Литые диски на авто из чего сделаны
Из чего делают автомобильные диски?
by admin · Февраль 22, 2012
Мы не напрасно обратили ваше внимание именно на тот материал, из которого будут изготовлены ваши колеса, точнее – диски для них. В самом деле, выбор иногда базируется не столько на исключительно технических характеристиках, сколько на таких простых понятиях, как «легкость», «внешний вид», «устойчивость к внешним воздействиям». В таких категориях автовладелец разберется легко, исходить стоит именно из этого. Итак, если вы обратитесь в автомагазин с желанием купить диски, не столь важно,или оригинальные, диски r17 или какие-нибудь диски r18, прежде прочих, скорее всего, вам предложат колесные диски, изготовленные из алюминиевых сплавов. Действительно, во всем, что касается практичности, алюминиевые диски являются бесспорными лидерами, уступая разве что литым и кованым, которые, правда, отличаются большей массой и меньшим изяществом – это, так сказать, базисный выбор большинства автовладельцев. Даже в том случае, если покрытие, то есть эмаль, повреждены, такие диски устоят и перед солью, и перед коррозией, а и то, и другое при российских погодных условиях скорее правило, чем неприятное исключение.
Разумеется, если вас заинтересовала повышенная маневренность автомобиля, или же колеса вашей автомашины достаточно большого радиуса и вы бы не хотели их дополнительно утяжелять, магниевые сплавы понравятся вам больше, чем алюминиевые, за счет меньшего веса. Но тут есть своя весьма ощутимая «ложка дегтя» — коррозия будет планомерно уничтожать диски из магниевых сплавов, а из-за деформации дисков будут портиться и литние шины, поэтому тут никакая забота о защитном покрытии лишней не станет, да и об условиях хранения колес стоит задуматься более серьезно. Алюминиевые сплавы в этом отношении всегда будут более защищенными благодаря оксидной пленки, о существовании которой многие еще помнят из школьных уроков химии. Собственно, именно эта пленка позволяет нам использовать алюминиевую посуду, да и не все кислоты, особенно на холоде, смогут с ней каким-либо нежелательным образом провзаимодействовать. Магний в отношении химических свойств проиграл – оксидная пленка у него достаточно рыхлая и неплотная, препятствовать коррозии не сможет.
Литые алюминиевые колесные диски
См. также Сварка алюминиевых дисков
Обычно различают стальные колесные диски и легкосплавные колесные диски. В колесных дисках из легких сплавов применяют только алюминиевые и магниевые. Магниевые диски в обычных автомобилях встречаются крайне редко из-за их дороговизны, а главное, низкой коррозионной стойкости.
Колесные диски: стальные и алюминиевые
Основное преимущество литых алюминиевых дисков перед стальными – это возможность получать разнообразный дизайн, высокую точность размеров, а также оптимальные статические и динамические механические характеристики.
Снижение веса алюминиевых колесных дисков по сравнению со стальными является одним из их преимуществ, но часто не решающим. В некоторых случаях, вес литых алюминиевых колесных дисков равен или только чуть легче стандартных стальных с простейшим дизайном.
Алюминиевые колесные диски: литые или кованые
Большинство алюминиевых дисков являются литыми или коваными. Небольшое количество дисков, в основном для «элитных» и спортивных автомобилей, изготавливают из нескольких составных деталей и по смешанным технологиям с привлечением методов литья, ковки, штамповки, прессования, прокатки, сварки и других.
Когда речь идет о литых дисках, то обычно имеются в виду только алюминиевые литые диски. Стальные диски изготавливают не литьем, а штамповкой, а магниевые литые диски применяют только на эксклюзивных авто по причинам, указанным выше.
 Рисунок 1 – Литой колесный диск
Рисунок 1 – Литой колесный диск
Литье алюминиевых дисков
Для производства алюминиевых колесных дисков применяют различные методы литья. От метода литья алюминия зависит качество литого колесного диска, внешнее и внутреннее. Выбор метода литья в основном определяется качеством литой микроструктуры (например, пористости), применяемыми типами алюминиевых сплавов и режимами термической обработки. Все это определяет не только прочность и надежность колесных дисков, но также влияет на уровень качества их внешнего вида.
Основные методы литья колесных дисков
Основными методами литья, которые применяют при производстве колесных дисков, являются следующие:
- литье под низким давлением – основной метод;
- литье в кокиль – применяется реже;
- литье с противодавлением – еще реже.
Иногда применяются технологии, совмещающие литье с ковкой и штамповкой.
Литье колесных дисков в кокиль
Вообще говоря, литье под давлением, когда металл закачивается в в литейную форму, является более предпочтительным, чем простая заливка в нее под действием силы тяжести. Однако литье в кокиль еще остается вполне релевантным литейным процессом для производства колесных дисков. Литье в кокиль является более дешевым, его применяют в основном тогда, когда не гонятся за снижением веса, а хотят получить оригинальный дизайн. Поскольку этот процесс при заполнении литейной формы полагается только на силы гравитации, то литейная структура обычно имеет больше дефектов (например, пористости), чем та, которая получается при литье под давлением. Поэтому диски, отлитые в кокиль, обычно имеют больший вес для того, чтобы обеспечить требуемую прочность.
Литье колесных дисков под низким давлением
Большинство литых колесных дисков изготавливаются методом литья под низким давлением (рисунок 2). Метод литья под низким давлением применяет относительно низкое давление (около 2 бар) для того, чтобы достичь быстрого заполнения литейной формы и получить более плотную микроструктуру, а, следовательно, и более высокие механические свойства, по сравнению с литьем в кокиль. Вдобавок, эта технология обеспечивает и несколько более высокую производительность (рисунок 3).
 Рисунок 2 – Алюминиевый колесный диск, изготовленный методом литья под низким давлением
Рисунок 2 – Алюминиевый колесный диск, изготовленный методом литья под низким давлением
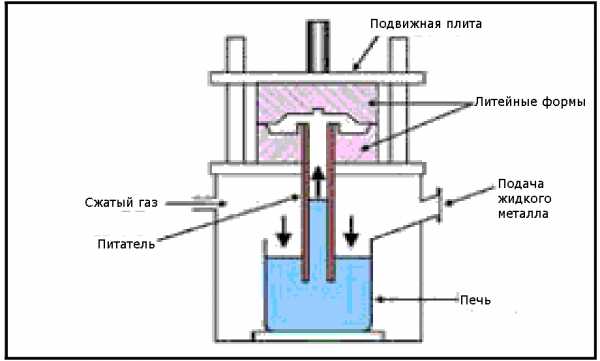 Рисунок 3 – Схема метода литья колесных дисков под низким давлением
Рисунок 3 – Схема метода литья колесных дисков под низким давлением
Другие методы литья колесных дисков
Кроме классического метода литья под низким давлением применяются многочисленные технологические варианты, которые оптимизированы под производство колесных дисков. Например, получают даже более легкие и прочные колесные диски, когда применяют специальное оборудование, которое обеспечивает более высокое давление литья.
Пустотелые колесные диски
Интересной новой разработкой является запатентованный метод «air inside technology» фирмы BBC. Основная ее идея заключается в применении в конструкции колесного диска полых камер и спиц вместо сплошного металла. В результате получается более легкое колесо с лучшей динамикой и комфортом вождения. Эта технология включает кроме литья такие операции как формовка и сварка.
 Рисунок 4– Алюминиевый колесный диск с пустотелыми элементами, изготовленный по технологии «Air-Inside»
Рисунок 4– Алюминиевый колесный диск с пустотелыми элементами, изготовленный по технологии «Air-Inside»
Контроль качества литых колесных дисков
Каждый литой диск подвергается рентгеновскому контролю, а затем обычно подвергается термической обработке и механической обработке. После этого поверхность дисков подвергают специальной подготовке под окраску и наносят краску или защитное покрытие. Затем образцы из статистической выборки дисков проходят трехмерный контроль размеров, проверку динамической балансировки, испытания на усталостную и ударную прочность.
Требования к алюминиевым сплавам для колесных дисков
К материалам для колесных дисков предъявляется ряд требований, которые могут противоречить друг другу.
Литейный сплав должен обладать хорошими литейными свойствами:
- безупречное заполнение литейной формы,
- отсутствие налипания металла на литейную форму,
- минимальная склонность к горячему растрескиванию и усадке.
Материал должен иметь
- высокую способность выдерживать механические удары (пластичность, ударная прочность).
Материал колесного диска должен иметь
- высокое сопротивление коррозии как в нормальной, так и в солевой атмосфере.
Материал диска должен иметь
- высокую усталостную прочность.
Алюминиево-кремниевые сплавы для колесных дисков
В соответствии с этими требованиями для изготовления колесных дисков применяют доэвтектические алюминево-кремниевые сплавы с содержанием кремния от 7 до 12 %. Эти сплавы имеют также добавки различного количества магния для обеспечения хорошего сочетания прочности и пластичности. Кроме того, эти сплавы имеют низкое содержание железа и других примесей.
Алюминиевый сплав AlSi11Mg
Вплоть до 80-х годов в Германии и Италии применяли близкий к эвтектическому составу сплав AlSi11Mg с содержанием кремния 11-12 %. Этот сплав обладает очень хорошими литейными свойствами, особенно в отношении к заполнению литейных форм и минимальной усадки. С другой стороны, этот химический состав алюминиевого сплава не обеспечивает ему достаточно высокой прочности и предела усталости, которые бы позволили далее уменьшать вес колесного диска.
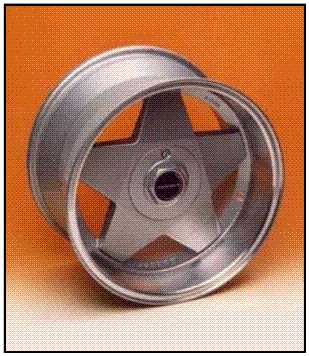 Рисунок 5 – Литой колесный диск из алюминиевого сплава AlSi11Mg
Рисунок 5 – Литой колесный диск из алюминиевого сплава AlSi11Mg
Алюминиевый сплав AlSi7Mg0,3 (A356)
В настоящее время стандартным сплавом для изготовления колесных дисков является литейный алюминиевый сплав AlSi7Mg0,3, который более известен как сплав A356, с дополнительным модифицированием стронцием. Впервые этот сплав применялся для изготовления колесных дисков во Франции, причем термическая обработка не применялась.
Однако преимуществом этого сплава AlSi7Mg0,3 является именно то, что он является термически упрочняемым, а это позволяет обеспечивать дискам дополнительную прочность. В Соединенных Штатах и Японии этот сплав с самого начала применяли с термической обработкой Т6, то есть в состоянии после закалки и искусственного старения.
Термическое упрочнение алюминиевых колесных дисков
На графиках рисунка 6 показана зависимость прочностных свойств сплава AlSi7Mg, модифицированного натрием, от содержания магния. Прочностные характеристики сплава AlSi7Mg0,3 дают лучшее сочетание усталостной прочности и относительного удлинения. С увеличением содержания магния усталостная прочность практически не возрастает, относительное удлинение значительно падает.
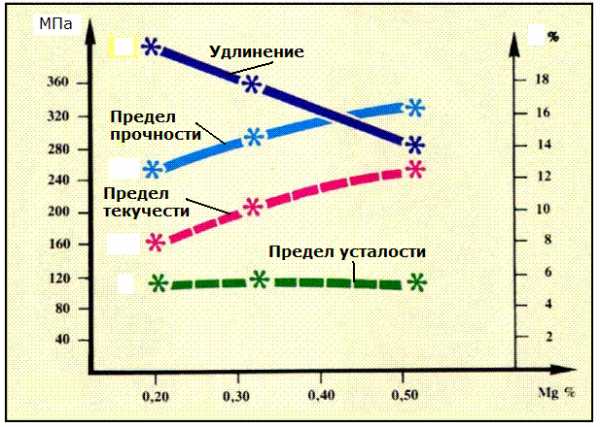 Рисунок 6 – Предел прочности, предел текучести, относительное удлинение и усталостная прочность алюминиевого литейного сплава AlSi7Mg-T6
Рисунок 6 – Предел прочности, предел текучести, относительное удлинение и усталостная прочность алюминиевого литейного сплава AlSi7Mg-T6
Аналогичные исследования были выполнены для различного содержания кремния. Установлено, что с увеличением содержания кремния пластичность сплава снижается, особенно при низкой скорости затвердевания в местах утолщений. Тем не менее, сплавы с содержанием кремния 11-12 % продолжают применять в тех случаях, когда требуется повышенная текучесть алюминиевого расплава.
Большое значение для усталостной прочности сплава AlSi7Mg имеет уровень его пористости в отливке. На рисунке 7 показана зависимость усталостной прочности алюминиевого сплава AlSi7Mg0,3 от максимального размера пор в материале опытных образцов.
 Рисунок 7 – Усталостная прочность алюминиевого литейного сплава AlSi7Mg0,3 в зависимости от размера пор
Рисунок 7 – Усталостная прочность алюминиевого литейного сплава AlSi7Mg0,3 в зависимости от размера пор
Источник: European Aluminium Association, 2011
Как делают штампованные (стальные) диски. Плюс подробное видео
Как то я уже писал про то — как делают литые диски, можете почитать и посмотреть, познавательно. Но иногда задают вопросы именно о штампованных дисках, как делают их? И почему они так распространены в нашей стране. Я подумал – «а почему бы и нет», напишу статью, плюс будет подробное видео процесса изготовления. Будет интересно, так что читайте дальше …

СОДЕРЖАНИЕ СТАТЬИ
- Почему они так популярны?
- Из чего изготавливают?
- Как изготавливают?
Штампованные диски действительно сейчас самый популярный тип, ведь их ставят на бюджетные комплектации практически всех автомобилей. Также они практически на 90% покрывают рынок коммерческого транспорта, то есть их устанавливают на грузовики, большие или малые автобусы и т.д.

Почему они так популярны?
Так чем же объясняется такой спрос? Все просто – ЭТО ЦЕНА, они самые дешевые из всех типов дисков для автомобилей, если сравнить их с кованными или литыми, то цена будет ниже от 2 до 5 раз. Поэтому их так массово ставят на бюджетные комплектации автомобилей.
Также они достаточно прочны и эластичны. Если литой или кованный диск, при больших нагрузках (большой вес в кузове автомобиля или влетели в глубокую яму), просто могут сломаться, что очень опасно на скорости. То этот диск просто помнется и его затем можно относительно легко восстановить, просто «прокатываем» в шиномонтаже и катаемся дальше.
Конечно, они не обладают красотой, я бы даже сказал наоборот, они совсем не красивы. Но скажем на грузовике или большом автобусе, не до красоты.
Из чего изготавливают?
Основной материал – это специальная эластичная, но прочная сталь. Однако точно вам никто не скажет, все каждый производитель держит в секрете марки сталей или их смеси.

Как я уже писал выше, большими плюсами является то, что эта сталь является относительно эластичным материалом. Но минусы, здесь тоже очевидны:
- Она ржавеет
- Она тяжелее, чем сплавы литых или кованых дисков
- Хуже подвержена балансировки
- Не эстетичный внешний вид
Собственно это все минусы, но основные как я считаю – ржавчина и вес.
Как изготавливают?
Сейчас процесс производства по максимуму автоматизирован, из-за этого не такая большая стоимость.
Штампованный диск делают из двух основных заготовок – это «тарелка» и «обод» (некоторые называют «цилиндр»).
«Тарелка» делается из круглого листа стали, специальным прессом в ней продавливаются ребра жесткости и отверстия которые служат для охлаждения диска. Дальше сверлятся отверстия для болтов или шпилек, а также отрезается все лишнее с обода диска. Стоит отметить тарелка, практически никогда не делается плоской, она всегда сделана с использованием ребер жесткости, так выдерживаемый вес и запас прочности намного выше.
Обод (или цилиндр) – производят из плоского и длинного листа стали. Он отрезается по размеру и при помощи специальных валов гнется в круг. Затем место стыка сваривают и отрезают сварной шов таким образом – чтобы не было шероховатости, то есть обод был ровный со всех сторон.

После этого уже сваренный цилиндр, попадает под пресс, где его сдавливают и он уже практически принимает нужную форму. Вообще прессов может быть до трех – четырех, каждый придает нужные изгибы и формы. После этого отрезаются все лишние выступающие детали и и обод шлифуется.
Затем основной этап – соединение «тарелки» и «обода». Тарелка кладется внутрь и цилиндр нагревают горелкой снаружи, после чего она «проваливается» в специальное место крепления.

Чтобы ее зафиксировать, горелкой сваривают тарелку и обод, затем шов обрабатывают, таким образом, получаем почти законченный продукт.

Остается только просверлить отверстия для ниппеля, и специальной коррозиеустойчивой краской покрасить диск.
Собственно это весь процесс изготовления.
Сейчас небольшое видео смотрим.
НА этом заканчиваю, думаю было полезно. Читайте наш АВТОБЛОГ
Что такое литые диски и в чём их преимущества? - База ответов на любые вопросы
В последние десятилетия стальные штампованные диски для колес повсеместно заменяются литыми моделями. Некоторые автолюбители делают это ради улучшения внешнего вида своих автомобилей, но для большинства из них важен не только эстетический эффект, но и улучшенные эксплуатационные качества.  Итак, что собой представляют литые диски и в чем их преимущества перед штампованными?
Итак, что собой представляют литые диски и в чем их преимущества перед штампованными?
Что такое литые диски?
Как несложно понять из названия, литые диски – это изделия, изготавливаемые методом литья. Сталь для них не годится по ряду соображений, поэтому для дисков используются в основном алюминиевые сплавы, иногда – более экзотичные сплавы на основе магния.
Готовый диск представляет собой цельную отливку, которая для приобретения большей прочности подвергается процедуре закаливания, снимающей остаточные напряжения металла. После этих технологических операций поверхность диска полируется и покрывается специальным лаком для сохранения устойчивого блеска.
Форма диска – результат кропотливого расчета ведущих инженеров крупнейших автомобильных компаний. Состав сплава и технология его приготовления у наиболее известных производителей нередко является «ноу-хау», практически не поддающемся копированию. Вот почему при внешнем сходстве диски, выпущенные под мировыми брендами, намного более надежны и прочны, чем их дешевые китайские копии.
Преимущества литых дисков
Принимая решение заменить штампованные стальные диски легкосплавными литыми, каждый владелец автомобиля должен понимать, для чего он это делает и что получит в результате замены.  Итак, каковы преимущества литых дисков в сравнении со штампованными?
Итак, каковы преимущества литых дисков в сравнении со штампованными?
1. Легкий вес. Диски из алюминиевого сплава, к тому же при отсутствии колпаков, весят намного меньше штампованных предшественников – порой снижение веса достигает 50% от прежнего. В результате снижается нагрузка на автомобильную подвеску, и машина становится более управляемой, устойчивой и послушной на дороге. Кроме того, увеличивается комфорт езды, так как подвеска более эффективно гасит толчки и удары. Немаловажным фактором является и снижение износа подвески, вследствие чего уменьшаются расходы на поддержание ее в хорошем техническом состоянии.
2. Открытость тормозной системы. Благодаря отсутствию колпаков внутренняя часть колеса во время движения остается открытой и охлаждается естественным путем. Это улучшает работу тормозной системы, обеспечивает ей большую надежность и безотказность.
3. Устойчивость к коррозии. В отличие от стали, легко подвергающейся ржавению, алюминиевые сплавы устойчивы к коррозии даже в том случае, когда наружное лаковое покрытие покрывается глубокими царапинами.  4. Превосходный дизайн. Ступицы колесного диска образуют изящный рисунок, индивидуальный для каждой модели. Удачно подобранные диски могут значительно улучшить внешний вид авто, придать ему индивидуальность и усилить достоинства дизайна кузова.
4. Превосходный дизайн. Ступицы колесного диска образуют изящный рисунок, индивидуальный для каждой модели. Удачно подобранные диски могут значительно улучшить внешний вид авто, придать ему индивидуальность и усилить достоинства дизайна кузова.
Недостатки литых дисков
Как это случается повсеместно, недостатки, присущие цельнолитым дискам, являются продолжением их достоинств. Так, прочность, полученная при закаливании, оборачивается хрупкостью: при сильном ударе литой диск не гнется, а лопается. Продолжать движение в этом случае невозможно, и если в багажнике нет запаски, единственным выходом становится вызов эвакуатора. Лопнувший диск ремонту уже не подлежит – его нужно только заменить новым.
Разнообразие дизайна дисков тоже может обернуться проблемами: если нужна замена одного диска, подобрать идентичный по размеру и рисунку может быть сложно. Правда, сегодня задачу облегчает интернет-торговля, благодаря которой диски нужной формы можно отыскать и заказать даже на противоположной стороне планеты.  Открытые спицы и обод, так украшающие автомобиль, нуждаются в постоянном мытье и чистке, так как в углубления постоянно проникает дорожная пыль и грязь. Если не уделять внимания очистке, накопившаяся грязь может вызвать дисбаланс колес, что приводит к неравномерному износу и преждевременному выходу из строя элементов подвески.
Открытые спицы и обод, так украшающие автомобиль, нуждаются в постоянном мытье и чистке, так как в углубления постоянно проникает дорожная пыль и грязь. Если не уделять внимания очистке, накопившаяся грязь может вызвать дисбаланс колес, что приводит к неравномерному износу и преждевременному выходу из строя элементов подвески.










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
