Как хромировать металл
Как хромировать металл в домашних условиях
Любое изделие из металла, покрытое слоем хрома, смотрится намного эффектнее.
В частности, этим «болеет» подавляющее большинство автолюбителей, байкеров, многие из которых расценивают равнодушие (вместо ожидаемого восхищения) окружающих к их чудо-технике как личное оскорбление.
Но где взять такие «навороченные» комплектующие, если стоимость деталей с качественной хромировкой порой просто «зашкаливает», а по приемлемой цене можно приобрести или пластик с «оболочкой», или металлическую подделку, с которой хром облетит через пару недель?
Интерес к самостоятельному хромированию проявляют многие. Можно ли это сделать без проблем в домашних условиях? В принципе – да. В этой статье мы предметно поговорим о методике такой работы, и не только о ней. Честно расскажем, с чем придется столкнуться «домашнему» мастеру.
Подготовительные мероприятия
В первую очередь – выбор помещения. Тех, кто считает, что все работы по хромировке мелких деталей он сможет выполнить на кухне или в коридоре, придется огорчить. Этот процесс связан с вредными испарениями, поэтому и к помещению, и к мерам по обеспечению безопасности человека предъявляется особые требования. Как правило, местом работ выбирается подсобное помещение (гараж, пристройка и тому подобное). Как исключение – балкон.
Что предусмотреть
- Во-первых, эффективная вентиляция. Причем она должна быть не естественной, а принудительной (вытяжной).
- Во-вторых, респиратор, специальные очки, прорезиненные перчатки и фартук – обязательно.
- В-третьих, как утилизировать «отходы производства»?
В чем производить хромирование
Понадобятся материалы и приспособления. Они на рисунке обозначены соответствующими позициями:
- для небольших деталей вполне подойдет банка стеклянная на 3 л (7);
- емкость (1), в которую она будет ставиться (бидон, например);
- для качественного электролиза резервуар утепляется (теплоизолируется). Как пример – деревянный ящик (2), стеклоткань (3), материал дополнительного утепления (4). Для этого можно взять песок, минеральную или стекловату – разница небольшая. Главное – добиться эффекта «термоса»;
- нагревательный элемент (5). Можно использовать имеющиеся в продаже ТЭН соответствующей мощности;
- измеритель температуры (6). Желательно контактный, тогда процесс отчасти будет «автоматизирован»;
- герметизирующая крышка (8), но не металлическая. Обычно используются плиты из древесины или слоеная влагоустойчивая фанера;
- электроды. Катод присоединяется к образцу (–), а анод погружается в банку (+). Он может быть стержневым или пластинчатым. Для удобства в качестве «минусового» электрода можно использовать зажим типа «крокодил», который и будет удерживать деталь.
И последнее. Если она будет просто лежать на дне банки, то одна ее сторона останется без покрытия. Следовательно, ее нужно держать во время обработки в подвешенном положении. Тип кронштейна, его крепление «изобрести» несложно.
Источник питания
- На выходе должно быть напряжение постоянного тока, причем с возможностью регулирования номинала. Если делать все вручную, то понадобится хотя бы обыкновенный реостат.
- Сечение соединительных проводов подбирается по максимальной силе тока. Для хромирования мелких образцов – не менее 2,5 «квадратов».
- Если вместо обычного термометра используется терморегулятор, то придется собрать соответствующую электронную схему.
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная h3SO4 – 2,5.
Методика приготовления
- Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
- Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить h3SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
После этого деталь вынимается и подвергается термообработке (например, в сушильном шкафу) не менее 2,5 часов.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Неравномерный блеск поверхности
- Большая величина силы тока.
- Температура электролита ниже рекомендованной.
«Блеск» отсутствует
- Недостаток или избыток в растворе CrO3.
- Номинал тока завышен.
- Доля кислоты меньше требуемой.
Коричневые пятна на хромировке
- Избыток хрома.
- Недостаток кислоты.
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.
Покрытие «размягченное»
- Повышенная температура электролита.
- Пониженный ток.
Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Читайте также Как затачивать сверла по металлуПомещение
Если захочется произвести хромировку бампера, дисков колес, то балкона явно не хватит. Понадобится отдельное, просторное помещение.
Оборудование
- В первую очередь – источник питания. Нетрудно подсчитать, что на емкость в 3 л понадобится ток 18 А. А сколько нужно будет для обработки, к примеру, колесного диска? Не менее 30. Ясно, что «зарядник» для АКБ не подходит – с ним получится хромировать только мелкие «детальки».
- Емкость. Вряд ли на 3, даже 5 л будет достаточно. Причем их понадобится несколько.
Технология
трудность при хромировании – непостоянство концентрации всех ингредиентов. Как осуществлять контроль? Здесь нужна профессиональная подготовка.
И это еще не все проблемы, с которыми придется столкнуться. Например, утилизация больших объемов «отработки», правильный подбор электродов (форма, размеры) и ряд других.
Уважаемые Читатели! Информация более чем исчерпывающая. А заняться или нет самостоятельной хромировкой, решайте сами.
Источник: http://ISmith.ru/metalworking/xromirovanie-v-domashnix-usloviyax/
Как можно самостоятельно хромировать детали в домашних условиях?
Необязательно быть химиком со стажем, чтобы провести хромирование деталей в домашних условиях своими руками. Данный метод доступен рядовому умельцу, не нуждается в привлечении профессиональных знаний и потому остается популярным способом обработки. Технология позволяет получить блестящую поверхность на металлической, пластмассовой, стеклянной или деревянной основе, не теряющую своего блеска под влиянием воздуха и воды.
Существуют схожие операции получения дополнительного металлического слоя: цинкование, никелирование, серебрение. Хромировка деталей (процесс нанесения хрома на изделие) включает несколько функций:
- Защитную. Слой хрома устойчив к температурным перепадам; он улучшает физико-химические характеристики поверхности, защищая ее от окисления, предавая предметам (деталям автомобилей, велосипедов, приборов) дополнительную прочность.
- Декоративную. Результатом гальванизации становится привлекательный внешний вид любого транспортного средства. Декоративное хромирование выгодно преображает детали интерьера — крепежные элементы потолочных карнизов, фурнитуру (ручки дверей или мебельные), декоративные подставки, сувениры.
- Восстанавливающую. Продлевает срок службы изношенной поверхности валов, втулок (если глубина износа не превышает 1 мм), тем самым увеличивая срок эксплуатации.
- Повышает износоустойчивость двигателей внутреннего сгорания (осаждается на трущиеся поверхности), всевозможных штампов и матриц, мерильных инструментов.
- Улучшает отражательные свойства (хромирование отражателей фар, производство прожекторов, технических и бытовых зеркал).
Технологии хромирования
Хромирование в домашних условиях может осуществляться несколькими способами:
- Гальванический (электролитический) метод. Атомы хрома из раствора электролита осаждается на поверхность заготовки под действием электрического тока. Наиболее популярный, способ имеет широкую сферу применения, включая создание изделий, обладающих отражающими свойствами. Гальваническое осаждение хрома позволяет добиться качественного покрытия, устойчивого к механическим и химическим повреждениям.
- Химический (каталитический). Метод основан на взаимодействии реагентов и восстановлении хрома из своих солей; электрический ток не применяется. Получаемый слой первоначально имеет серый цвет и нуждается в полировке. Химическое хромирование, из-за присутствия среди реагентов фосфора, позволяет покрывать качественным твердым слоем изделия сложной формы, включающие полости.
- Диффузионный метод (напыление хрома осуществляется с использованием гальванической кисти). Хромирование деталей в домашних условиях диффузным методом — компактный способ обработки, не требующий организации ванны. Контроль толщины и качества покрытия возможен непосредственно во время операции.
Подготовка рабочего места
Металлизация хромом — химический процесс, сопровождающийся выделением токсичных (канцерогенных) веществ, наносящих вред здоровью человека и природной среде. Поэтому для гальваники в домашних условиях подбирается нежилое, безупречно проветриваемое помещение. Лучшим выбором является гараж или отдельно стоящая мастерская с эффективной принудительной вентиляцией (вытяжкой). Следует продумать утилизацию отходов.
Хромовый электролит выделяет летучие соединения, способные вступать в контакт и разрушать любую органику. Пары несут опасность для кожи и слизистых оболочек. Для защиты от испарений используют очки и маску-респиратор.
Хромирование в домашних условиях проводится в спецодежде, сапогах и фартуке. Руки защищают плотными латексными или резиновыми перчатками. Перед работой рекомендуется смазать носовую полость мазью, состоящей из вазелина и ланолина (в отношении 2 к 1).
Чтобы провести хромирование своими руками в домашних условиях на достойном уровне, часть инвентаря предлагается изготовить из подручных средств. В число предметов, составляющих набор для хромирования гальваническим путем, входит:
- Гальваническая ванна – сосуд из пластика, стекла, полиэтилена или пропилена (устойчивый к продолжительному воздействию агрессивной среды); подойдет и эмалированный. Для небольших предметов идеальна стеклянная банка. Для качественного электролиза выбранную посуду необходимо теплоизолировать (поместить в деревянный ящик, обитый изнутри стеклотканью с дополнительным утеплением минеральной или стекловатой).
- Источник питания – должен иметь характеристики: силу тока 50 А, допустимое напряжение 12 В, общую мощность не более 1 кВт.
- Нагревательное устройство для электролита, выдерживающее контакт с агрессивной средой (керамический ТЭН) соответствующей мощности. Допустимо использовать внешний подогреватель.
- Термометр, калиброванный до 100° по Цельсию.
- Крышка, герметично притертая к сосуду с электролитом (не металлическая).
- Электроды – анодом служит свинцовая пластина. Она погружается в емкость, катод присоединяется к хромируемому образцу. В роли катода удобно использовать зажим, удерживающий деталь. Последняя размещается в электролите так, чтобы не допустить касания стенок, дна и анода.
Состав и методика подготовки электролита
В смеси для осаждения хрома содержится:
- Дистиллированная (из аптеки) либо водопроводная (прокипяченная и отстоянная, идеально — фильтрованная) вода.
- Хромовый ангидрид (CrO3), из расчета 250 г на 1 л воды.
- Серная кислота (h3SO4) — 2-2.5 г/л (с удельной плотностью 1,84 г/см3).
Порядок приготовления:
- Сосуд наполовину заполнить водой, разогретой до 60º С.
- Всыпать хромовый ангидрид; добиться полного растворения, размешивая.
- Долить оставшуюся воду, осторожно добавить кислоту, перемешать.
- Электролит выдерживается 3,5 часа под номинальным током (для выравнивания плотности).
При соблюдении всех правил электролит становится темно-коричневым, после чего смесь отстаивается в прохладном помещении 1 сутки.
Чем лучше подготовить поверхность изделия, тем меньше проблем возникнет во время гальванического хромирования и качественнее будет покрытие.
- Предварительная механическая и химическая очистка. Удаляются сильные загрязнения (лак, краску, пятна ржавчины). Ржавчину с поверхности металла можно удалить травлением в кислоте, остатки краски — наждачной бумагой.
- Тонкая очистка. Следы загрязнений тщательно удаляются чистым куском материи.
- Обезжиривание. Для процедуры нужен раствор из 150 г едкого натра, 50 г кальцинированной соды и 5 г силикатного клея (расчет на 1 литр воды). Предмет выдерживается в растворе 20-60 минут при 90° С; на время влияет сложность формы.
Способ хромирования пластика дома
Чтобы обеспечить хромирование пластика в домашних условиях, целесообразно изготовить гальваническую кисть (метод применим и для металлических изделий):
- Щетина (подойдет от малярной кисти) диаметром 20-25 мм плотно обматывается свинцовым проводом. Ее закрепляют с торца сосуда цилиндрической формы, который заправляется электролитом. Удобно использовать емкость, сделанную из оргстекла (контроль уровня раствора). В другом торце крепится диод.
- В схеме используется понижающий трансформатор (12 В, 0,8-1 А). Минус трансформатора крепится на хромируемый предмет (зажимом «крокодил»). Плюс идет на анод диода, катод диода подсоединяется к обмотке щетины.
- Слой жидкости наносится на обрабатываемую поверхность плавными равномерными движениями; каждый участок проходится кистью не менее 20 раз, не отрывая ее от поверхности.
- По завершении гальванотехники предмет промывают и сушат; грязь убирают компрессором.
: уникальная методика хромирования в домашних условиях.
Хромирование деталей (химическая металлизация) в домашних условиях
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Способы хромирования
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.
Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Этап хромирования
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
:
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток h3SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
P.S. Целесообразно учитывать указанные факторы, чтобы избежать появления подобных дефектов при выполнении операции хромирования собственными силами.
(3 3,67 из 5) Загрузка…
Источник: http://plavitmetall.ru/obrabotka/xromirovanie-v-domashnix-usloviyax.html
Хромирование своими руками в домашних условиях: технология, видео
Элементы, покрытые слоем хрома, как правило, используются для улучшения дизайна автомобилей и мотоциклов. Стоимость таких деталей, изготовленных в производственных условиях, достаточно высока, а между тем вполне возможно хромирование в домашних условиях. Нанося хром на поверхность различных изделий своими руками, можно сэкономить значительные финансовые средства.
Соблюдение технологии позволят получать хромированные поверхности хорошего качества и в домашних условиях
Интерес к выполнению хромирования различных деталей своими руками в домашних условиях проявляют многие мастера, которым не безразличен внешний вид их транспортного средства. В технологии хромирования в домашних условиях можно выделить много нюансов. Кроме того, она требует строгого соблюдения последовательности всех своих этапов.
Подготовка к процедуре
Чтобы выполнить хромирование в домашних условиях, необходимо провести определенную подготовку. В первую очередь следует правильно выбрать помещение (желательно нежилое). Кроме того, перед выполнением хромирования надо обязательно:
- обеспечить вентиляцию помещения, в котором будет выполняться технологическая операция (при этом желательно, чтобы такая вентиляция была не естественной, а принудительной);
- найти средства, обеспечивающие личную безопасность (респиратор, защитные очки, плотные резиновые перчатки и фартук);
- решить вопрос о том, как будут утилизироваться отходы технологического процесса.
Самодельную ванну для хромирования можно сделать из толстого винпласта
Конструкция установки для хромирования
Для хромирования в домашних условиях можно изготовить устройство, состоящее из следующих элементов:
- контейнера, в котором будет устанавливаться емкость для выполнения хромирования;
- самой емкости, в качестве которой можно использовать стеклянную банку объемом 3 литра;
- деревянного ящика с утепленными стенками, способствующего качественному протеканию процесса электролиза (в качестве утеплительных элементов стенок такого ящика, который должен обладать эффектом термоса, можно использовать стеклоткань, песок, минеральную вату или стекловату);
- нагревательного элемента, в роли которого может выступить обычный ТЭН соответствующей мощности;
- устройства, при помощи которого можно измерять температуру (лучше всего использовать контактный термометр, позволяющий автоматизировать технологический процесс);
- герметизирующей крышки, которую лучше изготовить из древесной плиты или влагоустойчивой фанеры;
- проводов, при помощи которых обрабатываемое изделие подключается к минусовому контакту источника электрического тока, а анод, также погружаемый в электролитический раствор, – к плюсовому (провод, подсоединяемый к обрабатываемому изделию, лучше всего оснастить зажимом типа «крокодил»: подключать его в таком случае будет значительно удобнее).
Схема установки для хромирования
В комплект своего набора для хромирования необходимо включить и специальный кронштейн для подвешивания обрабатываемой детали в электролите. Использовать такой кронштейн необходимо для того, чтобы поверхность изделия покрывалась слоем хрома равномерно со всех сторон.
Требования к источнику питания
Покрытие поверхности изделий слоем хрома, в том числе и хромирование деталей в домашних условиях, предполагает использование источника постоянного тока. Электрическая схема самодельного устройства для хромирования должна удовлетворять нижеперечисленным требованиям.
- Источник тока, которым оснащается набор для хромирования, должен иметь возможность регулировки выходного напряжения. В простейшем исполнении в качестве такого регулировочного устройства может быть использован обычный реостат.
- Сечение проводов, при помощи которых анод и катод соединяются с источником тока, подбирается по максимальной силе тока. Так, оборудование, используемое для хромирования изделий небольшого размера, должно оснащаться проводами, сечение которых составляет не менее 2,5 мм2.
- Если бытовой аппарат для хромирования предполагает использование не обычного термометра, а терморегулятора, то для корректного использования такого измерительного устройства необходимо собрать соответствующую электронную схему.
Схема терморегулятора
Состав электролита и правила его приготовления
В том случае, если вы решили нанести на поверхность изделия слой хрома своими руками, важно не только собрать соответствующее оборудование, но и правильно приготовить электролитический раствор. В состав такого раствора для хромирования металла входят следующие компоненты:
- хромовый ангидрид (CrO3) – 250 г/л;
- серная кислота (h3SO4) – 2,5 г/л.
Эти компоненты смешиваются с водой.
После смешивания ареометром проверяют плотность раствора, по которой можно судить о содержании хромового ангидрида
Существуют определенные правила приготовления электролитического раствора, которые заключаются в следующем.
- Емкость, в которой готовится электролит, наполовину наполняется водой. В том случае, если используется не дистиллированная, а обычная вода, ее следует прокипятить и дать ей отстояться. Температура воды, в которую добавляются остальные компоненты, должна составлять порядка 60°.
- После того как вода подготовлена и подогрета до требуемой температуры, в нее засыпают хромовый ангидрид и размешивают полученную смесь до полного его растворения.
- Если объем раствора уменьшился, в него необходимо долить воды.
- В полученный раствор заливают серную кислоту. При этом следует иметь в виду, что приведенные выше значения содержания h3SO4 в растворе актуальны для кислоты, обладающей удельной плотностью 1,84.
- После того как электролит готов, его необходимо «проработать». Через него в течение 3,5 часов пропускается электрический ток, сила которого рассчитывается по следующей формуле: 6,5 А на каждый литр раствора. Зная технические характеристики используемого источника тока, можно без проблем определить требуемый объем электролита. Если все действия по «проработке» электролитического раствора выполнены правильно, то его цвет изменится на темно-коричневый.
- Электролитическому раствору, при помощи которого будет выполняться хромирование деталей своими руками, необходимо дать отстояться в прохладном помещении в течение суток.
Как подготовить обрабатываемое изделие
От того, насколько правильно и тщательно подготовлена хромируемая поверхность, зависят качество и долговечность нанесенного на нее покрытия. Пока готовый электролитический раствор отстаивается, можно заняться подготовкой изделия, которая заключается в выполнении определенного перечня действий.
Очистка
В процессе очистки с обрабатываемой перед хромированием детали удаляются не только следы грязи, но и остатки старой краски, ржавчина, а также любые другие инородные слои. Инструменты и приспособления, используемые для очистки, выбираются в зависимости от того, насколько сильно загрязнена поверхность. Для выполнения такой процедуры, в частности, может применяться как обычная наждачная бумага, так и шлифовальная машинка.
Обезжиривание
Технология хромирования в производственных или в домашних условиях предполагает обязательное обезжиривание обрабатываемой поверхности. От качества выполнения этой процедуры также зависят характеристики наносимого хромового покрытия.
Для обезжиривания, как правило, готовится специальный раствор, который и позволяет выполнить эту процедуру максимально качественно. Наиболее популярный из таких водных растворов включает следующие компоненты:
- гидроокись натрия – 150 г/л;
- силикатный клей – 5 г/л;
- кальцинированную соду – 50 г/л.
Раствор нагревают до температуры 80–90° и выдерживают в нем изделие в течение 20 минут. Если поверхность обрабатываемой детали отличается высокой сложностью или сильно загрязнена, то время выдержки в обезжиривающем растворе может быть увеличено до 1 часа.
Как проходит хромирование
После того как все подготовительные работы выполнены, возникает естественный вопрос: как хромировать деталь правильно? В первую очередь необходимо нагреть электролитический раствор до требуемой температуры (53±2°) и поддерживать ее на протяжении всего процесса обработки. После этого изделие помещают в электролит, в котором уже должен находиться анод. Спустя некоторое время, в течение которого температура изделия сравняется с температурой электролитического раствора, на анод и изделие подается электрическое напряжение.
Для равномерного покрытия поверхности хромом необходимо правильно расположить обрабатываемую деталь и внутренний анод
После окончания хромирования изделие извлекают из электролита и помещают в нагревательную печь, где в течение 2,5 часов подвергают термической обработке. Это необходимо для того, чтобы не только улучшить сцепление слоя хрома с поверхностью основного металла, но и увеличить твердость покрытия.
Чтобы выполнить декоративное хромирование максимально качественно, важно изучить теоретический материал и узнать особенности проведения такого процесса (например, по видео), а также ответственно подойти ко всем этапам подготовки детали и электролитического раствора.
Лучше всего перед обработкой изделия выполнить хромирование опытного образца, чтобы отработать все нюансы технологического процесса.
Длительность хромирования и плотность тока оказывают влияние на толщину готового покрытия
Дефекты хромового покрытия и причины их возникновения
Выполняя хромирование своими руками, многие домашние мастера сталкиваются с наиболее типичными дефектами нанесенного покрытия, которые могут возникать по различным причинам.
1. На покрытии есть блеск, но он неравномерный.
- Сила тока, подаваемого на изделие и анод, слишком велика.
- Температура электролитического раствора не доведена до требуемого значения.
2. Блеск на нанесенном покрытии вообще отсутствует.
- В электролитическом растворе слишком много или не хватает хромового ангидрида.
- Превышен номинал рабочего тока.
- Количество серной кислоты в растворе недостаточное.
3. На хромированной поверхности выступили коричневые пятна.
- В электролитическом растворе превышено количество хромового ангидрида.
- В растворе для хромирования не хватает серной кислоты.
4. На нанесенном покрытии заметны мелкие раковины.
- Обработанная поверхность была недостаточно качественно подготовлена.
- При обработке в растворе с поверхности не удаляется водород. Чтобы решить такую проблему, следует изменить схему размещения изделия в растворе и метод его последующей просушки.
5. Хромовое покрытие характеризуется неравномерностью.
- Сила рабочего тока превышена.
6. Нанесенное покрытие получилось слишком мягким.
- Сила рабочего тока занижена.
- Температура электролитического раствора выше требуемого значения.
7. Нанесенное покрытие отслаивается.
- Напряжение, подаваемое на анод и катод, нестабильно.
- Поверхность обрабатываемого изделия была недостаточно хорошо обезжирена.
- Температура электролита в процессе обработки снизилась.
Таким образом, чтобы наносить слой хрома на изделия своими руками, недостаточно просто собрать свой гальванический аппарат и изучить теоретическую базу, важно также учесть множество нюансов, напрямую влияющих на качество готового покрытия. Поэтому важно знать не только о том, как выполнять хромирование, но и о том, как сделать так, чтобы формируемое хромовое покрытие отличалось гарантированным качеством.
Нюансы технологии
Помещение для выполнения хромирования своими руками в домашних условиях должно быть не только нежилым, но и достаточно просторным.
При выполнении подготовительных мероприятий надо учитывать следующие нюансы.
- Полировка изделия, выполняемая перед его хромированием, должна быть максимально качественной.
- Все применяемые в процессе хромирования химические реагенты должны отмеряться в точных количествах.
- Для приготовления электролита необходимо использовать только химически чистую серную кислоту, а вот с нахождением и приобретением хромового ангидрида вопрос придется решать отдельно, так как в свободной продаже его не найти.
Хромовый ангидрид – реактив в виде красно-фиолетовых кристаллов. Расплывается на воздухе, гигроскопичен, очень сильный окислитель
Для хромирования надо подобрать источник постоянного тока, мощности которого будет достаточно для того, чтобы обрабатывать изделия различного размера. Естественно, емкость для электролита должна быть достаточного объема.
Чтобы слой хрома, нанесенный на изделие своими руками, был качественным, необходимо строго придерживаться технологических рекомендаций и внимательно следить за всеми рабочими параметрами процесса.
Источник: http://met-all.org/obrabotka/prochie/hromirovanie-svoimi-rukami-domashnih-usloviyah-tehnologiya-video.html
Как хромировать металл в домашних условиях - Справочник металлиста
Хромирование деталей является одним из наиболее привлекательных видов покрытий, применяемых при проведении тюнинга автомобилей. Оно придает изделиям блестящий серебристый вид, а также защищает металл от коррозии. Выполнить качественное хромирование в домашних условиях удастся лишь аккуратным и скрупулезным людям.
В этой статье вы найдете подробную инструкцию по хромированию деталей в домашних условиях своими руками.
Прежде чем приступить к подготовительным работам по хромированию деталей в домашних условиях, следует сопоставить выгоду данной затеи:
- Если поблизости имеется металлообрабатывающее предприятие, вероятно на нем есть участок гальванических покрытий. Оформить заказ удастся за небольшие деньги, а готовые изделия можно будет получить через пару часов или дней (в зависимости от загрузки линии хромирования).
- Если же в окрестностях такого производства нет, придется вспомнить некоторые разделы химии и физики, запастись химикатами и специальным оборудованием, и провести хромирование деталей самостоятельно.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.
Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (h3SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.
Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается «минусовой» провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается «плюс».
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки. Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие. Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
: технология гальванического хромирования
Источник: https://unit-car.com/tuning/122-hromirovanie-detaley-v-domashnih-usloviyah.html
Назначение
Основная цель применения данной технологии состоит в создании декоративного покрытия. Помимо этого, хромирование обеспечивает защиту от воздействия реагентов и коррозии для металлических поверхностей, а также повышает прочность как металлических, так и пластиковых изделий. В домашних условиях обычно применяют декоративное хромирование.
Данная технология имеет обширное применение. Так хромирование используют для деталей транспортных средств, сантехники, элементов мебели и т. д.
Нужно учитывать, что данная обработка подходит для предметов из меди, латуни, никеля. Стальные и пластиковые детали требуют дополнительной обработки.
Основной мотив самостоятельного выполнения рассматриваемых работ состоит в экономии.
Хромирование в декоративных целях
Хромирование деталей своими руками весьма распространено. Это объясняется простотой его для самостоятельного осуществления и дешевизной ввиду отсутствия необходимости наличия дорогого оборудования.
Хромирование в домашних условиях возможно осуществить по двум технологиям.
- Первая — в специальном растворе.
- Вторая технология состоит в напылении покрытия с применением гальванической кисти.
Названные способы хромирования деталей значительно отличаются друг от друга с точки зрения осуществления. Так, напыление более трудоемко ввиду того, что поверхность необходимо обрабатывать вручную, однако оно имеет значительные преимущества перед жидким хромированием:
- Оно позволяет контролировать толщину покрытия.
- Такая технология подходит для обработки предметов любых размеров.
- Возможна визуальная оценка качества покрытия.
- Для данного метода обработки можно не демонтировать деталь.
Самодельное устройство для хромирования
Самостоятельно провести хромирование деталей жидким методом проще, однако предельные размеры обрабатываемого предмета определяются величиной используемой емкости. Поэтому данный способ обычно используют для хромирования небольших деталей.
Оборудование и материалы для хромирования своими руками
Чтобы выполнить хромирование деталей необходимо найти нежилое помещение с эффективной вытяжной вентиляцией, например такое, как гараж. В летний период можно проводить работы на открытом пространстве с навесом или крышей.
Необходимы средства индивидуальной защиты, а именно респиратор, плотные прорезиненные перчатки и защитные очки. Также желательно наличие прорезиненного фактора.
Потребность в наличии таких средств защиты обусловлена токсичностью образующихся в процессе хромирования испарений ввиду содержания в них кислотных паров. Это также определяет необходимость предусмотреть утилизацию остаточных продуктов.
К тому же в зависимости от выбранной технологии потребуется специализированное оборудование.
Для хромирования своими руками жидким методом оно представлено:
- нагревательным элементом (подойдет ТЭН);
- анодом пластинчатого или стержневого типа обычно из свинцово-сурьмяного сплава 93:7, реже из свинца;
- катодом в форме зажима для фиксации на обрабатываемом предмете;
- кислотоустойчивым термометром либо терморегулятором (требует соответствующей электронной схемы);
- кронштейном для удерживания предмета навесу;
- источником постоянного тока с регулировкой выходного напряжения, в качестве которой может служить реостат (от 18 А для 3 л);
- проводами (сечение выбирают на основе максимальной силы тока, но не менее 2,5 мм2).
Самодельный аппарат для хромирования
Основным инструментом для технологии напыления является гальваническая кисть. В домашних условиях применяют самодельные устройства. Это объясняется, прежде всего, очень высокой стоимостью промышленных аналогов. К тому же для них необходимы фирменные реактивы.
Читайте также Программа для развертки листового металлаДля изготовления кисти потребуется:
- щетина;
- прозрачный цилиндр из стекла, пластика, полиэтилена либо пропилена произвольного размера;
- свинцовый провод;
- крышка с заливным отверстием и вклеенным металлическим контактом;
- свинцовая обмотка;
- источник питания мощностью до 1 кВт;
- выпрямитель тока в виде 12 В 50 А стабилизатора, который может быть представлен, например, трансформатором или аккумуляторным зарядным устройством;
- термометр для жидкостей с диапазоном 100°С;
- устройство подогрева электролита, например, внешний подогреватель для стеклянной ванночки либо ТЭН с керамической кислотной защитой (не обязательно, но способствует ускорению работ).
Обмотанную свинцовым проводом щетину нужно поместить в цилиндр. Сверху его закрывают крышкой с заливным отверстием и вклеенным металлическим контактом. К последнему припаивают свинцовую обмотку. В находящейся над щетиной пенопластовой мембране проделывают мелкие сквозные отверстия. Выпрямитель тока устанавливают плюсом к контакту крышки и минусом к обрабатываемому предмету.
Принцип функционирования такого устройства состоит в том, что наполняющий цилиндр электролит просачивается на щетину через мембрану. Нанесение на обрабатываемую поверхность осуществляется движением щетины.
Наконец, в любом случае требуется компрессор либо пылесос для удаления с рабочей поверхности пыли.
Приготовление электролита
Отдельно следует рассмотреть технологию изготовления электролита. Для этого требуется хромовый ангидрид и серная кислота с показателем удельной плотности 1,84 г/см3. Количество данных веществ должно составлять на литр 250 г для первого и 2,5 г для второго.
Если не предполагаются внешние воздействия на обрабатываемые предметы, возможна концентрация на литр 400 г CrO3 и 4 г h3SO4. Помимо этого нужна дистиллированная, либо кипяченая и отстоявшаяся вода. Также понадобится три емкости различного размера.
Они могут быть представлены стеклянной банкой, кастрюлей и утепленной стекловатой или пенопластом коробкой с влагостойкой крышкой. Наконец, нужен термометр.
Водой при 60°С наполняют банку до половины или чуть больше. Сначала засыпают хромовый ангидрид и размешивают до растворения. Далее добавляют серную кислоту, при необходимости долив воду. После этого следует определить содержание хромового ангидрида путем проверки плотности раствора ареометром. Банка с ним помещена в наполненную водой кастрюлю с кипятильником, а кастрюля установлена в коробке.
Затем данную смесь выдерживают под током на протяжении 3,5 ч. Мощность его рассчитывают на основе соотношения 6,5 А/1 л. По этой формуле с учетом требуемого количества электролита выбирают источник тока либо наоборот на основе мощности имеющегося устройства готовят определенное количество раствора. По завершении выдержки электролит должен обрести темно-коричневую окраску.
Затем его оставляют в прохладном месте на сутки.
Подготовительные работы
Перед хромированием обрабатываемую поверхность необходимо подготовить путем удаления декоративного покрытия (лака, краски), коррозии, загрязнений способом зачистки наждачной бумагой либо шлифовальной машиной. В случае ненадлежащего качества осуществления данных работ возможно образование раковин на хромовом покрытии.
В завершение рабочие поверхности обезжиривают. Причем считается, что вещества, традиционно используемые в качестве растворителей, такие как бензин и уайт-спирит, не подходят для данной цели.
Поэтому рекомендуется применять специальный раствор, который может быть сделан самостоятельно. Для этого на 1 л воды нужно растворить 150 г едкого натра, 50 г кальцинированной соды, 5 г силикатного клея.
Кроме того, объем подготовительных работ определяется материалом. Так, для непосредственной обработки, как упоминалось, подходят детали из меди, латуни, никеля. Стальные предметы необходимо предварительно покрыть данными металлами.
Пластиковые поверхности обрабатывают графитосодержащим лаком либо графитным порошком и электролитическим способом при 0,7 А/дм2 наносят медь.
Приготовление электролита осуществляют путем растворения на литр воды 150 г концентрированной серной кислоты, 35 г сульфата меди, 10 г этилового спирта. После обработки предмет моют и сушат.
Наконец, стальные и чугунные поверхности непосредственно перед началом хромирования подвергают декапированию на протяжении до 1,5 минут при плотности тока 24 — 40 А/дм2 в соляной кислоте.
Осуществление
В случае использования технологии жидкого хромирования работы начинают с нагрева электролита до 52±2°С. После анода в него помещают обрабатываемый предмет и ожидают его нагрева до той же температуры. Необходимо учитывать, что равномерность покрытия определяется правильностью расположения предмета и анода.
После этого прикрепляют катод и подают ток (оптимальная плотность — 50 — 55 А/дм2), выдерживая деталь так на протяжении от 20 минут (время выдержки определяется визуально в зависимости от особенностей предмета и может составлять 2 — 3 часа).
В любом случае толщина покрытия определяется плотностью тока и продолжительностью выдержки.
Деталь, восстановленная хромированием в домашних условиях
По завершении предмет моют и помещают в сушильный шкаф на 2,5 — 3 часа с целью повышения сцепления покрытия с поверхностью и его твердости.
При первом выполнении хромирования желательно предварительно обработать опытный образец.
Возможные дефекты
Несоблюдение технологии ведет к образованию различных дефектов хромового слоя. Во избежание этого необходимо знать основные причины:
- несоблюдение температурного режима;
- неправильные концентрации элементов раствора;
- некачественная подготовка рабочей поверхности;
- нарушение параметров подачи тока;
- наличие посторонних частиц и примесей.
Вследствие названных причин проявляются такие дефекты, как слабый блеск либо его отсутствие, питтинг, хрупкий осадок, шероховатость, набросы, вуаль, шероховатые и темные пятна, подгар, отслаивание, трещины, полосы, пузыри, шелушение, отсутствующие фрагменты, темно-серый цвет, низкие скорость осаждения и рассеивающая способность электролита, черная или коричневая пленка на анодах.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник: http://StankiExpert.ru/spravochnik/materialovedenie/khromirovaniye-svoimi-rukami.html
Как хромировать металл в домашних условиях
Любое изделие из металла, покрытое слоем хрома, смотрится намного эффектнее.
В частности, этим «болеет» подавляющее большинство автолюбителей, байкеров, многие из которых расценивают равнодушие (вместо ожидаемого восхищения) окружающих к их чудо-технике как личное оскорбление.
Но где взять такие «навороченные» комплектующие, если стоимость деталей с качественной хромировкой порой просто «зашкаливает», а по приемлемой цене можно приобрести или пластик с «оболочкой», или металлическую подделку, с которой хром облетит через пару недель?
Интерес к самостоятельному хромированию проявляют многие. Можно ли это сделать без проблем в домашних условиях? В принципе – да. В этой статье мы предметно поговорим о методике такой работы, и не только о ней. Честно расскажем, с чем придется столкнуться «домашнему» мастеру.
Подготовительные мероприятия
В первую очередь – выбор помещения. Тех, кто считает, что все работы по хромировке мелких деталей он сможет выполнить на кухне или в коридоре, придется огорчить. Этот процесс связан с вредными испарениями, поэтому и к помещению, и к мерам по обеспечению безопасности человека предъявляется особые требования. Как правило, местом работ выбирается подсобное помещение (гараж, пристройка и тому подобное). Как исключение – балкон.
Что предусмотреть
- Во-первых, эффективная вентиляция. Причем она должна быть не естественной, а принудительной (вытяжной).
- Во-вторых, респиратор, специальные очки, прорезиненные перчатки и фартук – обязательно.
- В-третьих, как утилизировать «отходы производства»?
В чем производить хромирование
Понадобятся материалы и приспособления. Они на рисунке обозначены соответствующими позициями:
- для небольших деталей вполне подойдет банка стеклянная на 3 л (7);
- емкость (1), в которую она будет ставиться (бидон, например);
- для качественного электролиза резервуар утепляется (теплоизолируется). Как пример – деревянный ящик (2), стеклоткань (3), материал дополнительного утепления (4). Для этого можно взять песок, минеральную или стекловату – разница небольшая. Главное – добиться эффекта «термоса»;
- нагревательный элемент (5). Можно использовать имеющиеся в продаже ТЭН соответствующей мощности;
- измеритель температуры (6). Желательно контактный, тогда процесс отчасти будет «автоматизирован»;
- герметизирующая крышка (8), но не металлическая. Обычно используются плиты из древесины или слоеная влагоустойчивая фанера;
- электроды. Катод присоединяется к образцу (–), а анод погружается в банку (+). Он может быть стержневым или пластинчатым. Для удобства в качестве «минусового» электрода можно использовать зажим типа «крокодил», который и будет удерживать деталь.
И последнее. Если она будет просто лежать на дне банки, то одна ее сторона останется без покрытия. Следовательно, ее нужно держать во время обработки в подвешенном положении. Тип кронштейна, его крепление «изобрести» несложно.
Источник питания
- На выходе должно быть напряжение постоянного тока, причем с возможностью регулирования номинала. Если делать все вручную, то понадобится хотя бы обыкновенный реостат.
- Сечение соединительных проводов подбирается по максимальной силе тока. Для хромирования мелких образцов – не менее 2,5 «квадратов».
- Если вместо обычного термометра используется терморегулятор, то придется собрать соответствующую электронную схему.
Состав
Долевое соотношение компонентов рекомендуется следующее (в г/л воды): ангидрид хромовый CrO3 – 250, кислота серная h3SO4 – 2,5.
Методика приготовления
- Емкость более чем на половину наполнить водой. Лучше всего, если она будет дистиллированной. В случае если используется вода обычная (из водопровода, колодца и так далее), то предварительно ее следует прокипятить и дать отстояться. Для качественного приготовления электролита вода должна быть подогрета не менее чем до 60 ºС.
- Засыпать расчетное количество CrO3, после чего тщательное размешать до полного растворения.
- Долить воды до необходимого объема.
- Добавить h3SO4 и снова все перемешать. Нужно учесть, что кислота бывает разной концентрации, поэтому данные приведены для удельной плотности 1,84.
- После этого электролит порядка 3,5 часов «прорабатывается», то есть по нему пропускается ток. Его силу рассчитывают так – на каждый литр примерно 6,5 А. Исходя из этого, определяя объем приготовляемого раствора, нужно ориентироваться на возможности имеющегося источника эл/питания. Если все сделано верно, то электролит приобретет темно-коричневый цвет.
- Приготовленному раствору нужно дать отстояться (в прохладном помещении, не менее суток).
Подготовка детали
Нет смысла говорить, что от этой работы зависит и качество хромировки, и ее долговечность. Но прежде следует привести в «рабочее» состояние электролит. Он подогревается (достаточно до 50 – 60 ºС). Использовать его можно часа через 3. Этого времени вполне хватит, чтобы произвести подготовительную обработку образцов.
Очистка
С поверхности удаляется все – грязь, краска, ржавчина. Необходимые приспособления и методика определяются исходя из специфики детали и степени ее «загрязнения», так как иногда одной только «наждачки» бывает недостаточно. Главное – убрать все имеющиеся инородные слои, до самой «основы».
Обезжиривание
Ограничиться только лишь обработкой поверхности бензином, уайт-спиритом или чем-то подобным – значит, получить плохое качество хромировки. Для эффективного обезжиривания приготовляется специальный раствор. Рецептов более чем достаточно, поэтому для примера приведем один.
Все весовые показатели ингредиентов – в «граммах», из расчета на 1 л воды.
- Едкий натр – 150.
- Клей (силикатный) – 5.
- Сода кальцинированная – 50.
Деталь выдерживается в нагретом растворе (80 – 90 ºС) не менее 20 минут. Это время может быть увеличено и до 1 часа, в зависимости от сложности «рельефа» поверхности, степени ее очистки и так далее.
Хромирование
Специалисты советуют в процессе работы поддерживать температуру электролита на уровне 53±2 ºС. Деталь помещается в раствор, и с некоторой задержкой подается напряжение. Это нужно для того, чтобы температуры образца и электролита выровнялись.
После этого деталь вынимается и подвергается термообработке (например, в сушильном шкафу) не менее 2,5 часов.
Прежде чем начать «массовую» хромировку деталей, нужно убедиться в том, что на всех этапах «производства» все сделано правильно. С этой целью сначала проводится обработка опытного, заранее подготовленного образца, а потом определяется качество покрытия. Признаков плохого хромирования более чем достаточно, поэтому остановимся на наиболее типичных.
Неравномерный блеск поверхности
- Большая величина силы тока.
- Температура электролита ниже рекомендованной.
«Блеск» отсутствует
- Недостаток или избыток в растворе CrO3.
- Номинал тока завышен.
- Доля кислоты меньше требуемой.
Коричневые пятна на хромировке
- Избыток хрома.
- Недостаток кислоты.
На покрытии мелкие раковины
- Некачественная механическая обработка заготовки.
- В процессе реакции с поверхности не удаляется водород. В этом случае следует изменить способ «подвешивания» образца и методику просушки.
Покрытие «размягченное»
- Повышенная температура электролита.
- Пониженный ток.
Отслоение хромировки
- Нестабильность питающего напряжения.
- Плохое обезжиривание.
- Во время слишком длительной обработки электролит остыл.
Если кому-то показалось, что хромирование, в общем-то, штука несложная, то придется несколько огорчить. Даже если речь идет о мелкой «вещице», то нюансов достаточно. Но особенно стоит предупредить о «подводных» камнях тех, кто думает поставить в домашних условиях это дело «на поток».
Источник: http://ooo-asteko.ru/kak-hromirovat-metall-v-domashnih-usloviyah/
Как хромировать металл в домашних условиях: методы, условия, порядок проведения процедуры
Обработка хромированием может применяться как в декоративных целях, так и для повышения технико-эксплуатационных свойств заготовки. Для металлических изделий этот способ покрытия особенно актуален, так как позволяет снизить риски коррозийного поражения.
Технология используется не только в промышленности, но и в частном хозяйстве – к примеру, для украшения и защиты наружных деталей автомобиля.
Как хромировать металл в домашних условиях? Существует несколько относительно доступных методов, каждый из которых предусматривает свои нюансы реализации, но есть и общие правила организации данного процесса.
Подготовка детали для хромирования
Качество нанесенного покрытия напрямую зависит от состояния рабочей поверхности. Она должна быть не просто очищена от грязи и пыли, а подвергнута механической зачистке абразивами. Шлифовальными машинками следует ликвидировать характерные для проблемных деталей изъяны в виде мелких повреждений, окалины, ржавчины и следов старой краски. На поверхности должна остаться непосредственно структура основы изделия.
Это базовое условие подготовки, при котором можно хромировать металл в домашней обстановке, ожидая положительного результата. Причем особое внимание уделяется стойким жировым пятнам, которые также препятствуют процессам нанесения хрома. Как минимум для такой обработки должны использоваться агрессивные химические растворители, уайт-спирит или бензин.
Для более надежного эффекта очистки от жировых и масляных пленок специалисты также рекомендуют применять составы на основе едкого натра, силикатного клея и кальцинированной соды, предварительно подогревая их с температурным режимом до 85-90 ºС
В процессе хромирования независимо от применяемого метода обработки неизбежно выделение вредных испарений, поэтому от жилых помещений сразу стоит отказаться. Оптимальным местом является гараж, подсобка или другое техническое помещение. Но и это не все. Необходимо продумать стабильно работающую вентиляцию с эффективной вытяжкой.
Надеяться на естественное выветривание нельзя, так как вредные вещества могут оказать воздействие уже в ходе проведения работ. Как хромировать металл в домашних условиях, не причиняя вреда здоровью? Даже при наличии вентиляции следует подготовить средства индивидуальной защиты.
Необходимый набор включает в себя строительные очки, респиратор, фартук и перчатки с резиновым покрытием.
В любом случае для выполнения процедуры потребуется условная ванночка для содержания детали в рабочем растворе. В зависимости от размеров детали может применяться 3-литровая банка, таз, бак или классическая ванна. Единственным ограничивающим параметром выбора является материал изготовления – стекло или металл, не вступающий в химические реакции с электролитом. Далее следует заняться обустройством выбранной емкости.
Во-первых, она должна быть установлена на ровной поверхности и зафиксирована в стабильном положении, чтобы хромированный металл получил равномерное покрытие. Во-вторых, в холодное время потребуется теплоизоляция емкости, в качестве которой может использоваться стеклоткань, минвата или сыпучий материал (песок, керамзит).
На этом же этапе продумываются приспособления или конструкции для удобного удержания заготовки и функциональных устройств, которые будут использоваться на разных этапах проведения операции.
Источники электрического тока
При выполнении металлизации в домашних условиях необходимы электроды, которые будут подключаться к заготовке для обеспечения электрохимической реакции. К изделию должен быть подключен отрицательный катод, а в раствор – положительный анод. Форма электродов подбирается по удобству, могут применяться и стержневые, и пластинчатые элементы.
Но как хромировать металл, чтобы на протяжении всей операции не произошло размыкание контакта? Для контура с подачей тока на деталь следует предусмотреть электромонтажный зажим «крокодил». Он надежно захватит заготовку в нужном положении. Если планируется обрабатывать компактную легковесную деталь, этот захват заменит собой и удерживающую в растворе оснастку.
Непосредственно в качестве источника тока с достаточным напряжением может выступить обычный реостат. Для небольших заготовок будет достаточно проводов с сечением до 2,5 мм2.
Растворы для электролита
Рядовые автолюбители для данной процедуры используют упрощенный состав на основе хромового ангидрида (250 г/л) и серной кислоты (до 3 г/л). При этом важно иметь в виду, что в качестве основного ингредиента шестивалентного хрома выступает вышеназванный ангидрид, а трехвалентного – хлорид или сульфат хрома.
Вторая схема используется реже, поскольку такой состав оказывает значительное влияние на фактурные и текстурные свойства детали. Что касается температурного режима, то качественный хромированный металл можно получить при 45-60 °C, но этот диапазон может расширяться в зависимости от выбранной технологии.
Теперь можно подробнее рассмотреть методы реализации поставленной задачи.
Электрохимическая технология
Наиболее распространенный метод, который широко используется в бытовой сфере. Инструкция по его применению выглядит так:
- Подготовленная емкость наполняется водой примерно на 60-70%. Важно отметить, что жидкость должна быть предварительно отфильтрована – лучше всего использовать отстоявшуюся дистиллированную воду.
- Емкость прогревается, пока температура содержимого не достигнет примерно 60 °C.
- Засыпается расчетный объем хромового ангидрида. Его следует тщательно размешать в воде.
- На этом этапе можно столкнуться с проблемой нехватки нужного объема воды. Как хромировать металл в домашних условиях, если возникает необходимость коррекции долей раствора? Желательно этого избегать, но в любом случае поправки рекомендуется делать в сторону повышения объема воды для заполнения нужного уровня емкости.
- Вносится серная кислота в нужном количестве.
- Вновь размешав раствор, ему следует дать отстояться в течение 3-4 часов при подаче тока из расчета 6,5 А на 1 л. По мере прохождения реакции электролит будет постепенно обретать темно-коричневый оттенок.
- Источник тока отключается, после чего емкость настаивается еще сутки.
Возможный брак при выполнении хромирования
Если операция выполняется первый раз, то есть большие риски получить разного рода дефекты. Как хромировать металл в домашних условиях, чтобы исключить подобную вероятность? Для этого необходимо знать конкретные причины появления брака:
- Имеются небольшие раковины на поверхности – была проведена недостаточная обработка детали абразивами.
- Отслоение покрытия – источник тока подавался с перепадами напряжения.
- Слой хрома размягчен – слишком высокая температура и понижен ток.
- Характерный блеск на поверхности отсутствует – свидетельство завышенной силы тока или переизбытка хромовой составляющей в растворе.
- Блеск неравномерен на поверхностях – недостаток температуры или признак того, что раствор был плохо размешан.
- Коричневые пятна – малая доля кислоты на фоне переизбытка хрома.
Еще один способ нанесения хрома – диффузный. Но его используют целенаправленно для модификации поверхностей за счет комбинированного воздействия кремнием, углеродом, алюминием и азотом при высокой температуре. Как хромировать металл в домашних методом диффузии? Технология предусматривает смачивание в соляной кислоте, после чего выполняется укладка порошковыми смесями с последующим воздействием газами.
Подвид этого способа – конденсационная обработка парами хромового хлорида, но ее обычно выполняют на технологически сложном оборудовании. Также стоит отметить метод под названием «серебряное зеркало». Его суть заключается в напылении солей серебра в щелочном растворе. Далее необходимо применение вспомогательных растворов с содержанием гидразина и инвертного сахара.
Для придания покрытию определенного цвета на финальной стадии обработки могут применяться специальные краски и лаки.
Как восстановить хромированное покрытие на металле?
Технически реставрировать структуру данного покрытия можно только операцией декапирования. Она заключается в повторном погружении детали в раствор с серной и соляной кислотами в нужной концентрации, которая зависит от размеров детали и текущего состояния хромового слоя. После этой процедуры заготовка промывается теплой водой и на несколько часов настаивается в сухом месте.
Более доступные способы восстановления хромированного покрытия на металле предполагают использование специальных паст, выпускаемых производителями автохимии. Такие средства буквально втираются в структуру покрытия микрофиброй, формируя защитную пленку и заполняя мелкие поры повреждений. Исправить недостатки хромовой поверхности помогают и шлифовальные процедуры, однако их эффект со временем стирает покрытие. По этой причине рекомендуется в качестве профилактики использовать дополнительные средства защиты.
В их числе простейшие народные рецепты на основе измельченного мела и нашатырного спирта. Однако втирать данные материалы следует только мягкими губками и салфетками.
Можно ли хромировать детали из других материалов?
Теоретически электрохимической металлизации можно подвергать любые материалы, обладающие пористой структурой на поверхности, что обеспечит достаточную адгезию. В отличие от металлов, пластик и керамику хромируем в менее агрессивных температурных режимах. Этот нюанс касается всех изделий, которые чувствительны к температурному воздействию. В остальном условия остаются те же – как в части технической подготовки, так и в плане приготовления электролитического раствора.
Заключение
Результат применения хромирования одинаково ценен и эстетическим эффектом, и созданием защитного покрытия. В первом случае можно рассчитывать на получение привлекающего внимание блеска, о котором говорилось выше, а во втором – на продление рабочего ресурса детали. Даже металлы, хромированные в домашних условиях, прибавляют в свойствах износостойкости, прочности и твердости. Для дополнительного упрочнения ответственных деталей иногда применяется и специальная термообработка покрытия с выдержкой при температуре до 200 °C.
С другой стороны, и у хромовой металлизации есть слабые места. Со временем покрытие истирается и в условиях незначительных механических воздействий, из-за чего специалисты настоятельно рекомендуют с самого начала эксплуатации обновленной поверхности заботиться о ее защите. Что касается самого метода обработки, то при всей доступности для домашнего использования у него также есть большой минус.
Он выражается в токсичности применяемых электролитов, что обуславливает необходимость соблюдения и соответствующих мер обеспечения безопасности.
Источник: http://fb.ru/article/442746/kak-hromirovat-metall-v-domashnih-usloviyah-metodyi-usloviya-poryadok-provedeniya-protseduryi
Хромирование деталей: способы и выбор помещения, инструменты и материалы, ход действий и появление дефектов
Научившись самостоятельному хромированию, можно не только сделать свой автомобиль или мотоцикл более презентабельным, но и изготовить стильные вещицы — дверные ручки, крепежи для карнизов, подставки, кашпо и бра, которые послужат превосходными элементами для украшения интерьера жилища.
Процесс гальванизации основывается на нанесении на поверхность детали слоя металла с помощью электролита. При этом могут преследоваться сразу две цели — защита и декорирование. Соответственно, хромирование предполагает, что на покрытие с помощью электротока будет осаждаться особый слой хрома.
Данный процесс может осуществляться несколькими способами:
- Химическая металлизация с применением ванны со специальным раствором. Это общедоступная технология для домашнего применения, однако она позволяет обрабатывать лишь детали небольших размеров.
- Напыление с помощью специальной кисти. Этот способ не имеет никаких ограничений по размерам обрабатываемых поверхностей. Он также отлично подходит для хромирования элементов, которые невозможно снять. При работе мастер может регулировать толщину хромированного покрытия и контролировать уровень качества напыления. Однако эта процедура является крайне трудоемкой, потому что по одному и тому же месту следует проводить около десяти-двадцати раз.
Выбор помещения
Осуществлять хромирование следует в хорошо вентилируемом нежилом помещении. Идеальный вариант — автомобильный гараж. Летом можно работать и прямо на улице под брезентовым навесом. Такие меры носят обязательный характер, иначе здоровью исполнителя может угрожать опасность из-за токсичных и ядовитых испарений вещества.
Инструменты и материалы
Для домашнего хромирования с помощью ванны следует подготовить следующие инструменты и материалы:
- Сосуд из стекла необходимых габаритов;
- Неметаллическая ванночка с чистой водой;
- ТЭН;
- Коробка с термоизоляцией;
- Анод стержневого или пластинчатого типа из свинца или сплава;
- Катод;
- Стойкий к кислотной среде термометр;
- Кронштейн, с помощью которого деталь будет удерживаться в подвешенном положении;
- Фанерная или деревянная крышка для сосуда;
- Источник электропитания.
Средства защиты
Необходимо обзавестись и защитными средствами — плотные резиновые перчатки и качественный респиратор. Одежду можно укрыть фартуком из прорезиненого материала.
Ход действий
Чтобы сделать хромирование в домашних условиях с помощью специальной гальванической кисточки, можно воспользоваться следующей схемой действий:
- Ворсинки плотно обматывают свинцовым проводом.
- Обмотанную щетину помещают в прозрачный цилиндр (желательно из оргстекла). Сверху емкость прикрывается крышкой, оснащенной отверстием для заливки и контактом из металла. К этому контакту напаивается один из концов сделанной свинцовой обмотки.
- В пенопластиковой мембране, расположенной выше щетины, нужно проделать небольшие сквозные отверстия.
- В качестве выпрямителя используется 12-ватный трансформатор. Плюс подается к контакту, который прикреплен к крышке, минус фиксируется на обрабатываемом элементе.
- Электролит, находящийся в цилиндре, проникает на щетину через сделанные в мембране отверстия.
При использовании любого способа пригодится компрессор или хороший пылесос для удаления пыли.
Причины появления дефектов
Хромирование — это довольно трудоемкий процесс для самостоятельного выполнения, потому идеальный результат получается не во всех случаях. Для того чтобы предотвратить ошибки перед, тем как хромировать металл в домашних условиях, следует узнать о причинах, которые могут обуславливать дефекты.
К ним относятся:
Недостаточный или чрезмерный нагрев электролита может привести к неравномерному блеску обработанной поверхности. Если же блеска нет вообще, то причина, возможно, в неверно рассчитанной концентрации ангидрида.
Если покрытие получилось недостаточно равномерным, то при работе на заготовку подавался слишком сильный ток. Если покрытие очень мягкое, то электролит нагревался слишком сильно.
На эти факторы нужно обратить внимание, чтобы предотвратить возникновение дефектов при хромировании. Лишь в этом случае хромирование деталей своими руками пройдет без проблем.
Источник: https://tokar.guru/metally/hromirovanie-detaley-v-domashnih-usloviyah-svoimi-rukami.html
Как хромировать металл в домашних условиях
Хромирование деталей своими руками
Хромирование деталей является одним из наиболее привлекательных видов покрытий, применяемых при проведении тюнинга автомобилей. Оно придает изделиям блестящий серебристый вид, а также защищает металл от коррозии. Выполнить качественное хромирование в домашних условиях удастся лишь аккуратным и скрупулезным людям.
В этой статье вы найдете подробную инструкцию по хромированию деталей в домашних условиях своими руками.
В конце статьи, как обычно, смотрите видео с технологией процесса гальванического хромирования.
Прежде чем приступить к подготовительным работам по хромированию деталей в домашних условиях, следует сопоставить выгоду данной затеи:
- Если поблизости имеется металлообрабатывающее предприятие, вероятно на нем есть участок гальванических покрытий. Оформить заказ удастся за небольшие деньги, а готовые изделия можно будет получить через пару часов или дней (в зависимости от загрузки линии хромирования).
- Если же в окрестностях такого производства нет, придется вспомнить некоторые разделы химии и физики, запастись химикатами и специальным оборудованием, и провести хромирование деталей самостоятельно.
Оборудование и материалы для хромирования деталей своими руками
Для нанесения на металлические детали хромового слоя потребуется следующее оборудование:
- ванна из пластмассы или полипропилена;
- выпрямитель, способный выдать напряжение до 12 вольт и силу тока до 50 ампер;
- кислотостойкий калорифер для подогрева электролита;
- термометр с пределом измерений 0-100 градусов.
Параметры и размеры отдельных видов оборудования, применяемого для хромирования в домашних условиях, определяется величиной и количеством обрабатываемых изделий.
В целях экономии следует подбирать минимальные размеры ванны, в которую будут погружаться детали. Ванну можно сделать из пластмассового ведра или другой прямоугольной емкости. Чтобы раствор не испарялся при длительном хранении, необходимо предусмотреть герметичную крышку или емкость для слива.
В качестве выпрямителя может быть использовано зарядное устройство для автомобильного аккумулятора (оно подойдет при хромировании мелких деталей).
Хромирование деталей будет происходить в электролите, который состоит из:
- дистиллированной воды (подойдет атмосферная вода или водопроводная с малым содержанием солей);
- хромового ангидрида (CrO3) концентрацией 220-250 г/л;
- серной кислоты (h3SO4) концентрацией 2,2-2,5 г/л.
Кроме этих компонентов потребуются и такие материалы, как: соляная кислота (HCl), ацетон или растворитель 646, и чистый листовой свинец.
Порядок хромирования деталей своими руками
Нанести защитно-декоративное хромовое покрытие можно непосредственно только на такие металлы как медь, латунь или никель.
Чтобы самостоятельно выполнить хромирование стальных деталей, на них предварительно наносят медный, латунный или никелевый подслой. Для этого требуется соответствующий электролит и технология:
- Изделия, подлежащие хромированию, предварительно полируют и обезжиривают ацетоном.
- После высыхания производится активация поверхности в растворе соляной кислоты (100 г/л). Время обработки зависит от состояния поверхности (5-20 минут).
- Детали промываются в чистой воде и погружаются в ванну хромирования. Для этого делается подвеска из медной проволоки или прутка. К подвеске с деталями подается «минусовой» провод от выпрямителя. Рядом на медной штанге крепится свинцовый анод, к которому подается «плюс».
- Через 20-40 мин детали извлекаются из ванны и промываются в чистой воде. После высыхания допускается полировка хромового слоя с целью придания поверхности зеркального блеска.
Приготовить электролит не составит особого труда: сначала в воде растворяется хромовый ангидрид, а затем тонкой струйкой добавляется серная кислота.
- Перед загрузкой первой партии деталей, необходимо завесить любую чистую металлическую пластину и проработать электролит в течение 0,5-1 часа. Когда цвет раствора превратится из ярко-красного в бордовый, можно приступать к хромированию деталей.
- Раствор хромирования должен быть разогрет до 45 градусов.
- Сила тока устанавливается в зависимости от площади поверхности покрываемых деталей. Для обработки 1 кв. дм. требуется сила тока 15-25 ампер.
Основные дефекты и удаление некачественного хромового покрытия
Получение бракованного покрытия не должно пугать начинающего гальваника. Некачественный слой хрома можно снять в растворе соляной кислоты (100-200 г/л). После этого детали промываются в воде, а процесс хромирования можно повторить.
Чаще всего встречается несколько основных дефектов:
- Отслаивание хромовой пленки. Главной причиной является плохая адгезия (сцепляемость) из-за недостаточного обезжиривания. После снятия покрытия поверхность заново очищается и активируется.
- Наросты (дендриты) хрома на острых краях и углах. Этот дефект свидетельствует о высокой плотности тока на острых гранях. Если можно, края лучше закруглить или установить экраны в проблемных зонах.
- Матовое покрытие. Чтобы добиться блеска, необходимо повысить температуру раствора, снизить силу тока или добавить хромовый ангидрид.
Видео: технология гальванического хромирования
Онлайн-экзамен ПДД РФ по билетам ГИБДД (категории «А», «В», «М» и подкатегорий «A1», «В1»).
Расчитайте реальную стоимость страхового полиса ОСАГО с учетом водительского стажа.
Узнайте в режиме онлайн, когда можно будет садиться за руль после употребления спиртных напитков.
Онлайн-калькулятор транспортного налога и интерактивная таблица ставок по всем регионам РФ.
Сервис поможет визуально сравнить размеры шин и дисков автомобиля при их замене.
Хромирование деталей (химическая металлизация) в домашних условиях
Освоив методику хромирования своими руками в домашних условиях можно не только придать эффектный вид мотоциклу или автомобилю. Но и сделать стильные современные вещи – ручки для шкафов или дверей, подставки, крепежные элементы карнизов, бра, кашпо, которые своим благородным блеском украсят интерьер.
Технология гальванизации заключается в нанесении поверхностного металлического слоя на деталь с определенной целью – декоративной или защитной посредством использования электролита.
Следовательно, гальваника — хромирование в домашних условиях предполагает, что на обрабатываемую поверхность при воздействии электрического тока будет осаждаться слой хрома из электролита определенного состава. Проводиться этот процесс может разными способами.
- Проведение хромирования с использованием ванны, наполненной раствором. Технология является доступной для самостоятельного выполнения, но чаще используется при работе с небольшими деталями.
- Напыление покрытия посредством применения гальванической кисти. Эта методика не ограничивает габариты обрабатываемой детали, также она оптимально подходит для несъемных элементов. В процессе работы мастер имеет возможность контролировать толщину наносимого слоя и визуально оценивать качество напыления. Но этот процесс более трудоемкий, так как может потребоваться выполнение до 20 движений по одному месту.
Помещение, приспособления, инструменты, средства защиты
Проводить операции по хромированию необходимо в нежилом помещении с хорошей вытяжной вентиляцией. Это может быть гараж.
В летнее время удобнее работать на улице под навесом или на открытой веранде с крышей. В крайнем случае, используется балкон. Эти меры безопасности соблюдать нужно обязательно, чтобы не получить вреда здоровью из-за опасных испарений.
Потребуются средства индивидуальной защиты – прорезиненные перчатки из плотного материала и респиратор. Одежду целесообразно прикрыть прорезиненным фартуком.
Если планируется проводить хромирование деталей в домашних условиях методом погружения деталей в ванну, то готовится следующее оборудование:
- стеклянная емкость нужного размера (чаще всего берут обычную трехлитровую банку);
- неметаллическая ванна с водой, в которую будет помещаться банка;
- ящик с термоизоляцией;
- нагревательный элемент (ТЭН);
- пластинчатый или стержневой анод, материалом которого чаще всего служит сплав свинца (≈ 93%) и сурьмы (≈ 7%), хотя в отдельных случаях используют менее устойчивый к кислой среде чистый свинец;
- катод, имеющий форму зажима для удобной фиксации его на обрабатываемой детали;
- термометр, устойчивый к кислоте;
- кронштейн, позволяющий держать деталь в подвешенном состоянии;
- крышка для емкости из дерева или влагоустойчивой фанеры;
- источник питания постоянного тока с реостатом. Для трехлитровой банки сила тока должна составлять не меньше 18 А.
Схема электролитической ванны: 1 — внутренний корпус; 2 — внешний корпус; 3 — стеклоткань для теплоизоляции; 4 — слой теплоизоляции; 5 — ТЭН; 6 — градусник; 7 — банка трехлитровая; 8 — крышка.
Чтобы покрывать изделия при помощи гальванической кисти, можно изготовить ее самостоятельно по следующему алгоритму.
- Щетину обматывают плотно проводом с содержанием свинца.
- Закрепляют ее в прозрачный цилиндр из оргстекла, который сверху закрывается крышкой с вклеенным в нее металлическим контактом и заливным отверстием. К контакту припаивают конец свинцовой обмотки.
- В мембране из пенопласта, которая находится выше щетины, необходимо сделать сквозные мелкие отверстия.
- Роль выпрямителя тока выполняет трансформатор с напряжением 12 В. Минус идет на обрабатываемую деталь, а плюс к контакту на крышке.
- Электролит, налитый в цилиндр, просачивается через отверстия в мембране на щетину, движениями которой наносится на обрабатываемую поверхность.
При любой методике потребуется пылесос или компрессор для сдувания пыли с детали в процессе хромирования.
Для обработки наружных поверхностей деталей рассчитывают количество компонентов, входящих в электролит, ориентируясь на следующие соотношения (в граммах на литр воды):
- CrO3 (хромовый ангидрид) – 250;
- h3SO4 (серная кислота с удельной плотностью 1,84 г/см3) – 2,5.
Стеклянную емкость до половины (можно немного больше) наполняют дистиллированной или предварительно прокипяченной и отстоявшейся водой с температурой 60°С.
Засыпают CrO3 в нужном по расчетам количестве. Размешивают жидкость до полного растворения хромового ангидрида. Если необходимо, то еще доливают воду, а затем осторожно добавляют серную кислоту.
Теперь нужно около 3,5 часов выдержать электролит под током, сила которого примерно равна 6,5 А на каждый литр раствора. Если источник электропитания уже имеется в наличии, то исходя из его возможностей ведется расчет объема приготавливаемого электролита. При правильно проведенных расчетах цвет электролита становится темно-коричневым. Отключив ток, оставляют раствор на сутки в прохладном месте.
Если обрабатываемые детали не будут подвергаться внешним воздействиям, то электролит может иметь другой состав (г/л воды):
Подлежащие хромированию поверхности должны быть тщательно подготовлены. С них удаляют лак, краску, пятна ржавчины, загрязнения.
Некачественное проведение подготовки плоскостей деталей приводит к тому, что хромовое покрытие образуется с мелкими раковинами.
После зачистки детали подлежат обезжириванию.
Специалисты отмечают, что уайт-спирит или бензин для этой цели использовать не стоит, так как они не обеспечат нужного качества последующего хромирования. Целесообразно сделать специальный раствор, примером которого может служить следующий состав (компоненты отражены в г/л воды):
- едкий натр – 150;
- кальцинированная сода – 50;
- силикатный клей – 5.
Раствор подогревают примерно до 90°С и опускают на 20 минут деталь, подлежащую обезжириванию. Если присутствует сложный рельеф, то время выдержки допускается увеличить до 45 – 60 минут.
Начинается химическая металлизация своими руками в домашних условиях с подогрева электролита в банке до 52±2° с последующим помещением в него детали, к которой предварительно прикрепляется катод. Ток сразу не подают, так как нужно, чтобы декорируемый предмет прогрелся до температуры электролита.
После того, как напряжение подается в систему, деталь находится в электролите минимум 20 минут. Оптимальная плотность тока – 50 – 55 А/дм2. С приобретением опыта домашний мастер легко определяет, нужно ли увеличивать время в зависимости от особенностей детали, так как в отдельных случаях хромирование может продолжаться два — три часа.
После окончания процесса предмет достают, промывают и помещают на 3 часа в сушильный шкаф.
Проводя операции по хромированию необходимо учитывать, что подобное покрытие возможно нанести, если детали медные, никелевые или латунные. Если возникла необходимость выполнить подобное действие со стальными предметами, то потребуется предварительно защитить их слоями соответствующих металлов.
Доступны хромированию пластиковые изделия при условии обработки их на этапе подготовки графитным порошком или графитосодержащим лаком. Затем по методике выполнения гальваники при плотности тока ≈ 0,7 А/дм2 наносят тонкий медный слой, используя электролит из следующих компонентов (г/л воды):
- сульфат меди – 35;
- серная кислота концентрированная – 150;
- спирт этиловый – 10.
После промывания и просушивания деталь может подвергаться хромированию.
Причины появления дефектов
Достаточно сложный для самостоятельного исполнения процесс хромирования не всегда дает безупречный результат. Чтобы в дальнейшем избежать ошибок, необходимо знать причины, приведшие к появлению дефектов.
- Из-за недостаточной температуры электролита или превышающей норму силы тока на плоскостях образуется неравномерный блеск, снижающий эстетическое восприятие всего предмета. Причиной полного отсутствия блеска может являться неправильно рассчитанная концентрация CrO3 (меньше или больше нормы) или недостаток h3SO4.
- Если слой получился неравномерным, значит в процессе работы подавался ток со значениями, превышающими рекомендуемую норму. Чрезмерно мягкое покрытие означает, что было допущено превышение температуры нагрева электролита
- За появление на готовой хромировке коричневых пятен отвечает избыточное количество хрома или дефицит кислоты. Отслоение готового покрытия происходит из-за перебоев в подаче напряжения, использования остывшего электролита или некачественного обезжиривания.
Хромирование в реально домашних условиях
Хочется поделиться опытом декоративного хромирования в реально домашних условиях. Осуществить это можно с помощью вот такого стартового набора реагентов для создания зеркала под хром, золото, медь и другой любой оттенок на любой поверхности.
В состав набора входят реагенты, которые недоступны в обычных магазинах. Это азотнокислое серебро, двухлористое олово, гидроксид натрия, глюкоза и тиосульфат натрия. Все остальное можно купить в обычных магазинах и доступно каждому, это уксусная кислота 70% (в продуктовых магазинах), аммиак или нашатырный спирт 10% (в аптеке), дистилированная вода (в автозапчастях). Ещё понадобится весы до 300 гр. (магазины радиодетали), мерные стаканы (подойдут и для пищевых продуктов), одноразовые стаканы, ложки, шприцы и ручные распылители.
Для получения зеркала под хром, нужно пройти 4 этапа:
Начну с рецепта декоративного хромирования, который так тщательно охраняют, в недрах своих мастерских, люди прекрасно владеющие мастерством хромирования.
Итак, вот этот рецепт:
Двухлористое олово —— 5 г/л
Уксусная кислота 70% — ? (лить до прозрачности раствора)
Азотнокислое серебро — 4 г/л
Гидроксид натрия ——— 4 г/л
Для стабильности процесса металлизации и его замедления необходимо добавить в раствор востановителя реагент Натрия Тиосульфат. Разводим 1 гр. Натрия Тиосульфата в 0,5 литре дис. воды. Добавляем в раствор востановителя несколько кубиков раствора Натрия Тиосульфата, примерно 4-8 мл. на 1 литр раствора востановителя и опытным путём определяем нужное время появления зеркала. Такой раствор можно использовать в одноствольном распылителе, так же для метода окунания.
Хотя основной рецепт мастерства декоративного хромирования, заключается не в формулах, а в очень старательном отношении к делу. А рецепты приготовления растворов у всех могут быть разные в деталях, но основной принцип это соблюдение пропорций реагентов, а реагенты одни и теже.
Начнём с приготовления растворов для проведения опыта химической металлизации методом окунания или погружения.
Попробуем приготовить 300 мл. растворов. Для начала немного займёмся математекой на калькуляторе. Задача стоит приготовить 300 мл. растворов, а у нас рецепт на 1 литр. Сделать это можно простым арифметическим действием, на пример нужно узнать сколько отвешивать азотнокислого серебра. 4 делим на 1000 чтобы выяснить сколько это на 1 мл. и умножаем на требуемое количество мл., то есть на 300, получаем на выходе 1,2 гр. Просто?! Я тоже так думаю. И так со всеми цифрами. Рецепт, есть, метод подсчета, есть, поэтому далее не буду озвучивать цифры проведёного опыта, а продемострирую лишь процесс с комментариями.
Первым пойдёт раствор «Активатор»
Наливаем дистиллированной воды, чуть меньше требуемого объёма, чтоб оставить места другим наполнителям, и так везде. Отвешиваем двухлористое олово и растворяем в воде. Видим что раствор помутнел. От этого нужно избавиться с помощью кислоты. Плиснём на глаз уксусной кислоты, не в глаз, не перепутайте. Льём кислоту помаленьку и перемешиваем до прозрачности раствора. Доливаем дис. воды до нужного обьёма.
Второй клиент, раствор «Востановитель»
Всё в том же порядке: Наливаем воды, берём глюкозу, отвешиваем, растворяем. В принципе раствор готов. Но добавим для нашего опыта замедлитель реакции металлизации тиосульфат натрия. Так как его нам нужно в ничтожном колличестве, не будем отвешивать сотые доли граммов, а разведём его в 0,5 литре дис воды и наберём нужное нам колличество с помощью шприца и выпустим в раствор востановителя.
Следующий раствор «Модификатор»
По другому, серебрильный раствор. Приготовление этого раствора немного интереснее и сложнее предыдущих. Заготовим два раствора. Первый раствор азотнокислого серебра. Второй гидроксида натрия. Берём аммиак, набираю 6 мл., по моим подсчетам должно хватить. Далее капаем аммиак в раствор с серебром. Раствор помутнел, капаем и перемешиваем пока не станет прозрачным. В шприце остался аммиак, откладываем в сторону. Берём раствор гидроксида натрия и выливаем в раствор с серебром. Раствор становиться чёрным. Опять берём аммиак и капаем и перемешиваем, капаем до полного посветления раствора. Как только раствор стал прозрачным, он готов. Таким образом можно контролировать колличество аммиака в модификаторе, а это значит, что колличество процентов в аммиаке не столь значительно, а вопрос в колличестве.
Второй этап обезжиривание поверхности
Это достаточно простой этап, но требует очень тщательной работы, по обработки поверхности, ибо на сколько качественно он пройдёт, будет зависить дальнейший результат. Здесь можно приготовить самый простой обезжиривающий раствор, состоящий из обычной воды температурой 40-50 градусов, примерно 1 литр и пару столовых ложек гидроксида натрия. Обезжиривание состоит из тупо протиранием поверхности детали обезжиривающим раствором. И делать это нужно очень тщательно, чтобы в дальнейшем не жалеть, что плохо обезжиренная деталь получилась с браком. После обезжирки, обязательно столь же тщательная промывка водой простой и в конце дистиллированной. Важно чтобы поверхность была равномерно смочена водой, без сухих мест.
Третий этап активация
Раз решили использовать метод окунания, окунаем деталь в раствор активации. Пускай посидит там одну минуту. Важно до погружения в раствор активации не дать детали высохнуть. Прошла минута, перемещаем детальку в дистиллированную воду, пускай посидит там три минуты не меньше, это необходимое условие для завершения процедуры активации поверхности. Так олово выступает в роли каталлизатора процесса металлизации и правельно проведённая процедура сделает этот процесс качественным.
Четвёртый этап металлизация
Собственно для этого мы сегодня собрались, чтобы посмотреть как обычный предмет приобретает зеркальные свойства, что делает его предметом восхищения.
Впрочем от лирики к делу. Смешиваем два раствора в равных колличествах модификатор и востановитель. И сразу же помещаем туда деталь.
Вот как выглядит химическая металлизация серебром, по нашему декоративное хромирование. Тут важно не передержать в растворе, так как толстый слой серебра делается матовым, а нам нужно зеркало. Поэтому как только видим что вся поверхность отражается, дастаём деталь и хорошенько промываем дистилированной водой и остатки воды сдуваем воздухом.
Эту же смесь можно залить в обычный ручной распылитель и обработать поверхность распылением до полной зеркальности. Учтите что в этом случаи придётся действовать очень быстро, так как жизнь раствора коротка, всего несколько минут.
После того как поверхность высохнет, можно покрыть её для защиты лаком или пассиватором http://shop.hrom.info/catalog/grunt-lak-adgezionnyy-fusion-1l
Судя по их контенту, этому тексту релевантны статьи:
Технология декоративного хромирования в видео формате Где можно купить азотнокислое серебро и другие реагенты? Что в содержании видео курса «Технология зеркального серебрения»? Какая адгезия у зеркала серебра с поверхностью? Каковы защитные свойства покрытия декоративным хромированием?
Технология декоративного хромирования в видео формате Мутноватое зеркало, легко стирается Не осаждается серебро на поверхности Зеркало пятнами, не равномерное Медленный процесс металлизации Зеркало с жёлтыми пятнами, разводами Есть непокрытые зеркалом места Зеркало грубое, белого цвета Дефекты будут получаться в процессе обучения, нужно упражняться и понимать что делаешь.
Дорогой друг! Если есть проблемы с приобретение реагентов в ваше местности (нету вообще или физ. лицам не продают). Или просто для «попробовать» нет смысла приобретать в больших объёмах. Так как в основном реагенты продают не менее одного килограмма.
Хромирование деталей: технология химического и гальванического хромирования металла
 Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
 Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования
 Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.

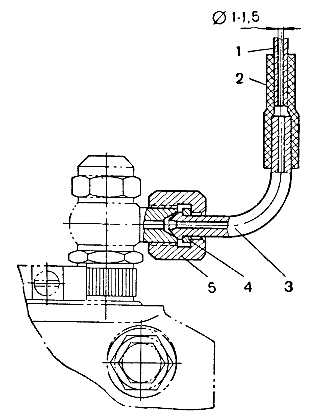








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
