Хонингование цилиндров блока
Хонингование блока цилиндров

Самым завершающим этапом при капитальном ремонте любого двигателя является хонингование. В этой статье вы подробно узнаете о том, что такое хонингование блока цилиндров, зачем оно производится и как осуществить его своими руками.
Что такое хонингование?
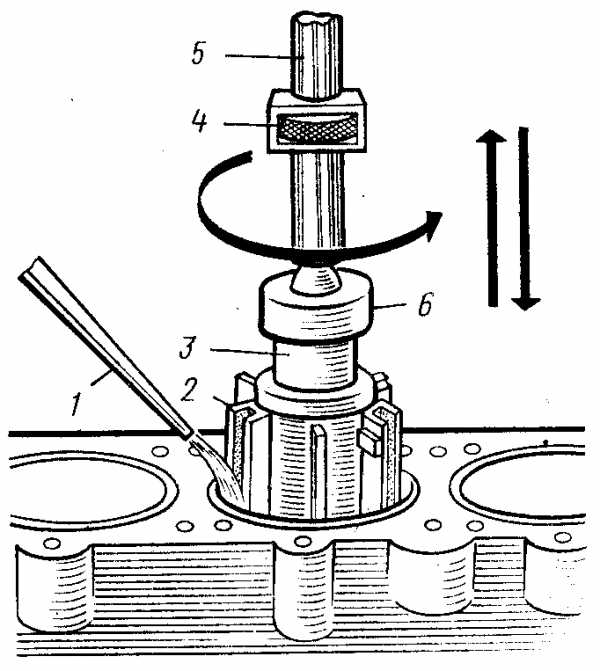
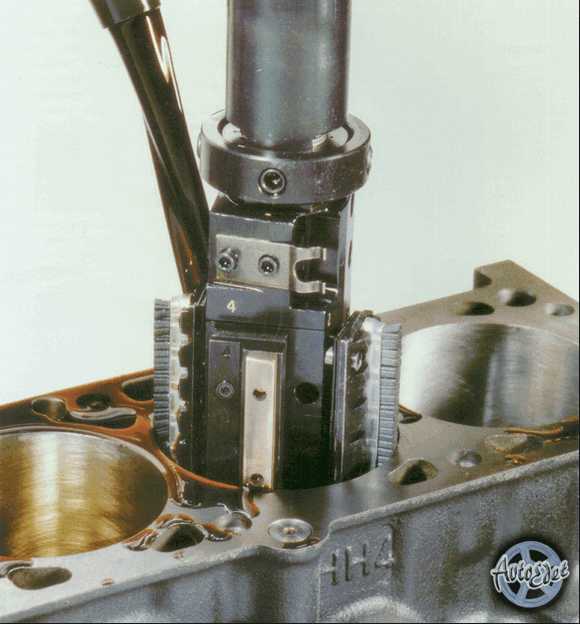
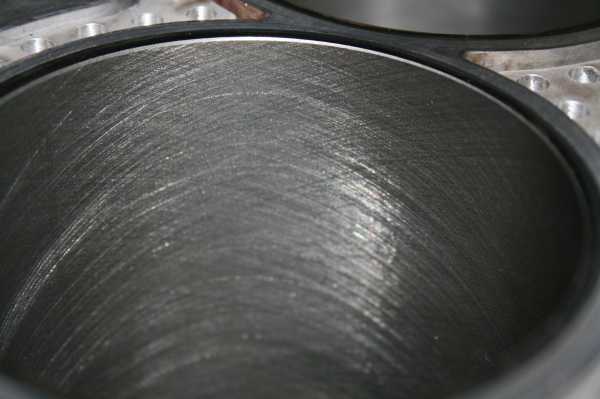
Хонингование выполняется для уменьшения шероховатости поверхности цилиндров, чтобы обеспечить минимальное трение между поршнем и рабочей частью цилиндра. Данная процедура выполняется при помощи режущей обработки. Хонинговальные бруски устанавливаются в специальные хонинговальные головки, которые устанавливаются как радиально, так и плоскопараллельно через конусные механизмы или зубчатые рейки. Таким образом, достигается крестовая шлифовка поверхности и соответствующая сетка штрихов. В связи с этим, хонингование получило второе название – перекрестная шлифовка. Смазка и охлаждение обрабатываемого материала обеспечивается с помощью специального хонинговального масла, которое подается на всем протяжении обработки.
Для чего необходимо хонингование блока цилиндров?
В процессе эксплуатации, двигатель поддается как термическим, так и механическим воздействиям, которые непременно меняют форму цилиндров. Цилиндр должен иметь строго определенную высоту и диаметр, который не должен меняться на всем протяжении стенок. Тем не менее, длительная эксплуатация и износ делают свое дело – цилиндры меняют свою форму на бочкообразную, конусообразную или седлообразную. Данные изменения невидимы не вооруженным глазом, тем не менее, довести форму цилиндра до ума просто необходимо. Именно для этого и применяется хонингование, которое может расточить цилиндр до самых номинальных размеров с точностью до миллиметра.
Если цилиндры не обрабатывают и оставляют все, как есть, то можно получить, примерно, следующую картину:
- Снижение давления в цилиндрах (компрессии), потеря мощности. Данный параметр напрямую зависит от формы цилиндра.
- Повышения расхода смазывающего материала и топлива. Сквозь промежутки, которые могут возникнуть между поршнем и стенками цилиндра, масло будет подниматься в камеру сгорания, прогорать и уходить в выхлопную систему.
Хорошо, если дело обойдется только расточкой цилиндров. Однако, бывают случаи, когда капитальный ремонт становился слишком затратным. Многие водители умудрились довести мотор до такого состояния, что потребовалась замена всего кривошипно-шатунного механизма.
Требования к инструменту хонингования
Как вы уже догадались, применение обычного расточного станка при хонинговании блока цилиндров недопустимо. Для этого используется только специальное оборудование, которое позволяет добиться самых точных результатов. Ведь такой параметр, как размер, в блоке цилиндров играет очень важную роль.

Обработка блока цилиндра, изготовленного из алюминия должна выполняться с помощью специальных брусков. Для достижения более точной геометрии элемента их количество должно составлять от 5 до 8. Расположение брусков выполняется по всему периметру обрабатываемой поверхности. Монтаж инструмента осуществляется с помощью гидравлического или электромеханического привода, который позволяет изменить их положение в соответствии с требуемым размером. Такой подход, в отличии от ручной настройки, позволяет обеспечить точное регулирование брусков, в соответствии с требуемыми нормами. Именно поэтому, применение обычного станка, с малым количеством брусков и регулировкой механическими рейками недопустимо.
Какими должны быть хонинговальные бруски?

При расточке блока цилиндров применяются специальные бруски с алмазными зернами. Крепление зерен обеспечивается с помощью пластмассовой связки. Данный материал применим для обработки блока цилиндров, изготовленного из алюминия. Конструкция брусков позволяет добиться самозатачивания алмазов. Это означает, что связывающая пластмасса очень прочна, что немало важно при удержании алмазов в процессе обработки, и достаточно мягкая, чтобы удержать алмазы, концы которых уже затупились.
Как хонинговать блок цилиндров самостоятельно?
Капитальный ремонт блока делится на несколько этапов. Вначале происходит расточка цилиндра до ремонтного размера. Обязательным условием является оставление припуска в 0,1-0,15 миллиметров. Данный размер позволяет вначале придать форму будущему цилиндру, а затем провести обработку шероховатой поверхности, чтобы сделать ее максимально гладкой.
После того, как второй этап будет завершен, необходимо выполнить промывку двигателя. Дело в том, что при обработке появляется большое количество металлической стружки, которая сразу может быть и незаметна. Однако, ее присутствие на стенках гильз совсем не желательно и может привести к повторному износу блока, поэтому ее необходимо удалить.
Внимание! Чтобы бруски не замазались и не переломились, необходимо через определенные промежутки времени прерывать хонингование, примерно, на 30 секунд. При этом, касание инструмента стенкам цилиндра должен быть прекращен. За это время обрабатываемую поверхность и бруски нужно промыть и обработать новой порцией хонинговального масла. После этого, можно снова продолжать обработку.
Чтобы бруски изнашивались равномерно, рекомендуется постоянно менять направление вращения головки. Данное требование позволяет не только ровно обработать деталь, но и добиться повышенной экономии материала, что не маловажно при проведении работ любого вида.
На этом хонингование блока цилиндров завершено. Как видно, на теории в этом нет ничего сложного. Однако на практике многие водители могут столкнуться с различными трудностями, например, отсутствие необходимого оборудования или специальных навыков, нужных при обработке блока цилиндров. Именно поэтому, такую работу лучше доверить профессионалу, который за относительно небольшие деньги выполнит точную и качественную шлифовку цилиндров.
№16 расточка и хонингование блока цилиндров своими руками — бортжурнал Honda Integra детка 1998 года на DRIVE2
1 Как расточить цилиндр правильно
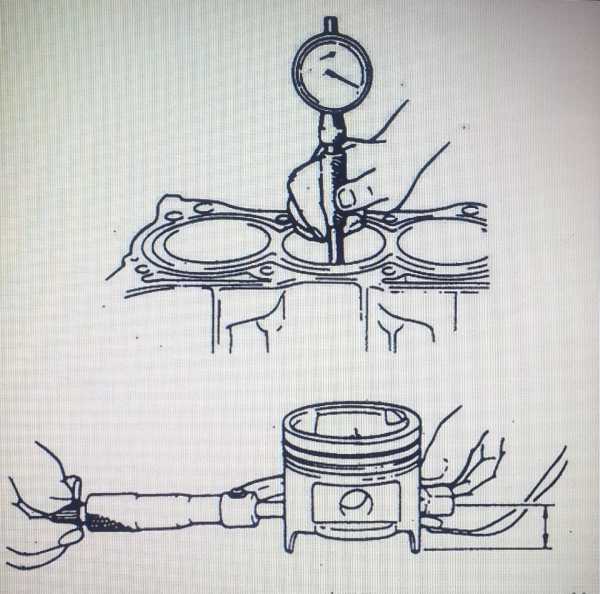
Хотя, нужно быть честными, доработка головки блока цилиндров своими руками – это лишь частично. Своими руками вы сможете провести разборку ГБЦ и демонтаж блока цилиндров. Сами вы сможете произвести замер зазора между поршнем и цилиндром и даже гильзование.
А вот дальнейшая процедура – расточка блока цилиндров может быть проведена только на специализированном оборудовании.

А вот дальнейшая процедура – расточка головки блока цилиндров может быть проведена только на специализированном оборудовании.
Своими же руками вы можете в дальнейшем, после расточки и хонингования блока цилиндров, произвести сборку агрегата.Скорее всего, вы сами не будете стоять у станка, но знать технологию расточки головки блока цилиндров вам не помешает.
Чаще всего расточка цилиндров необходима для увеличения объёма гнезда для ремонтного комплекта. В этом случае вы уже должны знать для какого размера гильз будет производиться расточка.
Для расточки применяются специальные расточные станки. Из-за их немаленькой стоимости не каждая СТО может позволить себе иметь такой станок. Поэтому, как правило, в городах существует всего несколько технических центров, где производят доработку головки блока цилиндров.
Проточка цилиндров процедура не быстрая и требует высокой точности. Растачивание происходит на малой скорости. Это обеспечивает высокое качество поверхности, и точность до 0,01 мм.
При обработке на станке поверхности цилиндра добиваются параллельности всех цилиндров по длине с одновременной перпендикулярностью их базе – плоскости. С учетом некоторой «кривизны» блоков, идеальным является параллельность постелям коленчатого вала.В процессе расточки цилиндров обязательно оставляют припуск на хонингование цилиндров. Это примерно 0,1 – 0,15 мм.
Почему столько? Этот слой металла является дефектным, после расточки, и убирается (полируется) именно хонингованием. И такой небольшой припуск не даёт возможности перекоса оси цилиндров во время хонингования.2 Хонинговка цилиндров после расточки
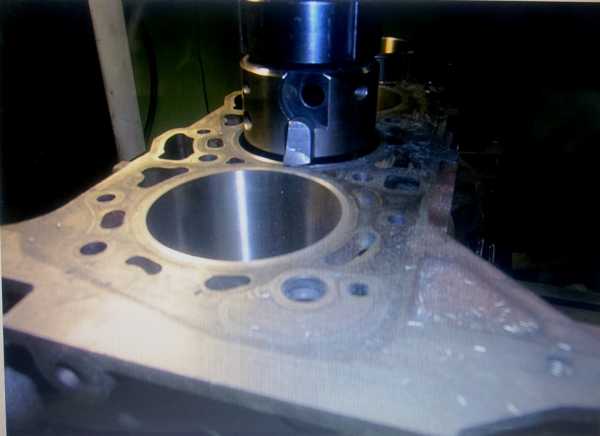
Хонингование – это абразивная обработка материалов с применением хонов (хонинговальные головки). Хонинговка цилиндров производится на специализированных станках, обработка сопровождается обильным орошением поверхности.

Жидкости для хонингования применяются традиционные: керосин или смесь масла с керосином. Существует и технология хонингования цилиндров с водой, в которую добавляются. Как правило, синтетические вещества для предотвращения коррозийных процессов.

Всё. Вам позвонил ваш мастер и вы можете ехать забирать головку блока цилиндров. Доработка головки блока, в виде расточки и хонингования прошла успешно. Теперь вы вновь, своими руками можете продолжать процесс тюнинга двигателя или ремонта ГБЦ.

И не забывайте, что сборка головки блока цилиндров, процесс не менее ответственный и сложный, чем расточка и хонингование цилиндров. Удачи вам при проведении расточки и хонингования цилиндров.
Хонингование цилиндров что это такое
Хонингование цилиндров что это такое — сам термин «хонингование» происходит от английского «to hone», что означает «обтачивать», «точить». Этот процесс подразумевает обработку внутренних поверхностей цилиндров. Благодаря этому процессу можно получить чрезвычайно высокое качество обработки поверхностей блока цилиндров. Хонингование производится на заключительном этапе в капитальном ремонте и обработке мотора.
Блок цилиндров — это деталь, которая соединяет основные механизмы двигателя: коробку передач, головку блока, механизмы поршневой группы. Одной из основных функций блока двигателя является поглощение шумов двигателя. Во время капитального ремонта профессионалы уделяют этой детали наибольшего внимания. Ведь блок цилиндров постоянно подвержен большим нагрузкам. Как результат, он больше склонен к износу. Если в начале эксплуатации цилиндр имеет круглую форму, то по истечении некоторого времени он ее теряет и меняет на овальную. Вследствие длительной работы и сильных нагрузок, на стенках могут образовываться повреждения и царапины. Деформация и повреждения поверхности блока цилиндров может стать причиной серьезных неполадок в работе авто.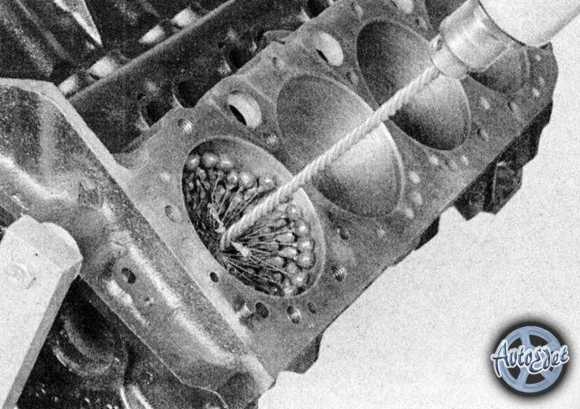
Особое внимание при ремонте двигателя специалисты уделяют цилиндрам. В результате постоянных нагрузок, верхняя часть цилиндра приобретает конусную форму, это может стать причиной снижения ступени уплотнения колец. Вследствие этого может увеличиться прорыв газов и повыситься количество потребления масла. Цилиндр стает шероховатым, не круглым. Процесс хонингования блока цилиндров — это технология восстановления заводской округлой формы, а также обеспечение максимально точного количества штриховки на поверхности.
Этапы хонингования
 Процесс обработки блока цилиндров проходит в два этапа. Черновая обработка, которую осуществляют крупнозернистым абразивом — это первый этап. В это время механизму придают его первоначальную, округлую форму. Второй и заключительный этап — это обточка мелкозернистым абразивом. Хонингование проводится керамическим, или алмазным брусом, который размещен на хонинговальной головке. Хонинговальная головка выполняет вращательные и возвратно-поступательные движения. Этот инструмент обеспечивает максимальную точность выполнения процесса. С помощью мелкозернистых абразивов с поверхности убираются царапины и зазубрины, достигается оптимальная степень шероховатости. Стоит сказать, что для хонингования блока подходит любой абразив, но чтобы обработать цилиндры — нужно использовать бруски с алмазным и керамическим покрытием. К недостаткам керамического хонингования можно отнести быстрый износ абразивов. А вот использование алмазных головок дает возможность существенно понизить затраты и физические усилия в процессе.
Процесс обработки блока цилиндров проходит в два этапа. Черновая обработка, которую осуществляют крупнозернистым абразивом — это первый этап. В это время механизму придают его первоначальную, округлую форму. Второй и заключительный этап — это обточка мелкозернистым абразивом. Хонингование проводится керамическим, или алмазным брусом, который размещен на хонинговальной головке. Хонинговальная головка выполняет вращательные и возвратно-поступательные движения. Этот инструмент обеспечивает максимальную точность выполнения процесса. С помощью мелкозернистых абразивов с поверхности убираются царапины и зазубрины, достигается оптимальная степень шероховатости. Стоит сказать, что для хонингования блока подходит любой абразив, но чтобы обработать цилиндры — нужно использовать бруски с алмазным и керамическим покрытием. К недостаткам керамического хонингования можно отнести быстрый износ абразивов. А вот использование алмазных головок дает возможность существенно понизить затраты и физические усилия в процессе.
После завершения финальной обработки цилиндров их поверхность необходимо очистить от остатков метала и абразивов. Специалисты отмечают, что при алмазном хонинговании остается больше частиц метала, чем при обработке керамическим абразивом. Чтобы очистить поры и впадины от ненужных остатков, используется мойка теплой мыльной водой. А для удаления металлических стружек, цилиндры полируют мягкой абразивной щеткой.
Когда закончен процесс хонингования, большинство специалистов проводят процедуру очистки абразивной пастой. Эта финишная обработка позволяет максимально очистить даже самые мелкие впадины на поверхности, которые не видны невооруженным глазом. Таким образом, специалисты могут добиться идеально гладкой поверхности и придать цилиндрам необходимую форму.
Основные плюсы хонингования.

Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Выводы
Стоит отметить, что процесс хонингования блока цилиндров нельзя недооценивать. На первый взгляд он кажется простой косметической процедурой, а на практике этот способ может спасти двигатель от преждевременной гибели
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Хонингование цилиндров: суть процедуры

Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование

Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов. Происходит возвращение первоначальной формы.
- Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки

Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
