Коренные шейки коленчатого вала
Большая Энциклопедия Нефти и Газа
Cтраница 1
| Варианты конструкции задних концов и противовесов. [1] |
Коренные и шатунные шейки коленчатого вала выполняют одинакового диаметра; шатунные шейки обычно имеют меньший диаметр. Коренные и шатунные шейки шлифуют; при этом допуск на диаметр должен быть выдержан в пределах 6 - 10 мкм, отклонение от круглости и цилиндр ич-ности до 3 мкм, параметр шероховатости Ra 0 63 мкм, отклонение от параллельности осей коренных и шатунных шеек 6 - 8 мкм. [2]
Коренные и шатунные шейки коленчатого вала тщательно шлифуют и полируют. [3]
Коренные и шатунные шейки коленчатого вала закаливают и отпускают до требуемой твердости. Режим термической обработки устанавливается в зависимости от марки применяемой стали. Эта операция необходима для обеспечения износоустойчивости коренных и шатунных шеек коленчатого вала. [4]
Коренные и шатунные шейки коленчатого вала ввиду большой их твердости могут обрабатываться только шлифованием. Большая первоначальная глубина закаленного слоя исключает необходимость в термической обработке шеек после их шлифования под ремонтные размеры. Шлифование производится электрокорундовым кругом на керамической связке твердостью СТ2 или СТЗ и зернистостью 46 с обильным охлаждением. Скорость вращения шлифовального-кр - yta - 32 - 35 м / coit - я-коленчатого-вшга-бколо lOV - 12 м / мин для шатунных и 20 - 24 м / мин - для коренныхТПеекТпо - - перечная подача круга не должна превышать 0 006 мм на один оборот вала. На поверхности шеек после шлифования ни в коем случае не должно быть следов цветов побежалости. [5]
Коренные и шатунные шейки коленчатого вала соединены между собой щеками. [6]
Коренные и шатунные шейки коленчатого вала закалены токами высокой частоты. [8]
Коренные и шатунные шейки коленчатых валов просверливают и рарта-чивают насквозь. Шейки и щеки / просверливают также в радиальном направлении для подвода масла, нагнетаемого через полости в вале. Коленчатые валы авиационных двигателей, в отличие-от коленчатых валов других легких двигателей ( автомобильных и тракторных), обрабатывают по воем поверхностям и полируют. [9]
Коренные и шатунные шейки коленчатых валов звездообразных моторов высверливаются и затем растачиваются. В некоторых моторах шатунная шейка растачивается изнутри не насквозь. При этом образуется глухая полость ( фиг. [10]
| Схема охватывающего фрезерования с применением системы ЧПУ. [11] |
Шлифование коренных и шатунных шеек коленчатых валов проводят на шлифовальных станках-автоматах. Скорость шлифования ( v 45 м / с) регулируется по мере изнашивания круга. Правка осуществляется алмазным роликом по копирной линейке. [12]
Для коренных и шатунных шеек коленчатых валов автомобильных двигателей овальность, конусность и вогнутость допускаются не больше 0 01 мм; для тракторных двигателей овальность шеек - не больше 0 02 мм и конусность на длине шейки 100 мм - не более 0 03 мм. [13]
При восстановлении коренных и шатунных шеек коленчатого вала под ремонтные размеры план операций технологического процесса может быть следующим: контроль биения и правка вала при необходимости; исправление центровых фасок; нарезание резьбы ремонтного размера под храповик; восстановление шпоночной канавки и шейки под шестерню и ступицу шкива; развертывание отверстий во фланце под болты крепления маховика, под подшипник конца ведущего вала коробки передач; запрессовка втулки; тонкое растачивание отверстия под наружное кольцо шарикоподшипника; шлифование коренных и шатунных шеек; балансировка; суперфиниширование или полирование шеек; промывка масляных каналов; контроль вала. [14]
В этих условиях коренные и шатунные шейки коленчатого вала подвергаются износу. [15]
Страницы: 1 2 3 4
Коленчатый вал: устройство, неисправности и правильная установка
Коленчатый вал находится в блоке цилиндров двигателя и позволяет преобразовать возвратно-поступательное движение поршней с шатунами во вращение. Это вращение посредством трансмиссии передаётся на ведущие колёса автомобиля. Изготавливается коленвал ковкой из высоколегированной стали, либо отливкой из высокопрочного чугуна, с последующим упрочнением и механической обработкой. Поскольку моменты он передаёт не шуточные, то требования к прочности на изгиб и кручение коленчатого вала очень высоки.
Содержание
Как устроен коленвал
Коленчатый вал, это кривошип. Отсюда и название «кривошипно–шатунный механизм». В него входит коленчатый вал вместе с поршнями, их кольцами, пальцами и шатунами. А также маховик с венцом и шкив привода вспомогательных механизмов. Из названия ясно, что вал не прямой, а имеет такие элементы конструкции, как колена. Называются они шатунными шейками.
- В рядных моторах, их количество равно количеству цилиндров – каждый поршень с шатуном воздействует на свою шейку.
- У V-образных и оппозитных двигателей, одна шатунная шейка может быть предназначена для восприятия нагрузки от двух шатунов с поршнями из соседних рядов цилиндров.
Центром вращения коленвала являются коренные шейки. Между коренными и шатунными шейками находятся щёки, на которых выполнены элементы, называемые противовесами. Переход от каждой шейки на щеку выполнен не под прямым углом, а имеет радиус — галтель. Галтель нужна для предотвращения появления усталостных трещин, так как в этом месте вала наибольшая концентрация напряжения металла.
- Коренные шейки имеют диаметр больший чем шатунные. Шатунные шейки чередуются с коренными и количество последних больше — полноопорный коленвал.
- Коленчатые валы, у которых нет коренных шеек с обеих сторон шатунных – неполноопорные, в последнее время почти не применяются. Связано это с увеличением требований к жёсткости коленвалов из-за возросшей степени сжатия современных двигателей.
В качестве подшипников в которых вращаются шейки коленчатого вала, используются вкладыши. Вкладыши, это подшипники скольжения. Они изготавливаются из стальной полосы, согнутой по радиусу шейки коленчатого вала и покрытой тонким слоем сплава алюминия, или бронзы, имеющим низкий коэффициент трения. На вкладышах имеются замки, предотвращающие их проворачивание в своих пастелях.
Между шейкой коленвала и поверхностью вкладыша предусмотрен зазор. При работе двигателя в этом зазоре всё время находится масляная плёнка — масляный клин. По сути, коленчатый вал вращается на этом масляном клине, а не на вкладыше.
Для подвода масла в места контакта шеек и вкладышей, в коленчатом вале имеются масляные каналы, соединённые с главной масляной магистралью и масляным насосом.
У мотоциклетных двухтактных моторов, а также промышленных и сельскохозяйственных дизелей с большим рабочим объёмом цилиндров, в качестве подшипников для коленвалов могут применяться:
- шариковые подшипники качения;
- роликовые подшипники качения;
- игольчатые подшипники качения.
Для передачи крутящего момента на трансмиссию, на заднем конце коленчатого вала болтами крепится маховик. За счёт своего большого веса и инерции, он сглаживает толчки от поршней при их рабочем ходе.
В последнее время получают распространение двухмассовые маховики, выполняющие ещё и роль демпфера крутильных колебаний.
В трансмиссиях с механическими коробками передач, маховик является ведущим диском сцепления. В трансмиссиях с автоматическими коробками передач на маховике крепится корпус насосного колеса гидротрансформатора.
На переднем конце коленчатого вала, как правило, на шпоночном соединении, крепятся шестерня – зубчатый шкив привода ГРМ и шкив привода вспомогательных механизмов.
Из-за мировой тенденции моторостроения к уменьшению веса и размеров деталей кривошипно–шатунного механизма, а также увеличению номинальных оборотов и степени сжатия двигателей, появилась проблема возникновения резонансных колебаний, приводящих к поломке коленчатых валов. Для её устранения, в шкивы коленвалов стали встраивать демпферы, гасящие крутильные колебания. Как уже отмечалось, на это же нацелены двухмассовые маховики.
Наверх
Неисправности коленвала
К основным неисправностям коленчатых валов относятся:
- износ шеек, их сплавление с антифрикционным покрытием вкладышей;
- трещины в шейках;
- изгиб коленвала;
- поломки щёк.
Самой распространённой неисправностью, является износ шеек. Признаком предельного износа шатунных шеек коленчатого вала и их вкладышей, является металлический стук, частота которого вдвое меньше частоты вращения коленвала. После прогрева мотора и под нагрузкой стук усиливается. Если отключить форсунку, или подачу напряжения на свечу зажигания в цилиндре, шатун которого взаимодействует с изношенной шейкой, стук значительно уменьшается, или совсем пропадает.
Глухой металлический стук, равный частоте вращения коленчатого вала, усиливающийся под нагрузкой и после прогрева двигателя, является признаком аварийного износа коренных шеек и их вкладышей. Такой стук может говорить и о деформации коленвала из-за перегрева шеек при разрушении вкладышей.
Пониженное давление в системе смазки, особенно на холостом ходу прогретого мотора, и быстро пропадающий стук после запуска двигателя, тоже являются косвенными признаками износа вкладышей и шеек коленчатого вала. При поломке щеки коленчатого вала рядом с коренной шейкой, также будет слышен металлический стук, кратный оборотам вала.
Трещины на шейках выявляются на снятом с мотора коленвале.
Наверх
Последствия использования неисправного коленвала
Если продолжать эксплуатировать двигатель с явными признаками сильного износа коленчатого вала, то последствиями такой эксплуатации может быть:
- срыв масляного клина в паре вкладыш-шейка;
- сухое трение;
- перегрев и сплавление шейки с алюминиевым покрытием вкладышей и последующим заклиниванием коленвала.
Если всё это происходит на больших оборотах, то проворот вкладышей в своих пастелях, с последующим дорогостоящим ремонтом этих пастелей, или заменой блока цилиндров и шатунов, также весьма вероятны.
Последствиями эксплуатации мотора, коленвал которого имеет трещины, также может быть его поломка и деформация пастелей вкладышей в блоке.
После заклинивания застучавшего двигателя, не нужно пытаться провернуть его коленчатый вал большим воротком, или с буксира. Последствием этого обязательно будет проворот вкладышей, приварившихся к шейкам КВ, в своих пастелях.
Наверх
Как правильно установить коленвал
При самостоятельной «укладке» коленчатого вала в мотор своего автомобиля, нужно помнить простые правила:
- между поверхностями шеек коленчатого вала и вкладышей обязательно должен быть зазор для масляного клина. Величину этого зазора устанавливает производитель конкретного мотора. Зазор не должен выходить за эти допуски;
- коленвал, его каналы, блок цилиндров, вкладыши и руки сборщика должны быть идеально чистыми;
- диаметр шеек коленвала должен соответствовать заводским допускам и размерам вкладышей. Нельзя с шейками номинального размера применять вкладыши ремонтных размеров и наоборот. С коленвалом номинального размера использовать только номинальные вкладыши. Если шейки коленчатого вала прошлифованы под ремонтный размер, то и вкладыши надо использовать соответствующего ремонта.
- перед укладкой коленвала в блок цилиндров нужно убедиться в качестве шатунных вкладышей и самих шатунов. Если перед ремонтом, в каком то из шатунов были разрушены, или провёрнуты вкладыши, нужно затянуть крышку шатуна моментом, предписанным изготовителем и проверить внутренний диаметр нижней головки шатуна на соответствие заводским размерам. При несоответствии этим размерам шатун заменить.
Если с шатуном всё в порядке, надо вставить вкладыши в шатуны, смазать их маслом, лучше трансмиссионным, и затянуть положенным моментом. Каждый на своей шатунной шейке. Провернув шатун на несколько оборотов вокруг шейки, снимаем его и проверяем поверхность вкладышей. На них не должно быть никаких следов от контакта с шатунной шейкой. Если есть следы касания, а шатун тяжело проворачивается вокруг шейки, вкладыш придётся заменить.
Нужно помнить, что крышка на заводе растачивалась заодно со своим шатуном, в положении, когда пазы под замки вкладышей находятся с одной стороны. Поэтому путать между собой крышки и шатуны нельзя. При установке крышки на шатун, замки вкладышей должны находиться с одной стороны.
Проверив шатуны и их вкладыши, приступаем к укладке коленчатого вала в блок цилиндров. Требования к пастелям коренных вкладышей в блоке цилиндров такие же, как у шатунов. Кроме того, пастели в блока цилиндров должны быть строго сосны. Несоосностью и износом пастелей особенно подвержены блоки цилиндров из лёгких сплавов.
Если с размерами и соосностью пастелей всё в порядке, вставляем в них вкладыши. Как правило, коренные вкладыши, вставляемые в блок цилиндров, имеют проточку посредине для лучшего подвода масла, а вкладыши в крышках, на которые приходится основная нагрузка при работе двигателя – сплошные. Путать их при сборке нельзя.
Установив в свои пастели упорные кольца, смазываем вкладыши маслом и укладываем в них коленчатый вал. Устанавливаем на свои места крышки коренных подшипников и затягиваем их положенным моментом. Затяжку начинаем от средней крышки к крайним, в шахматном порядке.
Крышки нельзя путать между собой, так как отверстия под коленвал в блоке цилиндров растачивают за один проход, с затянутыми болтами крепления крышек. При этом пазы под замки вкладышей в пастели блока цилиндров и её крышке, находятся с одной стороны. В таком положении их и нужно устанавливать при сборке коленчатого вала с блоком.
После затяжки всех крышек, проворачиваем коленвал на несколько оборотов. Он должен свободно, без заеданий проворачиваться от руки. Замеряем осевой зазор между упорными полукольцами и щекой и снимаем коленвал.
Осматриваем все вкладыши. На них не должно быть следов касания с шейками. Если это так и замеренный осевой зазор упорных полуколец соответствует норме, окончательно укладываем коленчатый вал в блок цилиндров и затягиваем его крышки от центральной к крайним положенным моментом.
Если какие то вкладыши зажимает, а с геометрией коленвала и пастелей блока цилиндров всё в порядке, такие вкладыши придётся заменить.
Вот собственно и всё о коленчатом вале.
Наверх
КОЛЕНЧАТЫЙ ВАЛ

Коленчатый вал представляет собой деталь сложной конфигурации или узел деталей, характерный для составного вала, оснащается консолями для фиксирования шатунов, служащих для передачи плоско-поступательного движения коленчатому валу, который трансформирует это движение во вращательное, передавая вращение трансмиссии и приводным приспособлениям. Коленчатый вал является составным элементом кривошипно-шатунного механизма.
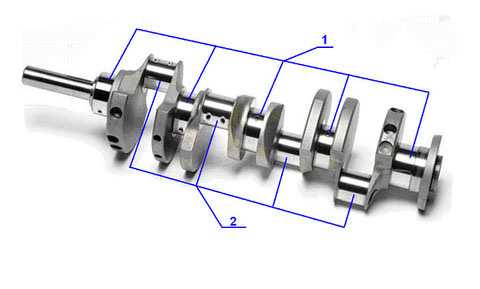
Конструкция коленчатого вала представляет собой относительно нежесткую деталь, на которую приходятся достаточно большие изменчивые нагрузки, во время работы на него действуют силы кручения и он подвергается изгибу. Коленчатый вал состоит из: коренных шеек; шатунных шеек; щеки; передней выходной части вала — носка; задней выходной части вала — хвостовика; противовесов. Коренные шейки являются опорами вала, которые находятся в коренных подшипниках, установленных в картере двигателя. Шатунные шейки — опоры вала, направленные на соединение с шатунами. Щечки выполняют функцию соединения коренных и шатунных шеек.
Передняя выходная часть вала определяется как часть для крепления шестерни или шкива отбора мощности для привода газораспределительного устройства и всевозможных дополнительных участков, систем и приспособлений. Задняя выходная часть вала служит для объединения с маховиком или массивной шестерней отбора ключевого количества мощности. Противовесы предназначены для создания разгрузки коренных подшипников относительно центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижнего компонента шатуна.
Коленчатый вал производится из стали, характеризуемой упрочением токами высокой частоты или азотированием, а также из высокопрочного чугуна. Противовес создается как единое целое с коленчатым валом, в противном случае противовесы напрессовываются на вал. Коленчатый вал устанавливается таким образом, чтобы опираться коренными шейками на коренные опоры картера двигателя, шатунные шейки фиксируются вместе с нижними головками шатунов. Коренные и шатунные шейки присоединяются при помощи щечек, которые организуют кривошипы вала. Неуравновешенные массы образуют центробежные силы на подшипниках вала, для их разгрузки предназначены противовесы.
В передней части вала предусмотрен сальник для уплотнения, при этом держателем сальника является корпус масляного насоса. Передняя часть вала оснащается зубчатым шкивом привода топливного насоса высокого давления и распределительного механизма двигателя и шкивом ременной передачи для привода генератора, водяного насоса и различных устройств и систем автомобиля. Сальником обеспечивается и задний конец вала, этот сальник фиксируется при помощи специального держателя. На задней стороне коленчатого вала имеется фланец, предназначенный для крепления диска привода, что характерно для моделей автомобилей, оснащенных автоматической коробкой передач, или маховика.
Для произведения ремонтных работ коленчатого вала необходимо перешлифовать коренные, шатунные шейки относительно следующего ремонтного размера. После проведения ремонтных работ коленчатый вал должен устанавливаться с маховиком и сцеплением, которые имелись до ремонта, при этом в обязательном порядке производится балансировка коленчатого вала со сцеплением. В случае дисбаланса создаются углубления в маховике посредством высверливания.
Коленчатые валы двигателя относительно диаметра коренных и шатунных шеек делятся на классы, при этом деление на классы является индивидуальной для каждого двигателя. Точность диаметральных габаритов коренных и шатунных шеек варьируется относительно 1—2 классов, при этом чистота поверхности определяется 8—10 классами и выше; допускаются отклонения на овальность и конусность, которые для автомобильных двигателей соответствуют отрезку от 0,010 до 0,005 мм. Расхождение в параллельности осей коренных и шатунных шеек не превышает 0,01 мм по всей длине каждой шатунной шейки; радиус кривошипа может иметь допуски в 0,05—0,15 мм.
Если отклонения радиусов кривошипов и угловых развала слишком велики, то образуется неравномерная степень сжатия в разных цилиндрах и относительно сдвига фаз распределения, что неблагоприятно отражается на работе двигателей. Для подшипников скольжения коленчатые валы должны обладать высокими требованиями к поверхности шеек, усиленной износостойкостью и усталостной прочностью. Маркировка должна наноситься на передней щечке вала, верхние цифры соответствуют классам шатунных шеек с первой по шестую, при рассмотрении поочередно слева направо, нижние цифры являются классами коренных шеек с первой по седьмую слева направо. Также маркировка может задаваться с номинальным значением диаметра, с диаметрами ремонтного размера с установленным снижением.
Коленчатый вал отслеживается по 80—90 позициям, например размер, форма, относительное положение контролируемых поверхностей вала, параллельность оси шеек, положение шатунных шеек относительно коренных, угловое положение шатунных шеек относительно друг к другу, угловое положение шпоночной канавки относительно кривошипов, положение торца фланца относительно оси коренных шеек и др. Для трудоемкого и непростого процесса контроля используются специальные многомерные индикаторные, пневматические, электронные измерительные приспособления.
Стальные коленчатые валы среднего размера, предназначенные для крупносерийного и массового производства, создаются с помощью ковки в закрытых штампах на молотах и прессах, весь процесс изготовления заготовки реализуется несколькими операциями. Производится предварительная и окончательная ковка в штампах, а далее переходят к обрезке облоя с помощью обрезного пресса, к горячей правке в штампе под молотом.
При создании заготовки коленчатого вала большое внимание уделяется расположению волокон материала, для того чтобы исключить возможность перерезания материала на дальнейших этапах механической обработки, поэтому широкое использование получили штампы, оснащенные специальными гибочными ручьями. Пройдя штамповку, коленчатые валы подвергаются термообработке, нормализации, очистке от окалины при помощи травления или обработке с помощью дробеметной машины. На механическую обработку шеек допускаются припуски в 3—4 мм на сторону со штамповочными уклонами 7—10°. Точность заготовок определяется 8—9 классом. Допустимая кривизна в плоскости разъема штампов для автомобильного коленчатого вала составляет менее 1,5—1 мм, смещение от сдвига штампов разрешается не более 2 мм.
Литые заготовки коленчатых валов производятся из высокопрочного чугуна, модифицированного магнием, для изготовления применяется способ прецизионного литья, т. е. в оболочковых формах, произведенные этим способом валы отличаются по сравнению со штампованными валами рядом положительных качеств, например высоким коэффициентом применения металла. Литые заготовки отличаются наличием внутренних полостей, которые образуются в результате отливки. Припуск на обработку должен быть менее 2,5 мм на сторону отклонения, соответствующего 5—8 классу точности. Снижение колебания припуска и начальной неуравновешенности способствует лучшему качеству при эксплуатации. Отлив в оболочковых формах осуществляется в горизонтальном положении: в случае, когда в одной форме необходимо произвести отлив двух валов, заливка металла создается с помощью общего литника.
Правка валов создается как следующий шаг после нормализации в горячем состоянии в штампе, на прессе после извлечения из печи, не прибегая к повторному подогреву.
Механическая обработка: главными базами для коленчатого вала являются опорные поверхности коренных шеек. К сожалению, они не могут использоваться как технологические на всех шагах обработки, поэтому иногда технологическими базами становятся поверхности центровых отверстий. Небольшая жесткость вала для некоторых этапов обработки, производимых в центре, заставляет создавать вспомогательные базы, которыми являются наружные поверхности предварительно обработанных шеек. Для обработки шатунных шеек, по техническим условиям обязанных иметь угловую координацию, выбирается опорная технологическая база в виде специально фрезерованной площадки на щеках. В результате действия сил резания возникает деформация коленчатого вала, поэтому необходимо произвести достаточно большое количество раз, примерно от 3 до 9, правку коленчатого вала с помощью пресса. Однако правка способна образовать внутренние напряжения, приводящие к последующей деформации вала, что также является нежелательным воздействием.
Технологические опорные базы представляются в качестве фрезерованных площадок на щеках коленчатого вала и обрабатываются до и после предварительной обработки. Также необходимо произвести токарную обработку коренных и шатунных шеек, коренные шейки обрабатываются на обычных токарных станках, затем они берутся как технологические базы для обработки шатунных шеек и остальных поверхностей. Обработку коренных шеек многоколенных валов осуществляют специализированными станками, оснащенными центральным или двусторонним приводом для снижения скручивающего и изгибающего моментов. Затем производится отделка смазочных каналов и внутренних плоскостей, далее необходимо отшлифовать шейки коленчатого вала.
Балансировка при массовом производстве создается при помощи автоматических балансировочных станков или автоматических линий. Необходимо проанализировать диаметральные размеры шеек, отверстия под подшипник во фланце, длину шатунных и коренных шеек, дистанцию от базового торца, радиус кривошипа, биение шеек и торца фланца по отношению к крайним коренным шейкам, взаимное отношение коренных и шатунных шеек относительно длины и расстояния от базового торца, угловое расположение кривошипов, местонахождение установочного отверстия и шпоночной канавки по отношению к коренным и шатунным шейкам. Также производится обкатка крупных коленчатых валов. Специальные токарные станки с неподвижным валом применяются для обкатки шатунных шеек.
Кстати, качественные фланцы смотрите здесь. Рекомендуем, проверенный производитель.
Коленчатый вал
Шейки подшипников, в которых коленчатый вал вращается в блоке цилиндров, называются коренными шейками. Шейки подшипников, вращающиеся внутри нижней (большой) головки шатуна, называются шатунными шейками.
Именно коленчатый вал превращает возвратно-поступательное движение поршня в круговое вращение. Расстояние между осями коренных и шатунных шеек, называемое радиусом кривошипа (R), является одним из основных технических показателей коленчатого вала и всего двигателя. Длина хода поршня в цилиндре, равная удвоенной величине радиуса кривошипа, зависит только от этого показателя. А от длины хода поршня зависит объём цилиндра двигателя. Изменяя длину радиуса кривошипа, при неизменном диаметре цилиндра, можно изменять объём цилиндров двигателя. При этом, правда, изменяются некоторые технические характеристики двигателя, изменение которых можно использовать в необходимом направлении. При конструировании двигателя, для достижения желаемых технических характеристик, очень тщательно подбирается соотношение между длиной хода поршня и диаметром цилиндра. Двигатели, в которых ход поршня больше диаметра цилиндра, называются длиноходными. Двигатели, у которых ход поршня меньше диаметра цилиндра, называются короткоходными. Короткоходные двигатели позволяют поднять скорость вращения двигателя и благодаря этому увеличить максимальную мощность двигателя, но длиноходные двигатели имеют больший крутящий момент в диапазоне низких оборотов и они более экономичны. Это ещё один из примеров, что конструкторская работа это постоянное нахождение компромиссов в технике.
Далее мы убедимся, что изменение одного параметра двигателя (и автомобиля) почти всегда приводит к изменению других его параметров, причём, чаще всего, не в лучшую сторону, что довольно часто не учитывают специалисты по тюнингу.
Во время работы двигателя на коленчатый вал воздействуют очень большие изгибающие и закручивающие нагрузки, поэтому вал должен быть очень прочным. Способность вала сопротивляться нагрузкам зависит от материала, из которого сделан вал и от его конструкции, при этом стоимость изготовления вала тоже имеет большое значение в конкурентной борьбе.
Если с каждой стороны шатунной шейки находится коренная шейка, такой вал называется полноопорным. Ясно, что он будет лучше противостоять изгибающим нагрузкам. Коленчатый вал двигателя V8 значительно короче коленчатого вала рядного 8-ми цилиндрового двигателя, поэтому его способность сопротивляться закручивающим нагрузкам будет значительно выше. Для исключения концентрации напряжений, способных разрушить вал, переход каждой поверхности вала в другую (галтели) осуществляется под некоторым радиусом.
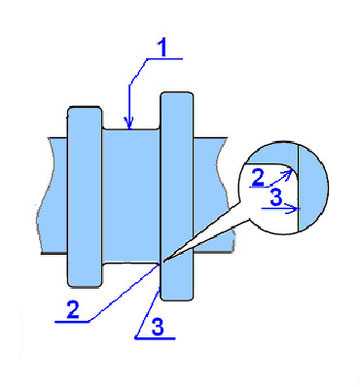
Сопряжение поверхностей
1.Поверхности радиального вкладыша 2.Галтель 3.Поверхность упорного вкладыша
Материалы, из которых изготовлен коленчатый вал
Прочность коленчатого вала зависит не только от его конструкции, но и от материалов, из которых изготовлен коленчатый вал. Подбор необходимого материала ещё один из примеров компромисса. Чаше всего возникает компромисс между ценой и прочностью, но при этом, для обеспечения необходимой надёжности, необходимо учитывать степень форсированности двигателя, весовые и геометрические характеристики вала. Коленчатый вал двигателей серийных автомобилей, в целях обеспечения расчётной себестоимости производства, изготавливается из литого чугуна. Двигатели более форсированных спортивных автомобилей имеют коленчатый вал, изготовленный методом ковки из низколегированной стали. Кованные коленчатые валы имеют явное преимущество по весовым, габаритным и прочностным характеристикам перед валами, изготовленными методом литья, поэтому эти валы, в последнее время, находят большее применение. Иногда, когда цена не имеет доминирующего значения, коленчатый вал может быть изготовлен методом точения и другой механической обработки, из целого куска высококачественной стали. При этом большая часть дорогого материала идёт в отходы, но так создаются дорогие валы для дорогих двигателей.
Как коренные, так и шатунные шейки коленчатого вала, вращаются в подшипниках скольжения. Есть очень небольшое количество коленчатых валов, вращающихся в подшипниках качения, но широкого распространения такие конструкции не имеют. Коленчатый вал, предназначенный для установки в подшипники качения должен быть разборным и поэтому иметь довольно сложную и не совсем надёжную конструкцию. Вращающиеся в подшипниках скольжения, шейки коленчатого вала должны иметь поверхность, имеющую очень высокую способность сопротивления износу. Поэтому эти поверхность, как и поверхности, контактирующие с сальниками, подвергаются различным способам поверхностного упрочнения, чаше всего закалкой при помощи токов высокой частоты, азотированием и качественной механической обработкой.
Конструкция коленчатого вала
Конструкция коленчатого вала очень сильно зависит от количества цилиндров двигателя и их конфигурации. От этого зависит количество и расположение коренных и шатунных шеек, а, например, в двигателях V6, в которых поршни двух рядов цилиндров подсоединены к общему коленчатому валу, в зависимости от угла развала блока цилиндров, имеется угловое смещение шатунных шеек по окружности вала. Расположение шатунных шеек также зависит от порядка работы цилиндров двигателя. В американских двигателях V8 применяется коленчатый вал, напоминающий крест, в то время как на европейских двигателях V8 спортивных автомобиле применяется плоский коленчатый вал.
Но в конструкции всех коленчатых валов есть много общего. Подшипники качения коренных и шатунных шеек имеют вкладыши, изготовленные из стальной ленты с внутренней поверхностью из износостойкого материала с низким коэффициентом трения. При наличии необходимой смазки, вкладыши обеспечивают легкое вращение вала в подшипниках продолжительное время. Для предотвращения проворачивания вкладышей подшипников вкладыши имеют специальные выступы, которые устанавливаются в выемки корпуса подшипников, но на некоторых современных двигателях применяются вкладыши, фиксируемые только за счёт тугой посадки. Во время ремонта, при необходимости, сильно изношенные вкладыши можно заменить. Более того, выпускаются специальные ремонтные вкладыши нескольких ремонтных размеров увеличенной толщины, которые позволяют проводить перешлифовку шеек коленчатого вала, что значительно снижает стоимость ремонта, поскольку новый коленчатый вал стоит достаточно дорого.
Вкладыши коренных подшипников имеют масляные канавки, по которым масло от коренных подшипников, через каналы в коленчатом валу, поступает к шатунным подшипникам. В последнее время канавку стали делать только в одном нижнем вкладыше. Это делается для снижения удельного давления на нижний, более нагруженный вкладыш, поскольку отсутствие масляной канавки увеличивает площадь поверхности вкладыша, контактирующей с поверхностью шейки вала. При установке вкладышей вкладыш без масляной канавки устанавливается в крышку коренного подшипника.
Специальные упорные полукольца (вкладыши) предотвращают осевое перемещение коленчатого вала. Эти упорные полукольца так же выпускаются увеличенной ремонтной толщины.
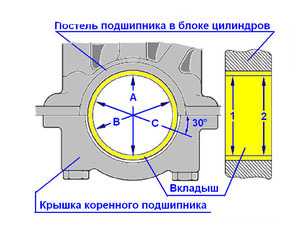
Коренные подшипники вала устанавливаются в постели, изготовленные непосредственно в блоке цилиндров. Сверху коренная шейка вала крепится крышкой коренного подшипника. При производстве базовые отверстия всех коренных подшипников обрабатывается одновременно, за один проход режущего инструмента. Поэтому не допускается замена крышек коренных подшипников, их перестановка в одном комплекте и установка их другой стороной. Перед снятием крышек коленчатого вала убедитесь, что на крышках имеются соответствующие установочные метки, однозначно определяющие место и направление установки каждой крышки. При отсутствии таких меток нанесите соответствующие метки самостоятельно, используя методы, описанные в специальной литературе. Предпочтительно не использовать метод кернения для нанесения меток на крышки коренных или шатунных подшипников. Лучше использовать специальные фломастеры, краску или алмазные надфили, но при этом необходимо учитывать, что перед сборкой все детали двигателя промываются в растворителях, в результате чего фломастер может быть смыт.
Нелишне напомнить, что затягиваются болты крепления крышек строго установленным моментом затяжки при помощи динамометрического ключа. Всё сказанное относится также и к крышкам шатунов.
Ранее было сказано, что вкладыши подшипников надёжно работают только при обеспечении необходимой смазки. Поэтому все коленчатые валы имеют внутренние масляные каналы, по которым масло под давлением подаётся от шейки коренного подшипника к шейке шатунного подшипника, а, иногда, по внутренним каналам шатунов подводится к верхней головке шатуна для смазывания поршневого пальца. К постелям коренных подшипников масло подаётся по масляным каналам блока цилиндров.
Во время работы двигателя поршень, с сопутствующими деталями совершает возвратно-поступательное движения. Для уравновешивания сил инерции этих деталей в вертикальном направлении, коленчатый вал изготавливается со специальными противовесами. Правда, при этом возникают горизонтальные колебания, но об этом будем говорить позже. К торцу заднего конца коленчатого вала крепится маховик или пластина крепления гидротрансформатора, при наличии автоматической коробки передач, с которых снимается полезная мощность двигателя. Если автомобиль укомплектован ручной коробкой передач и, соответственно маховиком, в торец заднего конца коленчатого вала вставляется передний подшипник первичного вала коробки передач. Спереди и сзади коленчатого вала имеются цилиндрические поверхности, контактирующие с уплотняющими кромками сальников, исключающих утечку масла из картера двигателя. Эти поверхности должны быть отполированы, и не иметь даже мельчайших неровностей или царапин. Кроме того, они должны быть строго параллельны центральной оси коленчатого вала. При наличии радиального биения этих поверхностей сальники быстро разбиваются, в результате чего появляется течь масла.
Во время работы многоцилиндрового двигателя рабочий такт в разных цилиндрах происходит поочерёдно в соответствии с порядком работы цилиндров. При этом возникают переменные усилия, старающиеся закрутить коленчатый вал, в результате этих усилий в валу возникают крутильные колебания.
Для противодействия крутильным колебаниям, на передний конец вала устанавливается гаситель крутильных колебаний, представляющий собой две массивные детали, соединённые упругим (резиновым) элементом. Чаще всего гаситель крутильных колебаний встроен в шкив привода вспомогательных агрегатов. Одновременно шкив служит задающим ротором датчика положения коленчатого вала.
Но в последнее время появились двигатели, в которых гаситель крутильных колебаний расположен в нутрии картера двигателя. В этом случае в виде упруго элемента применяется не резиновая вставка и цилиндрические пружины, установленные между внутренней и наружной частью гасителя. Гаситель крутильных колебаний, поглощая большое количество энергии, нагревается, поэтому гаситель, установленный внутри блока цилиндров, часто охлаждается струёй масла.
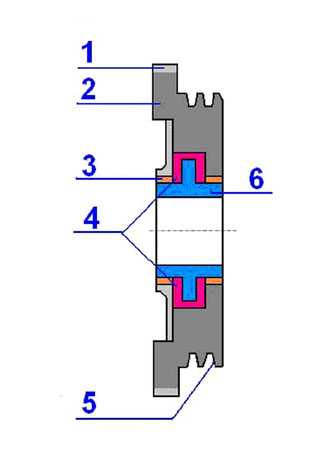
Гаситель крутильных колебаний
- Зубцы задающего ротора датчика положения коленчатого вала
- Наружный маховик гасителя крутильных колебаний
- Втулка
- Резиновый упругий элемент
- Шкив ремня привода вспомогательных механизмов
- Ступица гасителя крутильных колебаний
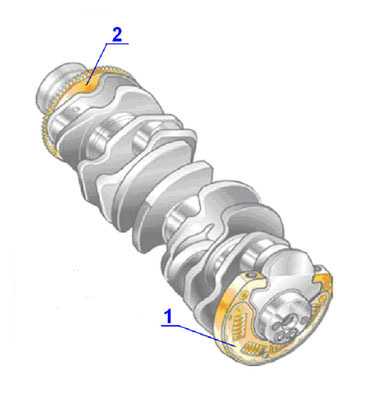
Коленчатый вал - 2.Датчик положения коленчатого вала - 1.Гаситель крутильных колебаний
На передний конец коленчатого вала устанавливаются ведущие элементы привода газораспределительного механизма (зубчатые шкивы или звёздочки) и насоса системы смазки двигателя, также на передний конец коленчатого вала устанавливается шкив ремня привода вспомогательных агрегатов.
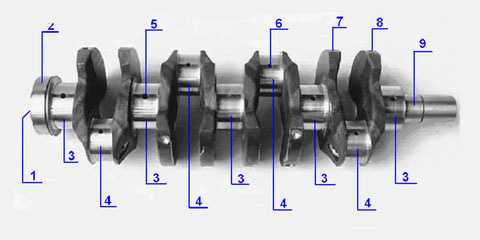
Полноопорный коленчатый вал двигателя R4
- Фланец для подсоединения маховика
- Уплотняющая поверхность заднего сальника
- Коренные шейки
- Шатунные шейки
- Отверстие масляного канала коренной шейки
- Отверстие масляного канала шатунной шейки
- Противовес
- Удаление металла при балансировке
- Уплотняющая поверхность переднего сальника
Неполноопорный коленчатый вал двигателя R4
У этого коленчатого вала отсутствует коренная шейка между второй и третьей шатунными шейками.
Этот вал применялся на двигателе автомобиля Победа (М-20).
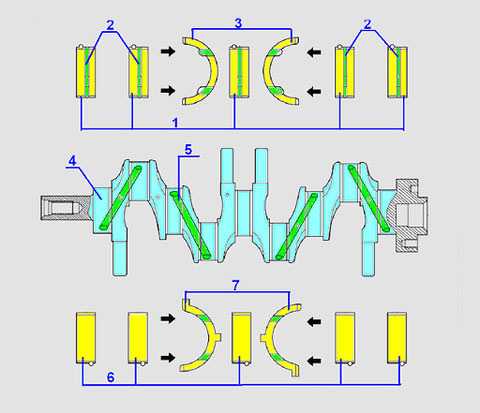
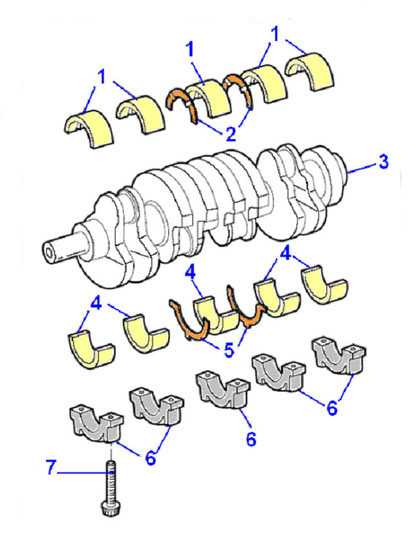
Расположение вкладышей коренных подшипников коленчатого вала
- Верхние вкладыши (с канавками)
- Масляные канавки (зелёные)
- Верхние упорные вкладыши
- Коленчатый вал
- Внутренние масляные каналы
- Нижние вкладыши (без канавок)
- Нижние упорные вкладыши
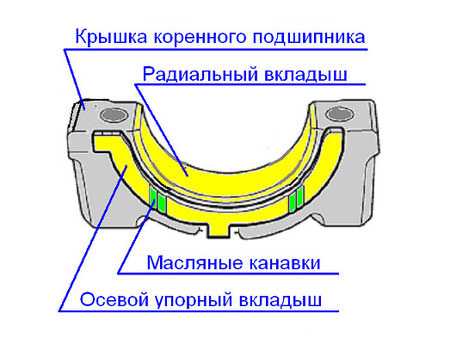
Установка осевого упорного вкладыша
- Верхние радиальные вкладыши
- Верхние осевые упорные вкладыши
- Коленчатый вал
- Нижние радиальные вкладыши
- Нижние осевые упорные вкладыши
- Крышки коренных подшипников
- Болт крышки, работающий за пределом текучести.
Коленчатый вал двигателя V8

У коленчатого вала двигателя V8 совместная шатунная шейка двух противоположных цилиндров имеет форму цилиндра.
Коленчатый вал двигателя V6



Шатунная шейка двух противоположных цилиндров коленчатого вала двигателя V6 разделена на две части, сдвинутых относительно друг друга на несколько градусов по окружности кривошипа относительно друг друга.
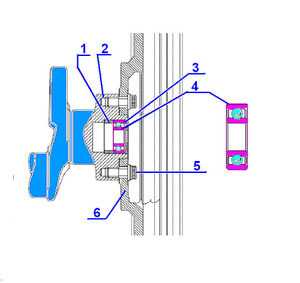
Передний подшипник первичного вала механической коробки передач, установленный в задний торец коленчатого вала
- Дистанционная проставка
- Коленчатый вал
- Защитная крышка
- Шариковый подшипник
- Болт крепления маховика
- Маховик
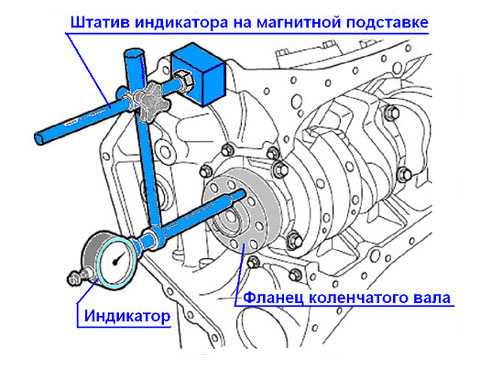
Измерение осевого люфта коленчатого вала
Установите штатив индикатора. Если блок цилиндров чугунный установите штатив на магнитной основе,если блок цилиндров из алюминиевого сплава установите кронштейн, используя любое резьбовое отверстие блока цилиндров. Используя шлицевую отвёртку как рычаг, до упора сдвиньте коленчатый вал в сторону передней части двигателя. Установите индикатора на «0». Для измерения осевого люфта при помощи отвёртки переместите вал назад. Определите показание индикатора. Если удобно, индикатор можно установить и на переднюю стенку блока цилиндров.
Снятие и установка коленчатого вала
Перед снятием коленчатого вала замерьте и запишите осевой люфт вала, это несколько облегчит подбор толщины упорных осевых вкладышей. Определите нахождение меток на крышках коренных подшипников и блоке цилиндров, определяющих место и направление установки крышек коренных подшипников. В случае отсутствия таких меток (что бывает крайне редко), нанесите метки, однозначно определяющие расположение крышек.
Будьте осторожны, не путайте метки расположения крышки на блоке с метками размерной группы установленных вкладышей, которые могут иметь цифровое обозначение. В случае необходимости обратитесь к руководству по ремонту автомобиля.
Снимите все детали, мешающие снятию коленчатого вала: шкив привода вспомогательных агрегатов с гасителем крутильных колебаний, зубчатый шкив или звёздочку привода газораспределительного механизма, передний и задний сальники коленчатого вала и маховик. Иногда необходимо снять маслоприемник масляного насоса, отдельный задающий ротор датчика положение коленчатого вала и другие детали, указанные в руководстве по ремонту.
В некоторых руководствах по ремонту (мануалах) указывается очерёдность и метод откручивания болтов крышек коренных подшипников коленчатого вала, но в большинстве руководств это не упоминается. Но, даже если в руководстве очерёдность откручивания болтов не указана, это совсем не значит, что можно откручивать болты в любой очерёдности. Просто составители руководств справедливо считают, что профессиональный автомеханик знает, как это правильно делается. Но у нас часто и профессиональные мотористы откручивают болты, начиная с одного края и до другого края за один проход. Довольно часто приходится слышать возражения, я так делаю 20 лет, и все собранные мной двигатели работали нормально. Это не совсем так, может при правильной сборке срок службы двигателя, зависящий от многих причин, мог быть больше или вибрации двигателя были бы меньше.
Если в руководстве по ремонту конкретного двигателя указана очерёдность откручивания болтов, выполняйте указания руководства. Если подобных указаний нет, откручивайте болты по спирали, начиная от краёв и постепенно перемещаясь к центру. Не откручивайте болты сразу за один проход, болты необходимо откручивать за несколько проходов. При первом проходе, перемещаясь строго по спирали, отверните каждый болт не более чем на 1/4 оборота. При втором проходе ещё несколько ослабьте затяжку болтов и только при третьем, или лучше четвёртом, проходе выверните болты полностью и снимите.
Метод спирали также используется при снятии и установке различных крышек и корпусных деталей. При этом при снятии начинайте откручивать крепёжные элементы, болты или гайки с краёв, постепенно с двух сторон перемещаясь к центру, а при установке начинайте затягивать крепёжные элементы, начиная от центра и перемещаясь к краям.
Снимите крышки коренных подшипников, не допуская падения вкладышей, и расположите их строго в последовательности как они стояли на двигателе.Снимите коленчатый вал. Если предполагается последующая установка снятого коленчатого вала совместно со старыми вкладышами, извлеките вкладыши из постелей блока цилиндров и расположите их так, чтобы была возможность установки каждого вкладыша именно на то место, откуда он был снят при разборке. Даже если вкладыши будут меняться, всё равно расположите снятые вкладыши в порядке из расположения на двигателе. Анализ состояния и износа вкладышей поможет определить некоторые неисправности двигателя.
Если коленчатый вал имеет общий корпус крышек коренных подшипников, как находящийся внутри масляного поддона, так и являющийся структурой двигателя, откручивайте болты строго в очерёдности, указанной в руководстве по ремонту и также за несколько проходов. Если руководством по ремонту допускается повторная установка болтов, сделайте из картона шаблон с отверстиями соответствующий по форме блоку крышек коренных подшипников, и устанавливайте каждый снятый болт в необходимое отверстие. Болты крепления блока крышек могут отличаться не только по диаметру, но и по шагу резьбы, общей длине болта или длины резьбовой части. При сборке каждый болт необходимо устанавливать строго на то место, откуда он был снят при разборке.
Тщательно проверьте состояние всех элементов – коленчатого вала, крышек коренных подшипников, радиальных и осевых вкладышей, болтов крепления крышек коренных подшипников.
Проявляйте особую осторожность при снятии коленчатого вала, не допускайте повреждения полированных поверхностей шеек подшипников или контактных поверхностей переднего и заднего сальников.
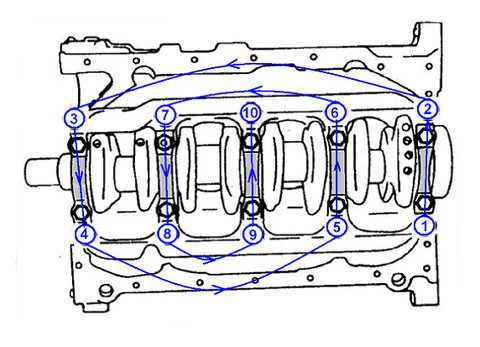
Очередность откручивания болтов
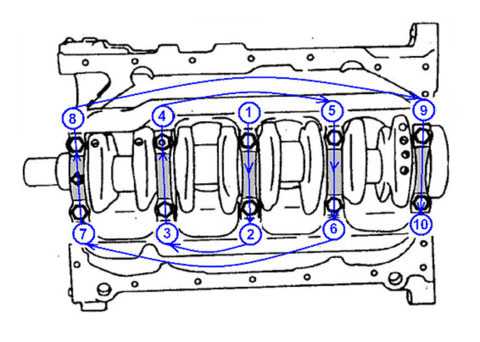
Очерёдность затяжки болтов
Проверка коленчатого вала
Визуально проверьте состояние поверхностей коленных и шатунных шеек на наличие рисок и задиров. Проверьте состояние упорных поверхностей коленчатого вала, контактирующих с осевыми упорными вкладышами. При помощи нутромера с часовым индикатором замерьте расстояние между опорными поверхностями вала, контактирующими с осевыми упорными вкладышами.
Проверьте поверхности, контактирующие с уплотняющими кромками переднего и заднего сальников коленчатого вала. Проверьте посадочные поверхности маховика, зубчатого шкива или звёздочки и гасителя крутильных колебаний. При обнаружении повреждения указанных поверхностей вал необходимо заменить или отремонтировать.
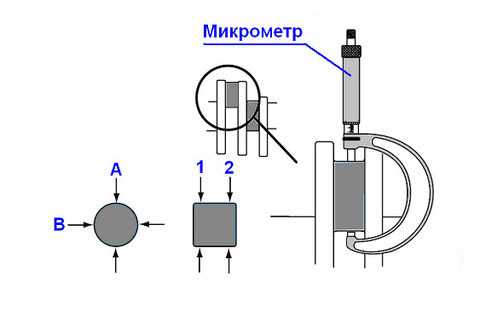
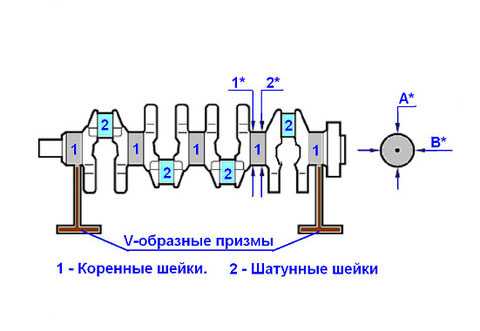
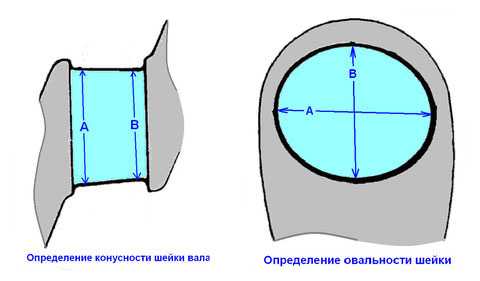
При помощи микрометра проведите необходимые замеры всех коренных и шатунных шеек для определения недопустимого износа, конусности и овальности шеек. На каждой шейке необходимо произвести не менее четырёх замеров. Диаметр шейки измеряется с каждой стороны шейки в двух перпендикулярных направлениях. После замеров вычтите из большего размера меньший и определите конусность и овальность каждой шейки. Для определения износа учитывайте самый меньший диаметр из измеренных. Сравните полученные значения износа, конусности и овальность с данными в руководстве по ремонту. Если хоть одно из полученных значений превышает установленную норму, вал необходимо заменить или отремонтировать. Установите коленчатый вал в центры или на V-образные призмы.
Установите индикатор точно по середине центральной коренной шейки и замерьте радиальное биение вала. Действительное радиальное биение вала равно половите значения, замеренного индикатором. Если радиальное биение вала превышает норму, указанную в руководстве, вал необходимо заменить или отремонтировать.
Не только ремонт, но и указанные проверки лучше выполнять в условиях специальных предприятий, имеющих точный мерительный инструмент, специальные станки и квалифицированный, по данному роду работ, персонал.
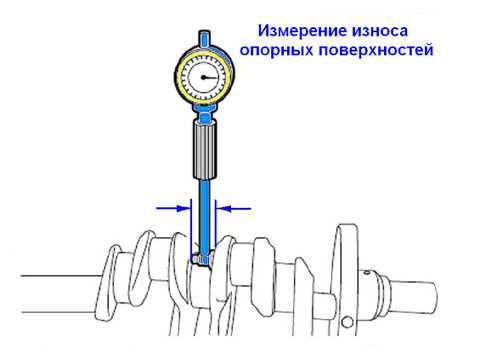
Измерение износа опорных поверхностей
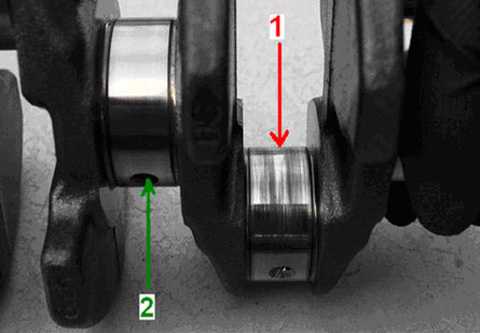
Проверка состояния коренных и шатунных шеек. 1 – Шейка с задирами 2 – Исправная шейка
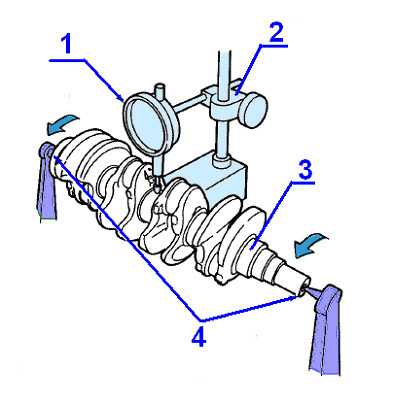
Проверка радиального биения вала
- Индикатор
- Штатив индикатора
- Проверяемый коленчатый вал
- Центры или V-образные призмы
- Ось идеального вала
- V-образные призмы
- Действительная ось коленчатого вала
Установите коленчатый вал в центры или на V-образные призмы. Установите штатив индикатора напротив центральной коренной шейки. Прижмите щуп индикатора к поверхности шейки. Медленно поворачивая коленчатый вал, при помощи индикатора определите самое низкое положение центра вала. Установите шкалу индикатора на «0». Медленно поворачивая коленчатый вал, определите самое высокое положение вала. Считайте показание индикатора. Истинное биение вала равно половине показания индикатора. Сравните вычисленное биение вала с техническими требованиями.
Ремонтные размеры
Многие заводы-изготовители двигателей выпускают вкладыши подшипников коренных и шатунных шеек коленчатого вала ремонтных размеров. Эти вкладыши имеют увеличенную толщину. Для отечественных автомобилей обычно выпускаются вкладыши одного номинального и четырёх ремонтных размеров. Вкладыши ремонтных размеров имеют обозначения: +0,25; +0,50; +0,75 и +1,0. При ремонте коленчатого вала шейки вала перешлифовываются так, чтобы соответствовать ремонтному размеру после устранения всех выявленных геометрических искажений формы шеек вала. Обратите внимание, что ремонтный размер указывает изменение диаметра шейки, а не толщины вкладыша. То есть каждый вкладыш +0,25 будет толще номинального не на 0,25 мм, а на 0,25 / 2 = 0,125 мм, что соответствует уменьшению внутреннего диаметра подшипника на 0,25 мм.
Соответственно шейки вала ремонтных размеров имеют обозначение -0,25; -0,50; -0,75 и -1,0. В этом случае диаметр шейки вала изменяется именно на указанную величину.
Так же выпускаются ремонтные осевые упорные вкладыши (полукольца) увеличенной толщины. Эти вкладыши предназначены для регулирования осевого люфта коленчатого вала.
Некоторые заводы-изготовители вкладыши ремонтных размеров не выпускают. В этом случае при обнаружении того, что геометрические размеры шеек вала выходят за установленные ограничения, необходимо заменить коленчатый вал.
Не путайте вкладыши ремонтных размеров с вкладышами селективной подборки, обычно имеющие цветовые метки, также имеющие некоторые различия по толщине. Вкладыши селективной подборки предназначены для точного подбора необходимого зазора в подшипнике, с учетом в различия в точности обработке диаметра коренных и шатунных шеек.
Если приходится ремонтировать автомобиль, ранее принадлежащий другому владельцу, вполне возможно, что коленчатый вал уже подлежал ремонту. Поэтому после снятия коленчатого вала обязательно замерьте диаметр шеек, и определите, к какому ремонтному размеру относится вал.
Зазор в коренных и шатунных подшипниках
Масло, поступающее в подшипники скольжения коренных и шатунных шеек, выполняет три функции, смазывает трущиеся поверхности, вымывает продукты износа трущихся поверхностей и производит охлаждение трущихся поверхностей. Поэтому, для обеспечения необходимого охлаждения подшипника, при конструировании двигателя, в зависимости от степени форсирования двигателя, определяется количество масла, проходящего через подшипник скольжения. Это количество регулируется зазором в подшипнике. Некоторые форсированные двигатели для увеличения общего количества проходящего через подшипник масла имеют специальную канавку для отвода масла из зазора подшипника.
Обычно зазор в коренных и шатунных подшипниках указывается в руководстве по ремонту автомобиля. При ремонте двигателя в условиях специализированного предприятия специалисты, производящие перешлифовку коленчатого вала, обеспечиваю необходимый зазор в подшипнике.Определения зазора в подшипнике при помощи измерения отверстия при помощи нутромера и измерения диаметра шейки при помощи микрометра

Установка вкладыша в крышку коренного подшипника
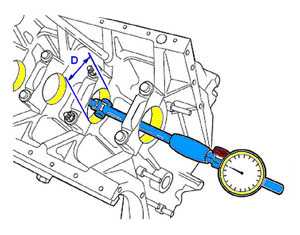
Измерение внутреннего диаметра коренных подшипников
Направление измерений внутреннего диаметра коренного подшипника для определения износа, овальности и конусности

Измерение диаметра коренной шейки при помощи микрометра для определения износа, овальности и конусности шейки.
Для измерения зазора, убедившись в чистоте всех деталей, установите вкладыши в постели подшипников в блоке цилиндров и в крышки коренных подшипников. Вставьте фиксирующие выступы вкладышей в специальные выемки в постели и крышке подшипника. Вкладыши некоторых двигателей не имеют фиксирующих выступов, в таких двигателях вкладыши удерживаются от прокручивания за счёт затяжки крышки подшипника. В этом случае измеряется на соответствие технической норме выступание вкладыша относительно соединительной поверхности.
Затяните болты крышек коренных подшипников моментом затяжки, указанным в руководстве по ремонту. При помощи нутромера замерьте внутренние диаметры всех коренных подшипников и запишите результаты измерений. Проводите измерение в направлениях указанных на рисунке, это поможет определить правильность установки вкладышей подшипников.
При помощи микрометра замерьте наружный диаметр шейки вала и запишите результаты измерений. Для определения зазора в каждом подшипнике вычтите из диаметра отверстия диаметр соответствующей шейки вала.
Не зависимо от того, каким способом подбирались вкладыши, для обеспечения необходимого зазора, при помощи подбора вкладышей с использованием цветовых меток или при помощи измерения обязательно проведите окончательное измерение зазора при помощи индикаторной пластмассовой проволоки «Plastigage».
Измерение зазора в подшипнике при помощи «Plastigage»

Установка измерительной проволоки «Plastigage»

Измерение ширины расплющенной проволоки и определение зазора в подшипнике
Определение зазора в коренных и шатунных подшипниках при помощи пластиковой проволоки «Plastigage» можно считать не только самым точным, но и самым дешёвым способом. Для его проведения не требуется приобретения дорогого мерительного инструмента. Многие заводы-изготовители рекомендуют обязательно проводить окончательный контроль зазора в подшипниках только этим способом. Во многих странах измерение зазоров при помощи «Plastigage» производится уже более 30 лет.
Измерительная пластиковая проволока «Plastigage» имеет точную калибровку по диаметру и имеет стабилизированные физические свойства по всей длине проволоки в широком диапазоне температур. Разумеется, её применение при отрицательных температурах не рекомендуется, поскольку при низких температурах проволока «Plastigage» меняет свои физические свойства и становится хрупкой. Не следует проводить подобные измерения также при очень высокой температуре. Хрупкой проволока может стать также в результате длительного хранения.
Внимание! Перед началом измерения зазора внимательно ознакомьтесь с инструкцией по применению измерительной проволоки «Plastigage». Измерительная проволока может быть предназначена для измерения ограниченного диапазона зазоров.
Перед проверкой тщательно очистите и обезжирьте все детали – коленчатый вал, вкладыши подшипников и места установки вкладышей, как в блоке цилиндров, так и в крышках коренных подшипников, при измерении зазоров в коренных подшипниках. При измерении зазоров в шатунных подшипниках, соответственно, очистите места установки вкладышей в шатунах и крышках шатунов. Убедитесь, что под вкладыши не попали никакие посторонние материалы. Наличие посторонних материалов не только исказит результаты измерения, но и в дальнейшем ускорит износ вкладыша.
Не применяя никакой смазки, осторожно установите именно те вкладыши, которые будут использоваться. Отрежьте куски измерительной проволоки «Plastigage» длиной чуть меньше ширины шеек. И положите куски проволоки строго вдоль оси коленчатого вала.
Внимание! После установки измерительной проволоки на шейки вала не допускается даже минимальное вращение вала. Даже небольшое смещение вала приведёт к искажению измерений.
Установите крышки подшипников и, используя динамометрический ключ и, при необходимости, измеритель угла доворота болта затяните болты крышек коренных (шатунных) подшипников. Болты крышек коренных подшипников затягивайте строго в установленной очередности за несколько проходов, в соответствии с методикой установки коленчатого вала.
В соответствии с методикой снятия коленчатого вала снимите все крышки коренных подшипников. При помощи специального шаблона, входящего в комплект «Plastigage» определите ширину расплющенной проволоки и на основании этого определите зазор в подшипнике.
Если зазор не соответствует установленной технической норме, подберите вкладыши другой толщины. Если при помощи подбора вкладышей не получается установить рекомендованный техническими нормами зазор, отремонтируйте или замените коленчатый вал.
Ширина расплющенной измерительной проволоки должна быть одинаковая по всей длине одного куска. Если ширина расплющенной измерительной проволоки имеет различное значение по длине, в подшипнике имеется конусность. Придётся проверить конусность шейки коленчатого вала и конусность отверстия подшипника.
При помощи измерительной проволоки можно проверить и овальность шейки коленчатого вала (но не отверстия подшипника). Для этого после измерения зазора в подшипнике указанным способом, поверните коленчатый вал на 90º - 100º и ещё раз выполните измерение зазора. По разности двух измерения можно определить овальность шейки коленчатого вала.
После выполнения всех измерения тщательно удалите остатки измерительной проволоки. В целях исключения повреждения поверхности шеек вала, не применяйте для удаления проволоки металлические предметы. Остатки проволоки легко удаляются при помощи растворителя.
Установка коленчатого вала
Главное чистота! Часто при снятии двигателя автомеханик видит его с довольно неприглядной стороны. Почти на всех старых двигателя присутствуют подтёки масла с налипшими на него толстым слоем частицами грязи. Но это совсем не значит, что при ремонте двигателя можно занизить требования к чистоте. При ремонте двигателя, как и при ремонте некоторых других агрегатов автомобиля, например автоматической коробки передач или рулевого механизма с гидравлическим усилителем, требуется чистота, соизмеримая с чистотой в медицинских учреждениях.
Перед установкой коленчатого вала ещё раз очистите все устанавливаемые детали, особенно постели установки вкладышей. Наличие даже чистого масла на поверхностях установки вкладышей не допускается, Тем более не допускается присутствия на этих поверхностях любых посторонних материалов.
Тщательно промойте коленчатый вал, при помощи специального ершика очистите масляные каналы коленчатого вала и продуйте их сжатым воздухом.
В руководстве по ремонту двигателя ознакомьтесь с расположением всех вкладышей. Почти всегда все верхние вкладыши (устанавливаемые в блок цилиндров) имеют одинаковую конструкцию, но встречаются двигатели, в которых двигатели различных шеек имеют различную конструкцию. Верхние вкладыши часто отличаются от нижних (устанавливаемых в крышки коренных подшипников) наличием масляной канавки посередине вкладыша. Если по каким-либо причинам устанавливаются снятые вкладыши, устанавливайте их только на то место, в котором они находились до снятия. Новые вкладыши устанавливайте только на то место, где они находились при проверке зазоров в подшипниках.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите верхние вкладыши, установив упоры вкладышей в специальные паза. Если вкладыши не имеют специальных упоров от проворачивания, установите вкладыши так, что бы оба конца вкладыша находились на одинаковой высоте относительно установочной поверхности блока цилиндров.
Не нанося на вкладыши или на место их установки масла, установите верхние полукольца упорных осевых подшипников. Устанавливайте упорные полукольца так, чтобы масляные канавки, имеющиеся на упорных полукольцах, были направлены в сторону упорных поверхностей коленчатого вала.
Не дотрагиваясь руками до рабочих поверхностей вкладышей, при помощи маслёнки нанесите на все вкладыши обильный слой чистого масла, которое будет заливаться в двигатель. Некоторые производители рекомендуют при ремонте наносить на вкладыши специальное ремонтное мало.
Нанесите масло на поверхности коренных шеек коленчатого вала. Стараясь не сместить установленные верхние вкладыши, осторожно установите коленчатый вал в блок цилиндров. При установке коленчатого вала примете все меры предосторожности, исключающие повреждение поверхностей коренных и шатунных шеек, а также полированных уплотнительных поверхностей вала, контактирующих с уплотнительными кромками переднего и заднего сальников коленчатого вала.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите нижние вкладыши в крышки подшипников, установив упоры вкладышей в специальные пазы крышек. Установите нижние упорные полукольца. При помощи маслёнки нанесите чистое моторное масло на вкладыши.
Крышки коренных подшипников допускается устанавливать только на то место, откуда они были сняты при разборке. Устанавливайте крышки руководствуясь установочными метками, имеющимися на крышках и блоке цилиндров. Крышки можно устанавливать только в одном направлении. Иногда на крышки наносятся цифровые метки обозначающие группу отверстия под подшипник, не путайте эти метки с установочными метками.
Крышки коренных подшипников в некоторых случаях устанавливаются при помощи направляющих втулок или штифтов, но чаще направляющим элементом служит болт крепления крышки. Блок общих крышек коренных подшипников всегда устанавливается при помощи направляющих втулок.
Перед установкой крышек необходимо проверить состояние болтов крепления крышек. Строго выполняйте указания руководства по ремонту автомобилей. Некоторые производители указывают на недопустимость повторной установки снятых болтов, некоторые производители допускают установку болтов ограниченное число раз, иногда требуется проверка общей дины болта или диаметра его зауженной части. В общем, резьбовое соединение крышек коренных подшипников является очень критическим местом. При замене болтов допускается установка только специальных болтов, выпушенных заводом-изготовителем и приобретённым строго по каталогу запасных частей.
Установка крышек коренных подшипников
Перед установкой болтов нанесите на резьбовую часть болта и упорную поверхность головки болта масло, в строгом соответствии с указаниями по ремонту. Излишнее масло удалите. Не выполнение этого правила не позволит обеспечить необходимую силу прижатия крышки, даже при применении динамометрического ключа.
Установите крышку и, прижимая крышку руками, заверните болты крепления крышки только усилием руки. Установите все остальные крышки. Затягивайте болты крышек коренных подшипников, за несколько проходов, в строгом соответствии с очерёдностью, указанной в руководстве по ремонту. В случае отсутствия прямого указания очерёдность, руководствуйтесь указаниями стандартной установки коленчатого вала. При затяжке болтов обязательно используйте динамометрический ключ. При установке болтов, работающих за пределом текучести, используйте специальный транспортир, точно определяющий угол доворота болта или используйте для этих целей специальные метки, нанесённые на головку болта фломастером.
После установки коленчатого вала обязательно проверьте лёгкость вращения вала в подшипниках. Но для подобной проверки необходимо иметь некоторый опыт по определению лёгкости вращения правильно собранного двигателя.
При затруднённом вращении коленчатого вала, работу по установке вала придётся повторить, при этом необходимо точно определить причину затруднённого вращения вала.

Установка вкладыша коренного подшипника.
Грязь, попавшая под установленный вкладыш во время ремонта, приведёт к быстрому разрушению вкладыша.
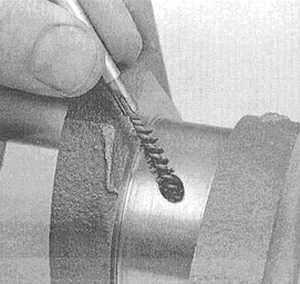
Прочистка масляных каналов коленчатого вала









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
