Гидрокрекинг что это
Гидрокрекинговое масло: что это такое и в чем его особенности
Сегодня на рынке моторных и трансмиссионных масел, а также рабочих жидкостей для всевозможных гидравлических систем, представлены продукты, которые отличаются по целому ряду характеристик. Что касается масла для двигателя, автолюбители привыкли разделять моторные масла на синтетические, полусинтетические и минеральные. Такое деление сформировано с учетом базовой основы того или иного продукта.
Сравнительно недавно в продаже также появились гидрокрекинговые масла. Естественно, водители стали интересоваться, что такое гидрокрекинговое моторное масло и чем оно лучше или хуже остальных. В этой статье мы рассмотрим основные особенности и отличия этого продукта, а также ответим на вопрос, что лучше выбрать, гидрокрекинговое масло или синтетическое.
Что такое гидрокрекинг (HC-синтез)
Начнем с того, что главным отличием гидрокрекинговых смазок от привычной минералки или синтетики является технология их производства. Если точнее, речь идет о технологии производства базовой основы.
Как известно, основа определяет только некоторые свойства продукта, тогда как остальные важнейшие характеристики обеспечиваются благодаря сочетанию такой основы с пакетами сильнодействующих активных химических присадок. Добавим, что от базовой масляной основы, как правило, напрямую зависит общий срок службы смазки.
При этом для правильного подбора следует, прежде всего, отталкиваться от допусков и рекомендаций производителя ДВС по ГСМ. Только после этого можно уделить внимание тому, какая основа была использована для конкретного продукта (минеральная, полусинтетическая, синтетическая или гидрокрекинговая).Вернемся к особенностям гидрокрекинга и сравним его с другими типами основ. Для начала следует напомнить, что долгое время в двигателях внутреннего сгорания вполне успешно использовались так называемые «натуральные» минеральные масла. При этом главной проблемой такой основы можно считать сильную зависимость от температуры.
- Простыми словами, минеральная база сильно вязнет и теряет текучесть на холоде, также изменение свойств происходит при высоком нагреве (смазка сильно разжижается, защитная пленка на деталях тонкая). С учетом того, что двигатели становились все более мощными и высокооборотистыми, а сами инженеры стремились сделать моторы максимально надежными и простыми в эксплуатации, возникла острая необходимость в продукте другого типа.
По этой причине дальнейшее развитие индустрии в сфере производства ГСМ привело к появлению синтетических масел. На начальном этапе такие продукты использовались для запуска авиадвигателей в условиях сильного холода, затем стали применяться и в автопромышленности.
- Если просто, масло с синтетической основой является искусственной копией минеральной основы, при этом на молекулярном уровне значительно улучшены основные параметры, которые представляют особую важность для нормальной работы силового агрегата.
Главным отличием синтетики от минералки можно считать стабильность вязкости независимо от температуры. Например, такие продукты остаются текучими во время сильного понижения температур. В результате достигается стабильность и легкость запуска холодного двигателя. При сильном нагреве синтетическая основа также обеспечивает лучшую защиту трущихся пар.
Еще одним преимуществом можно считать увеличенный срок службы синтетики, так как искусственная основа медленнее стареет в двигателе и не так сильно подвержена сторонним химическим процессам (окисление смазки и т.п.). Основным минусом синтетического масла является сложность производства, в результате чего достаточно высокой является и конечная стоимость.
- В целях создания более доступного по цене продукта, который при этом превосходит минеральную основу по качеству, но также является дешевле синтетики, было создано полусинтетическое моторное масло. Не вдаваясь в подробности, полусинтетика является смесью минеральной и синтетической основы в определенных пропорциях.
Получается, гидрокрекинг представляет собой обработку натуральной нефтяной минеральной основы до такого вида, что от молекулярной структуры минералки затем ничего не остается, то есть гидрокрекинговое масло больше приближено к синтетике.
Добавим, что такая гидрокрекинговая базовая основа чище по сравнению с минеральной, имеет заметно улучшенные свойства, при этом все же уступает по качеству полностью синтетическим продуктам. Однако есть одно важное отличие. Дело в том, что стоимость производства гидрокрекинговой основы намного ниже, чем синтез полностью синтетической.
- В результате гидрокрекинговые масла лучше минеральных, не сильно отличаются от синтетики по ряду основных свойств, при этом заметно дешевле синтетических продуктов.
Достаточно посмотреть на гидрокрекинг со стороны нужд рядового потребителя. Указанные продукты являются во многих случаях оптимальной «золотой серединой», так как их изготавливают с учетом соответствия стандартам и классам качества под конкретно указанные допуски мировых авто производителей.
Если рассматривать гидрокрекинговые масла, список таких продуктов есть почти у каждого крупного производителя ГСМ, причем такие предложения занимают достаточно широкую нишу.
Почему гидрокрекинговое масло часто называют синтетическим
Как правило, сами изготовители моторных масел не стремятся отдельно акцентировать внимание потребителя на базовой основе своих продуктов. Более того, API (Американский Институт Нефти) прировнял гидрокрекинговые масла к синтетическим.
По этой причине одни изготовители указывают, что масло получено при помощи HC-синтеза (Hydro Craking Synthese Technology), тогда как другие могут просто выделить, что масло синтетическое или изготовлено на основе синтетических технологий.
Некоторые производители и вовсе не указывают, какая основа использована в том или ином продукте. Получается, топ лучших моторных гидрокрекинговых масел или смазочных материалов на полностью синтетической основе в каталогах многих компаний может не иметь никаких дополнительных обозначений.Дело в том, что для современного потребителя намного важнее правильно подобрать масло с учетом всех допусков и классификаций производителя ДВС, а также остановиться на выборе наиболее подходящего продукта по цене. Другими словами, на масляную основу укажут только косвенные признаки.
Рекомендуем также прочитать статью о том, можно ли смешивать моторные масла разных производителей. Из этой статьи вы узнаете о допустимых вариантах смешивания, когда масла смешивать нельзя, а тажке в каких случаях рекомендуется и когда лучше воздержаться от смешивания смазочных материалов в двигателе.Исходя из особенностей производства становится понятно, что минеральная основа будет самой дешевой, в то время как полностью синтетическое масло окажется самым дорогим. Обычно полусинтетические масла оказываются дороже минеральных, при этом гидрокрекинговое масло стоит дороже полусинтетики.
Также на происхождение основы масла указывает такой показатель, как вязкость. На практике самые «жидкие» масла обычно синтетические (например, 0W10 и 0W20), популярные 5W30 и 5W40 часто гидрокрекинговые, 10W40 оказывается полусинтетикой или же минералкой, 15W50 обычно представляет собой минеральное масло.
Что в итоге
Как видно, гидрокрекинг является технологической особенностью производства базовой масляной основы, позволяя получить результат, приближенный к синтетической смазке. Также многие производители не без оснований позиционируют гидрокрекинговое масло на одной ступени с синтетическим.
Еще раз напомним, при выборе масла для двигателя нужно приобретать подходящее. При этом не так важно, минеральное это будет масло или синтетическое. Главным критерием в этом случае являются допуски производителя ДВС.
От основы больше зависит срок службы смазки и удобство эксплуатации мотора, то есть определяется тот или иной интервал замены масла. Дешевое минеральное масло нужно менять чаще, оно может загустеть зимой в случае значительного похолодания, не справляется с функцией защиты деталей при максимальных нагрузках на ДВС и т.д.Гидрокрекинг позволяет увеличить межсервисный интервал (такое масло медленнее стареет и окисляется), у него более стабильные вязкостно-температурные показатели по сравнению с минералкой и полусинтетикой. Лучшим вариантом в плане срока службы и зависимости показателя вязкости от температуры окажется синтетическое масло, при этом оно самое дорогое.
Напоследок добавим, что не стоит полагаться на заявленные интервалы замены масла. При учете эксплуатации на отечественном топливе и постоянной езде по пыльным дорогам или же в режиме «старт-стоп» в крупных городах любая смазка быстрее загрязняется, чем стареет. Также низкое качество горючего приводит к тому, что ресурс любого масла заметно сокращается.
Другими словами, минералку и полусинтетику желательно менять каждые 6-7 тыс. км, а гидрокрекинг или синтетику не позже 10 тыс. В случае с гидрокрекинговыми маслами также становится очевидно, что более доступная цена делает такой продукт оптимальным для многих своременных моторов на фоне дорогих синтетических масел.
Техническая библиотека
Гидрокрекинг предназначен для получения малосернистых топливных дистиллятов из различного сырья.
Гидрокрекинг - процесс более позднего поколения, чем каталитический крекинг и каталитический риформинг, поэтому он более эффективно осуществляет те же задачи, что и эти 2 процесса.
В качестве сырья на установках гидрокрекинга используют вакуумные и атмосферные газойли, газойли термического и каталитического крекинга, деасфальтизаты, мазуты, гудроны.
Технологическая установка гидрокрекинга состоит обычно из 2х блоков:
- реакционного блока, включающего 1 или 2 реактора,
- блока фракционирования, состоящего из различного числа дистилляционных колонн.
Продуктами гидрокрекинга являются автомобильные бензины, реактивное и дизельное топливо, сырье для нефтехимического синтеза и СУГ (из бензиновых фракций).
Гидрокрекинг позволяет увеличить выход компонентов бензина, обычно за счет превращения сырья типа газойля.
Качество компонентов бензина, которое при этом достигается, недостижимо при повторном прохождении газойля через процесс крекинга, в котором он был получен.
Гидрокрекинг также позволяет превращать тяжелый газойль в легкие дистилляты (реактивное и дизельное топливо). При гидрокрекинге не образуется никакого тяжелого неперегоняющегося остатка (кокса, пека или кубового остатка), а только легко кипящие фракции.
Преимущества гидрокрекинга
Наличие установки гидрокрекинга позволяет переключать мощности НПЗ с выпуска больших количеств бензина (когда установка гидрокрекинга работает) на выпуск больших количеств дизельного топлива (когда она отключена).
Гидрокрекинг повышает качество компонентов бензина и дистиллята.
В процессе гидрокрекинга используются худшие из компонентов дистиллята и выдает компонент бензина выше среднего качества.
В процессе гидрокрекинга образуются значительные количества изобутана, что оказывается полезным для управления количеством сырья в процессе алкилирования.
Использование установок гидрокрекинга дает увеличение объема продуктов на 25%.
В настоящее время широко используется около 10 различных типов установок гидрокрекинга, но все они очень похожи на типичную конструкцию.
Катализаторы гидрокрекинга менее дороги, чем катализаторы каталитического крекинга.
Технологический процесс
Слово гидрокрекинг расшифровывается очень просто. Это каталитический крекинг в присутствии водорода.
Ввод холодного водородсодержащего газа в зоны между слоями катализатора позволяет выравнивать температуры сырьевой смеси по высоте реактора.
Движение сырьевой смеси в реакторах нисходящее.
Сочетание водорода, катализатора и соответствующего режима процесса позволяют провести крекинг низкокачественного легкого газойля, который образуется на других крекинг-установках и иногда используется как компонент дизельного топлива. Установка гидрокрекинга производит высококачественный бензин.
Катализаторы гидрокрекинга - обычно это соединения серы с кобальтом, молибденом или никелем (CoS, MoS2, NiS) и оксид алюминия. В отличие от каталитического крекинга, но так же как при каталитическом риформинге, катализатор располагается в виде неподвижного слоя. Как и каталитический риформинг, гидрокрекинг чаще всего проводят в 2-х реакторах.
Сырье, подаваемое насосом, смешивается со свежим водородсодержащим газом и циркуляционным газом, которые нагнетаются компрессором.
Газосырьевая смесь, пройдя теплообменник и змеевики печи, нагревается до температуры реакции 290- 400°С (550-750°F) и под давлением 1200- 2000 psi (84-140 атм) вводится в реактор сверху. Учитывая большое тепловыделение в процессе гидрокрекинга, в реактор в зоны между слоями катализатора вводят холодный водородсодержащий (циркуляционный) газ с целью выравнивания температур по высоте реактора. Во время прохождения сквозь слой катализатора примерно 40-50% сырья подвергается крекингу с образованием продуктов, соответствующих по температурам кипения бензину (точка выкипания до 200°С (400°F).
Катализатор и водород дополняют друг друга в нескольких аспектах. Во-первых, на катализаторе идет крекинг. Чтобы крекинг продолжался, требуется подвод тепла, то есть это - эндотермический процесс. В то же время, водород реагирует с молекулами, которые образуются при крекинге, насыщая их, и при этом выделяется тепло. Другими словами, эта реакция, которая называется гидрирование, является экзотермической. Таким образом, водород дает тепло, необходимое для протекания крекинга.
Во-вторых - это образование изопарафинов. При крекинге получаются олефины, которые могут соединяться друг с другом, приводя к нормальным парафинам. За счет гидрирования двойные связи быстро насыщаются, при этом часто возникают изопарафины, и таким образом предотвращается повторное получение нежелательных молекул (октановые числа изопарафинов выше, чем в случае нормальных парафинов).
Выходящая из реактора смесь продуктов реакции и циркуляционного газа охлаждается в теплообменнике, холодильнике и поступает в сепаратор высокого давления. Здесь водородсодержащий газ для обратного направления в процесс и смешивания с сырьем отделяется от жидкости, которая с низа сепаратора через редукционный клапан, поступает далее в сепаратор низкого давления. В сепараторе выделяется часть углеводородных газов, а жидкий поток направляется в теплообменник, расположенный перед промежуточной ректификационной колонной, для дальнейшей перегонки. В колонне при небольшом избыточном давлении выделяются углеводородные газы и легкий бензин. Керосиновую фракцию можно выделить, как боковой погон или оставить вместе с газойлем в качестве остатка от перегонки.
Бензин частично возвращается в промежуточную ректификационную колонну в виде острого орошения, а балансовое его количество через систему «защелачивания» откачивается с установки. Остаток из промежуточной ректификационной колонны разделяется в атмосферной колонне на тяжелый бензин, дизельное топливо и фракцию >360°С. Так как сырье на данной операции уже подвергалось гидрированию, крекингу и риформингу в 1-м реакторе, процесс во 2-м реакторе идет в более жестком режиме (более высокие температуры и давления). Как и продукты 1-й стадии, смесь, выходящая из 2-го реактора, отделяется от водорода и направляется на фракционирование.
Толщина стенок стального реактора для процесса, проходящего при 2000 psi (140 атм) и 400°С, иногда достигает 1 см.
Основная задача - не дать крекингу выйти из-под контроля. Поскольку суммарный процесс эндотермичен, то возможен быстрый подъем температуры и опасное увеличение скорости крекинга. Чтобы избежать этого, большинство установок гидрокрекинга содержат встроенные приспособления, позволяющие быстро остановить реакцию.
Бензин атмосферной колонны смешивается с бензином промежуточной колонны и выводится с установки. Дизельное топливо после отпарной колонны охлаждается, «защелачивается» и откачивается с установки. Фракция >360°С используется в виде горячего потока внизу атмосферной колонны, а остальная часть (остаток) выводится с установки. В случае производства масляных фракций блок фракционирования имеет также вакуумную колонну.
Водородсодержащий газ подвергается очистке водным раствором моноэтаноламина и возвращается в систему. Необходимая концентрация водорода в циркуляционном газе обеспечивается подачей свежего водорода, например, с установки каталитического риформинга.
Регенерация катализатора проводится смесью воздуха и инертного газа; срок службы катализатора 4-7 мес.
Продукты и выходы.
Сочетание крекинга и гидрирования дает продукты, относительная плотность которых значительно ниже, чем плотность сырья.
Ниже приведено типичное распределение выходов продуктов гидро¬крекинга при использовании в качестве сырья газойля с установки коксования и светлых фракций с установки каталитического крекинга.
Продукты гидрокрекинга - это 2 основные фракции, которые используются как компоненты бензина.
Объемные доли
Сырье:
Газойль коксования 0,60
Светлые фракции с установки каталитического крекинга 0,40
Всего 1,00
Продукты:
Пропан -
Изобутан 0,02
Н-Бутан 0,08
Легкий продукт гидрокрекинга 0,21
Тяжелый продукт гидрокрекинга 0,73
Керосиновые фракции 0.17
Всего 1,21
Напомним, что из 1 ед сырья получается около 1,25 ед продукции.
Здесь не указано требуемое количество водорода, которое измеряется в стандартных фт3/барр сырья.
Обычный расход составляет 2500 ст.
Тяжелый продукт гидрокрекинга - это лигроин (нафта), содержащий много предшественников ароматики (то есть соединений, которые легко превращаются в ароматику).
Этот продукт часто направляют на установку риформинга для облагораживания.
Керосиновые фракции являются хорошим реактивным топливом или сырьем для дистиллятного (дизельного) топлива, поскольку они содержат мало ароматики (в результате насыщения двойных связей водородом).
Гидрокрекинг остатка.
Существует несколько моделей установок гидрокрекинга, которые были сконструированы специально для переработки остатка или остатка от вакуумной перегонки.
На выходе получается более 90% остаточного (котельного) топлива.
Задачей данного процесса является удаление серы в результате каталитической реакции серосодержащих соединений с водородом с образованием сероводорода.
Таким образом, остаток с содержанием серы не более 4% может быть превращен в тяжелое жидкое топливо, содержащее менее 0,3% серы. Использовать установки гидрокрекинга необходимо в общей схеме переработки нефти.
С одной стороны, установка гидрокрекинга является центральным пунктом, так как она помогает установить баланс между количеством бензина, дизельного топлива и реактивного топлива. С другой стороны, скорости подачи сырья и режимы работы установок каталитического крекинга и коксования не менее важны.
Кроме того, алкилирование и риформинг также следует учитывать при планировании распределения продуктов гидрокрекинга.
Особенности, преимущества и недостатки гидрокрекинговых моторных масел
Вокруг гидрокрекинговых масел ходит много споров, разговоров и обсуждений. Потребители никак не могут прийти к единому мнению. Они разделились на совершенно противоположные. Одни считают их лучшей современной разработкой, другие негативно отзываются из-за особенностей производства. Кто-то думает, что они неоправданно дорого стоят, а оппоненты акцентируют внимание на том, что такие составы стоят значительно дешевле синтетических масел при аналогичных характеристиках. Чтобы понять суть гидрокрекинговых масел и что это за моторные жидкости, следует детальнее изучить этот вопрос. Разобравшись с технологией производства, техническими характеристиками, сильными и слабыми сторонами ГК-масел, каждый сможет сделать для себя определённые выводы.
 Гидрокрекинговое моторное масло является очищенным продуктом.
Гидрокрекинговое моторное масло является очищенным продуктом.К чему привёл гидрокрекинг
Обычно производители в результате обработки нефтепродуктов получают очищенное моторное масло. Если учитывать его свойства и характеристики, то смазка превосходит традиционную минеральную жидкость. Но до уровня синтетических составов не совсем дотягивает. Это если сравнивать с синтетикой самого высокого уровня, изготовленной по всем правилам и с применением современных технологий. Параллельно с этим гидрокрекинг считается более дешёвой в плане реализации технологией. Опять же при сравнении с изготовлением синтетических смазочных жидкостей для двигателей. Технология ГК может иметь разную степень эффективности. Для начала рассмотрим потенциальные возможности гидрокрекинга, то есть теорию. Если взять за основу разработанную технологию синтеза нефтепродуктов, грамотно использовать производственные мощности и располагать самым современным оборудованием, на выходе получится масло, которое совершенно не уступит синтетике.
Но теория пока теорией и остаётся. В действительности такой подход будет слишком дорогим. В итоге процесс изготовление ГК-масел окажется затратным, а готовую продукцию будут реализовывать по цене не ниже синтетики. Но ведь суть ГК в том и заключается, чтобы сделать масло, близкое к синтетическому, но по значительно меньшей цене. Отсюда мы получаем реальность происходящего с технологией гидрокрекинга. Подход менее основательный, за счёт чего получается создавать масла, которые значительно превосходят минеральные, но всё же называть их аналогом высококачественной синтетики нельзя.
Технологию разработали ещё в прошлом веке, примерно в 70-х годах. Тогда появились только первые предпосылки к созданию чего-то значимого и востребованного. Теперь же ГК применяет практически каждый производитель. Это обусловлено тремя факторами:
- доступность производства;
- высокий спрос;
- хорошее качество масла.
Использовать гидрокрекинговое масло или нет, зависит не только от желания автовладельца, но и требований самого двигателя его автомобиля к качеству и характеристикам мазки. Сейчас к продуктам гидрокрекинга относятся с особым вниманием. Это масла, которые способны заменить дорогие синтетические составы, тем самым помочь автомобилистам сэкономить на обслуживании машины без ущерба качеству.
Особенности технологии производства
Теперь нужно более конкретно понять, что это за технология и в чём её особенность. Здесь мы рассмотрим гидрокрекинговое масло с позиции его изготовления. Гидрокрекингом (ГК) называют современный способ производства моторных масел, в рамках которого очищаются и улучшаются свойства базового минерального масла. Это и позволяет приблизить их характеристики к синтетике. При изготовлении ГК масла используют нефть, как и в случае с классическими минеральными смазками. Затем применяют специальные химические процессы, с помощью которых молекулярная структура меняется практически полностью. Потому от базовых свойств и характеристик, актуальных для минералки, ничего почти не остаётся. Такая глубокая очистка и синтез нужны для уменьшения количества ненужных примесей, которые присутствуют в базовой нефти. Результатом обработки становится масляный компонент, который нельзя охарактеризовать как минеральный, синтетический или полусинтетический. Потому ГК принято относить к отдельной категории.
Всего существует три этапа очистки, благодаря которым удаляются примеси и создаётся конечная молекулярная структура жидкости:
- Начинается обработка с депарафинизации. Из названия вы уже поняли, что на этом этапе удаляются парафины. Они способствуют повышению температуры застывания смазочного моторного масла. За счёт только такой технологии от всех примесей избавиться не получится. Потому требуются дальнейшие манипуляции.
- Вторым этапом является гидроочистка. Когда углеводороды насыщаются водородом, происходит процесс изменения их структуры. Это называется гидрирование. В итоге у масла повышается стойкость к окислительным процессам.
- Завершается производство гидрокрекингом. При обработке происходит несколько разных реакций. С их помощью удаляются азотные и серные соединения, происходит расщепление колец, насыщение связей и разрыв парафиновых цепей.
Дальше в состав ГК масла добавляют соответствующие синтетические присадки. С их помощью создаётся окончательный перечень свойств, возможностей и характеристик смазки. Чем технологичнее и сложнее присадки, тем выше поднимается ценник на гидрокрекинг. Потому и такие жидкости могут оказаться достаточно дорогими. Хотя опять же, по сравнению с синтетикой ГК всегда будет дешевле при прочих равных свойствах. Если сравнивать процесс с традиционным синтезом, актуальным при изготовлении синтетических моторных масел, на гидрокрекинг требуется меньше технологических и временных затрат. Это предопределяет более низкую стоимость готовой продукции. Вы теперь более точно понимаете, что такое гидрокрекинговое моторное масло и в чём заключается суть его производства.
Проблема классификации
Пока специалисты не до конца определились, как правильно классифицировать такие масла и куда их относить. Представители API (American Petroleum Institute) в настоящее время относят гидрокрекинговые составы к 3 группе. Сюда входят базовые смазки высшего качества, которые изготавливаются на основе нефти. Во многих странах их не называют полностью синтетическими. Это объясняется тем, что они не соответствуют главному требованию синтетики, то есть не состоят на 100% из искусственных компонентов. При этом по уровню качества ГК масла нельзя сопоставлять с минеральными смазками. Они их превосходят многократно. В сравнении с ПАО-маслами, то есть синтетическими жидкостями, ГК уступают незначительно и только по некоторым критериям. Потому сейчас актуально использовать новый термин HC-синтетики, то есть гидрокрекинговых синтетических масел. Самое главное, что от названия суть не меняется. Потому вы можете называть эти смазки так, как вам угодно.
Как отличить от синтетических масел
Когда автовладелец приходит в магазин, где продают моторные смазочные жидкости, с целью приобрести именно гидрокрекинговое масло, возникает определённая сложность с его поиском. Ведь далеко не всегда удаётся сразу же идентифицировать этот тип материала. Отличить гидрокрекинговое моторное масло можно по самому объективному признаку, то есть по соответствующей надписи на упаковке. Некоторые производители указывают, какой это тип смазки, нанося обозначение HC-синтетика. Но рассчитывать, что все поголовно будут это писать, не стоит. Потому, когда надпись на этикетке отсутствует, ищите косвенные признаки. Их несколько. Начните со стоимости. Учитывая технологические особенности ГК-масел, они на выходе стоят заметно дешевле синтетики, но и в несколько раз дороже минеральных масел.
Не все изготовители моторных смазок хотят вводить путаницу в обозначения и индексы свои масел, потому просто наносят на этикетку категорию синтетического масла. Но с некоторыми особенностями. Они не указывают, что это 100% синтетика (Fully Synth), а делают более расплывчатые обозначения. Потому если вы видите надпись о синтетической технологии, применяемой при изготовлении смазки, то перед вами вероятнее всего ГК. Учтите, что в настоящее время технология гидрокрекингового производства строго засекречена каждым производителем. Потому никто не будет выводить на этикетки подробную информацию.
Технические параметры
Из всего сказанного выше можно сделать объективный вывод, согласно которому ГК-масла являются промежуточным решением между минеральными и синтетическими смазками. Потому возникают соответствующие вопросы касательно технических характеристик составов. Хотя ГК очень близки к синтетическим маслам, у них нет таких же выдающихся параметров, если сравнивать со 100% синтетикой самого высокого качества. Но ведь на рынке доступны и не самые выдающиеся синтетические масла, которые ГК существенно превзойдёт. Это уже понятие относительное. Параллельно с этим у гидрокрекинга есть очевидные преимущества в плане высокотемпературных свойств и антиокислительных возможностей. Такие составы гарантируют оптимальную вязкость, которая может применяться зимой, летом, в течение всего сезона в условиях сильной жары и экстремальных морозов.
Важно отметить объективно слабое место, характерное для гидрокрекинга. Несмотря на применение передовых технологий по обработке минеральной основы, полностью очистить минералку в наше время невозможно. Потому ГК пользуется спросом за счёт доступности технологии производства. Это позволяет сделать смазки оптимальными в плане соотношения цены и качества. За сравнительно небольшие деньги вы покупаете полноценное моторное масло, которое остаётся устойчивым к химическому воздействию, температурным перепадам, окислению и коррозии. Возьмите в качестве аналога похожую по свойствам синтетическую жидкость, и вы увидите, насколько гидрокрекинговое масло доступнее в плане стоимости.
Сильные и слабые стороны
Как и все остальные решения, гидрокрекинговые масла имеют свои объективные преимущества и недостатки. Говорить, что они лучше остальных, нельзя. Так же, как нельзя утверждать о тотальном превосходстве синтетики перед гидрокрекингом. Всё относительно и познаётся исключительно в сравнении. По своим характеристикам оба вида составов очень близки. Потому и сами производители моторных жидкостей не стесняются называть их одинаковыми. Но давайте всё разбирать более детально. Да, характеристики и свойства на высоком уровне. При этом за довольно сложным понятием гидрокрекинга скрывается переработанная по особой технологии минеральная основа. Это не считается недостатком. Скорее, главным преимуществом, поскольку из этого вытекает доступная стоимость. Возьмите для сравнения синтетические жидкости. Для их производства требуется очень сложная технология синтеза. А раз она сложная, то и дорогая. В плане стоимости объективно выигрывает гидрокрекинг.
К остальным положительным сторонам ГК-масел относят:
- отличные показатели вязкости и возможность их применения в различных эксплуатационных условиях;
- устойчивость гидрокрекинга к образованию отложений;
- минимальное агрессивное воздействие по отношению к сальникам и уплотнителям, используемым в конструкции двигателя;
- устойчивость к окислительным процессам и коррозии;
- способность эффективность снижать трение между трущимися поверхностями;
- включение в состав большого количества присадок;
- широкий ассортимент;
- возможность применения ГК на современных двигателях, требовательных к качеству смазочных материалов.

Эти достоинства были тщательно изучены и проверены, что позволило доказать справедливость таких утверждений. Если говорить про отрицательную сторону, то гидрокрекинговые масла имеют некоторые недостатки.
В основном выделяют такие минусы:
- предрасположенность к более быстрому процессу испарения;
- менее продолжительный жизненный цикл, чем у синтетики (ГК начинает быстрее стареть);
- необходимость чаще менять смазку;
- состав не адаптирован под очень жёсткие условия эксплуатации.
Если взять все озвученные преимущества использования гидрокрекинговых масел, сопоставить их с недостатками и ценником, то минусы выглядят вполне сносно. С ними можно смириться, поскольку в своей среде ГК ведут себя великолепно. Если вы не занимаетесь автогонками или температура в вашем регионе зимой не падает до экстремально низких значений, эти смазочные моторные жидкости покажут себя с самой лучшей стороны. Не забывайте, что производители бывают разные. Некоторые создают ГК по всем канонам и правилам, используют самые передовые технологии и современное оборудование. Другие же себе этого позволить не могут. Тут и возникает существенная разница между гидрокрекингами разных брендов. Выбирайте только лучшие. Именно они максимально близки к синтетическим маслам.

Полезные рекомендации
Выбирая масло для своего двигателя, и рассматривая вариант с покупкой ГК-состава, вам стоит обратить внимание на несколько главных моментов.
- Производитель автомобиля и двигателей. В руководстве по эксплуатации приведены конкретные рекомендации о выборе моторного масла. Не у всех автокомпаний в число рекомендуемых входят ГК-смазки, поскольку они не способны в полной мере удовлетворить потребности силового агрегата. Рисковать и экспериментировать, заменяя синтетику гидрокрекингом, в таких ситуациях не стоит.
- Финансовая сторона. Да, синтетика заметно дороже ГК, но иногда это оправданные затраты. Если у вас есть возможность выбора между двумя технологиями, что подтверждается автопроизводителем, тогда нет смысла тратить больше денег.
- Производители масел. Как уже упоминалось ранее, не всегда ГК или HC-масла обладают достойными характеристиками. Это зависит от применяемой технологии, оборудования и технической базы компании. Потому внимательно изучайте производителя, читайте об используемых в ГК присадках и сопоставляйте их с требованиями своего автопроизводителя.

Технология хоть и не совсем новая, но только сейчас она начинает развиваться в полной мере. Не исключено, что в дальнейшем гидрокрекинг будут активно развивать, совершенствовать и модернизировать. В настоящее время благодаря ГК мы получаем отличную возможность экономить на расходном материале, не действуя в ущерб качеству, надёжности и долговечности двигателя. Вопрос только в том, допускает ли автопроизводитель использовать на своих моторах такие масла.
Гидрокрекинг и гидроочистка
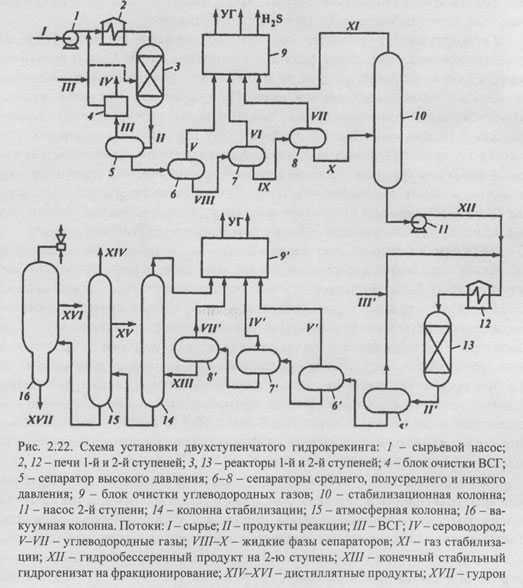
Процессы переработки нефтяных фракций в присутствии водорода называются гидрогенизационными. Они протекают на поверхности гидрирующих катализаторов в присутствии водорода при высоких значениях температуры (250-420 °С) и давления (от 2,5-3,0 вплоть до 32 МПа). Такие процессы используются для регулирования углеводородного и фракционного состава перерабатываемых нефтяных фракций, очистки их от серо-, азот- и кислородсодержащих соединений, металлов и других нежелательных примесей, улучшения эксплуатационных (потребительских) характеристик нефтяных топлив, масел и сырья нефтехимии. Гидрокрекинг позволяет получать широкий ассортимент нефтепродуктов практически из любого нефтяного сырья путем подбора соответствующих катализаторов и рабочих условий, поэтому он является наиболее универсальным, эффективным и гибким процессом нефтепереработки. Разделение гидрогенизационных процессов на гидрокрекинг и гидроочистку довольно условно по принципу свойств применяемых катализаторов, количества используемого водорода и технологических параметров процесса (давление, температура и др.).Например, принята следующая терминология: «гидроочистка» (Hydro-treating), «гидрооблагораживание» (Hydrorefining) и «гидрокрекинг» (Hydrocracking). Гидроочистка включает процессы, в которых не происходит существенного изменения в молекулярной структуре сырья (например, сероочистка при давлении 3-5 МПа). Гидрооблагораживание включает процессы, в которых до 10 % сырья подвергается изменению молекулярной структуры (сероочистка - деароматизация - деазотизация при давлении 6-12 МПа). Гидрокрекинг - это процессы (высокого давления - более 10 МПа и среднего давления - менее 10 МПа), в которых более 50 % сырья подвергается деструкции с уменьшением размера молекул. В 80-х годах XX в. процессы гидрооблагораживания с конверсией менее 50 % получили название мягкого или легкого гидрокрекинга, к которому стали относить промежуточные процессы с гидродеструкцией сырья от 10 до 50 % при давлениях как менее, так и более 10 МПа. Мощности установок (млн т/год) гидрокрекинга в мире равны примерно 230, а гидроочистки и гидрооблагораживания - 1380, из них в Северной Америке - соответственно 90 и 420; в Западной Европе - 50 и 320; в России и СНГ - 3 и 100.История развития промышленных гидрогенизационных процессов начиналась с гидрогенизации продуктов ожижения угля. Еще до Второй мировой войны Германия достигла больших успехов в производстве синтетического бензина (синтина) при гидрогенизационной переработке углей (на основе применения синтеза Фишера-Тропша), а в годы Второй мировой войны Германия производила более 600 тыс. т/год синтетических жидких топлив, что покрывало большую часть потребления страны. В настоящее время мировое производство искусственного жидкого топлива на основе угля составляет около 4,5 млн т/год. После широкого промышленного внедрения каталитического риформинга, производящего в качестве побочного продукта избыточный дешевый водород, наступает период массового распространения различных процессов гидроочистки сырьевых нефтяных фракций (кстати, необходимой и для процессов риформинга) и товарной продукции НПЗ (бензиновые, керосиновые, дизельные и масляные фракции).Гидрокрекинг (ГК) позволяет получать светлые нефтепродукты (бензиновые, керосиновые, дизельные фракции и сжиженные газы С3-С4) практически из любого нефтяного сырья подбором соответствующих катализаторов и технологического режима процесса. Иногда термин «гидроконверсия» (Hydroconversion) используется как синоним термина гидрокрекинг (Hydrocracking). Первая установка ГК пущена в 1959 г. в США. Большинство процессов ГК предусматривает переработку дистиллятного сырья: тяжелых атмосферных и вакуумных газойлей, газойлей каталитического крекинга и коксования, а также и деасфальтизаторов. Получаемые продукты - это предельные (насыщенные) углеводородные газы, высокооктановая бензиновая фракция, низкозастывающие фракции дизельного и реактивного топлив.Гидрокрекинг сырья, содержащего значительные количества соединений на основе серы, азота, кислорода и других элементов, обычно проводят в две ступени (рис. 2.22). На первой ступени осуществляется неглубокий мягкий гидрокрекинг в режиме гидроочистки от нежелательных примесей, обычно являющихся катализаторными ядами или снижающих их активность. Катализаторы этой ступени идентичны катализаторам обычной гидроочистки и содержат оксиды и сульфиды никеля, кобальта, молибдена и вольфрама на разных носителях - активном оксиде алюминия, алюмосиликате или специальных цеолитах. На второй ступени подготовленное, очищенное сырье, содержащее не более 0,01 % серы и не более 0,0001 % азота, подвергается основному жесткому гидрокрекингу на катализаторах на основе палладия или платины на носителе - цеолитах типа Y.
Гидрокрекинг тяжелых газойлевых фракций применяется для получения бензина, реактивного и дизельного топлива, а также для повышения качества масел, котельного топлива и сырья пиролиза и каталитического крекинга. Гидрокрекинг малосернистых вакуумных дистиллятов в бензин осуществляют в одну ступень на сульфидных катализаторах, стойких к отравлению ге-тероорганическими соединениями, при температуре 340-420 °С и давлении 10-20 МПа с выходом бензина 30-40 % и вплоть до 80-90 об. %. Если сырье содержит более 1,5 % серы и 0,003-0,015 % азота, то применяется двухступенчатый процесс с гидроочисткой сырья на первой ступени. Гидрокрекинг во второй ступени протекает при температуре 290-380 °С и давлении 7-10 МПа. Выход бензина достигает 70-120 об. % на сырье, получаемый легкий бензин до 190 °С используют как высокооктановый компонент товарных бензинов, тяжелый бензин можно направлять на риформинг. Гидрокрекинг тяжелых газойлей в средние фракции (реактивное и дизельное топливо) также проводят в одну или две ступени.
ходе бензина получить до 85 % реактивного или дизельного топлива. Например, отечественный одноступенчатый процесс гидрокрекинга вакуумного газойля на цеолитсодержащем катализаторе типа ГК-8 может давать до 52 % реактивного топлива или до 70 % зимнего дизельного топлива с содержанием ароматических углеводородов 5-7 %. Гидрокрекинг вакуумных дистиллятов сернистых нефтей проводят в две ступени. Включением гидрокрекинга в технологическую схему НПЗ достигается высокая гибкость в производстве его товарной продукции.На одной и той же установке гидрокрекинга возможны разные варианты получения бензина, реактивного или дизельного топлива изменением технологического режима гидрокрекинга и блока ректификационного фракционирования продуктов реакции. Например, бензиновый вариант производит бензиновую фракцию с выходом до 51 % на сырье и фракцию дизельного топлива 180-350 °С с выходом 25 % от сырья. Бензиновую фракцию разделяют на легкий бензин С5-С6 с ОЧм = 82 и тяжелый бензин Су-Сю с ОЧм = 66 при содержании в них серы до 0,01 %. Фракцию Су-С^ можно направить на каталитический риформинг для повышения ее октанового числа. Дизельная фракция имеет цетановое число 50-55, не более 0,01 % серы и температуру застывания не выше минус 10 °С (компонент летнего дизельного топлива).В отличие от каталитического крекинга газы С3-С4 и жидкие фракции гидрокрекинга содержат только насыщенные стабильные углеводороды и практически не содержат гетероорганических соединений, они менее ароматизированы, чем газойли каталитического крекинга. При реактивно-то-пливном варианте можно получать до 41 % фракции 120-240 °С, отвечающей стандартным требованиям на реактивное топливо. При дизельно-топливном варианте можно производить 47 или 67 % фракции дизельного топлива с це-тановым числом около 50.Перспективным направлением гидрокрекинга является переработка масляных фракций (вакуумных дистиллятов и деасфальтизатов). Глубокое гидрирование масляных фракций повышает их индекс вязкости от 36 до 85-140 при снижении содержания серы с 2 до 0,04-0,10 %, почти на порядок снижается коксуемость и уменьшается температура застывания. Подбирая технологический режим гидрокрекинга, можно получать базовые масляные фракции с высоким индексом вязкости практически из любых нефтей. При гидрокрекинге масляных фракций протекают реакции гидроизомеризации нормальных алканов (застывающих при более высоких температурах), поэтому гидроизомеризация понижает температуру застывания (из-за увеличения в маслах изопарафинов) и исключает необходимость операции депарафинизации масел растворителями. Гидроизомеризация керосиногазойлевых фракций на бифункциональных алюмоплатиновых катализаторах или сульфидах никеля и вольфрама на оксиде алюминия позволяет получить дизельное топливо с температурой застывания до минус 35 °С.Гидрокрекинг, сочетающий риформинг и селективный гидрокрекинг, под названием селектоформинг увеличивает октановое число риформатов или рафината (после отделения ароматических углеводородов) на 10-15 пунктов при температуре около 360 °С, давлении 3 МПа и расходе водородсодержащего газа 1000 нм3/м3 сырья на цеолитсодержащем катализаторе с размером входных окон 0,50-0,55 нм с активными металлами платиновой группы, никеля или с оксидами или сульфидами молибдена и вольфрама. Селективным удалением из керосиновых и дизельных фракций нормальных алканов понижается температура застывания реактивных и дизельных топлив до минус 50-60 °С, а температура застывания масел может быть понижена с 6 до минус 40-50 °С.Гидродеароматизация - основной процесс получения высококачественных реактивных топлив из прямогонного (с содержанием аренов 14-35 %) и вторичного (с содержанием аренов до 70 %) сырья. Реактивное топливо для сверхзвуковой авиации, например марки Т-6, не должно содержать более 10 мае. % ароматических углеводородов. Поэтому облагораживание фракций реактивного топлива проводят гидроочисткой в режиме гидродеароматизации. Если сырье имеет меньше 0,2 % серы и меньше 0,001 % азота, то гидрокрекинг проводят в одну ступень на платиноцеолитсодержащем катализаторе при температуре 280-340 °С и давлении 4 МПа со степенью удаления (превращения) аренов до 75-90 %.При более значительных содержаниях серы и азота в сырье гидрокрекинг осуществляют в две ступени. Вторичное сырье перерабатывают в более жестких условиях при температуре 350-400 °С и давлении 25-35 МПа. Гидрокрекинг является весьма дорогостоящим процессом (большое потребление водорода, дорогое оборудование высокого давления), но он уже давно получил широкое промышленное применение. Основные его достоинства-технологическая гибкость процесса (возможность на одном оборудовании производить разные целевые продукты: бензиновые, керосиновые и дизельные фракции из самого различного сырья: от тяжелых бензиновых до остаточных нефтяных фракций); выход реактивного топлива увеличивается от 2-3 до 15 % на нефть, а выход зимнего дизельного топлива - от 10-15 до 100 %; высокое качество получаемых продуктов в соответствии с современными требованиями.Процессы гидроочистки широко применяются в нефтепереработке и нефтехимии. Их используют для получения высокооктановых бензинов, для улучшения качества дизельных, реактивных и котельных топлив и нефтяных масел. Гидроочисткой удаляют из нефтяных фракций сернистые, азотистые, кислородные соединения и металлы, уменьшают содержание ароматических соединений, удаляют непредельные углеводороды путем их превращения в другие вещества и углеводороды. При этом сера, азот и кислород гидрируются практически полностью и превращаются в среде водорода в сероводород h3S, аммиак Nh4 и воду Н20, металлоорганические соединения разлагаются на 75-95 % с выделением свободного металла, который иногда является катализаторным ядом. Для гидроочистки используют разнообразные катализаторы, стойкие к отравлению различными ядами. Это оксиды и сульфиды дорогих металлов: никеля Ni, кобальта Со, молибдена Мо и вольфрама W, -на оксиде алюминия А1203 с другими добавками. В большинстве процессов гидроочистки используют алюмокобальтмолибденовые (АКМ) или алюмо-никельмолибденовые (АНМ) катализаторы. Катализаторы АНМ могут иметь добавку цеолита (тип Г-35). Эти катализаторы изготавливаются обычно в виде гранул-таблеток неправильной цилиндрической формы размером 4 мм при насыпной плотности 640-740 кг/м3. При пуске реакторов катализаторы сульфидируют (процесс осернения) газовой смесью сероводорода и водорода. Катализаторы АНМ и алюмокобальтвольфрамовые (АКВ) предназначены для глубокой гидроочистки тяжелого высокоароматизированного сырья, парафинов и масел. Регенерация катализаторов для выжигания кокса с его поверхности проводится при температуре 530 °С. Процессы гидроочистки обычно ограничиваются температурой 320-420 °С и давлением 2,5-4,0 реже 7-8 МПа. Расход водородсодержащего газа (ВСГ) изменяется от 100-600 до 1000 нм3/м3 сырья в зависимости от вида сырья, совершенства катализатора и параметров процесса.Гидроочистка бензиновых фракций применяется в основном при их подготовке для каталитического риформинга. Температура гидроочистки 320-360 °С, давление 3-5 МПа, расход ВСГ 200-500 нм3/м3 сырья. При очистке бензиновых фракций каталитического и термического крекинга расход ВСГ больше 400-600 нм3/м3 сырья.Гидроочистка керосиновых фракций проводится на более активном катализаторе при давлении до 7 МПа для уменьшения содержания серы менее 0,1 % и ароматических углеводородов до 10-18 мае. %.Гидроочистке дизельных фракций подвергают более 80-90 % фракций при температуре 350-400 °С и давлении 3-4 МПа с расходом ВСГ 300-600 нм3/м3 сырья на катализаторах АКМ, степень обессеривания достигает 85-95 % и более. Для повышения цетанового числа дизельных фракций, происходящих из продуктов реакции каталитического и термического крекинга, удаляют часть ароматических углеводородов на активных катализаторах при температуре около 400 °С и давлении до 10 МПа.Гидроочистка вакуумных дистиллятов (газойлей) для использования их в качестве сырья каталитического крекинга, гидрокрекинга и коксования (для получения малосернистого кокса) проводится при температуре 360-410 °С и давлении 4-5 МПа. При этом достигается 90-94 % обессеривания, содержание азота снижается на 20-25 %, металлов - на 75-85, аренов - на 10-12, коксуемость - на 65-70 %.Гидроочистка масел и парафинов. Гидроочистка базовых масел более совершенна, чем классическая очистка сернокислотная с контактной доочисткой масел. Гидроочистка масел проводится на катализаторах АКМ и АНМ при температуре 300-325 °С и давлении 4 МПа. Г идроочистка масел на алю-можелезомолибденовом катализаторе с промоторами позволяет снизить температуру до 225-250 °С и давление до 2,7-3,0 МПа. Гидроочистка парафинов, церезинов и петролатумов проводится для снижения содержания серы, смолистых соединений, непредельных углеводородов, для улучшения цвета и стабильности (как и для масел). Процесс на катализаторах АКМ и АНМ аналогичен гидроочистке масел. Получили также применение алюмохроммолибде-новые и никельвольфрамжелезные сульфидированные катализаторы.Гидроочистка нефтяных остатков. Из нефти получают обычно 45-55 мае. % остатков (мазутов и гудронов), содержащих большие количества серо-, азот- и металлоорганических соединений, смол, асфальтенов и золы. Для вовлечения этих остатков в каталитическую переработку необходима очистка нефтяных остатков. Гидроочистка нефтяных остатков называется иногда гидрообессериванием, хотя происходит удаление не только серы, но и металлов, а также других нежелательных соединений. Гидрообессеривание мазутов проводят при температуре 370-430 °С и давлении 10-15 МПа на катализаторах АКМ. Выход мазута с содержанием серы до 0,3 % составляет 97-98 %. Одновременно удаляются азот, смолы, асфальтены и происходит частичное облагораживание сырья. Гидроочистка гудронов представляет собой более сложную задачу, чем гидроочистка мазутов, поскольку должна достигаться значительная деметаллизация и деасфальтизация гудронов предварительная или непосредственно при процессе гидрообессеривания. Особые требования предъявляются к катализаторам, так как обычные катализаторы быстро теряют активность из-за больших отложений кокса и металлов. Если кокс выжигается при регенерации, то некоторые металлы (никель, ванадий и др.) отравляют катализаторы и их активность при окислительной регенерации обычно не восстанавливается. Поэтому гидродеметаллизация остатков должна предшествовать гидроочистке, что позволяет снизить расход катализаторов гидроочистки в 3-5 раз.Реакторы гидрокрекинга и гидроочистки с неподвижным слоем катализатора широко распространены и во многом похожи по конструкции на реакторы каталитического риформинга. Реактор - цилиндрический вертикальный аппарат со сферическими днищами диаметром от 2-3 до 5 м и высотой 10-24 и даже 40 м. При высоких давлениях процесса толщина стенки достигает 120-250 мм. Обычно используется один неподвижный слой катализатора. Но иногда в связи с выделением большого количества тепла при экзотермических реакциях гидрокрекинга возникает необходимость охлаждения внутреннего реакторного пространства вводом хладоагента в каждую зону. Для этого объем реактора секционируют на 2-5 зон (секций), в каждой из которых имеется опорная колосниковая решетка для насыпания катализатора, боковые штуцера для загрузки и выгрузки катализатора, распределительные устройства для парогазовой смеси, а также штуцера и распределители для ввода хладоагента - холодного циркулирующего газа для снятия тепла реакции и регулирования необходимой температуры по высоте реактора. Слой катализатора односекционного реактора имеет высоту до 3-5 м и более, а в многосекционных реакторах - до 5-7 м и более. Сырье входит в аппарат через верхний штуцер, а продукты реакции покидают реактор через нижний штуцер, проходя через специальные пакеты сеток и фарфоровых шаров для задержки катализатора. В верху реактора устанавливаются фильтрующие устройства (система перфорированных стаканов-патрубков и металлических сеток) для улавливания продуктов коррозии из парогазового сырья. Для аппаратов высокого давления (10-32 МПа) предъявляются особые требования к конструкции корпуса и внутренних устройств.Регенерация катализаторов проводится окислительным выжиганием кокса [46]. Регенерация во многом похожа на регенерацию катализаторов каталитического риформинга, но имеются и свои особенности. После отключения реактора от сырья снижают давление и переходят на циркуляцию с помощью ВСГ. При тяжелых видах сырья промывают катализатор растворителями, бензином или дизельным топливом при температуре 200-300 °С. Потом ВСГ заменяют на инертный газ (водяной пар). В случае газовоздушной регенерации процесс похож на регенерацию катализаторов риформинга. При паровоздушной регенерации сначала продувают систему инертным газом до остаточного содержания водорода не выше 0,2 об. %, затем инертный газ заменяют на водяной пар с отводом его в дымовую трубу трубчатой печи при условиях, исключающих конденсацию водяного пара (температура на выходе из печи 300-350 °С, давление в реакторе около 0,3 МПа). Далее катализатор нагревают до температуры 370-420 °С выжигом кокса при концентрации кислорода в смеси не более 0,1 об. % Увеличением расхода воздуха при концентрации кислорода до 1,0-1,5 об. % поднимается температура катализатора до 500-520 °С (но не выше 550 °С). Контролем снижения концентрации С02 в дымовых газах принимается решение о прекращении регенерации, которую заканчивают, когда содержание кислорода в дымовых газах становится близким к содержанию кислорода в смеси на входе в реактор. Паровоздушная регенерация более проста и протекает при низких давлениях не выше 0,3 МПа с использованием водяного пара из заводской сети. Водяной пар смешивают с воздухом и через трубчатую печь подают в реактор, дымовые газы сбрасывают в дымовую трубу трубчатой печи.Промышленные установки гидроочистки и гидрокрекинга. Типовые установки периода 1956-1965 гг. для гидроочистки дизельных топлив были двухступенчатыми мощностью 0,9 млн т сырья/год типа Л-24-6, гидроочистка бензиновых фракций осуществлялась в отдельно стоящих блоках мощностью 0,3 млн т сырья/год. В 1965-1970 гг. внедрены установки гидроочистки различных дистиллятных фракций мощностью 1,2 млн т/год типа Л-24-7, ЛГ-24-7, ЛЧ-24-7. Бензиновые фракции очищались в блоках комбинированных установок риформинга мощностью 0,3 и 0,6 млн т/год. Керосиновые фракции очищались на установках гидроочистки дизельных топлив, предварительно дооборудованных для этих целей. С 1970 г. широко внедрялись укрупненные установки различного типа и назначения - как отдельно стоящие типа J1-24-9 и J14-24-2000, так и в составе комбинированных установок JlK-бу (секция 300) мощностью от 1 до 2 млн т/год. Технологические схемы гидроочистки реактивного и дизельного топлив во многом похожи на схему блока гидроочистки бензиновых фракций - сырья установок каталитического риформинга.Эксплуатируются установки гидрообессеривания котельных топлив, мазутов и гудронов типа 68-6 в реакторах с трехфазным кипящим слоем. Мощность установки в зависимости от сырья может изменяться от 1,25 млн т/год сернистого гудрона до 2,5 млн т/год сернистого мазута. Давление процесса равно 15 МПа, температура - 360-390 °С, расход ВСГ - 1000 нм3/м3 сырья. Катализатор АКМ применяется в виде экструзированных частиц диаметром 0,8 мм и высотой 3-4 мм. Катализатор в реакторе не регенерируется, а выводится в небольшом количестве и заменяется свежей порцией один раз в 2 сут. Корпус реактора - многослойный с толщиной стенки 250 мм, масса реактора около 800 т.
Приведем названия процессов гидрокрекинга и гидроочистки зарубежных фирм:
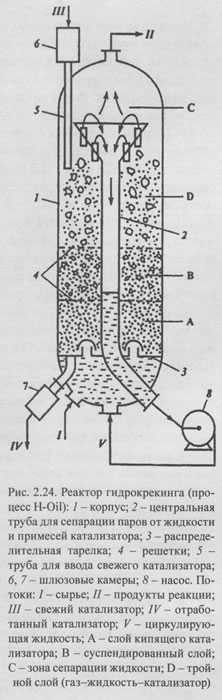
Современные гидрогенизационные процессы фирмы «Union Oil»: процесс «Юникрекинг/ДП», включающий последовательно работающие два реактора гидроочистки и селективной гидродепарафинизации для обработки сырья - дизельных фракций и вакуумных газойлей с получением низкоза-стывающей дизельного топлива (температура застывания иногда до минус 80 °С) с содержанием 0,002 % серы, менее 10 % ароматики на катализаторах НС-К и НС-80 при конверсии сырья 20 %; процесс «Юникрекинг» с частичной конверсией 80 % сырья - вакуумных газойлей с получением дизельного топлива с содержанием 0,02 % серы, менее 10 % ароматики на катализаторе предварительной гидроочистки НС-К и усовершенствованном цеолитном катализаторе DHC-32, процесс может также использоваться в работе НПЗ по бензиновому варианту в схеме подготовки сырья для каталитического крекинга; процесс «Юникрекинг» с полной 100 %-ной конверсией сырья - вакуумных газойлей с температурой конца кипения 550 °С с получением экологически чистых реактивных и дизельных топлив с содержанием 0,02 % серы, 4 и 9 % ароматики на аморфном сферическом катализаторе DHC-8 (цикл работы катализатора 2-3 года), обеспечивающем максимальный выход высококачественных дистиллятов, особенно дизельных топлив; процесс «Юнисар» с конверсией 10 % на новом катализаторе AS-250 для эффективного снижения содержания ароматики до 15 % в реактивных и дизельных топливах (гидродеароматизация), особо рекомендуется для производства дизельных топлив из труднооблагораживаемых видов сырья, например легких газойлей каталитического крекинга и коксования; процесс «АН-Unibon» фирмы «UOP» для гидроочистки-гидрооблагораживания дизельных топлив типа AR-10 и AR-10/2 (две ступени) до содержания серы 0,01 мае. % и ароматики до 10 об. % с цетановым числом 53 при давлении процесса 12,7 и 8,5 МПа (две ступени).Для реформулирования (контролируемой гидрообработки) нефтяных остатков в мировой практике применяются, в частности, следующие процессы: гидроочистка - процесс «RCD Unionfining» фирмы «Union Oil» для уменьшения содержания серы, азота, асфальтенов, металлов и снижения коксуемости остаточного сырья (вакуумных остатков и асфальтов процессов деасфальтизацией) с целью получения качественного малосернистого котельного топлива или для дальнейшей переработки при гидрокрекинге, коксовании, каталитическом крекинге остаточного сырья; гидроочистка - процесс «RDS/VRDS» фирмы «Chevron» по назначению похож на предыдущий процесс, при этом перерабатывается сырье вязкостью при 100 °С до 6000 мм2/с с содержанием металлов до 0,5 г/кг (для глубокой гидродеметаллизации сырья), применяется технология замены катализатора на ходу, которая дает возможность выгружать катализатор из реактора и заменять его свежим при сохранении нормального режима работы в параллельных реакторах, что позволяет перерабатывать очень тяжелое сырье с пробегом установки более года; гидровисбрекинг - процесс «Aqvaconversion» фирм «Intevep SA», «UOP», «Foster Wheeler» обеспечивает значительное снижение вязкости (больше в сравнении с висбрекингом) тяжелых котельных топлив при более высокой конверсии сырья, а также позволяет получать водород из воды в условиях основного процесса за счет ввода в сырье вместе с водой (паром) композиции из двух катализаторов на основе неблагородных металлов; гидрокрекинг -процесс «LC-Fining» фирм «ABB Lummus», «Оху Research», «British Petroleum» для обессеривания, деметаллизации, уменьшения коксуемости и конверсии атмосферных и вакуумных остатков с конверсией сырья 40-77 %, степенью обессеривания 60-90 %, полнотой деметаллизации 50-98 % и снижением коксуемости на 35-80 %, при этом в реакторе катализатор поддерживается во взвешенном состоянии восходящим потоком сырьевой жидкости (например, гудрона), смешанной с водородом; гидрокрекинг -процесс «Н-Oil» (рис. 2.23) для гидрообработки остаточного и тяжелого сырья, например гудрона, в двух или трех реакторах со взвешенным слоем катализатора, по ходу процесса можно добавлять и выводить катализатор из реактора, сохраняя его активность, степень конверсии гудрона от 30 до 80 %; гидрооблагораживание остаточного сырья - процесс «Нусоп» фирмы «Shell» использует все бункерные реакторы (один или несколько в зависимости от содержания металлов в сырье) с движущимся слоем катализатора для постоянного обновления катализатора в реакторах (0,5-2,0 % от общего количества катализатора в 1 сут.), при этом могут применяться также два реактора с неподвижным слоем катализатора после бункерных реакторов, при необходимости в схему включается реактор гидрокрекинга для увеличения конверсии сырья для давлений процесса 10-20 МПа и температур 370-420 °С (рис. 2.24).
Важнейшим достижением последних лет в технологии производства бес-сернистых низкозастывающих реактивных и дизельных топлив и базовых высокоиндексных масел является создание гидрогенизационных процессов под названием «Изокрекинг» фирм «Chevron» совместно с фирмой «АВВ

Lummus», которые проводят гидрокрекинг с конверсией 40-60 % (масляный), 50-60, 70-80 или 100 % (дизельный) вакуумных газойлей 360-550 °С или тяжелых вакуумных газойлей 420-570 °С, снижают содержание серы до 0,01-0,001 % (дизельное топливо) или до 0,005 % (масла), доводят содержание ароматики до 1-10 % в зависимости от марки катализатора (аморфно-цеолитного или цеолитно-го) ICR-117, 120, 139, 209 и др., количества реакционных ступеней (одной или двух), давления в реакторах (менее 10 или более 10 МПа), использования рецикловых систем, а также проводит селективную гидроизомеризацию н-парафинов. Этот процесс в режиме с гидроизодепарафиниза-цией позволяет перерабатывать тяжелые вакуумные газойли с максимальными выходами высоиндексных смазочных масел (ИВ=110-130) при одновременном получении низкозастывающих дизельных топлив. В отличие от гидродепарафини-зации, при которой н-парафины удаляются, в этом процессе они гидроизомеризу-ются. Отличительной модификацией последних лет гидрокрекинга (с высоким уровнем конверсии) является применение дополнительных технологических решений для удаления тяжелой многоядерной ароматики (ТМА) из рецикловой жидкости (горячая сепарация, селективная адсорбция ТМА и др.) в системах гидрокрекинга с рециклом. Образующаяся в процессе работы ТМА (ароматика с 11 и более кольцами) нежелательна в товарных продуктах, она снижает эффективность катализатора, выпадает в осадок на более холодных поверхностях аппаратуры и трубопроводов, нарушает функционирование установки.











"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
