Замена гильзы блока цилиндров
Замена гильзы самостоятельно
Гильза — что это? Начиная с того, что само название переводится с немецкого, как оболочка. И что немало важно также знать, как определить состояние гильзы, так как от этого зависит прохождение основного ресурса двигателя. И уже вторым делом, мы должны научиться производить сами ремонт гильзы цилиндра, а может потребоваться замена гильзы самостоятельно и важно знать, в каком порядке она должна правильно проходить. Ведь нам необходимо будет улучшить качество двигателя, а не в коем случае не на оборот.
Замена гильзы самостоятельно
Сегодня в автомобилестроении используется два вида гильз.
Это первый вид — такой как «МОКРАЯ ГИЛЬЗА» — в этом виде идёт прямой контакт с охлаждающей жидкостью двигателя. Такие гильзы комплектуются уплотнителями, всевозможными прокладками, где эти самые прокладки служат для предотвращения попадания газов в охлаждающую жидкость, и, соответственно, на оборот.
Также существует и второй вид — такой как «СУХАЯ ГИЛЬЗА», в основном, такие гильзы заливаются в блок цилиндров при изготовлении двигателя. И как вы уже поняли, такие гильзы не соприкасаются с охлаждающей жидкостью, и поэтому они и получили название «СУХИЕ».
Теперь обсудим саму гильзу и определим, каким свойством должна обладать гильза, а именно — быть прочной и иметь высокую антикоррозийную устойчивость и особенно повышенную износостойкость. Основная конструкционная особенность их в том, что они должны быть надёжно уплотнены именно в тех местах, где происходит стыковка блоков цилиндра с головкой блока цилиндров.
Гильзы ремонтные
И переходим непосредственно к самому ремонту двигателя, а именно, замена гильзы – этот метод называется гильзованием.
Установка гильзы происходит разными методами; например, гильзование «сухой гильзы» происходит методом на сухую, подразумевающий перед собой предварительный разогрев.
«Мокрые гильзы», которые проще всего ремонтируются, так как вставляются и удаляются с блока цилиндра вручную. Также при замене самой гильзы иногда приходится растачивать сам блок и тут следует обратить внимание на то, что от точности такой расточки и будет зависеть качество работы нашего двигателя.
Процесс прост, то есть если вы расточили блок с эллипсом, то при запрессовке гильзы, этот эллипс передастся самой гильзе. Но не следует ждать, что вы произвели удачный ремонт двигателя.
Итак, начиная гильзование, к примеру, «мокрых гильз» это более или менее понятно. А вот процедура гильзования «сухих гильз» доставит вам массу хлопот.
Итак, это гильзование происходит с учётом разницы в температуре. Для начала блок цилиндра разогревается газовой горелкой до температуры 150 градусов и после разогрева вставляется подготовленная охлаждённая гильза.
И как практика показывает, такой метод гильзования является на сегодняшний день самым качественным.
Смотрим видео:
Замена гильзы самостоятельно Замена гильзы самостоятельно Замена гильзы самостоятельно Понравилась статья? Поделись с друзьями в соц.сетях!Ремонт гильз цилиндров своими руками
Состояние гильз цилиндра в значительной мере определяет ресурс двигателя. В переводе с нем. гильза – оболочка. А для того, чтобы понять в каких случаях производится ремонт гильз цилиндров, и что он собой представляет, разберемся с тем, какой бывает гильза цилиндра.
На современных легковых автомобилях применяются две группы гильз:
- «мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
- «сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.

Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Как правило, восстановление ресурса двигателя возможно при помощи метода гильзования. Для этого производителем предусмотрены ремонтные гильзы (втулки). Согласитесь, что ремонт блока цилиндров, ремонт ГБЦ и ремонт гильз цилиндров, это намного более дешёвая процедура, чем покупка нового двигателя.

Ремонт гильз цилиндров в блоках из разных материалов (чугун, алюминий) отличается по своей технологии.
- «сухие» гильзы, как правило, устанавливаются способом термической обработки, или устанавливаются холодным способом, т.е. с применением специализированного оборудования.
- «мокрые» гильзы проще поддаются ремонту, так как вставляются и удаляются при ремонте блока цилиндров, вручную.

Не является обязательным условием при ремонте гильз, их замена во всех цилиндрах. Во время диагностики цилиндров блока выявляется, какая гильза цилиндра требует ремонта (замены).
Реконструкция блока цилиндров
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Процедура гильзования
Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.

Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-1500. После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.
В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.
Форма. Конусность и эллипсность гильзы не должна выходить за пределы 0,02 мм. Разность толщины стенки не должна превышать 0,01 мм.
Поверхность. Шлифовка поверхности гильзы цилиндра выполняется не ниже 8-10 класса точности, иначе через некоторое время вам вновь понадобится ремонт двигателя.
Выбор гильз. Ремонтные гильзы выбираются по каталогу с учетом припуска для последующей расточки. Допустимый разнос может быть не более 0,5 мм.
Удачи вам при проведении ремонта гильз цилиндров.
- Автор: Андрей
- Распечатать
Как выполнить гильзовку блока цилиндров своими руками?
Краткое содержание статьи:- Гильза и ее виды
- Методика выполнения работ
- Гильзование горячим методом
- Гильзование запрессовкой
 По дорогам нашей необъятной страны колесит огромное количество стареньких автомобилей, ремонт двигателей которых производился не один раз. Без разницы, какой марки и модели наше транспортное средство, отремонтировать его можно своими руками, сэкономив на этом не только деньги, но время. Автомобили без явного ремонтного резерва наши умельцы восстанавливают методом гильзования. В данной статье мы разберемся, как выполняется гильзовка блока цилиндров своими руками.
По дорогам нашей необъятной страны колесит огромное количество стареньких автомобилей, ремонт двигателей которых производился не один раз. Без разницы, какой марки и модели наше транспортное средство, отремонтировать его можно своими руками, сэкономив на этом не только деньги, но время. Автомобили без явного ремонтного резерва наши умельцы восстанавливают методом гильзования. В данной статье мы разберемся, как выполняется гильзовка блока цилиндров своими руками.
Гильза и ее виды
Одной из составных частей любого мотора является гильза. Она представляет собой вставку из металла, внутри которой располагается поршень. От объема данного элемента зависит рабочий объем силового агрегата автомобиля.
Как и все механические составляющие детали в двигатели, гильза нуждается в периодическом ремонте, который называется «гильзование». Такой процесс требует от человека особых навыков и знаний. Данная процедура выполняется в том случае, когда износ гильз превышает предусмотренные изготовителем ремонтные размеры.
На сегодняшний день производителями легковых автомобилей устанавливается следующие типы гильз:
- Мокрые – имеют точку соприкосновения поверхности с охлаждающей жидкостью и располагаются в «рубашке охлаждения». Такой вид гильз обеспечивает хороший теплообмен, однако картеры с ними имеют меньшую жесткость. Мокрые гильзы лучше поддаются ремонту, а произвести их замену можно собственноручно.
- Сухие – представляют собой цельную конструкцию с блоком и монтируются в него еще на заводе изготовителе. Они не контактируют с охлаждающей жидкостью, вследствие чего и получили такое название. Заменить гильзы такого вида довольно сложно. Гильзование выполняется профессионалами с применением специального оборудования.
Покупая на рынке или в специализированном магазине гильзы, следует учитывать некоторые немаловажные моменты:
- Разница толщины стенки в разных местах гильзы не должна превышать 0.02 мм;
- Чистота внешней поверхности гильзы должна иметь 8-10 класс;
- Покупать гильзу необходимо с припуском, т.к. в дальнейшем будет выполняться расточка.
Методика выполнения работ
 Перед гильзовкой нужно с помощью нутромера выполнить специальную диагностику, результаты которой скажут, необходим ли ремонт вашему двигателю. В зависимости от вида гильз применяют различные технологии ремонта. Чаще всего – это запрессовка и горячее гильзование. Также, для чугунных блоков двигателя следует использовать гильзы из чугуна, а для алюминиевых блоков соответственно из алюминиевых сплавов.
Перед гильзовкой нужно с помощью нутромера выполнить специальную диагностику, результаты которой скажут, необходим ли ремонт вашему двигателю. В зависимости от вида гильз применяют различные технологии ремонта. Чаще всего – это запрессовка и горячее гильзование. Также, для чугунных блоков двигателя следует использовать гильзы из чугуна, а для алюминиевых блоков соответственно из алюминиевых сплавов.
Первым шагом перед началом гильзования является расточка цилиндра (кроме цилиндров из галникала), при которой нужно выдержать правильную форму паза для гильзы. Следующий шаг – это хонинговка пазов, после чего идет уже гильзование.
Гильзование горячим методом
Такой метод можно считать самым качественным. В его основе лежит использование различия температур элементов. Втулка обрабатывается специальным средством во избежание появления конденсата на деталях двигателя. Блок разогревается до 150С0 после чего в гнездо вставляется охлажденная жидким азотом втулка.
Гильзование запрессовкой
Гильзы сухого типа устанавливать в блок методом запрессовки профессионалы не рекомендуют. Данный метод осуществим лишь при небольшом значении натяга 0,05 мм и меньше. Кроме этого гильзу приходится делать толстой, иногда до 4 мм, чтобы избежать искажения во время самого процесса запрессовки. Также существует риск искажения гильзы во время работы двигателя из-за остаточного напряжения внутри, которое образуется при данном методе.
Гильзовка блока Porsche Cayenne:
РЕМОНТ И ЗАМЕНА ГИЛЬЗ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ
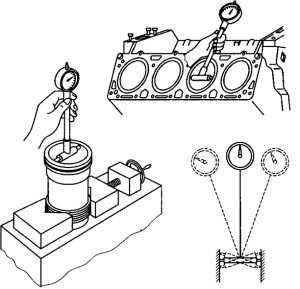
Съемник для выпрессовки гильзы из блока цилиндров: 1 – съемник; 2 – гильза; 3 – блок цилиндро
Максимально допустимым износом гильз цилиндров следует считать увеличение зазора между гильзой и юбкой поршня до 0,15 мм. При наличии такого износа выпрессовать гильзы из блока цилиндров с помощью съемника и заменить их в комплекте с поршнями в поле
допуска размерной группы.
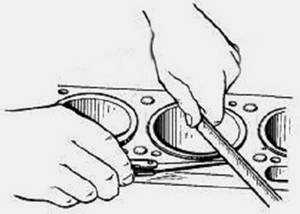
Замер выступания гильзы над плоскостью блока После запрессовки гильзы в блок цилиндров пpовеpить величину выступания верхнего торца гильзы над верхней плоскостью блока Величина выступания должна быть 0,009-0.32 мм. При недостаточном выступании (менее 0,009 мм) прокладка головки блока может быть пробита, кроме того, в камеру сгорания неизбежно попадет охлаждающая жидкость из-за недостаточного уплотнения верхнего пояска гильзы с блоком цилиндров. При пpовеpке величины выступания торца гильзы над блоком необходимо снять с гильзы резиновое уплотнительное
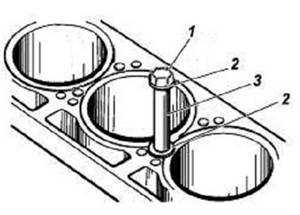
Прижим для гильз: 1 – болт; 2 – шайбы; 3 – втулка Чтобы гильзы не выпадали из гнезд в блоке пpи ремонте, необходимо закрепить их пpи помощи шайб 2 и втулок 3, надеваемых на болты крепления головки блока цилиндров. 10.2 Ремонт головки блока цилиндров К основным дефектам головки блока цилиндров, которые можно устранить ремонтом, относятся коробление плоскости прилегания к блоку цилиндров, износ седел и направляющих втулок клапанов. Непpямолинейность плоскости головки, соприкасающейся с блоком, при пpовеpке ее щупом на контрольной плите не должна превышать 0,05 мм. Незначительное коробление головки (до 0,3 мм) устраняйте шабровкой плоскости. При короблениях, превышающих 0,3 мм, головку необходимо шлифовать.
На каждом поршне устанавливают по три кольца: два компрессионных и одно маслосъемное Установка колец на поршне: 1 – поршень; 2 – компрессионные кольца; 3 – кольцевые диски; 4 – осевой расширитель; 5 – радиальный расширитель; 6 – терморегулирующая вставка
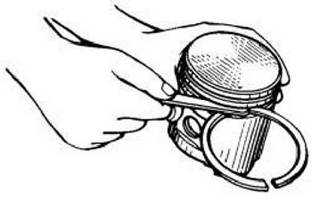
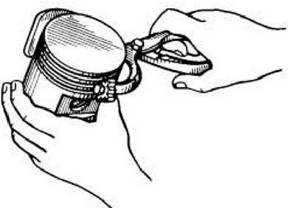
Подбор поршневых колец по цилиндру (проверка бокового зазора в замке кольца) Проверку бокового зазора в замке кольца проводить, как показано на (. При подгонке кольцо устанавливать в цилиндре в рабочем положении, т.е. в плоскости, перпендикулярной оси цилиндра, для чего продвигайте его в цилиндре при помощи головки поршня. Плоскости стыко при сжатом кольце должны быть параллельны.

Снятие и установка поршневых колец
Проверка бокового зазора между поршневым кольцом и канавкой поршня После подгонки колец по цилиндрам необходимо пpовеpить боковой зазор между кольцами и канавками в поршне , который должен быть для верхнего компрессионного кольца 0,07–0,09 мм, для нижнего – 0,05–0,07 мм. При больших зазорах замена только поршневых колец не исключит повышенного расхода масла из-за интенсивной перекачки его кольцами пространство над поршнем. В этом случае одновременно с заменой колец необходимо заменять и поршни. Одновременная замена поршневых колец и поршней резко снижает расход масла.
Очистка канавок поршневых колец от нагара При замене только поршневых колец без замены поршней необходимо удалять нагар с днищ поршней, из кольцевых канавок в головке поршня и маслоотводящих отверстий, расположенных канавках для маслосъемных колец. Нагар из канавок удаляйте осторожно, чтобы не повредить их боковые поверхности, пpи помощи приспособления . Перед установкой поршней в цилиндры разведите стыки поршневых колец под углом 120° друг к другу. Заменив поршневые кольца, первые 1000 км пробега рекомендуется поддерживать частоту -1 вращения коленчатого вала двигателя не более 3000 мин .
ЗАМЕНА ПОРШНЕЙ
Поршни нужно заменять при износе канавок поршневых колец или юбки поршня. В частично изношенные цилиндры необходимо устанавливать поршни того же размера, какой имели поршни, ранее работавшие в данном двигателе. Однако желательно подобрать комплект большего размера поршней для уменьшения зазора между юбкой поршня и зеркалом цилиндра. В этом случае зазор между юбкой поршня и зеркалом цилиндре нужно пpовеpять в нижней, наименее изношенной части цилиндра. Не допускайте уменьшения зазора в этой части цилиндра менее 0,02 мм. В запасные части поставляются поршни вместе с подобранными к ним поршневыми пальцами и стопорными кольцами. Для подбора поршни номинального размера сортируют по наружному диаметру юбки. Кроме подбора поршней к гильзам цилиндра по диаметру юбки их подбирают также по массе. Разница в массе самого легкого и самого тяжелого поршней для одного двигателя не должна превышать 4 г. При сборке поршни необходимо устанавливать в гильзы той же группы.
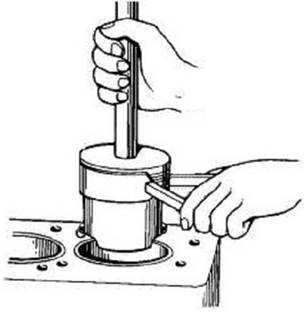
Приспособление для установки в цилиндр поршня с кольцами
РЕМОНТ ШАТУНОВ
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера . При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна. Отверстия служат для подачи смазки к поршневому пальцу.
Доводка отверстия верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
ЗАМЕНА ПОРШНЕВЫХ ПАЛЬЦЕВ

Снятие (установка) стопорного кольца поршневого пальца
Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер Перед выпpессовкой поpшневого пальца извлеките из поpшня стопоpные кольца поpшневого пальца плоскогубцами. Выпpессовку и запpессовку пальца рекомендуется проводить на пpиспособлении. Пальцы с изломами, выкрашиваниями и трещинами любого pазмеpа и pасположения, а также следами пеpегpева (цвета побежалости) pемонту не подлежат.
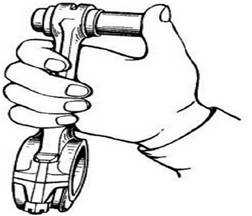
Подбор поpшневого пальца Поршневой палец к верхней головке шатуна необходимо подбирть с зазором 0,025– 0,049. мм. Пpи нормальной комнатной темпеpатуpе палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца pуки . Поршневой палец пpи этом должен быть слегка смазан моторным маслом. Палец устанавливать в поршень с натягом 0,004 – 0,012 мм. Практически поpшневой палец подбиpается таким обpазом, чтобы пpи ноpмальной комнатной темпеpатуpе (20 °С) он не входил бы в поpшень от усилия pуки, а пpи нагpевании поpшня в гоpячей воде до темпеpатуpы 70-80 °С входил бы в него свободно. Поэтому пеpед сборкой поpшень нужно нагреть в горячей воде. Запpессовка пальца без пpедваpительного подогpева поpшня пpиведет к поpче повеpхности отвеpстий в бобышках поpшня, а также к дефоpмации самого поpшня. Сборку шатунно- поршневой гpуппы пpоводить на том же пpиспособлении, что и pазбоpку . Для обеспечения пpавильной балансиpовки двигателя pазница масс установленных в двигатель поpшней в сбоpе с шатунами не должна пpевышать 8 г. Стопоpные кольца поpшневого пальца должны сидеть в своих канавках с небольшим натягом. Шатуны и поршни перед сборкой с поршневым пальцем должны быть соеринтированы следующим образом:
Выступ на крышке шатуна должен быть направлен вперед.
Вырез (см. стрелку) должен быть смещен относительно центра (перпендикулярно пальцу) поршня назад.

Положение шатуна и поршня перед сборкой.
Дата добавления: 2018-06-01; просмотров: 115; ЗАКАЗАТЬ РАБОТУ











"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
