного расширения в два раза меньше, чем алюминиевый сплав; в результате образуются биметаллические стенки, которые при остывании поршня препятствуют значительному сокращению диаметра юбки, а при нагревании до рабочей температуры, наоборот, ограничивают ее тепловое расширение;
в верхнюю часть юбки заливают стальное кольцо круглого или прямоугольного сечения; по окружности кольцо обычно выполняют зубчатым для лучшего сцепления с основным металлом.
Для ускорения процесса приработки юбки поршня на ее рабочую поверхность наносят легкоплавкие покрытия, а для повышения маслоемкости на наружной поверхности юбки создают организованный рельеф.
В короткоходных двигателях нижнюю часть юбки делают с вырезами для прохода противовесов коленчатого вала, а для уменьшения массы поршня нерабочие зоны юбки поршня могут вовсе отсутствовать.
Для улучшения уравновешенности двигателя комплекты поршней подбирают по массе. Их различие не должно превышать 1,0 %. Подгонку поршней по массе осуществляют снятием металла с внутренней поверхности юбки.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
