Замена направляющих клапанов
Как происходит правильная замена направляющих втулок клапанов на Ваз и прочих авто
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
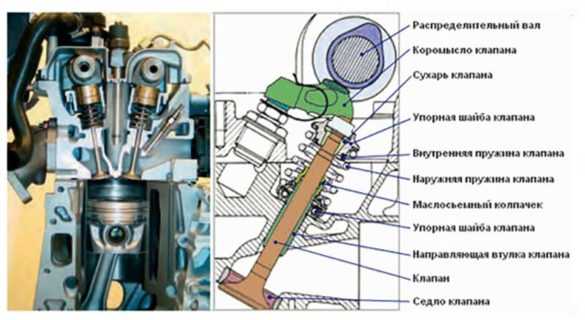
На схеме двигателя показано расположение направляющих втулок
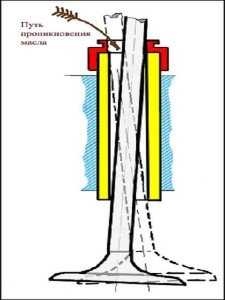
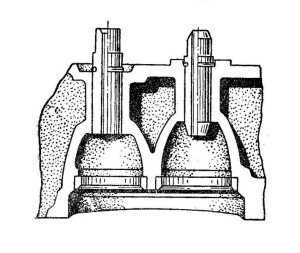
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.

Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.

Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.

Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.

Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.

Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.
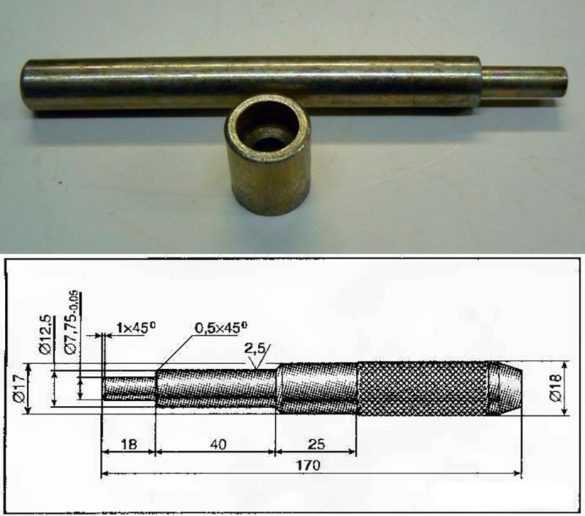
Оправку для выбивания и посадки втулок можно выточить по чертежу
Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.

Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
- Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
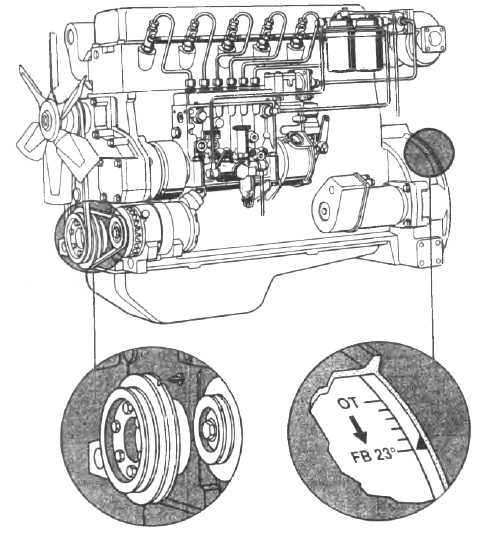
- Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
- Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
- Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
- В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.

Снятие корпуса фильтра
Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.
Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.

Карбюратор надо снять с коллектора, чтобы не мешал
Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.

Перед разборкой важно совместить метки
Фотоинструкция по снятию головки цилиндров
Чтобы добраться до распредвала, нужно демонтировать клапанную крышку Снятие трамблера Шестеренку распредвала надо открутить и снять, не сбивая положение меток После разблокировки пружины легко снимаются Головку цилиндров нужно аккуратно снимать двумя руками Чтобы вытащить клапаны, нужно съемником разблокировать пружины ГБЦ в разобранном виде Снятие корпуса распределительного вала Отключение провода от датчика температуры С ГБЦ нужно снять все патрубки системы охлаждения Втулка выбивается молотком через оправку Снятие пружин коромысел (рокеров)Как демонтировать ГБЦ ВАЗ 2106 — видео
Подбор новых деталей
Направляющие втулки для двигателя «шестёрки» можно купить в двух исполнениях — из чугуна или бронзы. При выборе стоит придерживаться таких рекомендаций:
- Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
- Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
- Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
- Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
- Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.

Новая втулка забивается до упора через проставку
Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.

Отверстия втулок следует прогнать разверткой
По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
- Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
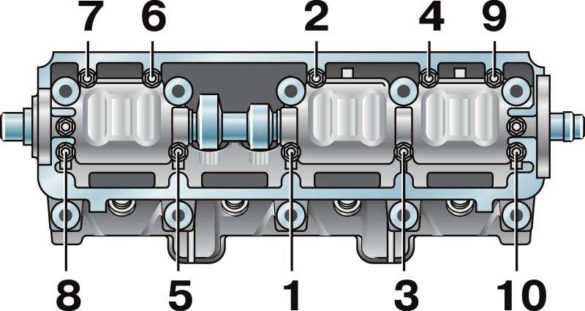
- 10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
- Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
- Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
- Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
- При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.

Схема затяжки болтов головки цилиндров
Совет от бывалых. Старые мастера после затяжки болтов ГБЦ нередко давали двигателю постоять в течение 12—24 часов, а потом ещё раз обтягивали головку. При наличии времени последуйте данной рекомендации, через сутки вы сами убедитесь, что узлы «уселись», а болты немного прослабились.
Порядок затягивание гаек крепления распределительного вала
По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.

Совмещение круглой метки на шестерне с приливом на корпусе
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
- Автор: Сергей Сергеев
- Распечатать
Замена направляющих втулок клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов
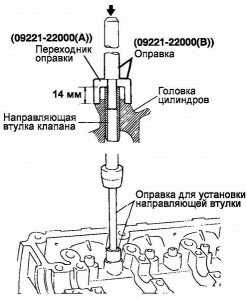
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов – реанимируем двигатель + видео
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково. Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным. Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи. Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому. В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.
Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки. Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов. Она делается вручную, вы просто утягиваете клапан до минимального значения зазора. Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления. Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Замена направляющих клапанов — бортжурнал Лада 2106 1988 года на DRIVE2
После сборки блока пришло время ремонта гбц для начало это будут направляющие клапанов .Если увеличенные зазоры между направляющими втулками и стержнями клапанов не удается устранить заменой клапанов, придется заменять направляющие втулки клапанов., для этого понадобится (молоток, оправка для вы прессовки направляющих втулок (стержень надлежащего диаметра).
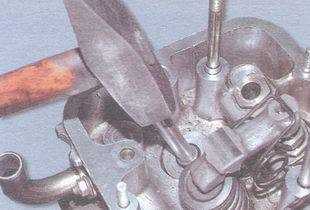
для начала разбираем гбц то бишь клапана после снятия клапанов Переворачиваем головку блока цилиндров и легкими ударами молотка через оправку выпрессовываем направляющую втулку в сторону привода клапанов. см на фото ниже .
После этой операции можно приступать к запрессовки новых направляющих .для лучьшего эфекта нужно нагреть гбц и зарание положить напровляшки в морозилку, есть много разных способов нагреть гбц например нагреть в духовой печи на плитке, на газу и т.д я грел гбц в воде налил в ведро горячую воду и начал греть лампой потом опустил гбц в воду на митут 5 в это время достал направляющие из холодильника прежде чем запрессововать помазал напровляшку маслом, потом достаем гбц из воды иустанавливаем новую направляющую втулку в отверстие под неё и легкими ударами молотка через оправку запрессовываем втулку до упора стопорного кольца в плоскость головки блока цилиндров.
ПРИМЕЧАНИЕНаправляющие втулки клапанов нужно запрессововать с надетыми стопорными кольцами. Направляющие втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
После запрессовки разверните отверстия в направляющих втулках:— впускных клапанов — до диаметра 8,022-8,040 мм;
— выпускных клапанов — до диаметра 8,029-8,047 мм.












"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
