Ремонт плунжерной пары тнвд
Ремонт ТНВД на коленках. — DRIVE2

Парни… Всем привет!Хочу поделится опытом замены плунжерной пары на двигателе ТД-27Т в полевых условиях, практически на коленке.Краткая предистория…Машина друга ( Ниссан Террано) перестала ехать. Заводилась нормально, но коптит как паровоз под нагрузкой и еле еле себя возит. Кроме этого появилась течь топлива из насоса.Распылители и сальник ТНВД мы меняли два года назад и пробег составил с тех пор не более 15 000.
Друг – Стас в приобрел новую плунжерную пару, ремкомплект ТНВД и насос подкачки.



Хотели поменять все в условиях своей маленькой, но хорошо оснащенной приборами/инструментами, а главное уютной мастерской, но увы – она находилась почти в 1000 км от нас и машина начала стремительно терять ход. Чахла с каждым днем.В связи с большим риском, что она просто не доедет до Якутска приняли решение менять плунжерную пару на месте в Нюрбе.Первым делом Стас помыл двигатель на местной мойке, купил очистители и набрал кучу чистых тряпок.Далее Террано был загнан к хорошему знакомому — Дмитрию, который нам любезно предоставил свой теплый гараж. На улице было уже зябко, выпал первый снег. Кроме этого Дима сам хорошо разбирается в дизелях.В общем начали снятие…
Первым делом отключили АКБ, сняли ГУР,

разъединили фишки от насоса. Далее сняли шестерню При этом совместили метки ZZZ,

дабы потом было все легче собирать. Снять ее легко используя болты крышки в качестве съемника. осторожно с шпонкой — легко уронить в двигатель.

Далее сняли ТНВД .Для этого нужно отсоединить шланги подачи и обратки, снять трубку турбокорректора, далее нужно открутить трубки форсунок,

снять тросики газа, открутить 3 гайки и болт, который крепит насос к блоку ДВС. При этом обязательно нанесите метки как стоял насос перед снятием. Иначе будет сложно попасть в относительно правильное положение и значительно изменится момент впрыска топлива.
После снятия насос очистили от грязи как смогли и начали аккуратно разбирать подробно фотографируя как чего стояло.

Вообще старайтесь не торопиться, помечайте каждую деталь маркером и старайтесь ничего не перепутать. Ставьте все обратно на свои места – это избавит Вас от лишних ошибок.Первым делом мы разобрали автомат опережения.
Тут главное при разборке обратить внимание как стоит ось «ГАЗА» и сам механизм . При обратной сборке нужно совместить метку на механизме и оси.

На оси есть сальник, в виде резинового колечка. Именно он износился и пропускал топливо.

Далее сняли плунжерную пару. При этом обратите внимание как стоит кулачковая шайба – на ней есть метка. Путать при сборке нельзя.

Моем все детальки насоса до блеска очистителем.Далее собираем новый плунжер с применением моторного масла.

После замены плунжераСобираем автомат опережения и собираем механизм регулировки газа.Все. ТНВД собран.Далее нужно установить насос в обратном порядке.
После запуска и прогрева ДВС – будьте готовы к ухудшению работы АКП. Необходимо отрегулировать датчик TPS, который Вы неизбежно раскалибруете при разборке автомата опережения.
Теперь малость самокритики…Увы при сборке не удалось соблюдать моменты затяжки. Все тянули на глазок, т.к не было динамометрических ключиков .Не выставили УОЗ в идеал и внутрикорпусное давление насоса – не было чем.Однако :).После переборки ТНВД машина просто ожила и прекратилась топливная течка. Работать стала значительно лучше. Думаю в Якутске мы дадим ей ума окончательно.
Всем Бобра…
ТНВД: принцип работы, плунжерная пара, ремонт
- 17 марта 2014 00:00:00
- Просмотров: 4246
Февраль. За окном размеренно кружит снежок, окутывая «белым одеялом» ещё спящий город. Мне хватило одного взгляда на термометр, чтобы понять: день сегодня для прогулок малоподходящий. Благо под окном стоял верный помощник – Renault Kangoo 1.5 DCI.
Поворот ключа в замке зажигания сопровождался отчаянным урчаньем мотора. Завелась машинка лишь со второй попытки. Проработав около 30 секунд, двигатель вновь заглох. Пришлось вызывать эвакуатор и транспортировать машину на СТО. После компьютерной диагностики выяснилось, что причина поломки – насос высокого давления.
Итак, прежде всего, я решил выяснить для себя ответы на три основных вопроса:
- Как функционирует?
- Что может уберечь его от выхода из строя?
- Возможен ли ремонт?

Принцип работы
Именно насос высокого давления является важным конструктивным элементом любого автомобиля, который оснащён дизельным силовым агрегатом. Насос отвечает за подачу топлива в цилиндры. Количество топлива, момент впрыска и давление зависят от нагрузки.
Когда появились аккумуляторные системы впрыска, особое внимание стали уделять форсункам. Но всё же главный элемент – плунжерная пара ТНВД, состоящая из двух основных частей:

- Поршень – плунжер.
- Небольшой цилиндр – втулка.
Между поршнем и цилиндром, изготовленными из прочной стали, оставляют небольшой зазор.
Разновидности:

- Рядные.
- Распределительные.
- Магистральные.

К примеру, в рядных насосах топливо в цилиндр нагнетает отдельная плунжерная пара. Привод плунжера может быть торцевым кулачковым, внутренним или внешним кулачковым.
ПРИМЕЧАНИЕ: В магистральных насосах топливо нагнетается непосредственно в аккумулятор.
РВС-мастер может заменить ремонт ТНВД восстановлением изношенных поверхностей трения.
ВАЖНО: В состав DP3 входит сырьё, используемое при производстве кристаллической воды. Поэтому когда поверхность форсунок нагревается, происходят микровзрывы. Они в совокупности с другими компонентами способствуют очистке поверхностей. Восстановление плунжерных пар происходит за счёт образующейся после обработки металлокерамической плёнки. Кроме того, удаётся сэкономить до 15 процентов топлива и улучшить запуск двигателя при минусовых температурах.
Причины поломки топливных насосов высокого давления
В моём случае вышла из строя плунжерная пара. Причина банальна – попадание воздуха в систему. Дважды в автомобиле заканчивалось топливо. На третий раз такая неосторожность стала фатальной: понадобилось дорогостоящее восстановление плунжерных пар.
Советы:
- Своевременно меняйте топливный фильтр.
- Старайтесь заливать качественную солярку.
- Не допускайте полного израсходования дизеля.
- Чтобы обезопасить, профилактически используйте RVS Master Injection Pump DP3.
Ремонт – удовольствие не из дешёвых. Он проводится на специализированном стенде, при наличии программного обеспечения и аппаратуры. Нужна ли вам такая головная боль? Если нет, тогда придерживайтесь наших советов, обрабатывая ТНВД составом РВС-мастер.
ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ ПЛУНЖЕРНЫХ ПАР ДИЗЕЛЬНЫХ ДВИГАТЕЛЕЙ. ВОПРОСЫ ТЕХНОЛОГИИ
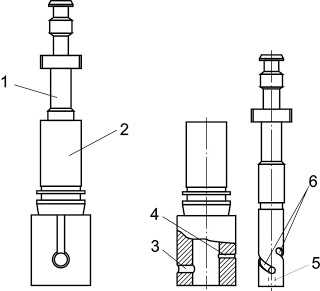 |
| Рис.1 Общий вид и основные конструктивные элементы плунжерной пары. |
Общий вид и основные конструктивные элементы плунжерной пары показаны на рис. 1. Типовая плунжерная пара состоит из штока 1 и гильзы 2. Гильза плунжерной пары имеет два сквозных отверстия: впускное 2 и перепускное 3, причем первое расположено несколько ниже второго. На штоке плунжерной пары имеется осевое отверстие 4 соединенное с двумя симметричными спиральными канавками 5.
Несмотря на большое разнообразие типов плунжерных пар все они имеют похожую конструкцию и выполняют аналогичные функции и это определяет сходный характер износов их рабочих поверхностей.
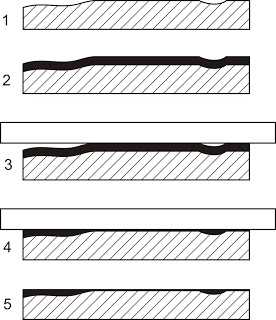
Износ поверхности штока (рис. 2) происходит на участках расположенных против впускного 1 и отсечного 2 окон гильзы. В процессе эксплуатации на доведенных поверхностях названных участков появляется матовый оттенок и, в последствии, поверхность становится гребенчатая. Глубина царапин достигает 10 мкм.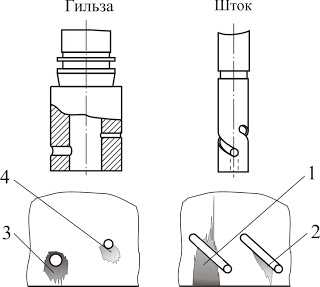 |
| Рис.2. Места износа плунжерной пары |
Изнашивание рабочей поверхности втулки плунжерной пары происходит на участках, примыкающих к впускному 3 и отсечному 4 отверстиям. Наибольший износ наблюдается в местах, расположенных у впускного отверстия. Характер износа зоны, примыкающей к впускному отверстию в основном абразивный, а зоны, примыкающей к отсечному отверстию обусловлен кавитацией.
Известно, что детали плунжерных пар не взаимозаменяемые. По заводской технологии, последней операцией технологического процесса изготовления плунжерных пар, является их селективная сборка. Пары собираются с радиальным зазором не превышающим 1,5 мкм, притом, что сами детали изготавливаются с разбросом диаметральных размеров в несколько сотых долей миллиметра. В этой связи, в основу технологии восстановления работоспособности плунжерных пар была положена новая селективная сборка групп деталей одного типоразмера.Для обеспечения возможности сборки «новых пар» обязательным условием является восстановление цилиндричности их изношенных поверхностей. Иными словами, рабочие поверхности пары должны быть перешлифованы с таким расчетом чтобы на них не осталось следов износа.
Анализ возможных вариантов обработки изношенных внутренней и наружной цилиндрических поверхностей плунжерной пары показал, что самым простым, дешевым и обеспечивающим высокую точность обработки оказался метод совместного перешлифовывания штока и гильзы с помощью алмазной пасты. Суть метода в том, что инструментом для обработки гильзы является шток, а для штока гильза, т.е. те самые детали которые работали в паре.
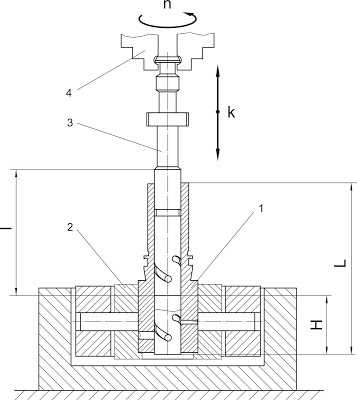 |
| Рис.3. Схема совместного перешлифовывания изношенных рабочих поверхностей штока и гильзы |
Схема перешлифовывания изношенных рабочих поверхностей штока и гильзы показана на рис. 3. По данной схеме гильза 1 помещается в самоустанавливающуюся оправку 2, а шток 3 закрепляется в шпинделе станка 4. Штоку сообщается вращательное рабочее движение со скоростью (n) не менее 3000 об/мин и возвратно-поступательное движение подачи с частотой (k) порядка 1 ход за секунду. Величина рабочего хода штока должно быть порядка половины длины рабочей поверхности гильзы, т.е. H = 0,5L.
В качестве режущего материала необходимо использовать алмазную пасту марки 2/1.
Если после перешлифовывания деталей плунжерной пары пастой 2/1 на их поверхностях остаются следы износа обработку следует повторить пастой 3/2, а затем и пастой 5/3.
После перешлифовывания плунжерные пары раскомплектовываются, детали моются в бензине или органических растворителях и направляются на новую селективную сборку.
Исследования изменения размеров деталей до и после обработки их изношенных поверхностей проводились на плунжерных парах к топливным насосам высокого давления дизельных двигателей автомобилей КАМАЗ.
| Рис 4. Распределение размеров штока и гильзы до перешлифовывания |
| Рис.5. Распределение размеров штока и гильзы после перешлифовывания |
| Рис.6. Конический калибр для определения размерной группы гильзы |
Изначально новая пара собиралась с небольшим натягом, так чтобы шток хоть и тяжело, но мог двигаться в гильзе. После этого производилась притирка пары алмазной пастой с размером зерна до 1 мкм, т.е. пастой марки 1/0.
Процент выхода хороших пар собранных по такой методике составляет примерно 40 процентов от общего количества першлифованных пар. Детали размеры которых лежат в зонах 2 и 3 (см. рис.5) в принципе собраться не могут. При любой комбинации зазор в паре будет больше допустимого.
Как было сказано, часть деталей после перешлифовывания не могут быть собраны в новые пары. Штоки диаметр которых находится в зоне 2 (см. рис. 5) и гильзы с диаметром из зоны 3 имеют размеры которые при любой комбинации не обеспечат необходимого зазора в паре.
Для обеспечения возможности совместной сборки названных групп деталей на шток необходимо нанести слой износостойкого покрытия толщиной 5-7 мкм.
Изучение этого вопроса позволило сделать вывод, что наиболее приемлемыми способами увеличения диаметра гильзы является химико-гальваническое нанесение максимально равномерного слоя хрома толщиной порядка 10 мкм с последующей обработкой поверхности для восстановления её цилиндричности.
 |
| Рис.7. Схема устройства для шлифования поверхности штока |
 |
| Рис.8. Схема восстановления прямолинейности образующей цилиндрической поверхности штока |
Комплексный контроль плунжерных пар осуществляется при проверке и регулировке топливных насосов высокого давления на которые они устанавливаются. В случае несоответствия рабочих параметров насоса расчетным плунжерные пары выбраковываются. Для исключения подобных ситуаций восстановленные плунжерные пары должны подвергаться стопроцентному контролю при сборке.
Наиболее объективным методом контроля качества сборки плунжерных пар является измерение скорости протекания дизельного топлива через зазор между штоком и гильзой плунжерной пары, а также величина рабочего давления создаваемого плунжерной парой при рабочем ходе штока.
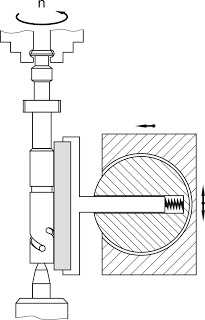
В процессе выполнения настоящей работы был разработан стенд для контроля качества сборки плунжерных пар. Схема стенда представлена на рис.9. Основными элементами конструкции стенда является стакан 1 в который устанавливается плунжерная пара 2. Гильза плунжерной пары плотно прижимается к донышку стакана гайкой 3. Рабочая полость стакана соединена с манометром 4. В стакане должно находится дизельное топливо в которое опускается плунжерная пара с выведенным в верхнее положение штоком. Топливо при этом заполняет внутреннюю полость гильзы и может быть вытеснено штоком только через зазор между рабочими поверхностями штока и гильзы. Усилие на штоке создается рычагом 5 с помощью подвешенных на нем грузов 6.
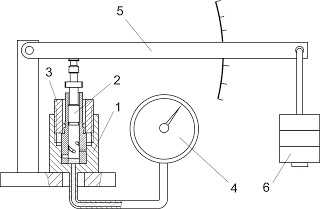 |
| Рис.9. Схема стенда для контроля гидравлической плотности плунжерных пар |
В процессе селективной сборки плунжерные пары должны проверятся по пятну контакта сопрягаемых поверхностей. С этой целью был разработан метод с использованием графитной смазки. Рабочие поверхности плунжерной пары смазывались небольшим количеством названой смазки которая равномерно распределялась в зазоре между контролируемыми поверхностями путем перемещения штока в гильзе. Затем, смазка с поверхности штока вытиралась и он вставлялся и тут же извлекался из гильзы на внутренней поверхности которой оставалась смазка. В результате, в случае качественного сопряжения, поверхность штока должна быть снова равномерно покрыто смазкой. Наличие светлых пятен на его поверхности недопустимо.
| Рис.10. Схема устройства для определения величины зазора в плунжерной паре по размаху качания штока |
В сообщениях на [email protected] спрашивали:
Какой самый простой способ оценки качества плунжерной пары?
На мой взгляд, самый простой, а может и самый объективный способ оценки гидравлической плотности плунжерной пары типа МАЗ, КАМАЗ, МТЗ заключается в следующем. Пару нужно смочить в солярке. Затем, зажав пальцем отверстие на торце гильзы, штоком захватить воздух, как это происходит с топливом в процессе впрыска. Воздух под штоком, находясь в замкнутом объеме, будет «пружинить» и, если пара не плотная, во впускном отверстии гильзы будут видны пузырьки воздуха. При плотном сопряжении поверхностей штока и гильзы пузырьков не будет, т.е. рабочий объем под штоком плунжерной пары будет герметичным.
Почему при взаимной притирке (перешлифовывании) штока и гильзы, на штоке появляется конусность?
При взаимной притирке штока и гильзы, вследствие возвратно-поступательного движения штока в гильзе, конусность появляется за счет того что нижняя часть штока и верхняя часть гильзы постоянно находятся в обработке, а верхняя часть штока и нижняя часть поверхности гильзы периодически выходят из активной зоны. Вопрос, какова величина этой конусности?
Последнее, можно минимизировать увеличением времени обработки и рациональным перемещением штока в гильзе. Шток в процессе притирки практически не должен выходить из гильзы. Кроме того, конусность будет появляться как на штоке, так и обратная ей в отверстии гильзы, и, при сборке деталей обработанных таким методом, эти погрешности практически компенсируют друг друга.
Залипание плунжерных пар ТНВД
Залипание плунжерных пар ТНВД
Привезли в ремонт ТНВД.
Заявленный дефект – «двигатель не запускается». Рейка насоса потеряла подвижность, а когда ее пытаешься сдвинуть с места, идет с большим затруднением и очень медленно возвращается назад.
При разборке ТНВД обнаружилось. Что плунжер наглухо приклеился к втулке плунжера, в масляных полостях насоса сгустки черной, смолообразной массы, похожей на гуталин или гудрон.
Когда выдернули плунжер из втулки, на нижней его части, которая контактирует с маслом, черный круговой след.
Посчитали, что причиной этого было попадание тосола в масло, что и было подтверждено клиентом.
Насос полностью перебрали, очистив все каналы и полости от клееобразной массы и заменив все пары, клапаны и т.д.
Через месяц этот ТНВД привозят по гарантии, картина та же: рейка не ходит, плунжера склеены. Отдали другой насос. На следующий день звонок: «Через 15 минут после запуска двигателя он пошел в разнос». Вскрываем насос – внутри «гудрон».
Появились эти проблемы сравнительно недавно, где-то в 2005- 2006 годах. За месяц с такой причиной привозили 1 -2 насоса и никто не знал причину превращения моторного масла в черную, липучую жижу.
Попалась на глаза статья в журнале «За рулем» https://www.zr.ru/content/articles/407457-smertelnaja_bolezn_motornogo_masla/ , «Смертельная болезнь моторного масла» с описанием подобного явления на бензиновых двигателях. Там все серьезнее: или вкладыши приклеены к валу, или поршень к гильзе. На журнальных фото сгустки масла очень похожи на те, что мы извлеки из ТНВД. В совокупности с тем, что плунжер склеивается в нижней части, где есть контакт с маслом, сделаны выводы, что причины те же.
Через год в том же журнале появилась статья «Смерть масла и моторов: убийца найден». Пересказывать содержание статьи нет смысла, ее можно прочитать по ссылке https://www.zr.ru/content/articles/522788-smert_masla_i_motorov_ubijca_najden/ , основная мысль, в лабораторных условиях было смоделировано превращение масла в черную, липкую жижу.
В результате сделаны выводы:
- Причины заклинивания насосов – масло.
В отличие от бензиновых двигателей, где достаточно большие зазоры, на дизельных склеивается не двигатель (хотя был один случай, когда приклеились вкладыши к валу), а детали ТНВД.
2. Для возникновения дефекта необходимы 2 причины:
А. в двигатель залито масло с садком, со дна бочки. В этом ответ на вопрос «у нас все машины заправляются из одной бочки, а сломалась только эта».
Б. Двигатель был перегрет, течь тосола – это следствие перегрева.
Рекомендации: хотя расслоение (осадок)_ в масле допускается стандартами производителей. Моторного масла, не допускайте заправку мутным маслом, дешевле его вылить, чем ремонтировать двигатель.
Если допустили перегрев хоть раз, сразу замените масло в двигателе.
Если произошла беда и вместо масло черная жижа, насос вышел из строя, то после переборки и регулировки ТНВД перед установку насоса на двигатель, переведите его в автономный режим.
Глушим подвод масла к ТНВД от двигателя, стакан моторного масла в насос. Устанавливаете ТНВД, запускаете двигатель, сливаете из масляной системы, все, что можно слить. Конечно. Самое оптимальное механически очистить поддон и все то, до чего руки смогут добраться в масляной магистрали мотора. Заправить недорогое моторное масло и отработать на нем одну смену, потом это масло слить. Подключить к насосу масляную трубку от двигателя и заправить машину тем маслом, на котором она будет работать.
Возникновение болезни моторного масла не зависит от марки масла. Для ее выявления очень полезна «капельная проба». Как ее провести, читайте в статье «Смерть моторного масла моторов: убийца найден» Найдите в себе силы прочитать материал.
Успехов. Ни гвоздя. Ни жезла.
Коллектив ООО «Дизельсервис ЛД»










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
