Установка гильз в блок цилиндров
Установка гильз цилиндров в блок двигателя.
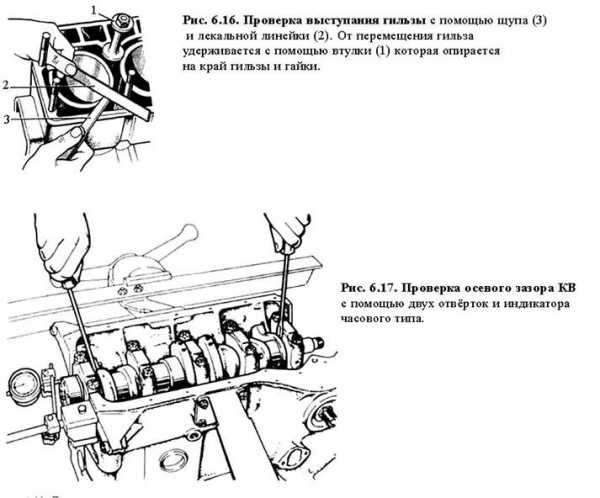
Мокрые гильзы устанавливаются в гнёзда блока цилиндров с зазором. От осевого перемещения, гильзы удерживаются головкой блока. Для надёжного прижатия гильзы, её верхняя часть должна выступать над привалочной плоскостью блока цилиндров на рекомендованную величину (0,02 – 0,12 мм.). Величина выступания гильзы, как правило, регулируется подбором шайб, устанавливаемых под опорный бурт. Эти же шайбы уплотняют гильзу в гнезде, предотвращая попадание охлаждающей жидкости из рубашки охлаждения через стык гильзы с её опорой в картер двигателя. В конструкциях двигателей, где применение шайб не предусмотрено, на привалочную плоскость бурта гильзы или посадочную плоскость гнезда, наносится тонкий слой специального термостойкого клея или герметика. Проверка выступания гильзы показана на рис. 6.16.
 Сухие гильзы удерживаются в гнёздах блока цилиндров натягом. В зависимости от требуемой величины натяга, для соединения чугунной гильзы и алюминиевого блока цилиндров, необходимо обеспечить разницу температуры соединяемых деталей в пределах 100 - 180 градусов С, для чего блок цилиндров нагревают в муфельной печи или, помещая его в горячую воду, а гильзу охлаждают «сухим льдом» или жидким азотом. В «сухом льду» (твёрдой углекислоте) возможно охлаждение до -80 градусов С (реально, до -60 градусов), а в жидком азоте до -140 градусов. Нагревание блока цилиндров открытым пламенем равно как и запрессовка чугунных гильз в алюминиевый блок давлением, недопустимо. Гильзование чугунных блоков цилиндров, в ряде случаев, разрешается проводить способом запрессовки.
Сухие гильзы удерживаются в гнёздах блока цилиндров натягом. В зависимости от требуемой величины натяга, для соединения чугунной гильзы и алюминиевого блока цилиндров, необходимо обеспечить разницу температуры соединяемых деталей в пределах 100 - 180 градусов С, для чего блок цилиндров нагревают в муфельной печи или, помещая его в горячую воду, а гильзу охлаждают «сухим льдом» или жидким азотом. В «сухом льду» (твёрдой углекислоте) возможно охлаждение до -80 градусов С (реально, до -60 градусов), а в жидком азоте до -140 градусов. Нагревание блока цилиндров открытым пламенем равно как и запрессовка чугунных гильз в алюминиевый блок давлением, недопустимо. Гильзование чугунных блоков цилиндров, в ряде случаев, разрешается проводить способом запрессовки.
Запрессовка чугунных гильз в чугунный же блок цилиндров, как правило, возможна при величине натяга, не превышающем 0,05 мм. (редко более). Запрессовку гильз осуществляют с помощью пресса. При отсутствии заводского пресса, приспособление для запрессовки можно сконструировать из металлических швеллеров, соединив их с помощью сварки в виде рамы должного размера, и гидравлического или винтового домкрата. В продаже можно так же увидеть, более компактные и простые в применении, винтовые приспособления.Производить запрессовку детали в отверстие ударом запрещается. Для упрощения процесса запрессовки, можно нагреть блок или охладить гильзу, обеспечив разницу температур соединяемых деталей, примерно в 60 - 100 градусов С. При указанной величине натяга и разнице температур, гильза должна опустится в гнездо без применения каких либо приспособлений. При необходимости «помочь» гильзе опустится в гнездо можно постукивая по ней деревянной киянкой или молотком через деревянную проставку.
Дата добавления: 2016-06-22; просмотров: 4148; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Похожие статьи:
Установка алюминиевых гильз и гильз из серого чугуна
Данный раздел описывает, каким образом сухие гильзы из серого чугуна могут быть встроены в блоки цилиндров из серого чугуна, соотв., каким образом они могут быть заменены. Здесь имеются некоторые различия с последующими главами, в которых идёт речь об установке алюминиевых гильз или гильз из серого чугуна в алюминиевые блоки цилиндров.
У блоков цилиндров из серого чугуна применяются, в основном, два вида сухих гильз. При первом исполнении речь идёт о так называемых Slip-fitгильзах, при втором - о Press-fit-гильзах. Иначе, чем у алюминиевых блоков цилиндров, изготовитель двигателей предусмотрел с самого начала возможность ремонта путём замены гильзы. Оба вида гильз имеются как запасные части у изготовителя двигателей, а также на свободном рынке запасных частей.
Уже само название даёт понятие о виде и способе монтажа данных гильз. Конструкция одинакова у обоих видов гильз. Оба исполнения имеют наружный диаметр гильзы, изготовленный в размер, а также часто буртик в зоне плоскости разъёма блока цилиндров. Единственное отличие - кроме размеров - состоит в том, что у Press-fit-гильз рабочие поверхности цилиндров должны после запрессовки окончательно обрабатываться (хонинговаться), в то время как Slip-fit-гильзы уже окончательно обработаны и хонингованы.
Преимущества обоих типов конструкций состоят в том, что блок цилиндров можно путём установки новых гильз ремонтировать вновь и вновь. При Slipfit-гильзах это может быть произведено даже любым механиком в мастерской, без привлечения станков.
 |
Изображение 1 |
Slip-fit-гильзы
Данные гильзы имеют по сравнению с основным отверстием незначительно меньший диаметр. Благодаря имеющемуся монтажному зазору величиной от =0,01 до 0,03 мм данные гильзы можно монтировать и демонтировать от руки без большого усилия. При данной конструкции буртик гильзы абсолютно необходим, для того чтобы в ходе работы двигателя удерживать гильзу в предусмотренном положении внутри блока цилиндров. При монтаже и затяжке болтов головки блока цилиндров буртик гильзы при прижиме уплотнения головки блока цилиндров зажимается в блоке цилиндров и фиксируется в осевом направлении. Недостатком Slipfit-гильз является малый зазор между гильзой цилиндра и основным отверстием гильзы и, тем самым, несколько худшая теплопроводность между гильзой и блоком цилиндров.
Press-fit-гильзы
Press-fit-гильзы имеют по сравнению с основным отверстием под гильзу несколько больший наружный диаметр. Из-за перекрытия размеров в = 0,03 - 0,08 мм (в зависимости от диаметра гильзы) они должны с помощью пресса запрессовываться в блок цилиндров. Из-за прикладываемого усилия запрессовки и напряжения запрессовки в блоке цилиндров гильзы при монтаже могут слегка деформироваться, соотв., стать некруглыми. Для учёта этого гильзы в состоянии поставки вначале имеют ещё на 1 мм меньший внутренний диаметр (Semi-finished) и должны быть после запрессовки обработаны заключительным растачиванием ихонингованием в окончательный размер. Поскольку данный тип гильз получает в блоке цилиндров прессовую посадку, то буртик гильзы для её фиксации в блоке цилиндров у некоторых конструкций блоков не является необходимым, соотв., не предусмотрен.
Для Press-fit-гильз с буртиком, однако, рекомендуется этот буртик оставлять. Особенно в критических эксплуатационных ситуациях, если дело доходит до заклинивания поршня в цилиндре, поверхностного запрессовывания по наружному диаметру гильзы часто недостаёт для поддержания её в определённой позиции. С помощью фрикционного замыкания поршня при заклинивании гильза затягивается вниз и буквально перемалывается щёками кривошипа коленчатого вала.
Установка гильз в алюминиевых блоках цилиндров
Гильзы из серого чугуна имеют по сравнению с алюминием блока цилиндров меньшее удельное температурное расширение. При эксплуатации гильзы из серого чугуна растянутся примерно только вполовину меньше, чем окружающий алюминиевый блок цилиндров. По этой причине натяг (прессовая посадка) в алюминиевом блоке цилиндров должен быть больше, чем в блоке цилиндров из серого чугуна. Из-за большего натяга и меньшей прочности алюминиевого блока цилиндров гильзы
из серого чугуна нельзя запрессовывать. Требуемое давление запрессовки при определённых условиях разрушило бы блок цилиндров.
Алюминиевые гильзы, хотя и имеют одинаковый коэффициент температурного расширения с алюминиевым блоком цилиндров, однако из-за их меньшей прочности могут быть при запрессовке деформированы или разрушены. Алюминиевые гильзы, к тому же, из-за необходимой поверхностной запрессовки сразу же заклинило бы в основном отверстии. Необходимое давление запрессовки резко увеличилось бы, и гильза, а также блок цилиндров, были бы разрушены.
 |
Изображение 1 |
Внимание!
Если в алюминиевом блоке цилиндров устанавливаются ремонтные гильзы из алюминия или серого чугуна, то они должны быть принципиально установлены горячей посадкой.
Исполнения Slip-fit-гильз, как они часто применяются в блоках цилиндров из серого чугуна, по соображениям прочности вообще невозможно реализовать в алюминиевых блоках цилиндров Запрессовка гильз из серого чугуна и алюминия в алюминиевые блоки цилиндров невозможна в принципе.
Формообразование посадки гильзы в алюминиевых блоках цилиндров.
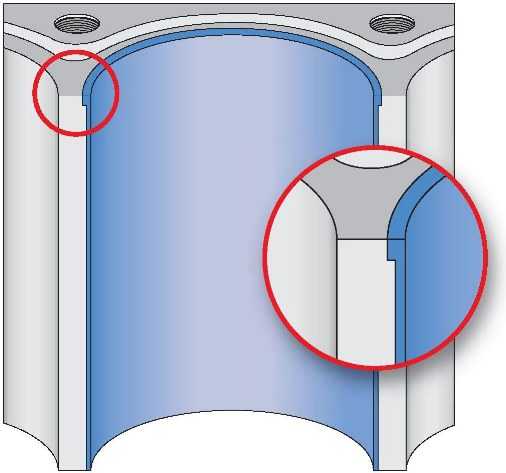
При осуществлении посадки гильзы в алюминиевом блоке цилиндров имеются две различные возможности формообразования. Они представлены на нижеследующих изображениях. Буртик гильзы, удерживающий гильзу механически, в алюминиевых цилиндрах не обязателен, соотв., возможен не при любой конструкции. Благодаря большому перекрытию размеров между гильзой и основным отверстием гильзы сидят прочно в основном отверстии и без буртика. Основное преимущество буртика гильзы - точно определяемый упор гильзы при процессе горячей запрессовки. Поскольку данный процесс должен происходить быстро, не остаётся времени на выверку гильзы в основном отверстии. Гильза должна быть введена одним приёмом. Точно определяемый упор в форме буртика или глухого отверстия здесь необходим. Основное отверстие для гильзы цилиндра с буртиком представлено на изображении 2.
Из-за становящихся всё меньше и меньше расстояний между цилиндрами и очень узких перемычек между двумя соседними цилиндрами конструктивно остаётся мало места для введения гильзы. Буртик гильзы в зоне уплотняемой поверхности обостряет дополнительно проблематику установки. Исполнение с буртиком рекомендуется поэтому, в основном, для блоков цилиндров с неотливаемыми совместно трубами цилиндров, соотв., для блоков перемычки которых достаточно широки для реализации буртика.
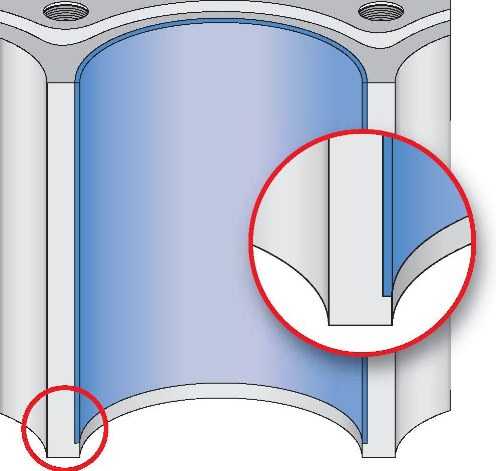
То, что можно обойтись и без буртика, показано на изображении 3. Для того, чтобы придать гильзе точно определённое положение в блоке цилиндров при горячей посадке, а также при эксплуатации, основное отверстие не достигает конца рабочей поверхности. Образующийся уступ (кромка на рабочей поверхности ) служит здесь упором, который берёт на себя функцию отсутствующего буртика гильзы. Побочный эффект данного исполнения - экономия времени, поскольку отпадает изготовление буртика, соотв., посадки буртика. По причине возникающих проблем из-за того, что расстояния между цилиндрами становятся меньше, здесь может идти речь об исполнении, которое будет всё шире применяться в будущем.
Изображение 2
Изображение 3
;
Горячая запрессовка гильз с применением сухого льда
С помощью сухого льда гильзы могут охлаждаться примерно до 80° С. Относительно простая возможность приготовления сухого льда - применение наполненной в сифонные баллоны С02 (углекислоты). К физическому принципу: при выходе газа образуется, вследствие внезапного расширения, сухой лёд. Сухой лёд может собираться в изолированном резервуаре. Данный изолированный резервуар должен удовлетворять нужным требованиям в части изоляции и прочности. Целесообразно применение кожаного мешка, как это показано на изображении 1. Для охлаждения гильзы кладут в соответствующий футляр (достаточно бумажной коробки) и обкладывают сухим льдом.
Горячая запрессовка гильз с применением жидкого азота
Гильзу цилиндра кладут в жидкий азот (изобр. 2); она приобретает при этом температуру от -180° до -200° С. Жидкий азот можно получить у местного продовца газом.
 |
Изображение 1 |
 |
Изображение 2 |
Подогрев блока цилиндров
Идеальной для подогрева блока цилиндров является печь подогрева соответствующего размера (изобр. 3). Блок цилиндров помещается в печь, нагретую до 120-140° С, и остаётся там примерно на 20-30 минут. Подогрев блока цилиндров может производиться также в горячей масляной ванне. Основные отверстия должны быть перед горячей запрессовкой очищены от прилипшего масла. Ни в коем случае нельзя блок цилиндров подогревать открытым пламенем. Неравномерный подогрев блока цилиндров может вызвать остаточное коробление материалов и сделать блок цилиндров непригодным.
Для обеспечения надёжной установки необходима разность температур между блоком цилиндров и гильзой около 200° С.
Перед установкой алюминиевых гильз с применением жидкого азота подогрев блока цилиндров не обязателен. Если всё же имеется такая возможность, в общем, рекомендуется подогрев блока цилиндров до 100-120° С.
Указание
При установке гильзы из серого чугуна в корпус алюминиевого блока цилиндров следует, из-за меньшего теплового расширения/усадки гильзы из серого чугуна как правило, блок цилиндров подогреть.
 |
Изображение 3 |
Установка гильзы цилиндра
Установка гильзы цилиндра (изобр. 1) вообще проста. Благодаря охлаждению гильзы цилиндра её диаметр уменьшается примерно на 0,15 мм, в то время как благодаря подогреву блока цилиндров основное отверстие увеличивается примерно на 0,10 мм, - так что при установке гильзы получается - за вычетом желаемого перекрытия в -0,1 мм - монтажный зазор величиной от =0,15 до 0,20 мм. Гильзы всё же должны быть установлены относительно быстро и за один ход. При установке в блок цилиндров гильза должна буквально упасть в основное отверстие. При этом она может при установке в блок цилиндров несколько отскочить. По этой причине гильзу следует моментально дожать с помощью куска дерева или пластмассы, чтобы она не осталась в положении отскока. Гильза сразу же сядет жёстко, как только выравняются температуры гильзы и отверстия. Если гильза сядет жёстко в неправильном положении, то процесс горячей запрессовки прошёл неверно и должен быть повторён. Дожатие - также с помощью пресса - невозможно. Аварийная гильза должна быть тогда высверлена на сверлильном станке и удалена. Тогда вновь растачивают гильзу до остаточной толщины стенки 0,3-0,5 мм и удаляют тонкую остаточную часть с помощью отвёртки.
 |
Изображение 1 |
Торцевание блока цилиндров
После установки гильзы (гильз) и выверки блока цилиндров он подвергается торцеванию (изобр. 2). Слой удаляемого материала должен быть 0,1 мм для обеспечения полной плоскости разъёма блока цилиндров.
Важно!

Для наилучшего уплотняющего действия уплотнения головки блока цилиндров шероховатость поверхности плоскости разъёма блока цилиндров должна соответствовать значению, предписанному изготовителем двигателя.
;
Установка гильзы цилиндров
Гильзы и блок Т-170
Для установки гильз в блок двигателя необходимо чистить посадочные поверхности в блоке цилиндров и гильзах. Наденьте медное кольцо на верхний пояс гильзы. Вставьте гильзы цилиндров (без резиновых колец) в отверстия блока и запрессуйте их в блок при помощи приспособления (рис. 94).
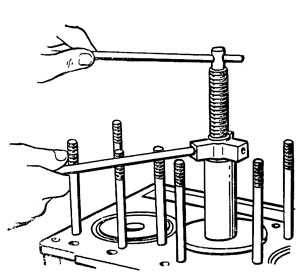
Рис. 94. Запрессовка гильз цилиндров
Проверьте выступание бурта гильзы цилиндров над плоскостью блока приспособлением с индикатором (рис. 95)минимум в четырех точках вокруг гильзы цилиндров.
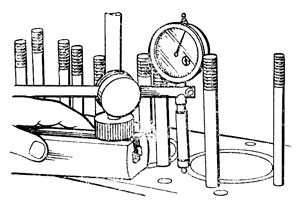
Рис. 95. Замер выступания гильзы цилиндров над плоскостью блока
Высота выступания должна быть равна не более этих приделов 0,07...0,33 мм. Разность четырех диаметрально противоположных измерений не должна превышать 0,08 мм. Разница в выступаниях гильз, прижимаемых одной головкой цилиндров, допускается не более 0,08 мм.
Поворот гильзы цилиндров в блоке может изменить высоту выступания гильзы над блоком, овальность и конусообразность внутренней поверхности гильзы.
Если высота выступания гильзы не равна 0,07...0,33 мм, проверьте толщину бурта гильзы, толщину медной прокладки и глубину расточки в блоке цилиндров.
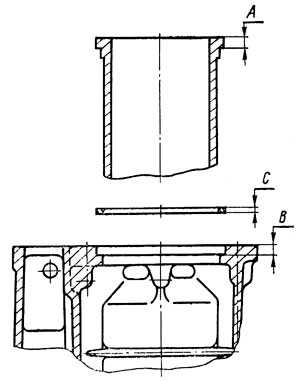
Рис. 96. Установка гильзы
- толщина А (рис. 96) бурта гильзы цилиндров — 13,2+0,075 мм;
- глубина В расточки в блоке цилиндров — 14+0,07 мм;
- толщина С медной прокладки — 1-0,08 мм.
После достижения необходимой величины выступания гильзы над блоком необходимо нанесити метки на торцах гильзы и блоке для установки гильзы в прежнее положение. Затем необходимо вынуть гильзу из блока.
Устанавливаем новые резиновые кольца в канавки гильз. Резиновые кольца уплотнения должны быть упругими и качественными, без повреждения наружных поверхностей, не перекручены и должны выступать из канавок-гильзы на 1,5...2,5 мм.
Необходимо смазать суриком нижний посадочный поясок гильзы и уплотнительные кольца.
Установите гильзы в блок при помощи приспособления (см. рис. 94), совмещая сделанными нами заранее метки на торцах гильз и блока при установке. Проверьте на овальность и конусообразность внутренней поверхности гильзы на длине хода поршневых колец.









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
