Как проверить гбц
Как проверить головку блока
Вам понадобится
- - высокооборотистая ручная машинка для полировки и обработки с несколькими шлифовальными головками и скребками.
Инструкция
Для доработки впускного канала установите клапаны одинаковой ширины, с одинаковыми углами и идеально круглые. Кроме того, снимите фаску в 30 градусов и удалите все острые углы на нижней стороне впускного клапана. Обработайте впускной канал вокруг направляющей втулки клапана так, чтобы все препятствия для потока топливно-воздушной смеси были уменьшены по высоте и ширине. Металл убирайте только из тех областей, которые заметно ограничивают прохождение потока. Чрезмерная шлифовка может привести к снижению мощности.
В области седла впускного клапана найдите характерный выступ чуть ниже этого седла. Тщательно обработайте эту область. Опять же удаляйте металл только из тех областей, которые существенно ограничивают воздушный поток. Переход от области седла клапана в направлении потока должен быть плавным, без выступов, с обработкой по плавному радиусу. Отверстие впускного канала проточите так, чтобы оно имело не традиционную прямоугольную форму, а трапециевидную. При этом не удаляйте металл с нижней части канала. Кроме того, проведите грубую шлифовку поверхности впускного канала бруском или наждачной бумагой с зернистостью 80-100.
Для дальнейшего повышения характеристик двигателя приобретите и установите ГБЦ для гоночных двигателей и распределительные валы с увеличенным подъемом клапанов. Выбирая распредвал, учтите, что для простой форсировки мотора достаточно подъема клапанов в 12,7 мм с бронзовыми направляющими их втулок. При подъеме клапанов до 14 мм обязательно используйте роликовые коромысла (ракеты), увеличивающие срок службы стержня клапана и направляющих втулок. Гоночные двигатели могут иметь подъем клапанов до 15 мм, но ресурс упомянутых деталей будет заметно меньше. Двигатели для кольцевых и внедорожных соревнований используют распредвалы с высотой подъема клапанов до 16,5 мм, а на дрегстерах до 17,8-21,6 мм, но и ресурс механизма привода клапанов ограничен часами или минутами.
При установке спортивного распределительного вала клапанные пружины замените на специально рассчитанные пружины для конкретного распредвала. При использовании бронзовых направляющих втулок выбирайте такие, которые снабжены тефлоновыми уплотнителями. Они удержат масло от попадания в каналы при высоком давлении в выпускной системе форсированных двигателей.
Снимите ГБЦ и нанесите слой пластилина к головке поршня. Установите ГБЦ с негодной прокладкой, затяните крепление, установите и отрегулируйте коромысла и штанги. Проверните коленвал не менее чем на 2 полных оборота. Снимите ГБЦ и измерьте толщину слоя пластилина в самом тонком месте. Он должен составлять не менее 2 мм в области впускного клапана и не менее 2,5 мм в области выпускного. Проверьте таким образом каждый цилиндр, чтобы убедиться в том, что разброс в параметрах деталей не приведет к контакту поршня и клапана.
Для модернизации камер сгорания отполируйте ее поверхность. Это уменьшит поглощение тепла, которое может быть направлено на создание дополнительной мощности и уменьшит образование нагара. После обработки клапанов измерьте объемы всех камер сгорания, чтобы при их обработке выровнять камеры во всех цилиндрах. Избегайте чрезмерного увеличения камеры сгорания. Не изменяйте форму камер сгорания до тех пор, пока не изучите влияние проведенных модификаций ГБЦ на распространение пламени в цилиндрах двигателя. Обработку камер сгорания проводите только после обработки клапанов. Выполняя работы, примите меры защиты клапанов и седел от случайных повреждений (имитаторы клапанов).
Видео по теме
Как проверить головку блока цилиндров после шлифовки?
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
Как проверить головку блока цилиндров на ваз 2113, 2114, 2115
Статья для тех, кто планирует самостоятельно выполнить работы по проверке головки блока цилиндров на автомобиле ВАЗ 2114, 13, 15.
Для выполнения работы по проверке головки блока цилиндров вам потребуются:
- набор плоских щупов
- специальный шаблон или широкая слесарная линейка
- Снимаем головку блока цилиндров
- Очищаем головку блока от грязи и нагара, отмываем ее от масляных отложений, металлической щеткой удаляем нагар со стенок камер сгорания.
- Внимательно осматриваем головку блока цилиндров. На ней не должно быть трещин. На рабочих поверхностях опор распределительных валов и стенках посадочных отверстий толкателей не должно быть задиров и следов наволакивания металла. Направляющие и седла клапанов должны плотно сидеть в теле головки, без следов их смещения при работе ГРМ. Клапаны и их седла не должны иметь трещин и следов прогорания.
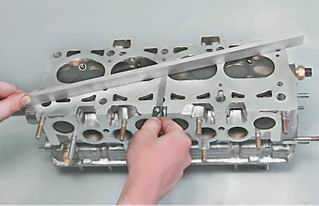 Проверяем плоскостность головки. Работу проводим в два этапа. Для этого необходим специальный шаблон, но если его нет, то проверить нижнюю привал очную плоскость головки с достаточной степенью точности можно и при помощи широкой слесарной линейки. Прикладываем линейку по диагонали, ребром к плоскости головки. Убеждаемся в отсутствии зазора между ребром линейки и плоскостью головки. Зазор может наблюдаться как в средней части плоскости, так и по ее краям. Замер зазора проводим по обеим диагоналям набором плоских щупов.Максимально допустимый зазор – 0,1 мм. Если зазор больше допустимого, головка подлежит фрезерованию привалочной плоскости или замене.
Проверяем плоскостность головки. Работу проводим в два этапа. Для этого необходим специальный шаблон, но если его нет, то проверить нижнюю привал очную плоскость головки с достаточной степенью точности можно и при помощи широкой слесарной линейки. Прикладываем линейку по диагонали, ребром к плоскости головки. Убеждаемся в отсутствии зазора между ребром линейки и плоскостью головки. Зазор может наблюдаться как в средней части плоскости, так и по ее краям. Замер зазора проводим по обеим диагоналям набором плоских щупов.Максимально допустимый зазор – 0,1 мм. Если зазор больше допустимого, головка подлежит фрезерованию привалочной плоскости или замене.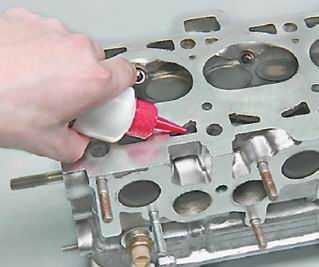 Проверяем герметичность головки блока. Для этого на торцевой поверхности головки заглушаем окно подачи охлаждающей жидкости к термостату (можно установить патрубок термостата, подложив под нее прокладку, вырезанную из листовой резины). Переворачиваем головку и заполняем ее внутренние полости для охлаждающей жидкости керосином.
Проверяем герметичность головки блока. Для этого на торцевой поверхности головки заглушаем окно подачи охлаждающей жидкости к термостату (можно установить патрубок термостата, подложив под нее прокладку, вырезанную из листовой резины). Переворачиваем головку и заполняем ее внутренние полости для охлаждающей жидкости керосином.Убеждаемся в отсутствии утечки керосина из головки блока.
В случае обнаружения утечки, а также при обнаружении раковин на привалочной плоскости, можно попытаться отремонтировать головку блока с помощью холодной сварки или заменить ее.
Как проверить головку блока
Главная » Ремонт и сервис » Как проверить головку блока
Вам понадобится
- - высокооборотистая ручная машинка для полировки и обработки с несколькими шлифовальными головками и скребками.
Инструкция
Для доработки впускного канала установите клапаны одинаковой ширины, с одинаковыми углами и идеально круглые. Кроме того, снимите фаску в 30 градусов и удалите все острые углы на нижней стороне впускного клапана. Обработайте впускной канал вокруг направляющей втулки клапана так, чтобы все препятствия для потока топливно-воздушной смеси были уменьшены по высоте и ширине. Металл убирайте только из тех областей, которые заметно ограничивают прохождение потока. Чрезмерная шлифовка может привести к снижению мощности.
В области седла впускного клапана найдите характерный выступ чуть ниже этого седла. Тщательно обработайте эту область. Опять же удаляйте металл только из тех областей, которые существенно ограничивают воздушный поток. Переход от области седла клапана в направлении потока должен быть плавным, без выступов, с обработкой по плавному радиусу. Отверстие впускного канала проточите так, чтобы оно имело не традиционную прямоугольную форму, а трапециевидную. При этом не удаляйте металл с нижней части канала. Кроме того, проведите грубую шлифовку поверхности впускного канала бруском или наждачной бумагой с зернистостью 80-100.
Для дальнейшего повышения характеристик двигателя приобретите и установите ГБЦ для гоночных двигателей и распределительные валы с увеличенным подъемом клапанов. Выбирая распредвал, учтите, что для простой форсировки мотора достаточно подъема клапанов в 12,7 мм с бронзовыми направляющими их втулок. При подъеме клапанов до 14 мм обязательно используйте роликовые коромысла (ракеты), увеличивающие срок службы стержня клапана и направляющих втулок. Гоночные двигатели могут иметь подъем клапанов до 15 мм, но ресурс упомянутых деталей будет заметно меньше. Двигатели для кольцевых и внедорожных соревнований используют распредвалы с высотой подъема клапанов до 16,5 мм, а на дрегстерах до 17,8-21,6 мм, но и ресурс механизма привода клапанов ограничен часами или минутами.
При установке спортивного распределительного вала клапанные пружины замените на специально рассчитанные пружины для конкретного распредвала. При использовании бронзовых направляющих втулок выбирайте такие, которые снабжены тефлоновыми уплотнителями. Они удержат масло от попадания в каналы при высоком давлении в выпускной системе форсированных двигателей.
Снимите ГБЦ и нанесите слой пластилина к головке поршня. Установите ГБЦ с негодной прокладкой, затяните крепление, установите и отрегулируйте коромысла и штанги. Проверните коленвал не менее чем на 2 полных оборота. Снимите ГБЦ и измерьте толщину слоя пластилина в самом тонком месте. Он должен составлять не менее 2 мм в области впускного клапана и не менее 2,5 мм в области выпускного. Проверьте таким образом каждый цилиндр, чтобы убедиться в том, что разброс в параметрах деталей не приведет к контакту поршня и клапана.
Для модернизации камер сгорания отполируйте ее поверхность. Это уменьшит поглощение тепла, которое может быть направлено на создание дополнительной мощности и уменьшит образование нагара. После обработки клапанов измерьте объемы всех камер сгорания, чтобы при их обработке выровнять камеры во всех цилиндрах. Избегайте чрезмерного увеличения камеры сгорания. Не изменяйте форму камер сгорания до тех пор, пока не изучите влияние проведенных модификаций ГБЦ на распространение пламени в цилиндрах двигателя. Обработку камер сгорания проводите только после обработки клапанов. Выполняя работы, примите меры защиты клапанов и седел от случайных повреждений (имитаторы клапанов).
Видео по теме
www.kakprosto.ru
Как проверить головку блока цилиндров после шлифовки?
Проверить головку блока цилиндров в принципе и не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотреть со всех сторон головку на предмет того, чтобы не было раковин и трещин.
В специализированных мастерских плоскость головки блока проверяют специальным шаблоном.
В домашних условиях когда этого шаблона нет, можно проверить плоскостность металлической широкой длинной линейкой. Её надо прикладывать к плоскости головки ребром, на рисунке показано в каких местах делать прикладывания
И проверять зазоры щупом. Зазор проверяется по всему периметру В идеале — зазоров быть не должно. Но если зазор имеется не более 0,01 мм, то это допускается.
Подчеркну и выделю: новая или шлифованная головка блока цилиндров, зазор именно НЕ БОЛЕЕ 0,01 мм.
Потому как при оставленных зазорах в 0,1мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки головки блока. А это снова разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров надо также проверить на герметичность. Это можно сделать например залив керосин в полости охлаждения, заткнув отверстие подачи жидкости. Опрессовку делают ещё и сжатым воздухом примерно в 1,5 — 2 атмосферы, но это конечно нужен компрессор, ванна, то есть — определённые условия.
Когда головка проверена прошлифована, и снова проверена на плоскостность, на герметичность, тогда можно устанавливать клапана, предварительно притерев их, а после сборки, также проверить их на протекание керосином. Если керосин не протекает примерно в течении получаса, то это уже хорошо значит притёрты клапана.
Блок цилиндров ясное дело тоже не забыть почистить от нагара, промыть от грязи, прочистить и продуть все каналы. Помыть картер, приёмную сетку маслонасоса, убедиться в работоспособности самого маслонасоса. Ну и можно приступать к окончательной сборке мотора.
etlib.ru
Диагностика ГБЦ — проверяем на микротрещины
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.

В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
 Стрелкой отмечен дефект поверхности
Стрелкой отмечен дефект поверхности Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
- Моторная жидкость пенится, в ней появляются пузырьки. Если в головке образовалась трещина, в масло может попадать охлаждающая жидкость. В этом случае антифриз будет уходить из расширительного бачка по неизвестной причине. Если нужно постоянно доливать хладагент в систему, это должно насторожить хозяина машины. В этом случае в расширительном бачке антифриза будет образовываться масляная пленка — это точный симптом появления микротрещины в головке двигателя. При такой неисправности в теплую погоду температура мотора будет то падать, то подниматься. Этот признак не распространенный, но если заметили, что стрелка на датчике температуры то опускается, то опять поднимается, то это должно насторожить.
- Троение двигателя. ДВС очень вибрирует, особенно при езде в гору. Этот симптом является следствием образования микротрещины. Если в него попадает антифриз, а масло не пенное, то есть другой способ вычислить неисправность. Для этого нужно демонтировать свечу и посмотреть на нее: если на свече есть жидкость, то вытрите ее пальцем и приложите на язык. Любой антифриз имеет сладковатый привкус. Если это так, то на головке блока вашего авто образовалась трещина.
 Дефект на ГБЦ
Дефект на ГБЦ - Моторная жидкость уходит, ее постоянно нужно доливать. В этом случае по антифризу вычислить трещинку не выйдет. Если щель появилась рядом с направляющей втулкой впускного клапана, то при работе двигателя масло будет затягивать в цилиндр. Если во впускной клапан будет попадать ОЖ, то при долгой езде она в буквальном смысле слова отмоет поршни до идеальной чистоты. Проверить это легко: открутить свечи и посмотреть на состояние поршней.
- Кипение ОЖ. Заметили, что антифриз постоянно кипит, откройте капот и крышку расширительного бачка. Долейте столько жидкости, сколько ни хватало и заведите мотор. Если антифриз сразу начнет кипеть, то сомнений в неисправности быть не должно.
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон головки блока цилиндров установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
 Металлическая стружка для диагностики
Металлическая стружка для диагностики Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
 Оборудование для диагностики давлением
Оборудование для диагностики давлением Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
 Аргонная сварка поверхности
Аргонная сварка поверхности Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
 Заваривание трещин головки
Заваривание трещин головки - Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Видео «Ремонт микротрещин»
avtozam.com
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Визуально можно выявить глубокие разрывы, а вот микротрещины «на глаз» не определить.
Вероятные симптомы и причины
 Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.
 Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
znanieavto.ru








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
