Тепловой зазор между поршнем и цилиндром дизельного двигателя
Поршневая группа - рекомендации и технические параметры. Статьи компании «АПЦ "АгроСВІТ"»
ПОРШЕНЬ является основным элементом поршневой группы.
Именно поршень воспринимает давление газов (продуктов сгорания) и передает его через шатуны к коленчатому валу двигателя.
Во время работы поршень сильно нагревается, причем днище и головка поршня нагреваются больше, чем его направляющая часть («юбка» поршня). Поэтому диаметр головки поршня меньше, чем диаметр его «юбки».
С целью предотвращения заклинивания нагретого поршня в гильзе «юбка» поршня изготавливается не круглой, а эллиптической формы. Поэтому тепловой зазор в паре «гильза-поршень», измеряемый по «юбке» поршня в районе отверстий для ввода поршневого пальца больше, чем при измерении на остальной поверхности «юбки».
Так как часто гильза и поршень изготавливаются различными заводами, то раньше для облегчения подбора поршня и гильзы сортировались по размерным группам (М,Б,С или А,Б,В). Разница между размерными группами составляет 2-5 % от допустимого размера. На сегодняшний день это правило подходит только к поршням и кольцам, произведенных на одном заводе (КТД, «Мотордеталь»).
Не рекомендуем обращать внимание на размерную группу при подборе пары гильза-поршень, если они не изготовлены одним заводом, так как эти обозначения заводские, то есть характеризующие износ обрабатывающего резца. Каждый завод имеет собственное оборудование различных производителей, и, как следствие, к примеру, размер поршня ЯМЗ группы «А» Костромского производства 129,83-129,85, а Камского производства 129,80-129,82 то есть разница в диаметре поршня может достигнуть 0,05 мм, в то время, как допустимое отклонение в размерах группы составляет 0,02 мм.
При подборе поршневой группы следует ориентироваться на тепловой зазор между гильзой и поршнем, устанавливаемый для каждого двигателя заводом-изготовителем.
Зазор между гильзой и поршнем
| Двигатель | Мин. зазор | Макс. зазор | Оптим. зазор |
| А-01, А-41 | 0,18 | 0,24 | 0,20 |
| ГАЗ-53 | 0,04 | 0,07 | 0,05 |
| Д-240, Д-65 |
0,11 | 0,18 | 0,15 |
| Д-245, Д-65НТ | 0,12 | 0,17 | 0,15 |
| Д-144, Д-37, Д-21 | 0,14 | 0,21 | 0,16 |
| КамАЗ | 0,10 | 0,20 | 0,15 |
| КамАЗ-EURO | 0,11 | 0,19 | 0,15 |
| СМД-14-24 | 0,16 | 0,26 | 0,20 |
| СМД-31 | 0,17 | 0,25 | 0,20 |
| СМД-60-72 | 0,16 | 0,24 | 0,20 |
| ТМЗ-7511, 8410 | 0,17 | 0,23 | 0,20 |
| ЯМЗ-236-238 | 0,18 | 0,24 | 0,20 |
| ЯМЗ-240, 240 БМ | 0,17 | 0,25 | 0,20 |
| ТМЗ-850 | 0,16 | 0,24 | 0,20 |
Кроме этого не следует забывать, что поршня должны быть подобраны по весовым характеристикам, так как превышение допустимой разницы приведет к дисбалансу в работе двигателя.
Разница в массе между собранными комплектами поршень-палец-втулка-шатун-кольца не должны превышать 15-20 гр.
ПОРШНЕВЫЕ КОЛЬЦА делятся на два типа – компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и гильзой и препятствуют прорыву продуктов сгорания (газов) в картер двигателя, а маслосъемные кольца служат для снятия излишков масла со стенок гильзы.
Поршневые кольца условно можно разделить на две категории – чугунные и стальные (по материалу изготовления маслосъемного кольца). Чугунные кольца предназначены для установки в новую поршневую группу (не рабочая гильза), а стальные - в рабочую гильзу (с приработанной поверхностью – «наведенным зеркалом»).
При установке стальных колец в новую поршневую группу увеличивается риск появления «задиров» на поверхности гильзы (исключение – поршневые кольца производства ЗАО «Стакол»).
По конструкции чугунные маслосъемные кольца условно можно разделить на два типа:
- коробчатое (привычное всем маслосъемное кольцо, с пружинным или пластинчатым расширителем).
- составное (так называемый «аналог клинцовского кольца», состоящий из двух горизонтальный частей, с пластинчатым расширителем или без него).
По конструкции стальные маслосъемные кольца условно можно разделить так же на два типа:
- трехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается решетчатый расширитель).
- четырехкомпонентное (представляющее собою две стальные горизонтальные пластины, между которыми устанавливается волнообразный расширитель, а между поршнем и кольцом устанавливается пластинчатый расширитель).
Для установки колец на поршень и для предотвращения поломки кольца при тепловом расширении кольца изготавливаются разрезные, с тепловым зазором. При этом при установке не следует забывать, что замки колец должны быть направлены в разные стороны. Наиболее просто это осуществить, представив себе циферблат часов на поверхности поршня – 12 делим на количество поршневых колец (4, к примеру) и проворачиваем замки колец по кругу – через каждые «3 часа».
Зазор замков поршневых колец
| Двигатель | Компрессионного | Маслосъемного |
| А-01, А-41 | 0,60 ± 0,20 | 0,60 ± 0,20 |
| ГАЗ-53 | 0,30 ± 0,25 | 0,30 ± 0,70 |
| Д-240, Д-65 | 0,60 ± 0,30 | 0,70 ± 0,30 |
| Д-245, Д-65НТ | 0,50 ± 0,20 | 0,40 ± 0,10 |
| Д-144, Д-37, Д-21 | 0,60 ± 0,30 | 0,70 ± 0,30 |
| КамАЗ | 0,50 ± 0,15 | 0,30 ± 0,10 |
| КамАЗ-EURO | 0,50 ± 0,10 | 0,35 ± 0,10 |
| СМД-14-24 | 0,60 ± 0,30 | 0,70 ± 0,30 |
| СМД-31 | 0,60 ± 0,20 | 0,70 ± 0,30 |
| СМД-60-72 | 0,60 ± 0,20 | 0,60 ± 0,20 |
| ТМЗ-7511, 8410 | 0,65 ± 0,15 | 0,60 ± 0,30 |
| ЯМЗ-236-238 | 0,60 ± 0,20 | 0,60 ± 0,20 |
| ЯМЗ-240, 240 БМ | 0,60 ± 0,20 | 0,60 ± 0,20 |
| ТМЗ-850 | 0,65 ± 0,15 | 0,60 ± 0,30 |
Обратите внимание, что данные зазоры представлены для чугунных колец, а для стальных данные размеры необходимо увеличить в два раза (из-за повышенной теплоемкости стали).
Кроме всего, не следует забывать, что верхнее компрессионное кольцо испытывает самое большое воздействие температуры и давления (именно поэтому оно делается из других материалов), а, следовательно зазор замка верхнего компрессионного кольца больше, чем у нижнего.
Поршневые кольца должны свободно перемещаться в канавках поршня под собственным весом, поэтому они устанавливаются с зазором по высоте между кольцом и канавкой, который не должен превышать 0,10 мм. для карбюраторных и 0,15 мм. для дизельных двигателей (это особенно необходимо учитывать при установке новых поршневых колец в старый поршень). При измерении данного параметра измерительный щуп необходимо вставлять на 1/4 глубины канавки под маслосъемное кольцо.
ПОРШНЕВОЙ ПАЛЕЦ представляет собою полый стальной цилиндр, наружную поверхность которого цементируют, а затем шлифуют.
Палец устанавливается в бобышках поршня и удерживается стопорными кольцами от осевого перемещения (что бы не повредить внутреннюю поверхность гильзы).
На современных двигателях используют поршневой палец плавающего типа – это значит, что во время работы палец проворачивается, что способствует его равномерному износу. Для обеспечения этого необходимо, что бы палец свободно входил во втулку шатуна с зазором 0,02 – 0,025 мм., а в отверстия бобышек поршня - с небольшим натягом. При работе отверстия в бобышках расширяются (за счет нагрева) и палец начинает проворачиваться.
Даже если палец свободно (но без зазора!) устанавливается в бобышки поршня, то при его установке поршень нагревают в масле до 80-100 градусов (что бы избежать микроповреждений бобышек).
СТОПОРНОЕ КОЛЬЦО не должно иметь деформаций или повреждений, так как его разлом приведет к повреждению гильзы и поршня (а далее – шатуна и коленчатого вала).
При установке стопорного кольца рекомендуем использовать специальный инструмент, так как съем кольца неспециализированными инструментами может привести к его поломке или, что самое плохое, к дефекту, незаметному вооруженным глазом.
cnitomis.ru
Июнь 9th, 2013
Зазоры между торцами стержней клапанов и действующими на них носками коромысел при прогретом двигателе должны быть в пределах 0,25—0,30 миллиметров. Регулировку зазоров производят вращением штанги 4 толкателя (см. рис. 9), которая при этом ввертывается или вывертывается из вилки 8 коромысла. Для удобства захвата ключом часть штанги выполнена квадратного сечения.
Регулировку производят в следующем порядке. Снимают крышку головки цилиндров. Провертывают коленчатый вал двигателя ключом за болт, ввернутый в передний конец коленчатого вала, до положения, когда плунжер насоса-форсунки первого цилиндра опустится на 6 мм от своего верхнего положения, что соответствует нахождению поршня в в. м. т. Проверяют пластинчатыми щупами величину зазоров (щуп толщиной 0,25 мм должен проходить в зазор свободно, а щуп толщиной 0,3 мм с большим усилием или совсем не проходить). Если зазоры отклоняются от нормальных, ослабляют контргайку 7, вращением штанги устанавливают требуемый зазор и затягивают контргайку, после чего еще раз проверяют зазоры. Так же регулируют зазоры у клапанов остальных цилиндров, каждый раз провертывая перед регулировкой клапанов очередного цилиндра коленчатый вал до положения, когда поршень этого цилиндра будет находиться в в. м. т.
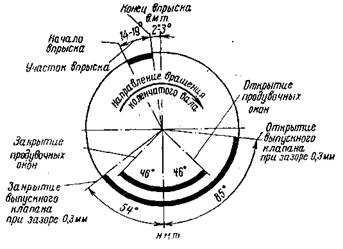
Рис. 11. Фазы газораспределения двигателей ЯАЗ.
Фазы газораспределения. У двигателей ЯАЗ-М204 и ЯАЗ-М206 необходимые фазы газораспределения получают правильным выбором размеров и расположения по высоте продувочных отверстий в гильзах цилиндров, через которые поступает воздух для продувки, и формы кулачков распределительного вала, управляющих открытием и закрытием выпускных клапанов. Круговая диаграмма фаз газораспределения приведена на рис. 11. На этой же диаграмме показаны момент начала и продолжительность впрыска топлива насосом-форсункой в цилиндр.
Порядок работы цилиндров двигателей ЯАЗ. У двигателей ЯАЗ-М204 и ЯАЗ-М206, работающих но двухтактному циклу, все процессы в цилиндрах совершаются за один оборот коленчатого вала. Поэтому порядок работы цилиндров у них определяется последовательностью, в которой поршни подходят к в. м.т. (либо н. м.т.), т. е. зависит от расположения кривошипов коленчатого вала, с которым согласовано и расположение кулачков распределительного вала.
Рубрики: Дизельные автомобили |
Дизельные двигатели грузовых автомобилей и тракторов. Запасные части, регулировки и ремонт.
___________________________________________________________________________
Цилиндро-поршневая группа дизельного двигателя Д-240
Детали поршневой группы Д-240 трактора МТЗ-80, МТЗ-82 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, допустимых в эксплуатации, то дизель разбирают для технической экспертизы, которую проводят путем осмотра и микрометража деталей поршневой группы с целью замены непригодных, износившихся деталей.
Чтобы выполнить техническую экспертизу деталей, снимают головку цилиндров и поддон картера. Если после снятия головки цилиндров на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников. Поршни в сборе с шатунами извлекают из гильз цилиндров.
В поршневой износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров.
В первую очередь индикаторным нутромером замеряют диаметр гильзы цилиндра в месте наибольшего износа в верхнем поясе гильзы — сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна.
Диаметр юбки поршня двигателя измеряют в плоскости, перпендикулярной отверстию поршневого пальца. Наряду с измерением диаметра юбки поршня контролируют изношенность канавок головки поршня по высоте пластинчатым щупом и новым кольцом.
Если зазор между канавками поршня и кольцом превышает допустимые размеры, поршень заменяют. Если овальность и диаметр гильзы выше, а диаметр поршня ниже значений, указанных в таблице, то и их заменяют.
Поршневую группу Д-240 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между поршнем и гильзой, превышающем указанные значения. Гильзы из блока выпрессовывают специальным съемником.
Если диаметр гильзы и поршня у дизелей с водяным охлаждением в пределах нормы, то рекомендуется удалить гильзы из блока и повернуть их на 90 градусов вокруг оси, так как они более всего изнашиваются в плоскости качания шатуна.
Поршневые кольца заменяют, если зазор в замке кольца превышает данные, если их установить в неизношенную верхнюю часть гильзы.
Зазоры поршневых колец и поршней дизеля Д-240
Зазор между юбкой поршня и цилиндром, мм:
Нормальный - 0,18...0,20 Допустимый - 0,26
Зазор в замке поршневых колец, мм:
Нормальный - 0,40...0,80 Допустимый - 4,0
Зазор по высоте канавок поршня, мм:
Компрессионых - 0,08…0,12 Маслосъемных - 0,05…0,09 Допустимый - 0,30
Перед сборкой поршневой группы трактора МТЗ-80, МТЗ-82 проверяют параметры поршневого пальца шатуна и состояние втулки его верхней головки. Втулку заменяют при увеличении ее отверстия под поршневой палец или прославлении посадки втулки в отверстии верхней головки шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм или овальности и конусности поверхности пальца под втулку более 0,02 мм.
Изгиб и скручивание проверяют на приборе. Для всех дизелей изгиб шатуна не должен превышать 0,08 мм, а скручивание — 0,12 мм. При сборке шатуна вначале запрессовывают втулку в его верхнюю головку.
Чтобы улучшить чистоту поверхности, и окончательно подогнать отверстия под поршневой палец, отверстие обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм. Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала двигателя Д-240 изготавливают с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала, поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций, только попарно. Не допускается заменять один вкладыш из пары, а также спиливать или пришабривать стыки вкладышей или крышек подшипников, устанавливать прокладки между вкладышами и постелью, между крышкой и шатуном. При замене вкладышей их устанавливают того же размера, что и шейки коленчатого вала.
Перед сборкой поршневой группы, связанной с установкой новых деталей, их подбирают по размерным группам. Сортируют гильзы цилиндров на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки.
Поршни и гильзы двс Д-240, устанавливаемые на дизель, должны быть одной размерной группы, как указано в таблице. Обозначение размерных групп для гильз нанесено на нерабочем верхнем торце гильзы, для поршня — на его днище. Перед установкой гильзы в блок осматривают состояние уплотнительных колец и нижних посадочных мест под гильзу в блоке цилиндров. Как правило, резиновые уплотнения заменяют.
Номинальные и ремонтные размеры шатунно-поршневой группы дизеля Д-240
Обозначение размеров Диаметр гильзы цилиндра, мм Диаметр юбки поршня в нижней части, мм
М 104,82.-104,84 105,00.-105,02 С 104,84.-104,86 105,02.-105,04 Б 106,86.-104,88 105,04.-105,06 При подборе поршней двс Д-240 обращают внимание на размерные группы поршневых пальцев, их внутреннюю поверхность и бобышку поршня, маркированную краской. Поршни и поршневые пальцы подбирают одной размерной группы с одинаковой маркировкой. Поршневой палец запрессовывают в поршень после его предварительного нагрева в масле до температуры 70...80°С. Разница в массе шатунов в сборе с поршнями для дизелей — 15 г. Поршневые кольца на поршень устанавливают в определенном порядке приспособлением, предохраняющим кольца от случайных поломок.
Основные параметры поршневых колец дизеля Д-240
Поршневое кольцо Рабочий зазор, мм Упругость, Н Первое (верхнее) 0,3.-0,6 60...82 Второе, третье 0.3...0.6 68...78Кольца, установленные в канавки поршня, должны свободно перемещаться при его поворачивании и утопать в канавках под действием собственной массы. Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого маслосъемных колец.
Затем поршень и кольца обильно смазывают дизельным маслом и, пользуясь конусной оправкой, устанавливают в гильзу цилиндра. Поршень не может выступать выше поверхности блока более чем на 0,5 мм.
________________________________________________________________
________________________________________________________________
___________________________________________________________________
___________________________________________________________________










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
