Из чего состоит поршень
Поршневая группа
Поршневая группа состоит из поршня в сборе, уплотнительных и маслосъемных колец, поршневого пальца. По конструктивным признакам различают поршни тронковые, для двигателей крейцкопфного типа и двустороннего действия.
Тронковые поршни соединяются с шатуном поршневым пальцем. Для обеспечения газонепроницаемости полостей цилиндра поршень снабжают уплотнительными кольцами, а для предотвращения попадания масла в камеру сгорания — маслосъемными кольцами. Материалом для поршней служит чугун марок СЧ24-44 и СЧ28-48 и сталь. Поршни небольшого диаметра быстроходных двигателей можно изготовлять из алюминиевых сплавов (АЛ1, АЛ2, АК2, АК4). Такие поршни имеют малый вес и небольшие температурные напряжения в днище; недостатки поршней — незначительная износостойкость и большой коэффициент теплового линейного расширения.
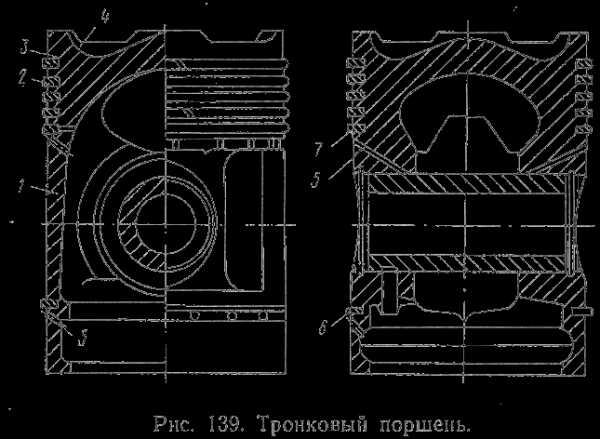
Поршень (рис. 139) состоит из нижней направляющей части — тройка или юбки 1 и верхней части — головки поршня 3 с поршневыми кольцами 2. Конфигурация камеры сгорания двигателя, тип продувки, расположение в крышке клапанов и форсунки определяют форму днища поршня 4. Днище поршня может иметь вогнутую, двояковогнутую, выпуклую и другую формы. Некоторые формы днищ поршней показаны на рис. 140. При диаметре поршня более 400 мм головку поршня выполняют съемной. Разъемная конструкция позволяет уменьшить стоимость поршня, так как только головку изготовляют из дорогостоящего жаропрочного материала, и облегчает ремонт поршня. Головку крепят к тройку болтами или шпильками.
В некоторых конструкциях поршня внутреннюю поверхность днища для предохранения от нагарообразования и защиты головного подшипника от теплового излучения закрывают мембраной; для увеличения жесткости днище снизу подкрепляют ребрами, которые одновременно улучшают его охлаждение.
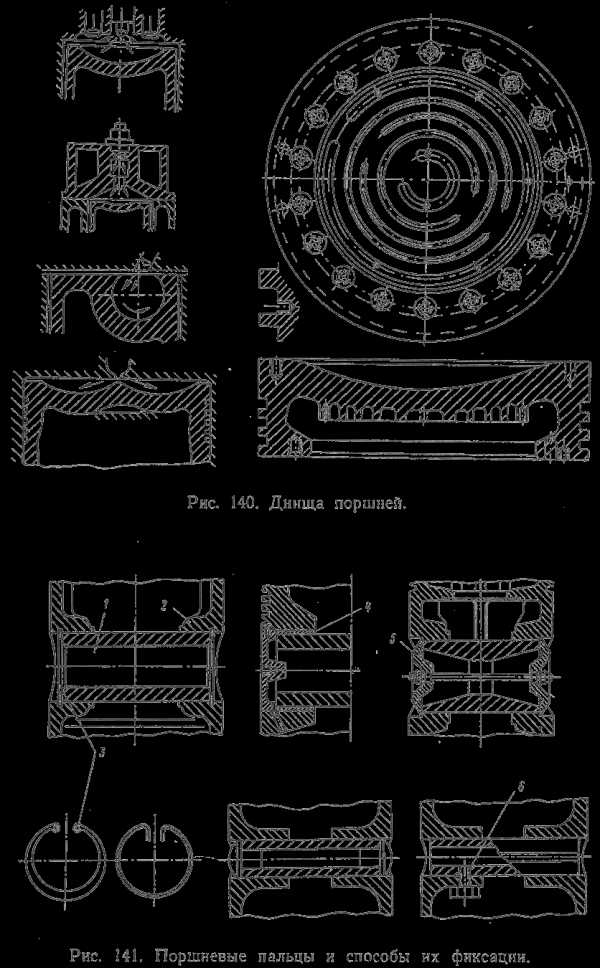
Поршневой палец 1 (рис. 141) размещен в приливах (бобышках) 2 и фиксируется от осевого смещения пружинными кольцами 3. Пальцы закрепляются стопорным болтом 6 либо свободно вращаются — пальцы плавающего типа. Пальцы плавающего типа более распространены у быстроходных двигателей. Бронзовые втулки 4, запрессованные в бобышки чугунного поршня, являются подшипниками для поршневого пальца плавающего типа. Пальцы изготовляют из малоуглеродистой стали 15 или 20 с последующей цементацией и шлифованием или из легированной стали 15ХМА, 12МХ2А, 18ХНМА, 20Х и др. с последующей закалкой. В некоторых конструкциях поршней с целью предотвращения соприкосновения пальца с зеркалом цилиндра ставят алюминиевые заглушки 5 грибовидной формы.
Поршневые кольца располагают в канавках, проточенных в теле поршня. Поршневые кольца делятся на уплотнительные и маслосъемные. Уплотнительные кольца 2 (см. рис. 139) обеспечивают плотность поршня в цилиндре, предотвращают прорыв газов в картер двигателя и способствуют отводу тепла от головки поршня через втулку цилиндра охлаждающей воде. Маслосъемные кольца 6 и 7 (см. рис. 139) служат для удаления излишнего масла с зеркала цилиндра, что уменьшает нагарообразование в цилиндре, и не допускают проникновения масла в камеру сгорания. Материалом для изготовления колец служит чугун СЧ24-44, реже сталь. Кольца изготовляют самопружинящими с разрезом-замком, обеспечивающим заводку кольца в канавку поршня и возможность теплового расширения кольца. Число уплотнительных колец шесть—три, маслосъемных три—одно. Уплотнительные кольца, как правило, прямоугольного сечения, рабочая поверхность кольца и поверхность зеркала цилиндра параллельны.
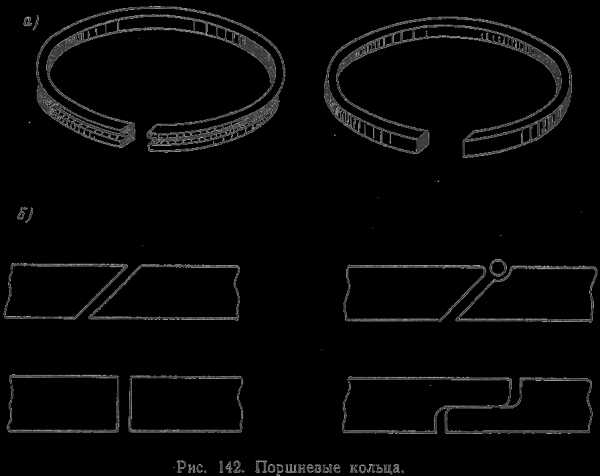
В отличие от уплотнительных (компрессионных) маслосъемные кольца имеют скос (рис. 142, а), с помощью которого масло удаляется из зеркала цилиндра и через специальные каналы 5 (см. рис. 139) в поршне стекает в картер. Необходимо особо быть внимательным при монтаже маслосъемных колец, не допуская установки кольца скосом вниз, так как тогда масло будет попадать в камеру сгорания. Зазоры между поршневыми кольцами и стенками канавки в радиальном направлении равны 0,5—1,0 мм, по высоте 0,15—0,066 мм.
Типы замков поршневых колец показаны на рис. 142, б. При установке колец на поршень необходимо стыки (замки) располагать в разных положениях по окружности во избежание утечки газов. Поршневые кольца поршней двухтактных двигателей для предохранения от проворачивания и попадания замка в район расположения окоп стопорят фиксаторами.
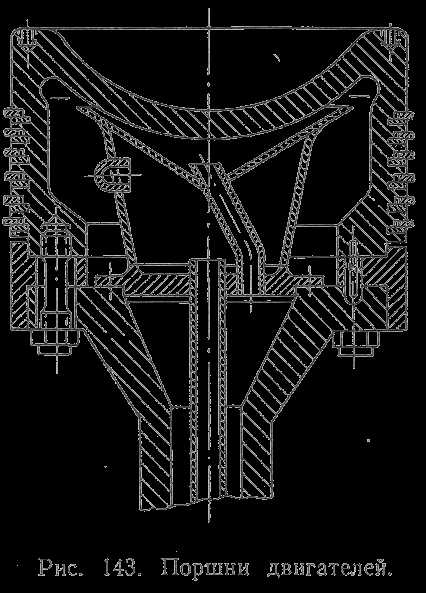
Поршень крейцкопфного двигателя соединяется с шатуном, штоком и крейцкопфом. В этом случае поршень крепят к штоку жестко специальным фланцевым соединением (рис. 143). Поршень крейцкопфного двигателя разгружен от боковых усилий и не имеет тронка.
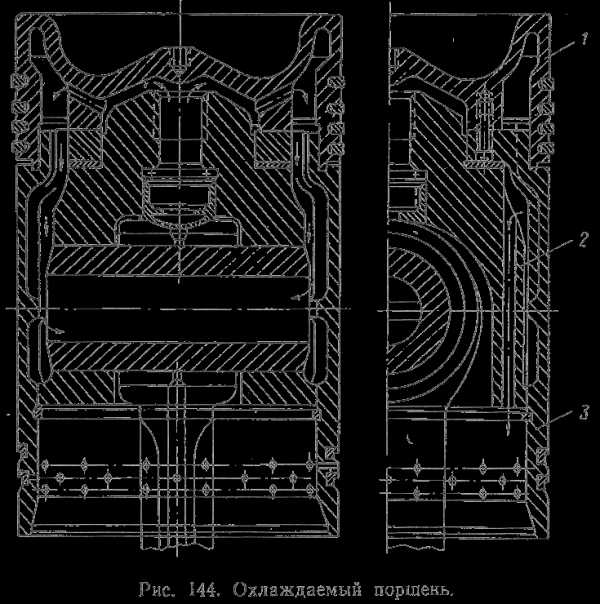
На рис. 144 показан составной охлаждаемый поршень крейцкопфного двигателя, имеющего штампованную вставку из алюминиевого сплава АК6. Поршень состоит из трех основных частей: головки 1, отлитой из высокопрочного жаростойкого чугуна, корпуса 3 из перлитного чугуна и вставки 2. В поршнях новейшей конструкции пазы (канавки) под уплотнительные кольца хромируют или завальцовывают чугунными противоизносными кольцами. Общий вид поршня, крейцкопфа и шатуна с подшипником приведен на рис. 145.
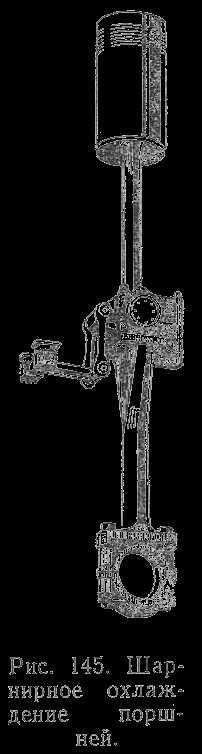
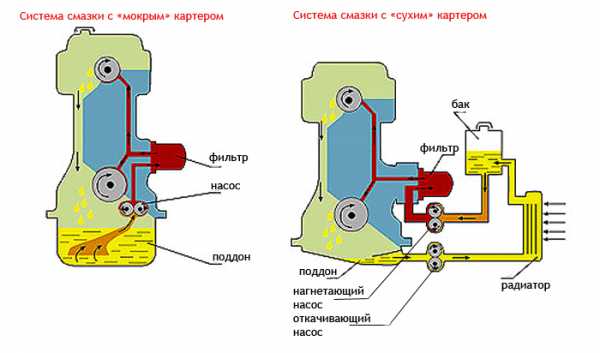
Для достижения нормальных условий работы поршня необходимо обеспечить его охлаждение и прежде всего головки. Наиболее надежным средством снижения температуры головки является искусственное охлаждение. При диаметрах цилиндра в двухтактных двигателях свыше 250 мм, а в четырехтактных свыше 400 мм применяют масляное охлаждение поршня. Охлаждение водой используют редко, так как требуется тщательное герметизирующее устройство, предотвращающее попадание воды в масло картера. Наиболее распространена телескопическая и шарнирная системы подачи охлаждающей жидкости под давлением в закрытую полость поршня.
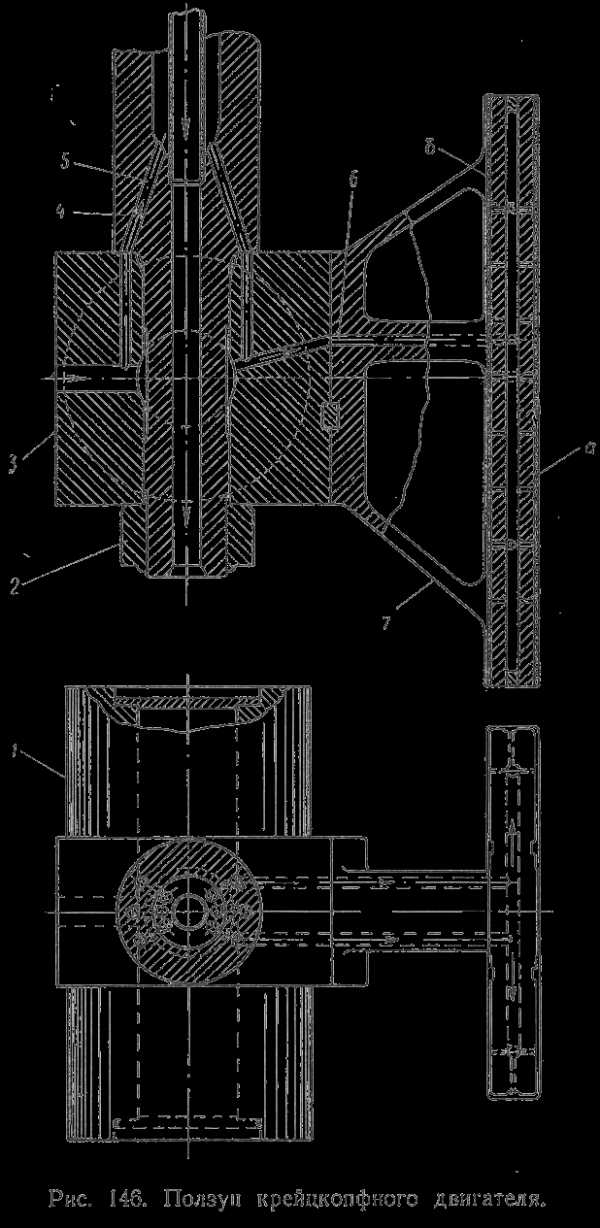
Штоки крейцкопфных двигателей выполняют стальными коваными, круглого сечения, часто пустотелыми. В верхней части они имеют фланцы для крепления с поршнем, а нижней пяткой или хвостовиком 4 (рис. 146) соединяются с поперечиной 7 и фиксируются гайкой 2. В состав крейцкопфа входят: стальной или чугунный ползун, опорные рабочие поверхности а и б которого покрыты тонким слоем антифрикционного сплава. Ползун, скользя по параллели картера, передает последней боковые усилия и таким образом разгружает поршень. Поверхность а передает боковые усилия при работе двигателя на передний ход, поверхность б, значительно меньшая по площади,— на задний ход. Ползун крепят болтами к стальной поперечине 3. Поперечина имеет цапфы 1, которые охватываются головным подшипником шатуна. В двигателях, длительное время работающих на задний ход (буксиры, ледоколы), ползуны выполняют двусторонними. По каналу 5 масло поступает на охлаждение поршня, а по каналу 6 — на смазку рабочих поверхностей ползуна.
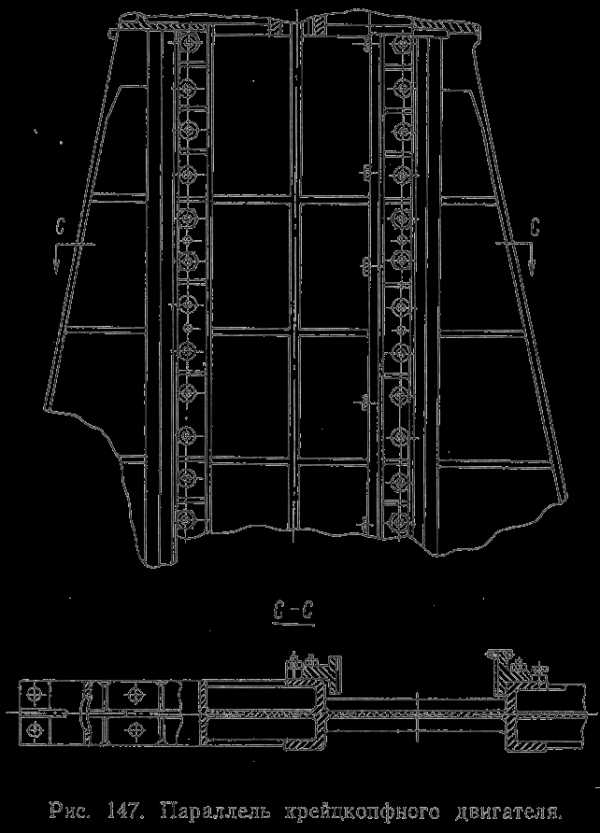
На рис. 147 показана параллель крейцкопфного двигателя.
Поршень двигателя - почти всё о нём.
Поршень двигателя является одной из самых главных деталей и конечно же от материала и качества поршней зависит успешная эксплуатация мотора и его долгий ресурс. В этой статье, больше рассчитанной на новичков, будет описано всё (ну или почти всё), что связано с поршнем, а именно: назначение поршня, его устройство, материалы и технология изготовления поршней и другие нюансы.
Сразу хочу предупредить уважаемых читателей, что если какой то важный нюанс, связанный с поршнями, или с технологией их изготовления, я уже написал более подробно в другой статье, то разумеется мне нет смысла повторяться в этой статье. Я просто напросто буду ставить соответствующую ссылку, перейдя по которой уважаемый читатель при желании сможет перейти на другую более подробную статью и в ней ознакомиться с нужной информацией о поршнях более подробно.
На первый взгляд многим новичкам может показаться, что поршень довольно простая деталь и придумать уже что то более совершенное в его технологии производства, форме и конструкции невозможно. Но на самом деле всё не так просто и не смотря на внешнюю простоту формы, поршни и технологии их изготовления до сих пор совершенствуются, особенно на самых современных (серийных или спортивных) более высоко-оборотистых форсированных двигателях. Но не будем забегать вперёд и начнём от простого к сложному.
Для начала разберём для чего нужен поршень (поршни) в двигателе, как он устроен, какие формы поршней бывают для разных двигателей и далее уже плавно перейдём к технологиям изготовления.
Для чего нужен поршень двигателя.
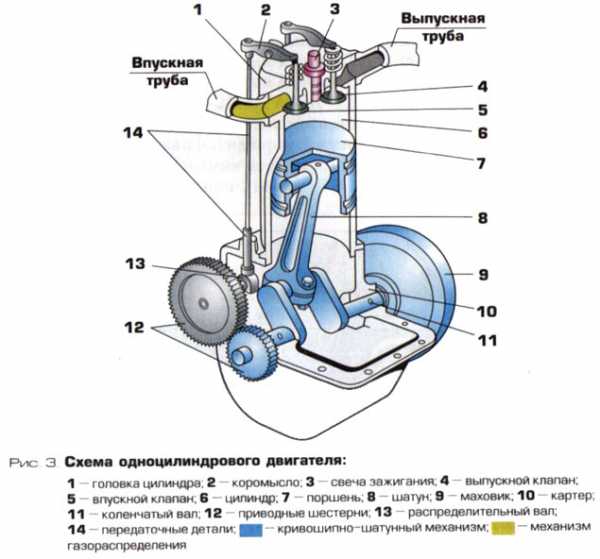
Поршень, за счёт кривошипно-шатунного механизма (коленвала и шатуна — см. рисунок чуть ниже), перемещаясь возвратно-поступательно в цилиндре двигателя, например перемещаясь вверх — для засасывания в цилиндр и сжатия в камере сгорания рабочей смеси, а так же за счёт расширения сгораемых газов перемещаясь в цилиндре вниз, совершает работу, преобразуя тепловую энергию сгораемого топлива в энергию движения, которая способствует (через трансмиссию) вращению ведущих колёс транспортного средства.
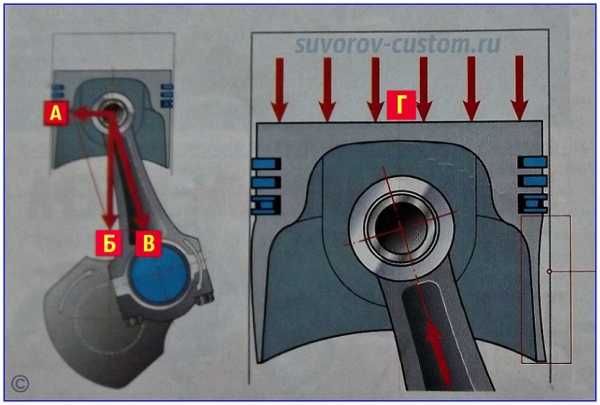
Поршень двигателя и силы действующие на него: А — сила, прижимающая поршень к стенкам цилиндра; Б — сила, перемещающая поршень вниз; В — сила передаваемая усилие от поршня к шатуну и наоборот, Г — сила давления сгораемых газов, перемещающая поршень вниз.
То есть по сути без поршня в одноцилиндровом двигателе, или без поршней в многоцилиндровом двигателе — невозможно движение транспортного средства, на которое установлен двигатель.
Кроме того, как видно из рисунка, на поршень действуют несколько сил, (также на том же рисунке не показаны противоположные силы, давящие на поршень снизу вверх).
И исходя из того, что на поршень давят и довольно сильно несколько сил, у поршня должны быть некоторые важные свойства, а именно:
- способность поршня двигателя противостоять огромному давлению газов, расширяющихся в камере сгорания.
- способность сжать и противостоять большому давлению сжимаемого топлива (особенно на дизелях).
- способность противостоять прорыву газов между стенками цилиндра и своими стенками.
- способность передавать огромное давление на шатун, через поршневой палец, без поломок.
- способность не изнашиваться долгое время от трения о стенки цилиндра.
- способность не заклиниваться в цилиндре от теплового расширения материала, из которого он изготовлен.
- поршень двигателя должен иметь способность противостоять высокой температуре сгорания топлива.
- иметь большую прочность при небольшой массе, чтобы исключить вибрацию и инерционность.
И это далеко не все требования, предъявляемые к поршням, особенно на современных высоко-оборотистых моторах. О полезных свойствах и требованиях современных поршней мы ещё поговорим, а для начала давайте рассмотрим устройство современного поршня.
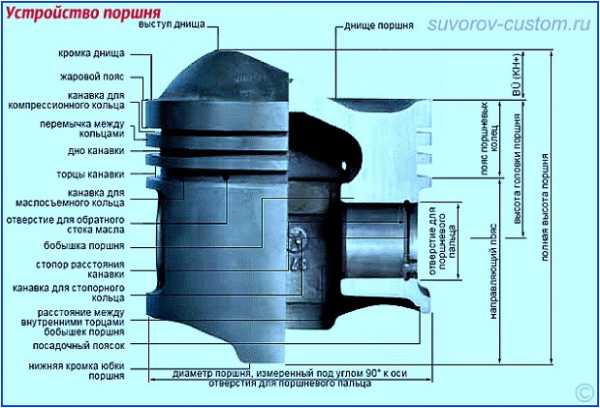
Как видно на рисунке, современный поршень можно разделить на несколько частей, каждая из которых имеет важное значение и свои функции. Но ниже будут описаны основные наиболее важные части поршня двигателя и начнём с наиболее важной и ответственной части — с днища поршня.
Донышко (днище) поршня двигателя.
Это самая верхняя и наиболее нагруженная поверхность поршня, которая обращена непосредственно к камере сгорания двигателя. И нагружено донышко любого поршня не только большой давящей силой от расширяющихся с огромной скоростью газов, но и высокой температурой сгорания рабочей смеси.
Кроме того, донышко поршня своим профилем определяет нижнюю поверхность самой камеры сгорания и также определяет такой важный параметр, как степень сжатия. Кстати, зависеть форма донышка поршня может от некоторых параметров, например от расположения в камере сгорания свечей, или форсунок, от расположения и величины открытия клапанов, от диаметра тарелок клапанов — на фото слева хорошо видны выемки для тарелок клапанов в донышке поршня, которые исключают встречу клапанов с донышком.
Так же форма и размеры донышка поршня зависят от объёма и формы камеры сгорания двигателя, или от особенностей подачи в нее топливно-воздушной смеси — например на некоторых старых двухтактных двигателях на донышке поршня делали характерный выступ-гребень, играющий роль отражателя и направляющий поток продуктов горения при продувке. Этот выступ показан на рисунке 2 (выступ на донышке также виден на рисунке выше, где показано устройство поршня). Кстати, на рисунке 2 так же показан рабочий процесс древнего двухтактного двигателя и то, как влияет выступ на донышке поршня на наполнение рабочей смесью и на выпуск отработанных газов (то есть на улучшение продувки).
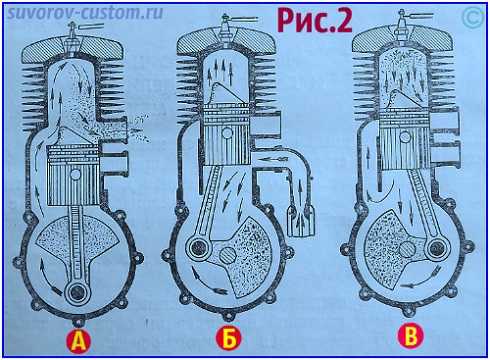
Двухтактный двигатель мотоцикла — рабочий процесс
Но на некоторых двигателях (например на некоторых дизелях) на донышке поршня в центре наоборот имеется круглая выемка, благодаря которой увеличивается объем камеры сгорания и соответственно уменьшается степень сжатия.
Но, поскольку выемка небольшого диаметра в центре донышка является не желательной для благоприятного наполнения рабочей смесью (появляются нежелательные завихрения), то на многих двигателях на донышках поршней в центре перестали делать выемки.
А для уменьшения объема камеры сгорания приходится делать так называемые вытеснители, то есть изготавливать донышко с определенным объёмом материала, который располагают немного выше основной плоскости донышка поршня.
Ну и ещё один важный показатель — это толщина донышка поршня. Чем она толще, тем прочнее поршень и тем большую тепловую и силовую нагрузку он сможет выдержать довольно долго. А чем тоньше толщина донышка поршня, тем бóльшая вероятность прогара, или физического разрушения донышка.
Но с увеличением толщины донышка поршня, соответственно увеличивается и масса поршня, что для форсированных высоко-оборотистых моторов очень нежелательно. И поэтому конструкторы идут на компромисс, то есть «ловят» золотую середину между прочностью и массой, ну и конечно же постоянно стараются усовершенствовать технологии производства поршней для современных моторов (о технологиях позже).
Жаровой пояс поршня.
Как видно на рисунке выше, где показано устройство поршня двигателя, жаровым поясом считается расстояние от донышка поршня до его самого верхнего компрессионного кольца. Следует учесть, что чем меньше расстояние от донышка поршня до верхнего кольца, то есть чем тоньше жаровой пояс, тем более высокую тепловую напряжённость будут испытывать нижние элементы поршня, и тем быстрее они будут изнашиваться.
Поэтому для высоко напряжённых форсированных двигателей желательно делать жаровой пояс потолще, однако это делают не всегда, так как это тоже может увеличить высоту и массу поршня, что для форсированных и высоко-оборотистых двигателей нежелательно. Тут так же как и с толщиной донышка поршня, важно найти золотую середину.
Уплотняющий участок поршня.
Этот участок начинается от нижней части жарового пояса до того места, где заканчивается канавка самого нижнего поршневого кольца. На уплотняющем участке поршня расположены канавки поршневых колец и вставлены сами кольца (компрессионные и масло-съёмные).
Канавки колец не только удерживают поршневые кольца на месте, но ещё и обеспечивают их подвижность (благодаря определённым зазорам между кольцами и канавками), что позволяет поршневым кольцам свободно сжиматься и разжиматься за счёт своей упругости (что очень важно если цилиндр изношен и имеет форму бочки). Это также способствует прижиму поршневых колец к стенкам цилиндра, что исключает прорыв газов и способствует хорошей компрессии, даже если цилиндр немного изношен.
Как видно на рисунке с устройством поршня, в канавке (канавках), предназначенной для маслосъёмного кольца имеются отверстия для обратного стока моторного масла, которое масло-съёмное кольцо (или кольца) снимает со стенок цилиндра, при движении поршня в цилиндре.
Кроме основной функции (не допустить прорыва газов) уплотняющего участка, у него есть ещё одно важное свойство — это отвод (точнее распределение) части тепла от поршня на цилиндр и весь двигатель. Разумеется для эффективного распределения (отвода) тепла и для предотвращения прорыва газов важно, что бы поршневые кольца довольно плотно прилегали к своим канавкам, но особенно к поверхности стенки цилиндра.
Головка поршня двигателя.
Головка поршня представляет из себя общий участок, который включает в себя уже описанные мной выше донышко поршня и его и уплотняющий участок. Чем больше и мощнее головка поршня, тем выше его прочность, лучше отвод тепла и соответственно больше ресурс, но и масса тоже больше, что как было сказано выше, нежелательно для высоко-оборотистых моторов. А снизить массу, без уменьшения ресурса, можно если увеличить прочность поршня путём усовершенствования технологии изготовления, но об этом я подробнее напишу позже.
Кстати, чуть не забыл сказать, что в некоторых конструкциях современных поршней, изготавливаемых из алюминиевых сплавов, в головке поршня делают нирезистовую вставку, то есть в головку поршня заливают ободок из нирезиста (специального прочного и стойкого к коррозии чугуна).
В этом ободке прорезают канавку для самого верхнего и наиболее нагруженного компрессионного поршневого кольца. И хотя благодаря вставке немного увеличивается масса поршня, зато существенно увеличивается его прочность и износостойкость (к примеру нирезистовую вставку имеют наши отечественные Тутаевские поршни, изготовленные на ТМЗ).
Компрессионная высота поршня.
Компрессионная высота — это расстояние в миллиметрах, которое отсчитывается от донышка поршня до оси поршневого пальца (или наоборот). У разных поршней компрессионная высота разная и разумеется чем больше расстояние от оси пальца до донышка, тем она больше, а чем она больше, тем лучше компрессия и меньшая вероятность прорыва газов, но и больше сила трения и нагрев поршня.
На старых тихоходных и мало-оборотистых моторах компрессионная высота поршня была больше, а на современных более высоко-оборотистых двигателях стала меньше. Здесь тоже важно найти золотую середину, которая зависит от форсировки мотора (чем выше обороты, тем меньше должно быть трение и меньшая компрессионная высота).
Юбка поршня двигателя.
Юбкой называют нижнюю часть поршня (её ещё называют направляющей частью). Юбка включает в себя бобышки поршня с отверстиями, в которые вставляется поршневой палец. Внешняя поверхность юбки поршня является направляющей (опорной) поверхностью поршня и эта поверхность также как и поршневые кольца трётся о стенки цилиндра.
Примерно в средней части юбки поршня имеются приливы, в которых имеются отверстия для поршневого пальца. А так как вес материала поршня у приливов тяжелее, чем в других местах юбки, то деформации от воздействия температуры в плоскости бобышек будут больше, чем в других частях поршня.
Поэтому для снижения температурных воздействий (и напряжений) на поршне с двух сторон с поверхности юбки снимают часть материала, примерно на глубину 0,5-1,5 мм и получаются небольшие углубления. Эти углубления, называемые холодильниками, не только способствуют устранению температурных воздействий и деформаций, но ещё и препятствуют образованию задиров, а так же улучшают смазку поршня при движении его в цилиндре.
Следует так же отметить, что юбка поршня имеет форму конуса (в верху у донышка уже, внизу шире), а в плоскости, перпендикулярной оси поршневого пальца имеет форму овала. Эти отклонения от идеальной цилиндрической формы минимальные, то есть имеют всего несколько соток мм (эти величины разные — чем больше диаметр, тем больше отклонения).
Конус нужен для того, что бы поршень расширялся от нагрева равномерно, ведь в верху температура поршня выше, а зн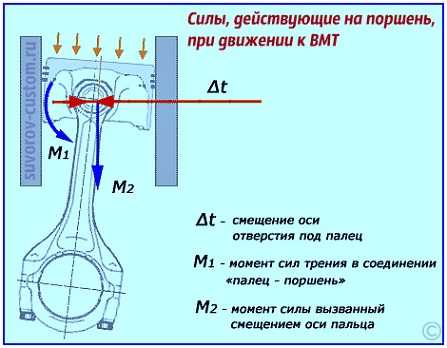 ачит и тепловое расширение больше. А раз у донышка диаметр поршня чуть меньше, чем внизу, то при расширении от нагрева поршень примет форму, близкую к идеальному цилиндру.
ачит и тепловое расширение больше. А раз у донышка диаметр поршня чуть меньше, чем внизу, то при расширении от нагрева поршень примет форму, близкую к идеальному цилиндру.
Ну а овал предназначен для компенсации быстрого износа на стенках юбки, которые стираются быстрее там где трение выше, а выше оно в плоскости движения шатуна.
Благодаря юбке поршня (точнее её боковой поверхности) обеспечивается нужное и правильное положение оси поршня к оси цилиндра мотора. С помощью боковой поверхности юбки, к цилиндру двигателя передаются поперечные усилия от действия боковой силы А (см. самый верхний рисунок в тексте, а так же рисунок справа) которая периодически воздействует на поршни и цилиндры, при перекладке поршней во время вращения коленвала (кривошипно-шатунного механизма).
 Также благодаря боковой поверхности юбки осуществляется отвод тепла от поршня к цилиндру (так же как и от поршневых колец). Чем больше боковая поверхность юбки, тем лучше идёт отвод тепла, меньше утечка газов, меньше стук поршня при некотором износе втулки верхней головки шатуна (или при неточной обработке втулки — см. рисунок слева), впрочем как и при трёх компрессионных кольцах, а не двух (об этом я подробнее написал вот тут).
Также благодаря боковой поверхности юбки осуществляется отвод тепла от поршня к цилиндру (так же как и от поршневых колец). Чем больше боковая поверхность юбки, тем лучше идёт отвод тепла, меньше утечка газов, меньше стук поршня при некотором износе втулки верхней головки шатуна (или при неточной обработке втулки — см. рисунок слева), впрочем как и при трёх компрессионных кольцах, а не двух (об этом я подробнее написал вот тут).
Но при слишком длинной юбке поршня больше его масса, больше трения возникает о стенки цилиндров (на современных поршнях для уменьшения трения и износа стали наносить антифрикционное покрытие на юбку), а лишняя масса и трение очень нежелательны в высоко-оборотистых форсированных современных (или спортивных) моторах и поэтому на таких двигателях юбку постепенно стали делать очень короткой (так называемая миниюбка) и постепенно почти от неё избавились — так и появился Т-образный поршень, показанный на фото справа.
Но и у Т-образных поршней есть недостатки, например у них опять же могут быть проблемы с трением о стенки цилиндра, из-за недостаточной смазываемой поверхности очень короткой юбки (причём на малых оборотах).
Более подробно об этих проблемах, а так же в каких случаях Т-образные поршни с мини юбкой нужны в некоторых двигателях, а в каких нет, я написал отдельную подробную статью вот здесь. Там же написано об эволюции формы поршня двигателя — советую почитать. Ну а мы думаю уже разобрались с устройством поршней и плавно переходим к технологиям изготовления поршней, чтобы понять какие поршни, изготовленные разными способами лучше, а какие хуже (менее прочные).
Поршни для двигателей — материалы изготовления.
При выборе материала для изготовления поршней предъявляют строгие требования, а именно:
- материал поршня должен иметь отличные антифрикционные (антизадирные) свойства.
- материал поршня двигателя должен иметь довольно высокую механическую прочность.
- материал поршня должен иметь малую плотность и хорошую теплопроводность.
- материал поршня должен быть стоек к коррозии.
- материал поршня должен иметь малый коэффициент линейного расширения и быть по возможности близок или равен коэффициенту расширения материала стенок цилиндра.
Чугун.
Раньше, на заре двигателестроения, ещё со времён самых первых автомобилей, мотоциклов и самолётов (аэропланов), для материала поршней применяли серый чугун (кстати для поршней компрессоров тоже). Конечно же, как и у любого материала, у чугуна имеются как достоинства, так и недостатки.
Из достоинств следует отметить хорошую износостойкость и достаточную прочность. Но наиболее важное достоинство чугунных поршней, устанавливаемых в двигатели с чугунными блоками (или гильзами) — это такой же коэффициент теплового расширения, как и чугунного цилиндра двигателя. А значит тепловые зазоры можно сделать минимальными, то есть гораздо меньше, чем у алюминиевого поршня, работающего в чугунном цилиндре. Это позволяло существенно увеличить компрессию и ресурс поршневой группы.
Ещё один существенный плюс чугунных поршней — это небольшое (всего 10 %) снижение механической прочности при нагреве поршня. У алюминиевого поршня снижение механической прочности при нагреве ощутимо больше, но об этом ниже.
Но с появлением более оборотистых двигателей, при использовании чугунных поршней, на больших оборотах стал выявляться их главный недостаток — довольно большая масса, по сравнению с алюминиевыми поршнями. И постепенно перешли к изготовлению поршней из алюминиевых сплавов, даже в двигателях с чугунным блоком, или гильзой, хоть и пришлось делать алюминиевые поршни с гораздо бóльшими тепловыми зазорами, чтобы исключить клин алюминиевого поршня в чугунном цилиндре.
Кстати, раньше на поршнях некоторых двигателей делали косой разрез юбки, который обеспечивал пружинящие свойства юбки алюминиевого поршня и исключал его заклинивание в чугунном цилиндре — пример такого поршня можно увидеть на двигателе мотоцикла ИЖ-49).
А с появлением современных цилиндров, или блоков цилиндров, полностью выполненных из алюминия, в которых уже нет чугунных гильз (то есть покрытых никасилем или керонайтом) появилась возможность изготавливать алюминиевые поршни тоже с минимальными тепловыми зазорами, ведь тепловое расширение легкосплавного цилиндра стало практически таким же, как и у легкосплавного поршня.
Алюминиевые сплавы. Практически все современные поршни на серийных двигателях сейчас изготавливают из алюминиевых сплавов (кроме пластиковых поршней на дешёвых китайских компрессорах).
У поршней, выполненных из алюминиевых сплавов тоже имеются как достоинства, так и недостатки. Из основных достоинств следует отметить небольшой вес легкосплавного поршня, что очень важно для современных высокооборотистых двигателей. Вес алюминиевого поршня конечно же зависит от состава сплава и от технологии изготовления поршня, ведь кованный поршень весит значительно меньше, чем выполненный из того же сплава методом литья, но о технологиях я напишу чуть позже.
Ещё одно достоинство легкосплавных поршней, о которой мало кто знает — это довольно высокая теплопроводность, которая примерно в 3-4 раза выше, чем теплопроводность серого чугуна. Но почему достоинство, ведь при высокой теплопроводности и тепловое расширение довольно не малое и придётся и придётся и тепловые зазоры делать больше, если конечно цилиндр чугунный (но с современными алюминиевыми цилиндрами это стало не нужно).
А дело в том, что высокая теплопроводность не позволяет нагреваться донышку поршня более чем 250 °C, а это способствует гораздо лучшему наполнению цилиндров двигателей и конечно же позволяет ещё более повысить степень сжатия в бензиновых моторах и тем самым поднять их мощность.
Кстати, чтобы как то усилить отлитые из лёгкого сплава поршни, в их конструкцию инженеры добавляют различные усиливающие элементы — например делают стенки и донышко поршня толще, а бобышки под поршневой палец отливают более массивными. Ну или делают вставки из того же чугуна, я об этом уже писал выше. И конечно же все эти усиления увеличивают массу поршня, и в итоге получается, что более древний и прочный поршень, изготовленный из чугуна, проигрывает в весе легкосплавному поршню совсем чуть чуть, где то процентов на 10 — 15.
И тут любому напрашивается вопрос, а стоит ли овчинка выделки? Стóит, ведь у алюминиевых сплавов есть ещё одно отличное свойство — они раза в три лучше отводят тепло, чем тот же чугун. И это важное свойство незаменимо в современных высоко-оборотистых (форсированных и горячих) двигателях, у которых довольно высокая степень сжатия.
К тому же современные технологии производства кованных поршней (о них чуть позже) существенно повышают прочность и уменьшают вес деталей и уже не требуется усиление таких поршней различными вставками, или более массивными отливками.
К недостаткам поршней, выполненных из алюминиевых сплавов относятся такие как: довольно большой коэффициент линейного расширения алюминиевых сплавов, у которых оно составляет примерно в два раза больше, чем у поршней выполненных из чугуна.
Ещё одним существенным недостатком алюминиевых поршней является довольно большое снижение механической прочности, при повышении температуры поршня. К примеру: если легкосплавный поршень нагреть до трёхсот градусов, то это приведёт к снижению его прочности аж в два раза (примерно на 55 — 50 процентов). А у чугунного поршня при его нагреве прочность снижается ощутимо меньше — всего на 10 — 15%. Хотя современные поршни, выполненные из алюминиевых сплавов методом поковки, а не с помощью литья, при нагреве теряют прочность гораздо меньше.
На многих современных алюминиевых поршнях снижение механической прочности и слишком большое тепловое расширение устраняется более совершенными технологиями производства, которые заменили традиционное литьё (об этом ниже), а так же специальными компенсационными вставками (например упомянутые мной выше — вставки из нирезиста), которые не только увеличивают прочность, но и значительно уменьшают тепловое расширение стенок юбки поршня.
Поршень двигателя — технологии изготовления.
Ни для кого не секрет, что со временем, чтобы увеличить мощность двигателей, постепенно начали повышать степень сжатия и обороты моторов. А чтобы поднять мощность без особого ущерба для ресурса поршней, постепенно совершенствовались технологии их изготовления. Но начнём всё по порядку — с обычных литых поршней.
Поршни изготовленные методом обычного литья.
Эта технология самая простая и древняя, она применяется с самого начала истории авто и двигателестроения, ещё со времён пе рвых чугунных поршней.
рвых чугунных поршней.
Технология производства поршней для самых современных двигателей обычным литьём уже почти не применяется. Ведь на выходе получается продукт имеющий изъяны (поры и т.д.) значительно снижающие прочность детали. Да и технология обычного литья в форму (кокиль) довольно древняя, она позаимствована ещё у наших древних предков, которые много веков назад отливали бронзовые топоры.
И залитый в кокиль сплав алюминия повторяет форму кокиля (матрицы), а потом деталь ещё нужно обработать термически и на станках, снимая лишний материал, что отнимает не мало времени (даже на станках с ЧПУ).
Литьё под давлением.
У поршня, изготовленного методом простого литья прочность не высока, из-за пористости детали и постепенно многие фирмы от этого способа отошли и начали отливать поршни под давлением, что значительно улучшило прочность, так как пористость почти отсутствует.
Технология литья под давлением, существенно отличается от технологии обычного литья топоров бронзового века и конечно же на выходе получается более аккуратная и прочная деталь, имеющая несколько лучшую структуру. Кстати, литьём алюминиевых сплавов под давлением в форму (ещё эту технологию называют жидкой штамповкой) отливают не только поршни, но и рамы некоторых современных мотоциклов и автомобилей.
Но всё же и эта технология не идеальна и если даже вы возьмёте в руки отлитый под давлением поршень и рассмотрев его, ничего не обнаружите на его поверхности, но это не значит, что и внутри всё идеально. Ведь в процессе литья, даже под давлением, не исключено появления внутренних пустот и каверн (мельчайших пузырьков), уменьшающих прочность детали.
Но всё же литьё поршней под давлением (жидкая штамповка) существенно лучше обычного литья и эта технология до сих пор применяется на многих заводах при изготовлении поршней, рам, деталей ходовой и других деталей автомобилей и мотоциклов. А кому интересно более подробно почитать о том, как делают жидко-штампованные поршни и о их преимуществах, то читаем о них вот здесь.
Кованные поршни автомобиля (мотоцикла).

Кованые поршни для отечественных автомобилей.
Эта наиболее прогрессивная на данный момент технология производства современных легкосплавных поршней, которые имеют множество преимуществ перед литыми и которые устанавливают на самые современные высоко-оборотистые моторы, с высокой степенью сжатия. У кованных поршней, изготовленных авторитетными фирмами, практически нет недостатков.
Но мне нет смысла писать о кованных поршнях подробно в этой статье, так как я написал о них две очень подробные статьи, которые каждый желающий сможет почитать, кликнув на ссылки ниже.
Кованные поршни 1
Кованные поршни 2
Вот вроде бы и всё, если что нибудь вспомню ещё о такой важной детали, как поршень двигателя, то обязательно допишу, успехов всем.
Поршневая группа
Категория:
Устройство автомобиля
Поршневая группа
Поршень. Давление газов во время рабочего хода воспринимает поршень и передает его через палец и шатун коленчатому валу. В цилиндре поршень движется неравномерно; в крайних положениях (в в. м. т. и в н. м. т.) его скорость равна нулю, а около середины хода она достигает максимального значения. В результате этого возникают большие силы инерции, на величину которых влияет масса поршня и угловая скорость коленчатого вала. Кроме механических нагрузок, поршень подвергается действию высоких температур в период сгорания топлива и расширения образовавшихся газов. Он нагревается также вследствие трения его боковой поверхности о стенки цилиндра.
На автомобильных двигателях чаще устанавливают поршни, изготовленные из алюминиевого сплава, так как они достаточно прочные, легкие, имеют высокую теплопроводность и хорошие антифрикционные свойства. Для повышения прочности, надежности и сохранения постоянства размеров и формы поршни из алюминиевого сплава подвергают термической обработке — старению.
Поршень состоит из трех основных частей: днища, головки и юбки. На внешней поверхности головки поршня и юбке проточены канавки для установки компрессионных колец и маслосъемных колец. Верхнюю часть поршня называют уплотнительным поясом, так как размещенные здесь поршневые кольца предотвращают прорыв газов через зазоры между поршнем и цилиндром. Число колец, устанавливаемых на поршне, зависит от типа двигателя и частоты вращения коленчатого вала. По окружности канавок, в которых размещены маслосъемные кольца, просверлены сквозные отверстия для отвода масла в картер двигателя. Юбка является направляющей поршня при движении его в цилиндре и передает боковую силу от шатуна стенкам цилиндра. На внутренней стороне юбки имеется два массивных прилива, называемых бобышками. Они соединяются ребрами с днищем, увеличивая прочность поршня. В бобышках сделаны отверстия для установки пальца и проточены кольцевые канавки для стопорных колец. В карбюраторных двигателях применяют поршни с плоским днищем, получившие широкое распространение из-за простоты изготовления и меньшего нагрева при работе.
Для увеличения прочности и улучшения отвода тепла днище поршня дизеля изготовляют массивным и усиливают ребрами с внутренней стороны. Обычно поршни дизелей имеют фигурные днища. Это улучшает процесс смесеобразования и позволяет придать камере сгорания необходимую форму.
При нагреве поршень расширяется больше, чем цилиндр, охлаждаемый жидкостью, поэтому возникает опасность заклинивания поршня. Чтобы избежать этого и обеспечить нормальную работу двигателя, диаметр поршня должен быть меньше диаметра цилиндра, т. е. между поршнем и цилиндром необходим диаметральный зазор. Применяют поршни, у которых диаметр юбки больше диаметра головки, т. е. поршень имеет форму усеченного конуса. Юбку делают разрезной, что повышает упругость (устраняет опасность заклинивания), придают ей овальную форму (большая ось овала должна быть перпендикулярна оси поршневого пальца) и т. д.
Поршни имеют разрезную юбку овального сечения (двигатели автомобилей ГАЗ-24 «Волга», ГАЗ-бЗА и др.). Во время работы двигателя поршень нагревается и юбка несколько деформируется в направлении оси поршневого пальца. Форма юбки приближается к цилиндрической, и зазор между поршнем и цилиндром становится минимальным. Вырезы на юбке уменьшают массу поршня. Поршни двигателя автомобиля ЗИЛ-130 имеют поперечные прорези под головкой; на юбке поршня выполнен Т-образный разрез. Иногда применяют поршни с усиленной юбкой — без вертикального разреза.
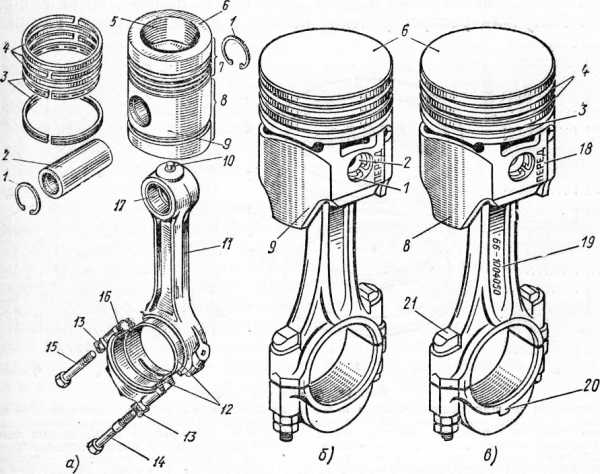
Рис. 1. Щатунно-поршневая группа: а — дизелей ЯМЗ; бив — двигателей автомобилей ГАЭ-53А, где даны поршни в сборе с шатуном, устанавливаемые соответственно в первый, второй, третий и четвертый цилиндры левого блока и в пятый, шестой седьмой и восьмой цилиндры правого блока; 1 — стопорное кольцо; 2 — поршневой палец; 3 — маслосъемные кольца; 4 — компрессионные кольца; 5 — камера сгорания в днище поршня; 6 — днище поршня; 7 — головка поршня; 8 — юбка; 9 — поршень; 10 — распылитель масла (форсунка); 11 — шатун; 12 — вкладыши; 13 — замковая шайба; 14 — длинный бмт; 15 — короткий болт; 16 — крышка шатуна; 17 — втулка в головке шатуна; 18 — надпись на поршне; 19 — номер на шатуне; 20 — метка на крышке шатуна; 21 — шатунный болт
Если на юбках поршней имеются разрезы, то их устанавливают в двигателе так, чтобы боковое давление при рабочем ходе испытывала та часть поршня, где нет разреза. При переходе поршня через в. м. т. он перемещается от одной стенки цилиндра к другой, что сопровождается стуками. Чтобы устранить эти стуки, ось отверстия под палец смещают в сторону (на 1,5— 2,0 мм) максимального бокового давления. Для улучшения приработки поршней к цилиндрам и устранения возможных задиров поршни покрывают тонким слоем олова. Юбки поршней дизелей ЯМЗ и автомобилей КамАЗ-5320 не имеют разреза, но они также выполнены в виде конуса овального сечения. Диаметр поршней дизелей ЯМЗ-236 и ЯМЗ-238 равен 130 мм, дизеля автомобиля КамАЗ-5320 равен 120 мм и двигателя автомобиля ЗИЛ-130 равен 100 мм. Для правильной установки в цилиндры и точного соединения с шатунами на поршнях и шатунах есть соответствующие метки.
Поршневые кольца. Надеваемые на поршень поршневые кольца создают плотное, подвижное соединение между поршнем и цилиндром. Кольца бывают компрессионные и маслосъемные; первые обеспечивают необходимую компрессию (сжатие) благодаря уменьшению количества газов, прорывающихся из камеры сгорания в картер, и отводят тепло от головки поршня к стенкам цилиндра; вторые — препятствуют проникновению масла из картера в камеру сгорания.
Кольца изготовляют из специального легированного чугуна или стали. Разрез кольца, называемый замком, может быть прямой, косой или ступенчатый. Получили распространение кольца с прямым замком, как наиболее простым и дешевым в изготовлении. В свободном состоянии диаметр поршневого кольца больше внутреннего диаметра цилиндра. Поэтому кольцо, поставленное в канавку поршня и введенное в сжатом состоянии в цилиндр, разжимаясь, плотно прилегает к внутренней поверхности цилиндра. Зазор в замке кольца позволяет ему расширяться при нагревании.
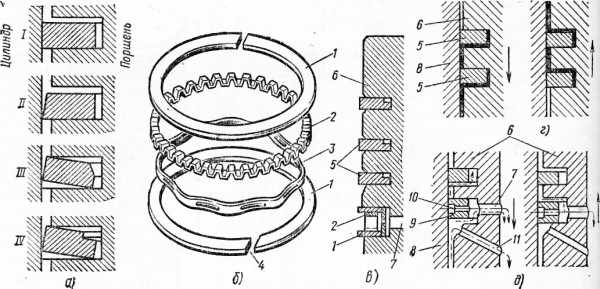
Рис. 28. Поршневые кольца: а — поперечные сечения компрессионных колец и их положения в рабочем состоянии; б — составное маслосъемное кольцо; в — головка поршня двигателя автомобиля ЗИЛ-130 с поршневыми кольцами; г — схема насосного действия компрессионных колец; д — схема работы маслосъемных колец; I — кольцо прямоугольного сечения; II — кольцо с конической наружной поверхностью; III — кольцо с фаской на внутренней стороне; IV — кольцо с выточкой на внутренней стороне; 1 — дискообразные кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — замок кольца; 5 — компрессионные кольца; 6 — поршень; 7 — отверстие в канавке маслосъемного кольца; 8 — цилиндр; 9 — маслосъемное кольцо; 10 — прорези в кольце; 11 — отверстие в поршне; сплошными стрелками показано направление движения поршня, а штриховыми — масла
Различные поперечные сечения компрессионных колец приведены на рис. 2, а. Кольцо с конической наружной поверхностью (схема II) соприкасается с цилиндром не всей боковой поверхностью, а лишь небольшой кромкой и оказывает на стенки цилиндра значительное давление. Такое кольцо скорее прирабатывается к цилиндру, лучше уплотняет соединение поршень — цилиндр. Особенностью колец с фаской (схема III) или выточкой (схема IV) является то обстоятельство, что надетые на поршень и введенные в цилиндр они скручиваются к центру. Такие кольца прилегают к зеркалу цилиндра острой кромкой и работают так же, как и конические, но обеспечивают большую герметичность подвижного соединения в результате лучшего контакта с торцовыми поверхностями поршневой канавки. Поршневые кольца с фасками и выточками ставят на поршень так, чтобы фаски или выточки были направлены вверх, в сторону головки блока.
Первое компрессионное кольцо работает в условиях высокой температуры, больших давлений и изнашивается быстрее других. Для повышения износостойкости первого компрессионного кольца его наружную цилиндрическую поверхность подвергают пористому хромированию. Собирающееся в порах хрома масло несколько улучшает условия работы кольца. Со временем заводы предполагают отказаться от хромирования колец и перейти к напыливанию их наружной поверхности молибденом. При хромировании верхнего кольца увеличивается долговечность остальных поршневых колец, которые покрывают слоем олова для лучшей приработки их к цилиндрам. Два верхних (двигатель автомобиля ЗИЛ-130) компрессионных кольца хромированы. Первое компрессионное кольцо дизеля автомобиля КамАЭ-5320 хромировано и установлено в чугунное кольцо, залитое в поршень из алюминиевого сплава, а второе покрыто слоем молибдена.
Проникновение масла в камеру сгорания очень нежелательно, так как приводит к интенсивному нагарообразованию и ухудшению работы двигателя. Масло в камеру сгорания может проникать в результате разности давлений в картере и цилиндре при такте впуска и вследствие насосного действия поршневых колец. При движении поршня (рис. 2, г) вниз кольца прижимаются к верхним кромкам канавок и масло заполняет зазор между нижними торцами колец и канавками. Когда поршень движется вверх, кольца прижимаются к нижним кромкам канавок и масло выдавливается вверх.
Маслосъемные кольца (обычно не более двух) устанавливают на поршне ниже компрессионных колец; по конструкции они отличаются от компрессионных колец тем, что на их наружной поверхности имеются кольцевые канавки и сквозные прорези или отверстия для прохода масла. На поршнях применяют и составные (рис. 2, б) маслосъемные кольца (ГАЗ-24 «Волга», ГАЗ-53А, ЗИЛ-130 и др.). Такое кольцо состоит из двух плоских стальных дискообразных колец и двух расширителей: осевого, разжимающего кольца, и радиального, прижимающего дискообразные кольца к зеркалу цилиндра. Составное кольцо оказывает большое давление на стенки цилиндра и лучше очищает его от излишков масла. Устанавливая на поршень поршневые кольца, необходимо следить за тем, чтобы замки соседних колец были смещены на некоторый угол (90—180°) один относительно другого, а не расположены на одной прямой.
Поршневые пальцы. Поршень с верхней головкой шатуна соединяет поршневой палец. Он должен быть прочным, легким и износостойким, так как во время работы подвергается трению и большим механическим нагрузкам, переменным по величине и направлению. Пальцы изготовляют из высококачественной стали в виде пустотелых трубок. Для повышения надежности наружную поверхность пальца цементируют или закаливают, а затем шлифуют и полируют. В бобышках поршня палец укреплен стопорными кольцами, удерживающими его от осевого смещения. Такой палец называют плавающим, так как он при работе двигателя может повертываться в верхней головке шатуна и бобышках поршня. Плавающие поршневые пальцы равномернее изнашиваются и поэтому долговечнее.
У работающего двигателя поршень из алюминиевого сплава расширяется больше, чем стальной палец, поэтому возможен его стук в бобышках поршня. Для устранения этого явления поршень перед сборкой с шатуном нагревают до 70—80 °С, а затем в поршень и шатун вставляют палец. Когда поршень остынет, палец в бобышках окажется закрепленным неподвижно, а верхняя головка шатуна будет иметь угловое смещение относительно неподвижного пальца. При работе двигателя поршень нагревается и палец получает возможность повертываться вокруг своей оси. Применяют пальцы, запрессованные в верхние головки шатунов (двигатели автомобилей «Жигули»). Такие пальцы могут повертываться только в бобышках поршня.
—
Поршневая группа любого двигателя состоит из поршня, поршневых колец, поршневого пальца. В зависимости от особенностей конструкции она включает дополнительно детали фиксации пальца от осевых перемещений и детали системы охлаждения поршня.
Поршень
Поршень — важнейшая и одна из наиболее напряженных деталей двигателя. Он является одной из деталей, образующих камеру сгорания двигателя, обеспечивает ее герметичность, передает силу давления газов шатуну; в двухтактных двигателях поршень выполняет также функции распределительного устройства, управляя открытием впускных и выпускных окон в цилиндре.
Поршень имеет головку с днищем, юбку, канавки для поршневых колец и бобышки для установки поршневого пальца. На поршень действуют высокие механические (давление газов, силы инерции) и тепловые нагрузки. Боковая поверхность поршня подвержена износу при движении по поверхности цилиндра. В результате трения поршневых колец и боковой поверхности о стенку цилиндра поршень нагревается дополнительно. Ввиду высоких температур поверхности днища поршня понижаются допустимые напряжения его материала, что может в исключительных случаях привести к образованию трещин. Перегрев зоны расположения поршневых колец нарушает их нормальную работу и ведет к увеличению расхода топлива, масла и износа канавок, а также другим неприятным последствиям.
Поршень устанавливают в цилиндре двигателя с зазором, однако перегрев поршня может вызвать задиры на боковой поверхности и даже заклинивание поршня в цилиндре. Для уменьшения сил инерции, возникающих вследствие возвратно-посту-пательного движения поршня, его масса должна быть по возможности меньше, что достигается в первую очередь применением алюминиевых сплавов для изготовления поршней. Однако в форсированных по величине среднего эффективного давления двигателях, когда прочность алюминиевых сплавов оказывается недостаточной, применяют чугунные, стальные и часто составные конструкции поршней.
По конструкции поршни значительно различаются в зависимости от типа и назначения двигателя, на котором они применяются. Поршни двигателей с принудительным воспламенением, в частности карбюраторных, отличаются минимальной толщиной стенок, что при использовании в качестве материалов исключительно легких сплавов обеспечивает легкость конструкции. Поршни таких двигателей имеют, как правило, плоское днище.
Для уменьшения зазора между поршнем и цилиндром и устранения при этом опасности заклинивания юбку поршней карбюраторных двигателей часто делают разрезной. Она имеет в поперечном сечении овальную форму, большая ось перпендикулярна оси поршневого пальца, установленного в бобышках 3. При работе двигателя поршень, нагреваясь, расширяется так, что форма юбки приближается к цилиндрической.
Поршни автомобильных и тракторных дизелей более массивны, что связано с большими механическими и тепловыми нагрузками, действующими в дизелях. Форма днища может быть различной и зависит от принятого типа камеры сгорания.
На рис. 1, б показан поршень автомобильного дизеля с полуразделенной камерой (штриховой прямой показан применяемый вариант камеры). Юбки поршней дизелей выполняют также овальной формы и часто профилируют по высоте. В отличие от поршней карбюраторных двигателей поршни дизелей не имеют разрезов.
Рис. 1. Поршни: а — автомобильного двигателя с принудительным воспламенением; б — автомобильного дизеля с полураздельной камерой; в — четырехтактного тепловозного дизеля; г — судового дизеля с клапанно-щелевой схемой газообмена; д— охлаждаемый с подводом жидкости при помощи телескопического механизма; 1 — днище; 2 — юбка; 3 — бобышка; 4 — вставка; 5 — корпус; 6 — головка; 7 — канал; 8 — трубка; 9 — шпилька; 10 — кольцевой паз для выемки поршня; 11 — телескопический механизм
Для снижения температур головки поршня и зоны первого компрессионного кольца внутренняя поверхность днища может охлаждаться струей масла, направляемой снизу через шатун или, что более эффективно, через специальную неподвижную форсунку, установленную в картере. Такой способ подачи масла целесообразен в двигателях с повышенной (ориентировочно и>2000 об/мин) частотой вращения коленчатого вала.
Для повышения срока службы поршни из легких сплавов многих двигателей имеют залитую вставку под первое компрессионное кольцо. Иногда вставку выполняют под два верхних кольца из прочного износостойкого материала, что обеспечивает стабильность размеров поршневых канавок в эксплуатации.
Поршни тепловозных и среднеоборотных двигателей работают в очень тяжелых условиях в связи с высоким форсированием двигателей по среднему эффективному давлению и повышенными по сравнению с автомобильными двигателями размерами поршней. Поэтому часто применяют составные конструкции поршней с масляным охлаждением (рис. 1, в). В этом случае корпус поршня (тронк) выполняют из алюминиевого сплава (иногда из чугуна), а теплонапряженную головку из легированной стали. Обе детали соединяют шпильками, установленными в головке. Поршень охлаждается маслом, подаваемым через шатун в центральную часть полости охлаждения, из которой масло перетекает по каналам к краю головки, а затем по трубке 8 сливается в картер.
Стальные (иногда чугунные) поршни крейцкопфных малооборотных двухтактных дизелей отличаются повышенной толщиной стенок. На рис. 1, г представлен поршень судового дизеля с клапанно-ще-левой схемой газообмена.
Поршни современных малооборотных двигателей характеризуются высокой тепловой напряженностью и поэтому для обеспечения долговечной работы всегда охлаждаются. Для подвода охлаждающей жидкости к поршню в крейцкопфных двигателях используют телескопический механизм (рис. 1, д). При этом в последние годы в этих двигателях наряду с масляным все шире применяют водяное охлаждение поршней, что увеличивает количество отводимой теплоты от головки поршня и существенно понижает ее температуру. В конструкции крейцкопфных двигателей предусматриваются меры, благодаря которым масляная полость защищена от попадания в нее охлаждающей воды. Поршни тронковых двигателей охлаждаются только маслом.
Поршневые кольца
Поршневые кольца уплотняют полость камеры сгорания, препятствуя проникновению продуктов сгорания в полость картера и масла в камеру сгорания, что необходимо для уменьшения расхода масла на угар. В соответствии с этим кольца делят на компрессионные (верхние) и маслосъемные (нижние). Для осуществления монтажа на поршень кольца делают разрезными с прямым или косым разрезом. Через кольца от поршня во втулку цилиндра отводится значительное количество теплоты.
Рис. 2. Комплект поршневых колец автомобильного двигателя
На рис. 2 представлен комплект поршневых колец автомобильного двигателя с принудительным зажиганием: два верхних кольца являются компрессионными, а нижние — маслосъемным. Дизели имеют большее число колец, поскольку давление газа в цилиндре у них выше.
Компрессионные кольца работают в тяжелых условиях, определяемых высокой температурой, большими скоростями изменения давления газа и ускорениями при движении колец. При этом необходима длительная работоспособность кольцевого уплотнения.
Уплотнение осуществляется благодаря прижатию кольца к стенке цилиндра силами упругости кольца и давления газов. В момент вспышки при положении поршня в ВМТ давление в канавке первого кольца близко к давлению в цилиндре, а в канавке второго кольца составляет лишь около 50% этой величины. Давление за последним кольцом существенно меньше, оно соизмеримо с давлением в картере двигателя. Ввиду значительного давления колец на стенки цилиндра большая часть работы трения в двигателе (до 50%, а иногда 60%) приходится на кольца, поэтому прижимать кольца чрезмерно большим усилием нельзя. Температура поршня в зоне расположения колец не должна превышать 200…220 °С по условиям сохранения технических свойств масла.
По конструкции компрессионные кольца различаются формой поперечного сечения и геометрией их рабочей поверхности. На рис. 4, а представлены некоторые из применяемых в настоящее время типов компрессионных колец. С повышением уровня форсирования хорошо зарекомендовали себя трапециевидные кольца, которые менее склонны к закоксовыванию по сравнению с прямоугольными кольцами. Для повышения износостойкости рабочую поверхность кольца покрывают слоем хрома, поверх которого иногда наносят дополнительный тонкий слой молибдена — износостойкое покрытие.
Маслосъемные кольца служат для удаления лишнего смазочного материала с рабочей поверхности втулки цилиндра и препятствуют, таким образом, попаданию масла в камеру сгорания. Для нормальной работы сопряжения кольцо — цилиндр достаточная толщина слоя смазочного материала составляет сотые доли миллиметра. Избыток масла выжимается в камеру сгорания, что приводит к на-гарообразованию, закоксовыванию верхних поршневых колец и перерасходу масла. Существует несколько объяснений путей проникновения масла в камеру сгорания. Одно из них связывает процесс переноса масла по стенкам поршня и цилиндра с насосным эффектом, создаваемым компрессионными кольцами и заключающимся в выдавливании масла через радиальный зазор между цилиндром и перемычками кольцевых канавок при перемещении колец в канавках.
Маслосъемные кольца (рис. 4, б) выполняют скребковыми, коробчатого типа и, а также составными (из нескольких элементов). Для отвода снятого с цилиндра масла в стенке поршня просверливают радиальные (иногда наклонные) отверстия.
Рис. 3. Схема уплотиительиого действия компрессионных колец
Основным материалом для изготовления колец служит серый перлитный чугун с легирующими добавками. Верхние кольца форсированных двигателей иногда делают стальными.
В тронковом кривошипно-шатунном механизме поршень соединен с верхней поршневой головкой шатуна с помощью пальца, расположенного в расточках бобышек поршня. Палец воспринимает переменные по величине механические нагрузки от сил давления газа на поршень и инерционных сил. Вследствие трения палец подвержен износу, что обусловливает необходимость тщательной обработки его наружной поверхности и придания поверхностному слою металла высокой твердости путем термообработки. Пальцы выполняют из стали.
Рис. 4. Типы поршневых колец: а — компрессионные; б — маслосъемные; 1 — прямоугольное; 2 — трапециевидное; 3 — с износостойким покрытием; 4 — скребковое; 5 и 7 — коробчатого типа; 6 — составное
Рис. 5. Поршневые пальцы плавающего типа
В настоящее время наибольшее распространение получили конструкции с плавающим пальцем; при этом возможно свободное проворачивание последнего как в головке шатуна, так и в бобышках поршня, что способствует более равномерному износу пальца. От осевого перемещения палец фиксируется пружинными стопорными кольцами или специальными ограничителями из мягкого металла — грибками. Применяется и фиксирование пальца в головке шатуна или в бобышках поршня. Последнее используется в конструкциях поршня с подводом масла на охлаждение головки поршня через полость поршневого пальца.
Реклама:
Читать далее: ШатуныКатегория: - Устройство автомобиля
Главная → Справочник → Статьи → Форум
Поршневая группа: поршень

Поршневую группу образует поршень в сборе с комплектом уплотняющих колец, поршневым пальцем и деталями его крепления. Назначение поршневой группы состоит в том, чтобы:
1) воспринимать давления газов и через шатун передавать эти давления на коленчатый вал двигателя;
2) уплотнять надпоршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного масла.
Функции уплотнения, выполняемые поршневой группой, имеют большое значение для нормальной работы поршневых двигателей. О техническом состоянии двигателя судят по уплотняющей способности поршневой группы. Например, в автомобильных двигателях не допускается, чтобы расход масла из-за угара его вследствие избыточного проникновения (подсоса) в камеру сгорания превышал 3% от расхода топлива. При выгорании масла наблюдается повышенная дымность отработавших газов и двигатели снимаются с эксплуатации вне зависимости от удовлетворительности мощностных и других его показателей.
Поршневая группа работает в сложных температурных условиях с циклическими резко изменяющимися нагрузками при ограниченной смазке и недостаточном теплоотводе вследствие трудностей охлаждения. Поэтому детали поршневой группы имеют наиболее высокую тепловую напряженность, что обязательно учитывается при выборе их конструкции и материала. Элементы поршневой группы обычно разрабатывают с учетом назначения и типа двигателей (стационарные, транспортные, форсированные, двухтактные двигатели, дизели и т. д.), но общее их устройство в двигателях тронкового типа остается сходным.
Поршни. Поршень состоит из двух основных частей: головки I и направляющей части II (рис. 1, а).
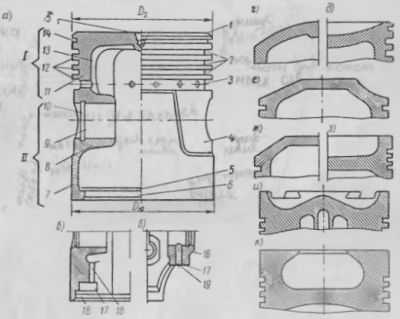
Рисунок 1
Направляющую (тронковую) часть обычно называют юбкой поршня. С внутренней стороны она имеет приливы — бобышки 8, в которых просверливают отверстие 9 для поршневого пальца. Для фиксации пальца в отверстиях 9 протачивают канавки 10, в которых размещают детали, запирающие палец. Нижнюю кромку юбки часто используют в качестве технологической базы при механической обработке поршня. С этой целью она снабжается иногда точно растачиваемым буртиком 6. С внутреннего торца 5 буртика снимают металл при подгонке поршня по весу в случаях, если вес поршня после обработки превышает норму, принятую для данного двигателя. В зоне выхода отверстий под поршневой палец на внешних стенках юбки 11 делают местные углубления 4, вследствие чего стенки этих зон не соприкасаются со стенками цилиндра и не трутся о них, образуя так называемые холодильники.
Юбка служит не только направляющей частью поршня, ее стенки воспринимают также силы бокового давления N6, что увеличивает силу их трения о стенки цилиндра и повышает нагрев поршня и цилиндра.
Для обеспечения свободного перемещения поршня в цилиндре прогретого и нагруженного двигателя между направляющей его частью (юбкой) и стенками цилиндра предусматривают зазор. Величина этого зазора определяется из условий линейного расширения материала поршня и цилиндра при нормальном тепловом состоянии двигателя. Перегрев поршня опасен, так как приводит к захватыванию и даже к аварийному заклиниванию его в цилиндре. Опыт свидетельствует, что излишне большие зазоры между поршнем и стенками цилиндра тоже не желательны, поскольку это ухудшает уплотняющие свойства поршневой группы и вызывает стуки поршня о стенки цилиндра. Работа автомобильного двигателя со стуками поршней не допускается.
Головка поршня имеет днище 1 и несет уплотняющие поршневые кольца, которые размещают на боковых ее стенках 11 в канавках 2, разделяемых друг от друга перемычками 12. Нижняя канавка снабжается дренажными отверстиями 3, через которые со стенок цилиндра отводят смазочное масло с тем, чтобы предотвратить его проникновение (подсос) в камеру сгорания. Диаметр дренажных отверстий составляет примерно 2,5—3 мм. При меньшем размере они быстро загрязняются и выходят из строя. Поршни изготовляют с несколькими рядами дренажных отверстий, располагая их под поршневыми кольцами, а также рядом с ними на специально проточенных поясках (лысках).
Днище головки поршня является одной из стенок камеры сгорания и воспринимает поэтому большие давления газов, омывается открытым пламенем и раскаленными до температуры 1500—2500°С газами. Для увеличения прочности днища и повышения общей жесткости головки ее боковые стенки 11 снабжают массивными ребрами 13, связывающими стенки и днище с бобышками 8. Ореб-ряют иногда и днище, но чаще всего оно выполняется гладким, с переменным сечением, постепенно утолщающимся к периферии, как показано на рис. 1, а. При таком сечении улучшается тепло-отвод от днища и уменьшается температура его нагрева.
Высокий нагрев днища вообще нежелателен, так как это ухудшает весовое наполнение цилиндров и приводит к снижению мощности двигателя из-за повышенного подогрева свежего заряда от соприкосновения с чрезмерно горячей поверхностью днища. В карбюраторных двигателях возможны при этом преждевременные вспышки и появление разрушительного детонационного сгорания.
Днища поршней в двигателях автомобильного, тракторного и мотоциклетного классов изготовляются плоскими, выпуклыми, вогнутыми и фигурными (см. рис. 1, а, г—к). Форма их выбирается с учетом типа двигателя, камеры сгорания, принятого смесеобразования и технологии изготовления поршней.
Самой простой и технологически целесообразной является плоская форма днища (см. рис. 1, а). Такая форма находит применение в различных двигателях и особенно широко используется в автомобильных и тракторных двигателях, в которых камера сгорания, или основной ее объем, располагается в головке цилиндра. Плоские днища имеют относительно малую поверхность соприкосновения с раскаленными газами, что положительно сказывается на их тепловой напряженности.
Сравнительно несложную геометрическую форму имеют также выпуклые и вогнутые днища (см. рис. 1, г, д). Выпуклая форма придает днищу большую жесткость и уменьшает возможное нагаро-образование (масло, проникающее в камеру сгорания, с выпуклого днища легко стекает, но выпуклое днище всегда бывает более горячим, чем плоское). Вогнутая форма днищ облегчает общую компоновку сферических камер сгорания, но создает благоприятные условия для повышенного нагарообразования. Масло, проникающее в камеру сгорания, накапливается здесь в наиболее горячей центральной зоне днища. Поэтому в четырехтактных двигателях выпуклые и особенно вогнутые днища находят ограниченное применение. Однако в двухтактных двигателях с контурно-щелевой, продувкой, где выпуклые и вогнутые формы днищ облегчают организацию продувки цилиндров, они широко используются. В двухтактных двигателях используются также и фигурные днища с козырьками-отражателями или дефлекторами (см. рис. 1, г), обеспечивающими заданное направление потоку горючей смеси при продувке цилиндров.
Фигурные днища с различного рода вытеснителями (см. рис. 1, ж) применяют и в четырехтактных карбюраторных двигателях. При необходимости днища с вытеснителями легко позволяют видоизменять или уменьшать камеру сгорания. С этой целью применяют иногда и выпуклые днища, как, например, в двигателе МЗМА-412. В последнее время для автомобильных карбюраторных двигателей стали применять фигурные днища, позволяющие полностью или частично размещать камеру сгорания в головке поршня (см. рис 1, з). Карбюраторные двигатели с камерой сгорания в поршне обладают хорошими показателями и являются перспективными.
Поршни автомобильных и тракторных дизелей в зависимости от принятого смесеобразования строят как с плоскими, так и с фигурными днищами. Часто днищу придают форму (см. рис. 1, и), соответствующую форме факелов топлива, распыли-ваемого через многодырчатую форсунку, расположенную в центре камеры сгорания. Широко распространены фигурные днища, форма которых предопределяется принятой для дизеля камерой сгорания с частичным или полным размещением ее в головке поршня. На рис. 1, к в качестве примера показана камера сгорания ЦНИДИ (Центральный научно-исследовательский дизельный институт, г. Ленинград), обеспечивающая работу двигателя с хорошими показателями.
Головка поршня по сравнению с юбкой в любом случае имеет более высокую рабочую температуру, а следовательно, и больше, чем юбка, увеличивается в размерах. Поэтому диаметр ее Dr всегда делают меньше диаметра юбки Dю. У поршней автомобильных двигателей эта разница составляет в среднем 0,5 мм. Боковым стенкам головки придают форму цилиндра или усеченного конуса с малым основанием у днища или же выполняют их ступенчатыми. Размеры при этом выбирают так, чтобы стенки головки в горячем состоянии на режиме максимальной мощности двигателя не соприкасались со стенками цилиндра. Тем не менее головку считают уплотняющей частью поршня, имея в виду, что стенки ее вместе с поршневыми кольцами, как будет показано ниже, образуют уплотняющий лабиринт. В некоторых конструкциях на стенках головки делают проточку 14, изменяющую направление теплового потока у верхнего поршневого кольца.
На днище поршня иногда делают технологическое центровочное отверстие 15, для размещения которого при отсутствии оребрения предусматривают специальный прилив. Если центровка днища не предусмотрена конструкцией, то поршень при обработке на станках крепят с использованием отверстий 9 в бобышках. Базовой поверхностью в обоих случаях является точно обработанный буртик 6 или просто поясок 18, растачиваемый непосредственно в стенках 7 юбки (см. рис. 1, б). Для этих же целей бобышки часто снабжаются приливами 16 и технологическими отверстиями 19 (см. рис. 1, в). При отсутствии буртика 6 подгонка поршней по весу осуществляется за счет снятия металла с торцов 17 приливов 16 на бобышках.
Поршневая группа совершает возвратно-поступательное движение, вследствие чего подвергается воздействию сил инерции. Опытами и расчетами установлено, что максимальная величина сил инерции на больших скоростных режимах работы составляет значительную долю от газовых сил.
Таким образом, на поршень действует комплекс различных силовых и тепловых нагрузок в условиях, неблагоприятных для смазки и охлаждения. Являясь базовой деталью поршневой группы и наиболее напряженным элементом кривошипно-шатунного механизма, поршень должен обладать высокой прочностью, теплопроводностью, износостойкостью и при этом иметь наименьший вес. С учетом этого и выбирают конструкцию и материал поршней.
Для двигателей автомобильного типа поршни изготовляют в основном из алюминиевых сплавов и чугуна. Применяются также чугун, сталь и магниевые сплавы.
Поршни из чугуна прочны и износостойки. Благодаря небольшому коэффициенту линейного расширения чугуна они могут работать с относительно малыми зазорами, обеспечивая хорошее уплотнение цилиндра даже в двигателях, имеющих большую тепловую напряженность (двухтактные и др.). Однако чугун имеет довольно большой удельный вес (7,3 г/см3, или 7,3-10^3 н/м3), что приводит к переутяжелению изготовленных из него поршней. В связи с этим область применения чугунных поршней ограничивается сравнительно тихоходными двигателями, где силы инерции возвратно движущихся масс не превосходят одной шестой от силы давления газа на днище поршня. Чугун имеет еще и низкую теплопроводность, поэтому нагрев днища у чугунных поршней достигает 350÷400°С. Такой нагрев нежелателен особенно в карбюраторных двигателях, поскольку это служит причиной возникновения детонации.
Указанные недостатки чугунных поршней в определенной мере присущи и стальным поршням. Однако стенки стальных поршней значительно тоньше стенок чугунных поршней, но сложность отливки удорожает их производство. Стальные поршни не получили распространения в автомобилестроении.
Потеряли практическую ценность и поршни из магниевых сплавов, основу которых составляет магнии, сплавленный с 5—10% алюминия. Такие сплавы отличаются малым удельным весом (1,8 г/см3, или 1,8-10^3 н/м3), но не обладают нужной прочностью.
Подавляющее большинство быстроходных карбюраторных двигателей и дизелей автомобильного типа снабжается поршнями, изготовленными из алюминиевых сплавов. Основу их составляет алюминий, сплавленный с медью (6—12%) или кремнием (до 23%). В зависимости от марки алюминиевые поршневые сплавы содержат в небольших (1,0—2,5%) количествах никель, железо, магний, а иногда до 0,5% титана. Особенно широко применяют теперь силумины — алюминиевые сплавы, содержащие примерно 13% кремния. Внедряются сплавы с 20 — 22% кремния.
Большим достоинством алюминиевых поршневых сплавов является то, что они примерно в 2,6 раза легче чугуна, обладают в 3—4 раза большей теплопроводностью и хорошими антифрикционными свойствами. Благодаря этому вес изготовленных из этих сплавов гак называемых алюминиевых поршней, как минимум, на 30% бывает легче чугунных, хотя стенки их по соображениям прочности делаются толще последних. Нагрев днища алюминиевых поршней обычно не превышает 250°С, что способствует лучшему наполнению цилиндров и в карбюраторных двигателях позволяет несколько увеличивать степень сжатия при работе на данном сорте топлива. Поэтому мощностные и экономические показатели двигателей при переходе на алюминиевые поршни улучшаются. Появляется возможность форсирования двигателей с целью повышения их мощности путем увеличения числа оборотов коленчатого вала.
Недостатками алюминиевых поршневых сплавов являются: большой коэффициент линейного расширения (примерно в 2 раза больший, чем у чугуна), значительное уменьшение механической прочности при нагреве (нагрев до температуры 300°С снижает их прочность на 50—55% против 10% у чугуна) и сравнительно малая износостойкость. Однако современные методы производства и конструкции алюминиевых поршней позволяют использовать алюминиевые сплавы для поршней любых быстроходных автомобильных двигателей.
Необходимое повышение механической прочности и износостойкости поршней из алюминиевых сплавов в зависимости от состава последних в определенной мере достигается путем одно- или многоступенчатой термической обработки. Например, в течение 12— 14 часов поршни выдерживают в нагревательной печи при температуре 175—200°С (близкой к рабочей). После завершения такого искусственного старения твердость поршней с 80 единиц по Бринеллю повышается до НВ 110—120 и резко увеличивается их долговечность.
Недопустимые для нормальной работы поршневой группы большие зазоры между стенками цилиндра и юбкой алюминиевого поршня, обусловливаемые высоким коэффициентом линейного расширения алюминиевых сплавов, устраняются применением рациональной конструкции для элементов поршня. Опыт показывает, что правильно спроектированные алюминиевые поршни могут работать с очень малыми зазорами, не вызывая стука даже в холодном состоянии. Достигается это с помощью компенсационных прорезей или вставок, которыми снабжают стенки юбки, приданием юбке овальной или овально-конусной формы, путем изолирования рабочей (направляющей) ее зоны от более горячей части поршня головки и принудительным охлаждением последней.
В практике автомобилестроения часто применяют сразу несколько дополняющих друг друга мероприятий. Основными из них являются:
1) разрез юбки по всей ее длине (рис. 2, а). Такой разрез, как правило, делают косым так, что верхний и нижний участки его перекрываются. Косой разрез не оставляет следа на стенках цилиндра и позволяет разрезанным стенкам юбки при их нагреве сходиться (сближаться) за счет уменьшения ширины прорези, обеспечивая тем самым свободное перемещение горячего поршня в цилиндре. Чтобы увеличить пружинящие свойства разрезанных стенок и уменьшить температуру их нагрева, юбка в этой зоне отделяется от головки широкой горизонтальной прорезью, которая обычно проходит по канавке нижнего поршневого кольца, как показано на рис. 2, а. Горизонтальная прорезь в данном случае является одновременно изолирующей, защищающей юбку от теплового потока, идущего со стороны более горячей головки, и дренажной, позволяющей отводить масло со стенок цилиндра.
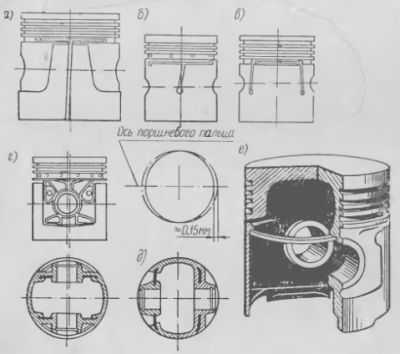
Рисунок 2
Юбка с разрезом на всю ее длину выполняется цилиндрической а ширину прорези выбирают так, чтобы полностью исключалась возможность захватывания горячего поршня в цилиндре. Рассмотренный метод несколько снижает жесткость поршня и пригоден только для карбюраторных двигателей. Он используется в известном отечественном двигателе ЗИЛ-120, где тепловые зазоры между поршнем и цилиндром составляют 0,08—0,10 мм.
Поршни с полностью разрезанной юбкой устанавливаются в цилиндр так, чтобы разрезанная сторона юбки не нагружалась боковыми силами при рабочем ходе;
2) разрез юбки не на полную ее длину, а в виде Т- и П-образных прорезей (рис. 2, б, в). Такие прорези сочетаются с овальной формой юбки. Величина овала составляет 0,3—0,5 мм, причем большая ось его располагается перпендикулярно к оси поршневого пальца как показано на рис. 2. Вследствие этого юбка соприкасается со стенками цилиндра только в плоскости качания шатуна узкими полосками и при нагреве может свободно расширяться в обе стороны по оси поршневого пальца, увеличивая зону своего контакта с цилиндром.
В поршнях с Т- и П-образными разрезами изолирующие горизонтальные прорези между юбкой и головкой делают с обеих сторон бобышек, поэтому тепловой поток от головки направляется непосредственно на бобышки и не оказывает интенсивного влияния на нагрев стенок юбки в зоне их контакта с цилиндром. Эти виды прорезей придают юбке пружинящие свойства, облегчая этим деформацию ее стенок. Чтобы не допустить появление трещин на концах прорезей в связи с деформацией стенок, их засверливают, как показано на рис. 2.
Поршни с овальной, частично разрезанной юбкой обладают достаточной прочностью и обеспечивают удовлетворительную работу поршневой группы автомобильных двигателей с очень малыми тепловыми зазорами, составляющими в среднем 0,02—0,03 мм. Часто юбке таких поршней придают не только овальную, но и конусную форму, располагая большой диаметр усеченного конуса по нижней кромке юбки. Величина конусности составляет примерно 0,05 мм;
3) компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна (рис. 2, г, д, е). Вставки применяются различной конструкции, но чаще всего они представляют собой пластины инварные или стальные, связывающие стенки юбки с бобышками поршня. Чтобы уменьшить при этом температуру нагрева юбки, последняя с двух сторон бобышек отделяется от головки поперечными изолирующими прорезями.
Инварные вставки, содержащие около 35% никеля, имеют весьма низкий коэффициент линейного расширения (в 10—11 раз меньший, чем у алюминиевых поршневых сплавов). С их помощью зазор между юбкой поршня и стенками цилиндра практически удается сохранять неизменным как в холодном, так и прогретом состоянии двигателя. Поршни с ииварными вставками обычно имеют развитые- холодильники и свободно расширяются только в направлениях оси поршневого пальца (см. рис. 2, д), не изменяя рассматриваемого зазора.
В настоящее время широко применяют более дешевые вставки из нелегированной стали, которые заливаются в бобышки так, что вместе с тонким слоем основного алюминиевого сплава поршня они образуют биметаллические пары (см. рис. 2, г). Вследствие разности коэффициентов линейного расширения стали и алюминиевого сплава при нагреве таких стенок они деформируются и придают юбке овальную форму, изгибаясь наружу в разные стороны по оси поршневого пальца, т. е. в сторону развитых холодильников. Такие поршни называются «автотермик». Они обладают хорошими эксплуатационными качествами, имеют повышенную прочность и жесткость, поэтому могут использоваться даже в дизелях.
Компенсационные вставки обеспечивают удовлетворительна ю работу поршневой группы с зазорами менее 0,02 мм. Иногда компенсационные вставки выполняются также в виде различных стальных колец, которые заливаются в верхнюю часть юбки, как показано на рис. 2, е.
Чтобы исключить ошибки при установке поршня в цилиндр, на одной из его бобышек отливают метку-надпись «назад», т. е. эта бобышка должна быть расположена со стороны маховика двигателя. Иногда для этой цели используется стрелка-указатель.
Цилиндрическая головка поршня с плоским днищем снабжена тремя канавками под поршневые кольца, причем в нижней канавке сделаны дренажные отверстия, а поперечные изолирующие прорези размещены под этой поршневой канавкой. Юбку поршня изготовляют с овальностью 0,36 мм и конусностью в пределах 0,013— 0,038 мм. По цилиндрам поршни подбираются с зазором 0,012— 0,024 мм.
Правильность подбора зазора проверяется ленточным щупом с размерами 0,05 X 13 мм, который устанавливают под углом 90° к оси поршневого пальца (при снятых поршневых кольцах).
Поршни дизелей работают с большей, чем в карбюраторных двигателях, механической и тепловой напряженностью, поэтому им придают форму, обеспечивающую возможно высокую прочность и жесткость. Они изготовляются сравнительно толстостенными литыми или штампованными (Штампованные или кованые поршни из легких сплавов бывают прочнее соответствующих литых и предпочтительно применяются в форсированных дизелях) со сплошной юбкой, т. е. с юбкой, не имеющей разрезов, прерывающих тепловые потоки и облегчающих деформацию стенок. Вследствие этого юбка всегда имеет повышенную температуру нагрева, что вынуждает устанавливать поршни в цилиндры с довольно большими зазорами. Для уменьшения этих зазоров юбку выполняют овальной или овально-конусной конструкции. В отдельных случаях днище и стенки головки поршня для уменьшения их нагрева дополнительно охлаждают струйкой масла, которое через форсунку, расположенную в головке шатуна, подастся на внутренние стенки головки.
Следовательно, поршни из легких сплавов с перазрезной (сплошной) юбкой, хотя и обладают повышенной прочностью и жесткостью, но обеспечивают удовлетворительную работу поршневой группы с зазорами, в 5—10 раз превышающими зазоры, которые в сопоставимых условиях допускаются для овально-конусных юбок с компенсационными прорезями и вставками.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
