Притирочная паста что это
Притирочные пасты для клапанов.
Добрый день уважаемые читатели этого сайта. Сегодня я предоставляю вам статью о притирочных пастах для клапанов. Много автолюбителей, которые собственноручно ремонтируют свой автомобиль, сталкиваются с таким делом как притирка клапанов. Как правильно производить притирку клапанов, рекомендую вам прочитать специальную статью (Притирка клапанов автомобилей ВАЗ). Осуществляя притирку, мы даже не догадываемся, какими свойствами обладает наша притирочная паста, сделает ли она своё дело или только навредит двигателю. Обо всём этом я постараюсь подробно рассказать в этой статье.
Для чего вообще нужна притирочная паста?
Начну издалека. Всё сводится к тому, что бы обеспечить максимальное прилегание рабочей поверхности тарелки клапана к рабочей поверхности седла клапана.

Этот процесс, очень тяжело осуществить всякими инструментами, тем более, здесь требуется максимальная точность по соосности относительно оси ножки клапана и оси седла клапана. Наиболее оптимальным способом осуществляется притирка с помощью, установленного на место клапана. На рабочую поверхность тарелки клапана наносится притирочная паста для более тщательной притирки. Паста имеет в своём составе мелкие абразивные зёрна, таким образом, достигается максимальное прилегание поверхностей за практически короткое время.
Какие бывают притирочные пасты.
В данное время на авто рынке можно найти большое количество таких паст и даже её можно изготовить самому, что я не однократно делал.
Первое что бросилось в глаза, это паста производства ВМП-Авто.

На вид конечно красивая упаковка, уже привлекающая покупателя взять именно её. Но поработав с ней, я сталкивался с рядом некоторых сложностей. Крупнозернистая паста оставляла после себя глубокие раковины, которые потом нужно устранять только шарошками. Мелкозернистая паста не могла справиться со своей задачей. В общем, мне не понравилась, сами понимаете.
Я перепробовал разные пасты и даже делал собственноручно, но всё же остановил свой выбор на притирочной пасте производства PERMATEX.

Почему я выбрал именно эту пасту? Потому что, она более эффективно и быстро справляется со своей работой имхо. Она выполнена на водной основе и её зернистость оптимально подобрана для притирки клапанов.
Есть так же и много других притирочных паст для клапанов, но о них я писать не буду, потому что информации в сети полным полно. Я же остановил свое внимание на конкретном продукте.
Что ещё хочу добавить. Не применяйте алмазных паст для притирки клапанов. Чем это может грозить. А оказывается всё дело в том, что алмазная паста содержит в себе алмазные частички и в процессе притирки они ведаются в рабочую поверхность седла клапана. При работе двигателя (при изменении температурных режимов) эти алмазные частички выпадают, оставив после себя маленькую раковину, которая забьется нагаром. Это первый предвестник того что в этом месте прогорит клапан.
На этом всё, до новых публикаций.
На главную.Как и зачем притирать клапана| Притирочная паста — ABRO на DRIVE2
В процессе работы двигателя как дизельного, так и бензинового, на клапанах впускного и выпускного вала образуется нагар. Это происходит вследствие неправильной работы топливной системы, турбонаддува, вентиляции картера, а так же систем экологии EGR.
В результате происходит частичная разгерметизация камеры сгорания. Если выпускной клапан плотно не закрывается, то топливная смесь не только теряет воздух, который поступил в цилиндр, но еще и всасывает обратно выхлопные газы. Это вызывает скорое прогорание клапанов, износ направляющей втулки клапана, разбитие седла клапана, износ рабочей фаски клапана.
Поэтому при ремонтных работах, связанных со снятием головки блока цилиндров (далее по тексту ГБЦ) и заменой клапанов, осуществляется процесс притирки очищенных или новых клапанов в седла при помощи притирочной пасты.
Сегодня мы разберем, как правильно делать притирку клапанов.
Что понадобится:
1. Притирочная паста.

Описание:
Специально разработанный состав для притирки клапанов в двигателях.Одним из компонентов является Карбору́нд — техническое название синтетического материала Син: карбид кремния
Сфера применения:
Притирка клапанов к седлам ГБЦ. Также используется для полировки никелированных и хромированных деталей.
Свойства:
— Два в одном:
КРУПНОЗЕРНИСТАЯ (Зернистость 80 гранул\квадратный дюйм)
Удаляет последствия прогара клапана, износ направляющей втулки клапана, просадка, и разбитие седла клапана, износ рабочей фаски клапана.
МЕЛКОЗЕРНИСТАЯ (Зернистость 220 гранул\квадратный дюйм)
Окончательная посадка клапана в седло, восстановление герметичности.
— Возможность достигать любого уровня зернистости пасты, добавляя в состав масло.— Обеспечивает получение оптимальной шероховатости обрабатываемой поверхности и повышение производительности работ.
2. Рассухариватель клапанов – универсальный инструмент для снятия «сухарей клапана».

3. Шуруповерт, шпилька, 2 кусочка шланга, небольшая пружинка.

4. Набор инструментов.
5. Прямые руки.
Работа:
Снимаем оси.
Процесс притирки клапанов мы покажем на примере двигателей H5 и Н2 автомобиля Great Wall HOVER.
Итак, мы уже демонтировали ГБЦ, проверили на плоскость, выяснили, что отклонений нет, следов пробоя тоже нет.

Снимаем оси с коромыслами. Они держатся за счет пяти болтов на впуске и восьми на выпуске.Откручивается все довольно просто ключом на 12.

При съеме коромысел нужно быть внимательным с осью: на двигателях у Н5 и Н2 могут выскочить гидрокомпенсаторы.

В нашем случае гидрокомпенсаторы сильно изношены, поэтому был установлен комплект новых.
Важно! Если у вас гидрокомпенсаторы в хорошем состоянии, то лучше их не вынимать и не сжимать, чтобы не ушло масло.
Рассухариваем клапаны.
Что такое сухари?
«Сухари клапанов» — вспомогательные детали, предназначенные для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина клапана постоянно поддерживала его в требуемом положении.
Вкручиваем болт в одно из отверстий под осью и устанавливаем рассухариватель.

Берем в одну руку инструмент, в другую — магнит или пинцет для извлечения сухарей.

Пружины и клапаны ставим по порядку, как были в ГБЦ, чтобы не путать местами.

У одного впускного клапана оказалась потертость от тарелки сверху пружины, заменяем на новый.

Очищаем клапаны от нагара и прочищаем каналы ГБЦ.

Первый этап
Клапаны были хорошо «подпорчены», поэтому притирать пришлось в два этапа крупнозернистой и мелкозернистой пастами.
Собираем конструкцию как на фотографии.

Наносим крупнозернистую притирочную пасту по периметру клапана.

Вставляем конструкцию в седло и надеваем свободную часть трубки на шуруповерт.

На малых оборотах вращаем клапан в седле сначала по часовой стрелке, потом в обратном направлении, приподнимая иногда клапан (в этом нам помогает пружина).
Второй этап.
Двумя трубками и мелкозернистой пастой вручную доводим клапаны до финиша.

Процесс напоминает добычу огня, но через пару оборотов необходимо поднимать клапан и смещать на 30-40 градусов, чтобы он не шлифовался в одном положении.
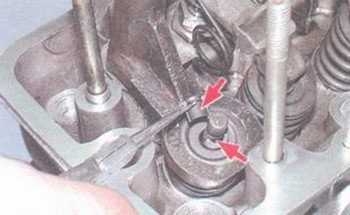
Притертые клапана:

Наличие раковин и неровностей не допустимо ни на клапане, ни на седле!

Ставим клапаны на место, идем на улицу проверять работу.
ГБЦ переворачивается пластиной вверх, свечи закручиваются с обратной стороны как на фото, на клапаны наливается керосин. Если керосин не проник в зазор между клапаном и седлом, значит мы все сделали правильно.

Если где-то уровень ушел, опять разбираем и притираем:)
Вот и все, ГБЦ готова к сборке, осталось обработать прокладку ГБЦ герметиком-спреем медным для прокладок, о котором мы поговорим в следующей записи.
За фотоматериал и помощь в подготовке статьи, благодарим Shustrii
Спасибо, что любите ABRO!
P.S. Уважаемые пользователи! Если у вас есть замечания и дополнения к этому процессу, мы очень просим описать его в комментариях, дельные мы добавим статью. Также, было бы здорово увидеть ссылки на ваши примеры притирки клапанов.
Притирочная паста
О П И С А Н И Е 397532
ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Советских
Социалистических
Республик
Зависимое от авт. свидетельства №
Заявлено 26.Х.1970 (№ 1488618/23-4) с присоединением заявки №
Приоритет
Опубликовано 17ЛХ.1973. Бюллетень № 37
Дата опубликования описания 23.1.1974
М. Кл. С 09g 1/02
Гасударственный комитет
Саввта Министров СССР па делам изааретений и аткрытий
УДК 621.892(088.8) Автор изобретения
Г. М. Ковальзон
Заявитель
ПРИТИРОЧНАЯ ПАСТА
15
Изобретение может быть использовано для изготовления притирочных паст, применяющихся на операции притирки зубчатых колес и на других операциях.
Известные притир очные пасты на основе абразивного порошка, углеводородной среды, представляющей собой нефтяное или растительное масло, керосин, с добавлением различных присадок имеют высокую вязкость, что снижает их эффективность.
С,целью устранения указанных недостатков к уменьшения адгезии к металлу предлагается в состав абразивной пасты вводить диметилоктадецилбензиламмонийбентонит (органофильный бентонит 245) при следующем содержании IKOMIIoíåíпов (вес. %):
Абразивный порошок 3 — 60
Диметилоктадсцилбензиламмоний бентонит 0,2 — 12
Углеводородная среда в смеси с присадками до 100
Введение в жидкие притирочные смеси диметилоктадецилбензиламмонийбентонита делает их тиксотропными, что практически исключает осаждсние абразивного по рошка, а прн механическом воздействии образовавшаяся при стоянии структура легко разрушается, и смесь, имея невысокую вязкость в разрушенном состоянии, легко перекачпвается насо сом. Предлагаемая притирочная паста имеет малую адгезию к металлу, что позволяет уменьшить ее расход (унос) почти в два раза и легко отмывать притираемые изделия от остатков пасты.
5 Пример. Состав притирочной пасты (вес. %):
Абразивный порошок 36 (электрокорунд ЭБ-5)
Индустриальное масло с присадкой ЛЗ-23К (3% от веса масла) 40
Керосин 18,5
Диметилоктадецилбензиламмочийбентонит 5,5.
Минеральное масло и октадецилбенэиламмонийбентонит перемешивают 40 — 50 мин в мешалке до образования геля, полученный гель вводят в минеральное масло и туда же
20 подают абразивный порошок, перемешивают в любом перемешивающем устройстве или вручную до получения однородной массы, в которой частички абразивного порошка рас пределены равномерно.
25 В таблице указан состав и вязкость сравниваемых притпрочных паст.
Как видно нз приведенных в таблице данных, вязкость предлагаемой притпрочной пасты менее резко нарастает во времени по
30 сравнению с пастой, в состав которой входит
397б32
Состав, вес, О
Вязкость пасты, сек время после приготовления, сутки электрокорунд ЭБ-3 (абразивный порошок) Притирочная паста октадецилбензиламмонийбентонит веретенное масло аэросил
1 2 4 сразу
1350
3,25
32,5
27,5
Известная
Предлагаемая
64,25
69,0
Составитель Е. Пономарева
Редактор T. Шарганова
Техред T. Курилко Корректор В. )Колудева
Заказ 3717/6 Изд. № 26 Тираж 647 Подписное
ЦНИИГ1И Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, )1(-35, Раушская наб., д. 4,5
Типография, пр. Сапунова, 2 аэросил, Это позволяет значительно легче подавать ее в,зону пр итирки на притирочных станках и использовать для этого насосы меньшей мощности.
Предмет изобретения
Притирочная паста на основе абразивного по рошка, жидкой углеводородной среды, представляющей собой нефтяное,или растительное масло, керосин, с добавлением присадок, отличающаяся тем, что, с целью снижения вязкости пасты и уменьшения адгезии к металлу, в ее состав введен диметилоктаде15 цилбензиламмонийбентонит п ри следующем содержании компонентов (вес. %):
Абразивный порошок 3 — 60
Диметилоктадецилбенз иламмоний бентонит 0,2 — 12
Углеводородная среда в смеси с присадками до 100
Pereosnastka.ru
Сущность процесса притирки и притирочные материалы
Категория:
Шабрение, притирка и др.
Сущность процесса притирки и притирочные материалыПритиркой называется обработка деталей, работающих в паре, для обеспечения наилучшего контакта рабочих поверхностей.
Доводка — чистовая обработка деталей с целью получения точных размеров и малой шероховатости поверхностей.
Притирка и доводка осуществляются абразивными порошками или пастами, наносимыми на специальный инструмент — притир или на обрабатываемые поверхности.
Припуск на притирку составляет 0,01—0,02 мм, на доводку— от 0,001 до 0,0025 мм. Точность притирки — от 0,001 до 0,002 мм. Доводка обеспечивает точность 1-го класса (5 —6-й квалитеты) и шероховатость поверхности до Rz 0,05.
В машиностроении притирке подвергают гидравлические пары, пробки и корпуса кранов,. клапаны и седла двигателей, рабочие поверхности измерительных инструментов и т. п.
Обработанные доводкой поверхности хорошо сопротивляются износу и коррозии, что является решающим фактором в эксплуатации измерительных и поверочных инструментов и очень точных деталей.
Полирование (полировка) — обработка (отделка) материалов до получения зеркального блеска и красивого вида поверхности без соблюдения точности и размеров. Полирование металлов выполняют на полировальных станках быстровращающимися мягкими кругами из фетра или сукна или быстровращающимися лентами, на поверхности которых нанесена полировальная паста или мелкие абразивные зерна. В ряде случаев применяется электролитическое полирование.
Абразивные материалы (абразивы) — это мелкозернистые кристаллические порошкообразные, а также и массивные твердые тела, применяемые в технике для механической обработки различных металлов.
Абразивные материалы (минералы) делятся на естественные (природные) и искусственные.
Различают также твердые абразивные материалы, имеющие твердость, большую твердости закаленной стали, и мягкие, у которых твердость меньше, чем у закаленной стали.
К твердым естественным материалам относят минералы: содержащие окись алюминия — корунд естественный и наждак; содержащие окись кремния — кварц и кремень; алмаз.
Искусственные твердые абразивные материалы, получаемые в электропечах, характеризуются высокой твердостью, большой однородностью состава и свойств. К искусственным абразивным материалам относят: электрокорунд нормальный (обозначается 1 А), электрокорунд белый (2А), электрокорунд хромистый (ЗА), мочокорунд (4А), карбид кремния (карборунд) зеленый (6С), карбид кремния черный (5С), карбид бора (КБ), кубический нитрид бора (КБН), эльбор (Л), алмаз синтетический (АС).
Для притирки стали применяют порошки электрокорунда нормального, белого и хромистого, монокорунда; для обработки чугуна и хрупких материалов — карбид кремния; для обработки твердых сплавов и других труднообрабатываемых материалов — порошки карбида бора, синтетических алмазов.
Мягкими абразивными материалами притирают оттоженную сталь, чугун, медные и алюминиевые сплавы.
Для грубой притирки используют абразивные шлифующие порошки зернистостью 5 — 3; для предварительной притирки — микропорошки М28, М20 и М14, для окончательной притирки — М10, М7, М5.
Из мягких абразивных материалов наиболее широко применяют пасты ГОИ.
П асты Госу дарственного оптического института (ГОИ) выпускают в виде тюбиков цилиндрической формы диаметром 36 мм и высотой 50 мм или в кусках. Паста широко применяется для окончательных доводочных работ, когда кроме высокой точности и малой шероховатости требуется получение блестящей поверхности.
Применение паст обеспечивает также повышение износоустойчивости обработанных деталей, так как на поверхности не остается включения твердых абразивных материалов, способствующих изнашиванию поверхностей.
Различают три сорта пасты ГОИ: грубую, среднюю и тонкую.
Грубую пасту (крупная) (цвет светло-зеленый) применяют для снятия слоя металла толщиной в несколько десятых долей миллиметра, например для удаления следов обработки опиливанием, грубым шабрением, строганием, шлифованием. Детали после притирки этой пастой получают матовую поверхность.
Средняя паста (мелкая) (цвет зеленый) снимает слой металла, измеряемый сотыми долями миллиметра, дает более чистую поверхность без штрихов.
Тонкая паста (микромелкая) (черного цвета с зеленоватым оттенком) служит для окончательной притирки, придает поверхности зеркальный блеск.
Тонкая паста снимает припуски в тысячные доли миллиметра. Каждому виду пасты присваивается номер, соответствующий ее абразивной способности. Например: грубая паста № 50, 40, 35, 30, 25, 20; средняя № 15 и 10; тонкая № 7, 4, 1. Размеры зерен грубой пасты — 40—17 мкм, средней — 16 —8 мкм и тонкой менее 8 мкм.
Алмазные пасты. Пасты из природных и синтетических алмазных порошков получили широкое распространение.
Алмазные пасты Института сверхтвердых сплавов, выпускаемые двенадцати зернисто-стей, условно делят на четыре группы: крупная, средняя, мелкая и тонкая.
Каждая группа паст имеет свой цвет: крупная — красный (АП100, АП80, АП60); средняя – зеленый (АП40, АП28, АП20);
мелкая — голубая (АП14, АП10, АП7); тонкая — желтый (АП5, АПЗ и АП1).
Кроме того, внутри каждой группы самая крупная зернистость имеет черную полоску, средняя — серую и мелкая — белую. Этими цветами окрашивают тюбики и упаковку пасты.
Алмазные пасты выпускают светлого цвета для того, чтобы по изменению цвета пасты можно было судить о съеме обрабатываемого материала. При правильном выборе притира и пасты после непродолжительной работы алмазная паста приобретает темный цвет. Это является признаком непрерывного съема материала.
Буква А означает, что порошок изготовлен из алмаза, П — паста, рядом стоящие цифры — размер зерна в микронах. Например, АП100 – размер зерна 100-80; АП80 -размер зерен 80 — 60; АПЗ — размер зерен 3 — 1; АП1 — размер зерен 1 и менее
Алмазные пасты применяют для притирки, доводки и полирования изделий из твердых сплавов, сталей различных марок и неметаллических материалов: стекла, рубина, керамики. Выпускают пасты различных характеристик из природных и синтетических алмазов с размером зерна от 60 до 1 мкм. Процентное содержание порошка в пасте по массе составляет 1—23%. В состав паст входят высокомолекулярные поверхностно-активные вещества, хорошо смачивающие зерна алмаза. По консистенции алмазные пасты делят на твердые, мазеобразные и жидкие. Обычно крупнозернистые пасты изготовляют твердой и мазеобразной (густой) консистенции. Мелкозернистые пасты изготовляют всех указанных консистенций.
Наиболее широко применяют при обработке изделий пасту жидкой консистенции, которая, будучи нанесена тонким слоем на притир, обеспечивает высокое качество поверхности и точность обработки до 6-го квалитета.
Для повышения производительности при доводке сначала применяют крупнозернистые пасты, постепенно переходя на мелкозернистые.
Применение алмазных паст обеспечивает получение шероховатости обрабатываемой поверхности Ra 0,04— Rz 0,05 и повышение производительности труда по сравнению с применением других абразивных паст.
Смазывающие материалы для притирки и доводки способствуют ускорению процесса притирки и доводки, сохраняют остроту зерен, повышают точность и класс шероховатости поверхности. Они охлаждают также поверхность детали. Наиболее часто употребляют следующие смазочно-охлаждающие жидкости: керосин, бензин, легкие минеральные масла, содовую воду. Для притирки стали и чугуна чаще Применяют керосин с добавкой 2,5% олеиновой кислоты и 7% канифоли, что значительно повышает производительность.
Реклама:
ПритирыСтатьи по теме:









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
