Восстановление блока цилиндров
Технология восстановления блоков цилиндров
ГОСНИТИ разработаны технологические процессы и комплекты оснастки для восстановления блоков цилиндров тракторных двигателей СМД-14, СМД-60, Д-50, Д-240, Д-65, А-41, ЯМЭ-238НБ, ЯМЗ-240Б. Технологическими процессами предусмотрено устранение всех дефектов в соответствии с техническими требованиями на капитальный ремонт двигателей. Разработанная оснастка позволяет качественно восстанавливать блоки цилиндров, обеспечивая повышенный послеремонтный ресурс двигателей. Эта технология широко внедрена на ремонтных предприятиях Госкомсельхозтехники. На рисунке 46 приведена схема технологического процесса восстановления блоков цилиндров, который расчленен на ряд взаимосвязанных маршрутов. Маршрут I — основной и на схеме показан сплошной линией, остальные маршруты показаны пунктирными линиями. Ниже подробно рассмотрены современные способы устранения основных дефектов блоков цилиндров.
Устранение трещин и пробоин. Наибольшее распространение при устранении трещин и пробоин блоков цилиндров получили сварочные процессы. Для сварочных процессов разработано и изготовлено необходимое оборудование, обеспечивающее качественное выполнение работ по заварке трещин и пробоин. Заваривать трещины и пробоины блоков цилиндров можно как при холодном, так и горячем процессах. В последние годы широкое применение получила на ремонтных предприятиях холодная сварка чугунных блоков цилиндров самозащитной проволокой ПАНЧ-11, позволяющей с высоким качеством ремонтировать трещины, пробоины, сколы и другие дефекты.
Хорошие результаты при холодной заварке трещин, особенно в перемычках между цилиндрами, дает полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02.
Сварное соединение высокого качества при холодной сварке блоков цилиндров получают, применяя специальные железоникелевые электроды марки МНЧ-2, медно-железные электроды ОЗЧ-2.
Холодную сварку чугунных блоков цилиндров можно производить комбинированным способом, когда с целью экономии дорогостоящих материалов и получения сварного шва требуемого качества используют электроды различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11 или МНЧ-2, а последующие слои — стальными электродами ЦЧ-4, ЦЧ-ЗА, УОНИ-13/45.
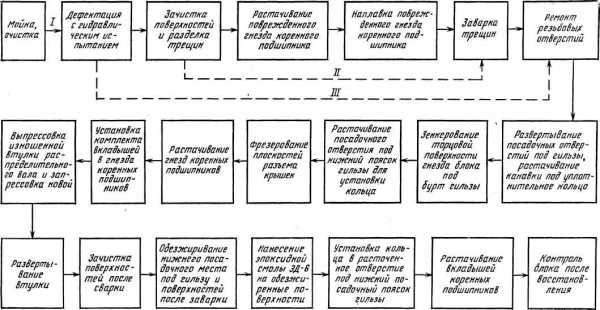 Рис. 46. Схема маршрутов технологического процесса восстановления блоков цилиндров
Рис. 46. Схема маршрутов технологического процесса восстановления блоков цилиндров Для устранения дефектов блоков цилиндров можно применять^ также горячую сварку при нагреве детали до 600… 700 °С, применяя в качестве присадочного материала чугунные прутки марки А. Трещины и другие дефекты блоков цилиндров можно устранять-пайко-сваркой, используя различные припои. При заварке трещин в алюминиевых блоках цилиндров применяют аргонно-дуговую^ сварку. При отсутствии специальных сварочных материалов сваривать чугунные блоки цилиндров можно стальными электродам» методом наложения отжигающих валиков. Подготовка к сварке, режимы, оборудование, материалы для холодной и горячей сварки чугунных и алюминиевых деталей приведены были ранее (см. стр. 10).
Трещины в блоках цилиндров могут быть устранены с помощью фигурных вставок. Технология ремонта трещин фигурными вставками подробно изложена ранее.
Весьма эффективно проводить ремонт ГБЦ, в том числе устранять трещины, технологией газодинамического напыления металлов ДИМЕТ, использование которой не приводит к нагреву поверхности свыше 150 градусов.
Зачастую заваренная трещина или пробоина не имеет достаточной герметичности. Для создания герметичности применяют по- ‘ лимер-ные составы, приготовленные на основе эпоксидных смол. Применение герметизирующих полимерных материалов необходимо также при ремонте трещин фигурными вставками.
Трещины и пробоины в мейее ответственных местах блоков цилиндров могут быть устранены путем применения эпоксидных составов.
Технология ремонта трещин и пробоин в корпусных деталях с применением полимерных материалов подробно рассмотрена ранее (см. стр. 64).
Восстановление гнезд коренных подшипников. Наиболее простой способ восстановления изношенных поверхностей под вкладыши коренных подшипников блоков цилиндров — растачивание этих поверхностей и использование вкладышей ремонтного (увеличенного) размера.
Блоки, имеющие диаметр отверстий под вкладыши 97,93… …98,06 мм, для двигателей типа СМД (СМД-14, СМД-14А, СМД-14Б, СМД-14К, СМД-14Н, СМД-15К, СМД-15КФ, СМД-12Б, СМД-17К, СМД-18) и 80,93… 81,06 мм для двигателей Д-50, Д-50Л, Д-240 и несоосность коренных опор более 0,07 мм, направляют на расточку коренных опор под вкладыши с увеличенным наружным диаметром. Для растачивания опор под вкладыши коренных подшипников в большинстве случаев на ремонтных предприятиях применяют расточные станки типа РД.
Блок цилиндров устанавливают на плоскость разъема с поддоном, т. е. так же, как и при изготовлении. Однако использовать заводские базовые отверстия в блоке для установки его на станке невозможно, так как они в процессе изготовления блоков были смяты и деформированы. В связи с этим устанавливают блоки в горизонтальной плоскости на станке относительно борштанги специальными быстродействующими индикаторными устройствами с точностью до 0,02 мм.
Для центровки блока цилиндров относительно оси борштанги расточного станка два измерителя устанавливают в пазы на концах борштанги и закрепляют. При повороте борштанги на 180° индикаторы обоих измерителей покажут удвоенное значение смещения осей крайних отверстий блока относительно оси борштанги з горизонтальной плоскости. Перемещая блок цилиндров на опорах станка, необходимо добиться одинаковых показаний каждого из индикаторов в левом и правом горизонтальных положениях в пределах ±0,03 мм, после чего блок закрепляют и снимают измерители.
Обрабатывают опоры блока цилиндров под вкладыши ремонтного размера при 200… 250 об/мин борштанги и подаче 0,08 мм/об ,до диаметров согласно следующим данным (допуск для всех 4-0,02 мм).
Овальность и конусность коренных опор не должны превышать 0,02 мм. Шероховатость расточенных поверхностей отверстий должна быть не более Ra= 1,25 …0,63 мкм. После растачивания блоки направляют на промывку масляных каналов с целью удаления стружки.
При отсутствии вкладышей ремонтного размера опоры восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3… 0,4 мм и последующего растачивания до нормального размера при условии сохранения допустимого размера расстояния от оси отверстия опор до верхней плоскости блока цилиндров. Для фрезерования плоскостей разъема комплект крышек устанавливают в приспособление и на станке типа 6М12П фрезеруют опорные поверхности крышек под гайки «как чисто». Затем переставляют крышки в приспособлении плоскостью разъема вверх (рис. 47), фрезеруют их, выдержав размер Н (рис. 48). Для блоков цилиндров двигателей Д-50 и Д-240 размер Н должен быть не менее 72 мм, двигателя СМД-14 —не менее 98 мм, двигателя СМД-60 — не менее 109 мм. Паз под усик вкладыша углубляют фрезой. Крышки с обработанными плоскостями разъема устанавливают на блок, закрепляют и растачивают до нормального размера. Установку блока цилиндров в горизонтальной плоскости производят аналогично описанной ранее при растачивании коренных опор под вкладыши ремонтных размеров. В вертикальной плоскости блок цилиндров устанавливают после контроля расстояния от плоскости прилегания головки до верхней точки отверстия под вкладыши коренных подшипников индикаторным приспособлением. Растачивание отверстий с переносом оси в глубь цилиндров допускается при размерах А и В (рис. 49).
Обычно ремонтируемые блоки цилиндров имеют по этим параметрам припуски в пределах 0,1… 0,15 мм. В этом случае блок устанавливают на станке с заниженным расположением оси опор ло отношению к оси борштанги, что обеспечивает припуск для расточки в верхней полуокружности опоры (кроме боковых участ-жов). Растачивают отверстия на станках типа РД резцами ВК6М при режимах: частота вращения борштанги—180 об/мин, подала — 0,05 мм/об, глубина резания — 0,2 мм.
ГОСНИТИ разработаны технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников ‘блоков цилиндров с диаметром отверстий 95 мм и более электро-:контактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера. Для приварки применяют ленту из стали 20, допускается также применение лен-«хы из стали 10.
Технологический процесс приварки заключается в следующем. Изношенные гнезда растачивают до диаметра, превышающего номинальный на 1 мм. Из стальной ленты толщиной 1 мм изготавливают две заготовки шириной, равной ширине гнезда, и длиной L = где ?) — диаметр расточенного гнезда. Заготовкам придают форму, идентичную форме коренной опоры. Затем заготовки вставляют в отверстия коренных опор. При этом заготовки должны полностью огибать поверхности отверстий без нахлеста в месте стыка, с зазором не более 0,5 мм. После установки ленты приварку начинают на расстоянии 5… 10 мм от места стыка ленты и продолжают в сторону, противоположную стыку, делая полный оборот сварочной головки с перекрытием 5… 10 мм. Скользящие токопередающие контакты, изготовленные из бронзы БрХ диаметром 50 …60 мм, смазывают графито-касторовой смазкой (25… …30% графита П марки А и 70 …75% технического касторового масла первого сорта).
Режимы сварки в зависимости от марки чугуна рекомендуются следующие: сила сварочного тока 6,5… 8,5 кА; длительность импульса сварочного тока 0,14…0,24 с; пауза между сварочными импульсами 0,04… 0,1 с; скорость сварки 0,5… 1 м/мин; усилие сжатия 1800…2500 Н; ширина рабочей части ролика 6…8 мм. Обрабатывают приваренный слой на расточных станках борштангой в три прохода. Черновое растачивание производят твердосплавными пластинками типа ВК-4. Получистовое и чистовое растачивание ведут резцами с пластинками, изготовленными из эльбора-Р или гексанита-Р. Заключительная операция механической обработки приваренного слоя — хонингование.
При наличии повреждений отдельных гнезд коренных подшипников ремонту подвергаются только они. В этом случае поврежденное гнездо растачивают и полуокружность в блоке наплавляют электродуговой или газовой наплавкой. Чаще всего применяют газовую наплавку латунью Л-63.
Наплавленный слой меди или латуни хорошо обрабатывается лезвийным инструментом, но его твердость ниже твердости чугуна. Наплавка латуни на поверхность детали без ее подогрева может привести к образованию трещин, поэтому поверхность вблизи изношенной опоры подогревают газовой горелкой до 500… 700 °С. Наплавленные опоры растачивают до нормального размера борштан-гой с одним резцом. При этом необходимо предварительно обработать плоскости разъема крышек. При несоосности опор коренных подшипников более допустимых пределов, но не более 0,07 мм для двигателя СМД-14 и его модификаций, а также двигателей Д-50, Д-240 и отсутствии других дефектов коренные вкладыши (новые или бывшие в употреблении) устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Вкладыши нужно растачивать в тех блоках, которые имеют размеры отверстий под вкладыши не более допустимых без ремонта.
Перед растачиванием вкладыши промывают дизельным топливом при температуре 70… 80 °С в течение 5 мин. Вкладыши на мойку должны направляться парами в комплекте для одного двигателя. Эти пары — верхние и нижние вкладыши — не должны рас-комплектовываться. Вкладыши, бывшие в употреблении, предназначенные для растачивания, не должны иметь смятых установочных выступов, износов и задиров на наружной поверхности. На антифрикционном слое не допускаются задиры и риски глубиной более 0,3 мм.
Для растачивания вкладышей могут быть использованы модер-. низированные станки РД или другие станки, обеспечивающие необходимую точность. Модернизированные станки РД выпускаются с редуктором, обеспечивающим частоту вращения шпинделя 250 об/мин для растачивания чугуна и 1200 об/мин для растачивания антифрикционного слоя. При растачивании вкладышей в блоках несоосность осей коренных опор и борштанг допускается не более 0,03 мм. Растачивают вкладыши при 1000… 1200 об/мин борштанги и подаче 0,025 мм/об. Перед расточкой вкладышей гайки у двигателей СМД и болты у двигателей Д-50 крышек коренных подшипников затягивают с моментом 2,0… 2,2 Н-м. Овальность и конусность расточенных вкладышей не должна превышать 0,02 мм. Шероховатость поверхности расточенных вкладышей должна быть не более i?a=0,63… 0,32 мкм. После растачивания толщина слоя антифрикционного сплава должна быть не менее 0,3 мм. На внутренней расточенной поверхности допускается кольцевая риска шириной и глубиной до 0,3 мм. Блоки в сборе с расточенными вкладышами промываются для удаления стружки.
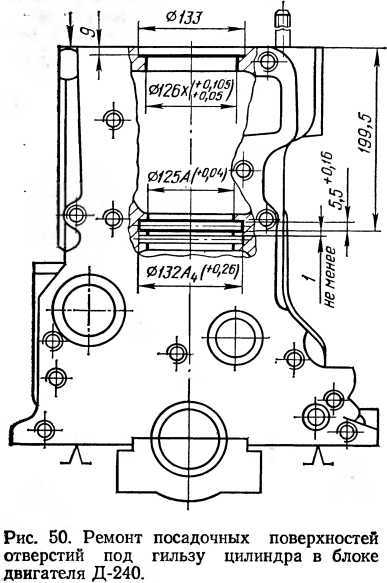
Восстановление поверхностей отверстий под гильзы цилиндров. При глубине кавитационных раковин до 1,5 мм на нижних посадочных поясках в отверстиях под гильзы цилиндров протачивают вторую канавку выше или ниже первоначальной под стандартное резиновое уплотнительное кольцо (рис. 50). При этом блок цилиндров устанавливают на столе радиально-сверлильного станка и с помощью расточного приспособления растачивают канавку.
Приспособление с утопленными резцами вводят в гнездо под гильзу и закрепляют гайками ;на двух шпильках блока. К приводной головке приспособления подводят оправку, установленную конусом в шпинделе станка. Выдвигают резцы путем легкого притормаживания маховика, втягивающего конусный разжим в резцовой головке. Ход маховика ограничен закрепленной на резьбе контргайкой. Скорость вращения шпинделя станка — не более 30 об/мин. Для устранения овальности посадочных отверстий под гильзы цилиндров применяют комбинированную развертку, устанавливаемую в обрабатываемые гнезда заходной частью и имеющую привод как от шпинделя радиальносверлильного станка 2Н55, так и ручной при тонком слое снимаемого металла.
Обрабатывают верхнее и нижнее отверстия одновременно. Неравномерный износ торцевой поверхности гнезда под бурт гильзы, достигающий более 0,05 мм, устраняют на станке 2Н55 с помощью самоустанавливающейся по оси отверстия зенковки с регулируемым концевым упором. Припуск на обработку принимают, как правило, 0,2 мм. Под гильзу на обработанный торец устанавливают металлическое кольцо. Износ посадочных отверстий в блоке под нижний поясок гильзы и имеющиеся кавитационные раковины глубинои более 2 мм устраняют .путем растачивания на вертикальном алмазно-расточном станке 278Н нижнего посадочного пояска и запрессовки металлического кольца с готовой канавкой под уплотнение. С этой целью резцовую голов/ку станка с помощью центрирующего приспособления устанавливают соосно с верхним посадочным пояском, после чего приспособление снимают, резцовую головку опускают до уровня нижнего пояска и выполняют расточку гнезда. В пояске остается перемычка толщиной 5 мм для упора металлического кольца при его запрессовке. Растачивают при 250 об/мин шпинделя и подаче 0,08 мм/об. Затем в перемычке прорезают паз с двух противоположных сторон для установки кольца.
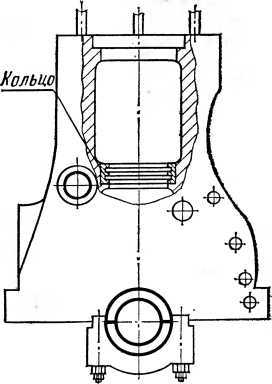 Рис. 51. Блок цилиндров двигателя Д-240 с запрессованным кольцом в нижнее посадочное отверстие.
Рис. 51. Блок цилиндров двигателя Д-240 с запрессованным кольцом в нижнее посадочное отверстие. Наружную поверхность кольца и поверхность гнезда дважды обезжиривают техническим ацетоном. После обезжиривания наносят тонким слоем на поверхность гнезда эпоксидный состав и запрессовывают кольцо до упора в бурт (рис. 51). Для вклеивания ремонтного кольца состав на основе эпоксидной смолы готовят по следующей рецептуре (в весовых частях) : эпоксидная смола ЭД-6 или ЭД-16— 100, дибутилфталат — 15, полиэтиленполиамин— 10. В отремонтированное гнездо блока цилиндров устанавливают гильзу и проводят отвердевание эпоксидного состава. После этого гильзу и резиновое уплотнительное кольцо извлекают, зачищают поверхность посадочного места от наплывов эпоксидного состава шлифовальным кругом на машине типа ШР-06.
Восстановление резьбовых соединений. Поврежденные или изношенные резьбовые отверстия восстанавливают установкой резьбовых спиральных вставок. Технология восстановления резьбовых отверстий с применением резьбовых спиральных вставок изложена в главе 6 первого раздела.
При наличии изломанных болтов и шпилек место излома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие диаметром (согласно таблице 27) на всю длину облома. Затем забивают экстрактор в высверленное отверстие соответствующего номера, на экстрактор надевают специальную гайку и вывинчивают обломок из резьбового отверстия. После удаления обломанной части шпильки или болта резьба «прогоняется» соответствующим метчиком. При повреждении резьбы устанавливают резьбовую спиральную вставку.
Изношенные втулки распределительного вала заменяют новыми с последующим развертыванием до нормального размера.
Контроль восстановленных блоков цилиндров. Опорную поверхность под бурт гильзы проверяют с помощью приспособления для контроля выточки под гильзу. Разница замеров глубины гнезда в четырех точках должна -быть не более 0,05 мм.
Размеры, овальность и конусность отверстий под гильзы цилиндров, втулки распределительного вала, коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют нутромером.
Соосность коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют приспособлением КИ-4862.
Шероховатость обработанных поверхностей контролируют с помощью образцов шероховатости. Размеры и другие параметры восстановленных блоков цилиндров должны соответствовать установленным требованиям (см. табл. 25).
Восстановление блоков цилиндров двигателей | ООО "Эверест"
Деталь № 140 1002001
Материал блока цилиндров — чугун серый СЧ 21-40; крышек подшипников — чугун ковкий КЧ 35-10
Твердость: блока цилиндров — НВ 187 — 241; крышек подшипников — НВ 121-163
11. Технические условия на контроль, сортировку и восстановление блока цилиндров двигателя - КамАЗ
| Номер позиции на рисунке | Возможные дефекты | Способ установления дефекта и средства контроля | Размер, мм | Рекомендации по устранению дефектов | |
| по рабочему чертежу | допустимый без ремонта | ||||
| - | Трещины масляной магистрали | Испытание на герметичность воздухом при давлении 0,28 МПа | Утечка воздуха не более 33 см3/мин | Браковать при утечке воздуха более 33 см3/мин | |
| 1 | Срыв резьбы под болты крышек коренных подшипников | Осмотр | - | - | Браковать |
| 2, 3, 4 | Трещины на стенках водяной рубашки, перемычек между цилиндрами, посадочных мест под гильзы | Испытание на герметичность воздухом 0,21 МПа | Утечка воздуха не более 21 см3/мин | - | |
| 5, 6 | Деформация или износ посадочных отверстий под гильзу | Нутромер НИ 100-160 | Более 133,98; менее 134,06 | - | |
| 7 | Задиры или деформация на торцовых поверхностях задней опоры под полукольца упорного подшипника | Приспособление для проверки | 0,015 | 0,02 | Шлифовать поверхности |
| 8 | Износ установочных гнезд под крышки коренных подшипников | Калибр 170,03 | 170±0,3 | 170,03 | Браковать |
| 9 | Коробление поверхности сопряжения с головками цилиндров | Линейка поверочная ЛП-2, щуп 0,07 | Неплоскостность | Шлифовать поверхность до устранения коробления | |
| 0,06 | 0,08 | ||||
| Деформация, износ или несоосность гнезд вкладышей коренных подшипников | Нутромер НИ 100-160, приспособление для контроля соосности | 100±0,0021 | 100,03 | Расточить гнезда вкладышей под ремонтный размер |
Блоки цилиндров относятся к классу корпусных деталей. У двигателей КамАЗ-740 блок цилиндров отливается V-образной монолитной конструкцией из серого чугуна СЧ 21-40, а крышки подшипников — из ковкого чугуна КЧ 35-10. Места посадки гильз цилиндров подшипников коленчатого вала и втулок распределительного вала точно обработаны.
При изготовлении блок цилиндров растачивается вместе с крышками коренных опор, поэтому крышки невзаимозаменяемые, их необходимо устанавливать на те места, с которых они были сняты. Картерная часть блока соединяется с крышками коренных опор поперечными болтами.
Блоки цилиндров после мойки подвергаются дефектации. Дефектации блоков производится на основании Технических условий на контроль, сортировку и восстановление деталей (табл. 11).
Возможными дефектами блока цилиндров могут быть:
- коробление поверхности сопряжения с головками цилиндров;
- деформация или износ гнезд под вкладыши коренных подшипников коленчатого вала и втулок распределительного вала;
- деформация или износ верхнего посадочного пояса под гильзу;
- износ резьбовых отверстий;
- пробоины стенок блока, трещины масляной магистрали и трещины перемычек и посадочных мест под гильзы.
Восстановление внутренних цилиндрических поверхностей в блоке цилиндров двигателя - КамАЗ
Изношенные посадочные пояски в блоке под гильзы цилиндров растачиваются под ремонтный размер. Размеры посадочных поясков представлены в табл. 17.
17. Ремонтные размеры посадочных поясков в блоке под гильзы цилиндров
| Размер | Посадочное отверстие, мм | Шероховатость поверхности, мкм | |
| верхнее | нижнее | ||
| Допустимый (без ремонта) | 137,48 | 133,98^+0.08 | Ra 1,25 |
| Ремонтный | 137,5^+0,04 | 134,0^+0,04 | Ra 1,25 |
Изношенные внутренние поверхности отверстий под толкатели восстанавливаются развертыванием под ремонтный размер на радиально-сверлильном станке.
Поврежденные резьбы в блоке цилиндров восстанавливаются постановкой резьбовых ввертышей.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливаются после установки блока цилиндров в приспособление шлифованием плоскости на горизонтальном плоскошлифовальном ставке до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
- при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается;
- крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров.
Расстояние между осями коленчатого вала и промежуточной шестерни 157,5±0,03 мм, а распределительного вала промежуточной шестерни — 112,5±0,03 мм (замеряется индикаторным приспособлением).
Заварка трещин в блоках цилиндров
Трещины на стенках блока цилиндров завариваются или заделываются эпоксидными композициями.
Заварку трещин можно вести с подогревом или без подогрева. Перед заваркой концы трещин засверливаются сверлом диаметром 5 мм и только после этого разделываются по всей длине под углом 90—120 ° на 4/5 толщины стенки с помощью шлифовальной машинки.
Заварка трещин чугунного блока имеет отличительные особенности, заключающиеся в том, что она может производиться с подогревом блока или без подогрева. Подогрев блока производится до температуры 600...650 °С ацетиленокислородным пламенем горелки. В качестве присадочного материала используются прутки диаметром 5 мм. От окисления шов предохраняется бурой. Запрещается производить заварку трещин при температуре ниже 600 °С. В интервале температур 60...600 °С во время заварки при быстром нагреве происходит отбел чугуна в результате соединения углерода с железом и образования карбида железа Fe2C (белого чугуна), так как в этом случае после охлаждения образовываются дополнительные трещины. Их швы после заварки должны выступать над поверхностью стенки блока не более чем на 1,5 мм.
Шлаковые включения и раковины не допускаются.
Заварка трещин без подогрева производится электродуговой сваркой постоянным током обратной полярности полуавтоматом А-547 электродной проволокой марки МНЖКТ диаметром 1,2 мм в среде аргона. В процессе заварки не допускается нагрев детали выше 60°С.
Режим заварки трещин: сила сварочного тока — 125—150 А; напряжение — 27—30 В; давление аргона у сварочной дуги — 0,3—0,5 МПа.
Для заварки трещин без применения защитного газа применяются электроды следующих марок: ПАНЧ-11, МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 и ЦЧ-4.
Режим сварки: сила сварочного тока — 130 А; напряжение — 36 В; твердость наплавленного слоя — НВ 170.
Заделка трещин в блоках цилиндров эпоксидной композицией
Заделка трещин эпоксидной композицией производится следующим образом:
- трещина разделывается шлифовальным кругом под углом 60— 90° на глубину 3/4 толщины стенки; концы трещин засверливаются сверлом диаметром 3—4 мм; отверстия забиваются медными или алюминиевыми заглушками; при длине трещины до 30—50 мм фаску можно не снимать;
- в зоне вокруг трещин шириной 30 мм создается шероховатость поверхности насечкой или дробеструйной обработкой; после этого производятся очистка и обезжиривание разделанной поверхности ацетоном;
- на сухую поверхность шпателем наносится первый слой эпоксидной композиции толщиной 1 мм; затем наносится второй слой эпоксидной композиции толщиной не менее 2 мм; общая толщина слоя должна быть 3—4 мм;
- после этого производится отверждение нанесенного слоя эпоксидной композиции; отверждение эпоксидной композиции может производиться с подогревом или без подогрева; отверждение с подогревом производится в сушильном шкафу при температуре 80...90 °С продолжительностью около 1 ч.
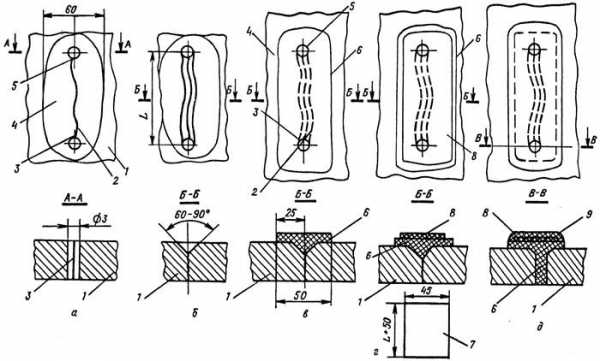
Рис. 40. Последовательность выполнения операций заделки трещин поврежденной детали:
а — сверление концов трещины; б — зачистка поверхности детали вокруг трещины, разделка трещины и обезжиривание на удалении до 300 мм от трещины; в — заполнение разделанной трещины клеевой композицией; г — укрепление клеевой композиции слоем стеклоткани; д — наложение верхнего слоя клеевой композиции; L — длина трещины; 1 — деталь; 2 — трещина в детали; 3, 5 — засверленные концы трещины; 4 — зачищенная поверхность; 6 — слой клеевой композиции; 7 — заготовка стеклоткани; 8 — укрепление слоя клеевой композиции стеклотканью; 9 — верхний слой клеевой композиции
Пробоины на стенке блока заделываются наложением заплат из стеклоткани толщиной 0,3 мм на первый слой эпоксидной композиции. Заплаты должны перекрывать пробоину на 15—20 мм. Сверху заплаты наносится второй слой эпоксидной композиции. После этого производится отверждение эпоксидной композиции.
Операционная карта заделки трещин клеевой композицией представлена в табл. 12, а последовательность выполнения операции показана на рис. 40.
12. Операционная карта заделки трещин на наружной стенке блока цилиндров клеевой композицией
| Наименование операции | Время операции, мин | Инструменты и приспособления | Материалы |
| Сверление по концам трещины 2 отверстий диаметром 2—3 мм, установка пробок в отверстия | 5 | Электродрель, сверло диаметром 2—3 мм, шлифовальная машина | Медные или алюминиевые заглушки, изготовленные из проволоки |
| Снятие на трещине фаски под углом 60—90° на глубину 2—3 мм вдоль трещины по всей ее длине | 20 | Шлифовальная машинка с гибким валом | Шлифовальный круг зернистостью 46—60, твердостью СМ1, СМ2 |
| Зачистка поверхности блока цилиндров на расстоянии 20—30 мм по обе стороны трещины до металлического блеска | 10 | Шлифовальная машинка с гибким валом и круглым диском-щеткой | Диск с металлической щеткой |
| Обезжиривание и просушка очищенного участка и трещины при температуре 20 °С | 10 | — | Ацетон, бензин, ветошь |
| Приготовление эпоксидной композиции | 5 | Шпатель, полиэтиленовый стаканчик | Эпоксидная смола, наполнитель — чугунный порошок, пластификатор ДБФ и отвердитель ПЭПА |
| Нанесение клеевой композиции на подготовленную поверхность | 3 | Шпатель металлический | Клеевая композиция |
| Наложение заплаты на нанесенный слой клеевой композиции | 2 | То же | Заплата из стеклоткани |
| Нанесение на заплату окончательного слоя эпоксидной композиции | 2 | — | Эпоксидная композиция |
| Выдержка блока цилиндров с нанесенной композицией на трещину до полного отвердения при температуре 18...20°С | 24 ч | — | — |
Восстановление блока цилиндров двигателя: дефектовка и ремонт
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
- тщательную очистку поверхностей БЦ;
- затем производится проверка на герметичность каналов системы охлаждения в блоке (рубашка охлаждения);
- также промываются и очищаются, а затем проверяются масляные каналы;
- далее проводится осмотр цилиндров в целях выявления различных дефектов;
- затем производится расточка/гильзовка блока, шлифовка поверхностей и т.д.
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.

Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ. . Что такое гильзовка блока цилиндров двигателя. Расточка коленвала: как и для чего ее проводят.

Дефектовка двигателя предполагает осмотр блока цилиндров. . Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о гильзовании блока, а также об особенностях данной.

Расточка и гильзовка блока цилиндров. Как правильно обкатать двигатель после капремонта. . Шлифовка головки блока цилиндров. . Читать далее. Дефектовка двигателя: что это такое и для чего нужна.

. восстанавливается (шлифовка коленвала, расточка/гильзовка блока и т.д.) . Еще добавим, что капремонт без замены блока цилиндров позволяет сохранить . Рекомендуем также прочитать статью о том, что такое дефектовка двигателя и для.

Гильзовка и расточка блока цилиндров двигателя являются операциями . Как гильзуют блок цилиндров. Гильзование цилиндров является видом ремонта . В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из.

Например, ремонт головки блока цилиндров предполагает устранение трещин, шлифовку плоскости . Если говорить о БЦ, тогда ремонт блока цилиндров может предполагать его расточку и . Что такое гильзовка блока цилиндров двигателя.
Восстановление блоков цилиндров. Дефекты
Для определения дефектов в блоках цилиндров применяют различные средства измерения и контроля.
Трещины и пробоины определяют внешним осмотром и с помощью стенда для гидроиспытания блоков. Повреждение отдельных гнезд коренных подшипников контролируют нутромером. Износ, овальность посадочных отверстий под гильзы цилиндров и отверстия под втулку распределительного вала проверяют предельными калибрами-пробками. Износ торцевой поверхности выточки под верхний бурт гильзы контролируют с помощью приспособления для проверки выточки под гильзу. Для контроля соосности коренных опор и опор в сборе с вкладышами при дефектации, а также новых или отремонтированных блоков цилиндров применяют пневматическое приспособление КИ-4862. Поэтому в зависимости от способа базирования в крайних опорах блоков измерительные калибры-оправки приспособления выполнены двух типов.
Калибры-оправки первого типа (рис. 44), применяемые при контроле новых или отремонтированных блоков-картеров, устанавливают на конусах соосно отверстиям его крайних опор. Для двигателей различных модификаций эти оправки имеют одинаковую конструкцию и состоят из корпуса 2 двутаврового сечения, в ко-торый запрессованы три сопла со штуцерами, соединенные трубками с трехпредельным ротаметром. На концы оправки надеты конические (конусность 1 :50) опоры 1 и 4, обеспечивающие установку оправки соосно отверстиям крайних опор блока-картера. Опора 1 съемная, винт 5 ограничивает осевое перемещение оправки при измерении.
Для определения несоосности приспособление с оправкой этого типа устанавливают в блок-картер и поворачивают вокруг оси на 360° с помощью рукоятки 6. Отсчетное устройство ротаметра 7 указывает при этом значение зазора между торцами измерительных сопл, установленных в корпусе оправки (соответственно опорам блока-картера), и поверхностями отверстий опор блока-картера, т. е. биение отверстий средних опор относительно крайних. Таким образом, искомая несоосность (для каждой опоры в отдельности) равна половине соответствующего значения, полученного на каждой шкале ротаметра.
Калибры-оправки второго типа, применяемые при дефектации, устанавливают на базовых пластинах по образующим крайних опор в диаметральной плоскости отверстий. Эти оправки для различных модификаций двигателей имеют также одинаковую конструкцию, но отличную от предыдущих. Они состоят из корпуса 6 (рис. 45) двутаврового сечения с тремя запрессованными измерительными соплами 18 и двух цилиндрических съемных насадок 10 с* плунжером 8 и вставками 15, оснащенных твердосплавными пластанками. Вставки и сопла расположены в одной диаметральной плоскости оправки. Сопла через сверления в корпусе сообщены со штуцерами, связанными с ротаметром трубками. Съемные насадки служат для точной установки оправки в диаметральной плоскости и крепятся к ней посредством быстросъемных шайб 11 и ручки 12. Ручка фиксируется винтом 14, что исключает произвольное отвинчивание.
Прижимают базовые поверхности оправки (твердосплавные пластины вставок 15) к образующим крайних опор блока-картера посредством пружины 17, клина 16, шариков 9 и плунжера 8.
Способы устранения дефектов
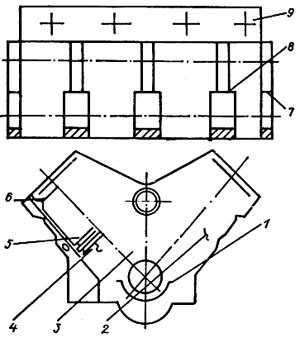
Рис. 44. Приспособление для контроля соосности коренных опор блок-картера: 1 — съемная опора; 2 — корпус; 3 — опоры блок-картера; 4 — несъемная опора; 5 — ограничительный винт; 6 — рукоятка; 7 — ротаметры; 8 — манометры; 5 —блок фильтра со стабилизатором; 10— кран управления.Отвод плунжера 8, необходимый при установке оправки в блок-картер, производят путем отжима клина винтом 13. Винт 19 ограничивает осевое перемещение оправки при измерении.
 Рис. 45. Оправка: 1 и 3 — гайки; 2 и 13 — отжимные винты; 4 и 11 — шайбы; 5 — планка; 6 — корпус; 7 — опоры блока цилиндров; 8 — плунжер; 9 — шарик; 10 — съемная насадка; 12 — ручка; 14 — фиксирующий винт; 15 — вставка; 16 — клин; 17 — пружина; 18 — измерительное сопло; 19 —* ограничительный винт.
Рис. 45. Оправка: 1 и 3 — гайки; 2 и 13 — отжимные винты; 4 и 11 — шайбы; 5 — планка; 6 — корпус; 7 — опоры блока цилиндров; 8 — плунжер; 9 — шарик; 10 — съемная насадка; 12 — ручка; 14 — фиксирующий винт; 15 — вставка; 16 — клин; 17 — пружина; 18 — измерительное сопло; 19 —* ограничительный винт. В комплекте приспособления предусмотрены сменные насадки для базирования оправок при контроле блоков-картеров с отверстиями коренных опор ремонтного размера и вкладышами. Для замены насадки нужно вывернуть винт 14, затем ручкой 12 освободить шайбу 11 и снять ее и насадку. На каждой насадке нанесена маркировка размера диаметра отверстия соответствующей опоры блока-картера.
При контроле несоосности приспособление с оправкой второго типа устанавливают в блок-картер, как показано на рисунке 45. Отсчетное устройство ротаметра указывает при этом зазор между торцами сопл и поверхностями отверстий коренных опор, т. е. значение, определяющее смещение образующих средних опор относительно крайних. Значение смещения каждой опоры определяют как разницу наибольшего и наименьшего показаний ротаметра при повороте оправки на 360°. Измерение смещения образующих производят по всему периметру отверстий опор.
Приспособление КИ-4862 позволяет контролировать соосность коренных опор блоков цилиндров двигателей СМД-14, Д-50, Д-240, А-41, Д-37М.









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
