Установка пескоструйной очистки
Пескоструйная обработка и очистка металла: оборудование и технология
Пескоструйная обработка металла – это технология, позволяющая с высокой эффективностью выполнять его очистку с помощью абразива. Ее можно также использовать для изделий и конструкций из любых других материалов. Такая обработка помогает очистить поверхности не только от различных загрязнений, но также от следов коррозии, масляных пятен, остатков формовочных смесей.

Пескоструйная обработка – лучший способ очистки кузова автомобиля
Стоимость выполнения пескоструйной обработки с каждым годом только снижается, что не может не радовать потребителей. Объясняется эта тенденция тем, что данная технология и пескоструйное оборудование постоянно совершенствуются и предполагают использование новых, более эффективных расходных материалов.
Преимущества и виды пескоструйной обработки поверхностей
Пескоструйная очистка металлоконструкций и поверхностей из других материалов благодаря эффективности данного метода обработки не теряет своей актуальности уже на протяжении длительного времени. Используя данный метод, выполняют качественную очистку не только металлоконструкций, которые необходимо подготовить к дальнейшему окрашиванию, но и фасадов зданий, элементы мостов и других конструкций. Отлично демонстрирует эффективность данной технологии видео этого процесса. Необходимость использования пескоструйной обработки регламентируют и пункты ГОСТа 9.402-2004, где оговорены требования к качеству металлических поверхностей, которые должны быть подвергнуты покраске.
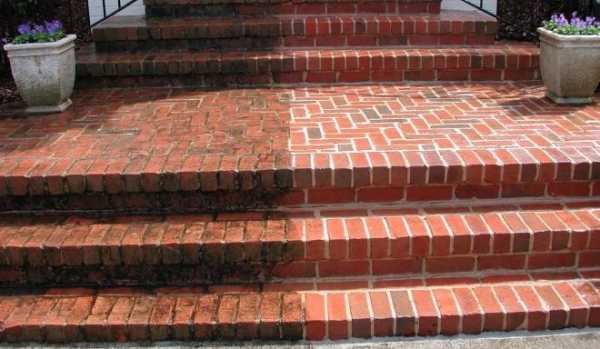
Пескоструйная технология пригодится и для очистки потрепанной временем кирпичной мостовой
Специалисты различают три степени очистки поверхностей с помощью рассматриваемой технологии:
- легкую;
- среднюю;
- глубокую.
Легкая очистка, для выполнения которой используется абразивный материал, предполагает, что с поверхности в процессе обработки удалены явные следы коррозии и отслоившаяся окалина. При поверхностном осмотре конструкции, подвергнутые обработке с такой степенью, выглядят относительно чистыми. Очистка средней степени предполагает более тщательную обработку поверхностей. После ее выполнения на достаточно чистых поверхностях все же можно обнаружить незначительные следы окалины и пятна коррозии. Глубокая пескоструйная обработка в полном соответствии со своим определением позволяет идеально очистить поверхности от пятен и загрязнений различной природы. В частности, металлические поверхности, подвергнутые такой обработке, зачищаются практически добела.

После глубокой пескоструйной очистки поверхности готовы к покрытию грунтом и последующей окраске
Абразивоструйная очистка (так еще называют пескоструйную обработку) позволяет не только удалить с различных поверхностей загрязнения, окалину и ржавчину, но и эффективно обезжирить их. Обезжиривание поверхностей, которое проводится перед их покраской, особенно актуально в том случае, если нанесение лакокрасочного покрытия осуществляется с использованием гальванической технологии или газотермического напыления. Абразивоструйная очистка в этом случае является менее энергоемкой и более дешевой, чем другие технологии. Немаловажным является и то, что этот метод позволяет за короткий промежуток времени обработать поверхности с большой площадью.
Универсальность самой технологии и оборудования, которое применяется для ее реализации, позволяет использовать ее для решения многих практических задач. Так, с ее помощью относительно недавно стали очищать автомобильные диски, удаляя с них старое покрытие и следы окисления.
Поверхность диска до и после пескоструйной обработки
Для выполнения операции, позволяющей качественно подготовить автомобильные диски к окрашиванию (и, соответственно, значительно продлить срок службы данных изделий), используется специальная камера, где и проводится обработка. В качестве рабочего материала, который под большим давлением воздействует на обрабатываемую поверхность, используется мелкий песок или специальная металлическая дробь. После выполнения такой обработки поверхность диска грунтуется, и на него наносится лакокрасочное покрытие, которое способно длительное время эксплуатироваться без повреждений.
Рекомендации для качественного выполнения абразивоструйной очистки
Основным документом, который регламентирует правила проведения пескоструйной обработки, является технологическая карта. Такой документ составляется для каждого объекта, подлежащего обработке, в нем указаны все особенности данного объекта, по нему подбирается как материал, так и оборудование для пескоструйной обработки.

Пескоструйная очистка деревянной поверхности
В качестве примера можно рассмотреть технологическую карту очистки фасада здания.
- Задачей, которую решает пескоструйная очистка фасада здания, является удаление с данного объекта следов загрязнений. Для этого необходимо использовать сухую абразивную смесь и оборудование, которое обеспечит ее подачу под высоким давлением.
- В качестве рабочего материала следует использовать сухой песок, просеянный через сито, размеры ячеек которого составляют 1–1,2 мм.
- Воздух под давлением, создаваемым компрессорной установкой, подается к пескоструйной установке, где смешивается с абразивным материалом, находящимся в ее резервуаре.
- Воздух, смешанный с абразивным материалом, под давлением поступает к соплу аппарата и подается на обрабатываемую поверхность.
- Рабочее давление абразивной смеси, подающейся из насадки аппарата, для предотвращения повреждения обрабатываемого фасада, не должно превышать 4 атм.
- Если выполняется пескоструйная обработка фасадов зданий высотой до трех этажей, необходимо обеспечить величину выдаваемого компрессором давления, не превышающую 3 атм.
- Под воздействием абразивного материала происходит увеличение диаметра отверстия в сопле аппарата, через которое данный материал подается к обрабатываемой поверхности. Допустимо, что за 1,5–2 часа работы пескоструйной установки диаметр данного отверстия увеличится на половину своего номинального размера.
- При выполнении пескоструйной обработки необходимо следить за производительностью ее выполнения и расходом рабочего материала, которые могут измениться из-за увеличения диаметра подающего отверстия в сопле. В случае значительного изменения данных параметров необходимо сразу заменить сопло установки.
- После того как обработка фасада здания будет завершена, надо удалить с обработанной поверхности остатки песка и пыль, для чего используется воздух, подаваемый под большим давлением.
Использование пескоструйной установки в бытовых условиях
На современном рынке представлено большое разнообразие моделей пескоструйного оборудования, которое с успехом можно использовать не только в промышленных целях, но и в быту. Такие аппараты, наиболее популярными из которых являются установки, выпускаемые под известной торговой маркой Karcher, могут применяться для обработки поверхностей даже очень значительной площади. Те из пользователей, кто не знает, что такое пескоструй и как правильно называется такое оборудование, часто именуют его «фасадным пистолетом».
Используя бытовые модели таких аппаратов, можно обрабатывать не только ровные поверхности из различных материалов, но и объемные конструкции (в частности, с помощью подобных устройств может выполняться пескоструйная обработка труб и других конструкций из металла). Такие пескоструи за счет небольшого веса и компактных размеров отличаются высокой мобильностью, их легко перемещать по территории и транспортировать в случае необходимости. Удобно и то, что управлять подобным устройством может один человек, при этом качество обработки не становится хуже. Для того чтобы привести в действие такой аппарат, достаточно нажать кнопку на его держателе, который также отличается небольшим весом.

Пистолет для гидропескоструйной чистки Karcher продается в комплекте со шлангом, приемной насадкой и защитными очками
В качестве абразива, подходящего для бытовых установок торговой марки Karcher, может традиционно использоваться кварцевый песок, а также такой экзотический материал, как скорлупа орехов или фруктовых косточек. Диаметр абразивных частиц, которые пропускает сопло такого аппарата, может составлять до 1,5 мм.
Ручное управление бытовым пескоструйным устройством позволяет достаточно просто и оперативно регулировать такие параметры его работы, как:
- мощность струи абразивной смеси, подаваемой из сопла насадки;
- расход абразивного материала:
- расход воздуха и воды, из которых формируется абразивная смесь.

Насадка собрана и готова к работе
Технические возможности пескоструйного аппарата позволяют не только регулировать расход основных материалов, используемых для выполнения обработки, но и изменять настройки для оптимального использования насадок устройства.
Поскольку бытовые аппараты, при помощи которых выполняется пескоструйная обработка, работают на смесях, состоящих не только из песка, но и из воды, они требуют подключения к:
- компрессору, который и будет создавать необходимое давление;
- источнику водоснабжения;
- резервуару, в котором содержится сухой абразивный материал.
При этом важно, чтобы давление воды, которая будет подаваться в такой аппарат, не превышало 2 бар. Это позволит значительно повысить эффективность работы устройства.
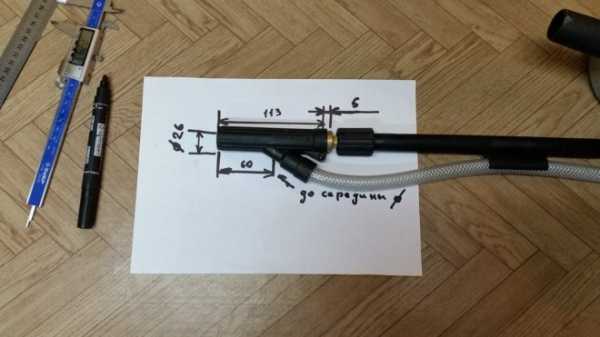
Геометрические размеры насадки
Для подключения бытового пескоструйного аппарата к системе водоснабжения можно использовать обычные шланги, так как они не будут испытывать значительного внутреннего давления. Уровень расхода воды, которая будет поступать из такого источника, должен находиться в пределах 50–120 литров в час, чего вполне достаточно для того, чтобы процесс обработки выполнялся эффективно и без пылеобразования.
Компрессор, к которому подключается аппарат, должен обеспечивать подачу воздуха под давлением 3–12 бар.
Речной песок следует просеять перед использованием
За подачу из специального бункера абразивного вещества, в качестве которого может использоваться песок и любой другой подходящий материал, отвечает всасывающий клапан, помещаемый в данную емкость. Возможность применения различных типов абразивных веществ особенно актуальна в ситуациях, когда обработке необходимо подвергнуть конструкции с поверхностями из различных материалов.
Не рекомендуется применять абразивный материал повторно, даже если расход его слишком большой. Объясняется это тем, что влажный абразив, до этого уже использованный в обработке, может быстро привести к сбоям в работе пескоструйного аппарата. Уровень расхода абразивного материала (у бытовых аппаратов, как правило, 50–200 кг/час) зависит от размера его фракций и от сложности конструкции, которая подвергается обработке.

На обработку одной стороны этой поворотной платформы от подъёмника ушло меньше ведра песка и около 5 минут времени
Основными конструктивными элементами, из которых состоит бытовой пескоструйный аппарат торговой марки Karcher, являются:
- пистолет, оснащенный воздушной насадкой и спусковым крючком;
- сопло, через которое в зону обработки подается абразивная смесь (внутренняя часть такого сопла для повышения его износоустойчивости покрыта карбидом бора);
- всасывающий клапан, обеспечивающий подачу абразивного материала из бункера;
- шланг, через который в систему подается абразив.
Важной опцией такого аппарата является возможность экстренной остановки его работы, что обеспечивает безопасность оператора в любой ситуации. Между тем, используя такое устройство, как и оборудование любой другой торговой марки, необходимо строго придерживаться правил техники безопасности: выполнять обработку только в специальной одежде, обуви, с использованием защитных средств для лица, глаз и органов дыхания.
Если вы ранее никогда не работали с пескоструйным аппаратом, то получить полное представление о правилах его использования можно, просмотрев соответствующее видео.Самодельная пескоструйная установка напорного типа. — Сообщество «Кулибин Club» на DRIVE2
Привет всем.
Пару лет назад я сделал себе пескоструйную установку, которой вполне успешно отпесочил детали от своей машины. После ее я забросил в дальний угол и больше не вытаскивал.
Полный размер
обычная хобийная пескоструйка

Полный размер
и сантехника, что вечно клинила при работе
Спустя некоторое время она понадобилась мне снова. Но прежняя конструкция меня не устраивала, посему решил ее кардинально переделать. За основу взял свою старую установку, хотелось самодельную пескоструйку, но что бы работала, как профессиональная.
Срезал все, что наварил прежде.
Полный размер
второе рождение пескоструйки
Из металлолома сделал ноги и кронштейны для крепления колес. В гаражном кооперативе местный токарь выточил мне ось, резьбу нарезал уже сам с помощью лерки.
Загрунтовал эпоксидником, зашпатлевал, выровнял поверхность. Затем снова нанес несколько слоев грунта. После покрасил в свой любимый цвет)
Полный размер
сохнет около ИК-лампы

Полный размер
уже в краске — рядом висит воздуховод
Разводка сделана из ППР 32 трубы. На корпусе закреплена в трех точках с помощью пластиковых скоб.
Полный размер
люблю сочетание черного на красном)
Сердцем любой пескоструйной установки является смесительный узел. У хобийных это — сантехнический тройник с краном. Проффесиональные же оборудованы шиберным затвором. Попытки найти чертежи в свободном доступе оказались провальны — их просто не от слова ''совсем''. Приобрести готовый затвор не позволяли финансы, стоит он совсем не гуманных денег((И все же долгие поиски привели меня на сайт Д2, где я связался с человеком, имевшим у себя шиберный кран собственного изготовления. У него были приобретены чертежи отличного качества, по которым на заводе изготовили затвор уже для меня.
Полный размер
такой вот наборчик

Полный размер
уже момент сборки

Полный размер
в тройнике установлены капролоновые вставки
Очень много времени при сборке шибера отнял подбор всяких болтов, количества прокладок и т.д. Материалы затвора: сталь, нержавейка. Прокладки из паронита, пропитанные высокотемпературным герметиком ( другого не было)
Полный размер
готовое изделие

Полный размер
примерка тройника с вставкой из капролона
Из-за компактности установки пришлось вначале устанавливать шибер, а уже потом тройник. Для подвода воздуха был использован кусок шланга Semperit, на соединениях все обжато силовыми хомутами.
Полный размер
подвод воздуха к затвору
Сопло из карбида бора я так же не смог себе позволить. И альтернатива в виде свечек не подходила. Но был занкомый гидрорезчик, который за спасибо подогнал мне стырые б/у сопла из карбида кремния или бора. Их запрессовал в ППР трубку, залил все расплавленным алюминием, кроме центрального канала. После спаял со штуцером и соединителем — и получилось самодельное сопло с диаметром 3-4 мм.
Полный размер
увесистая штука вышла

Полный размер
отверстие после 6 часов пескоструя
В старой установке больше всего меня бесило необходимость постоянно отвлекатся на настройку аппарата — то воздуха мало/много, то песок не идет и т.п. Очень хотел дистанционное управление, искал готовые решения — но ничего нет. Ну раз так, то сам все сделаю. Сказано — сделано. Купил 3х позиционный пневмопереключатель, штуцера и шланги. Под него запилил платформу с креплением к абразивному рукаву.
Полный размер
готовый пульт дистанционного управления)
Теперь есть возможность отключать/включать подачу воздуха/песка, не отходя от рабочего места.
Полный размер
пневмоцилидр шиберного затвора

Полный размер
пневмоклапан подачи воздуха в установку
И все бы хорошо, установка работает супер, но слабенький компрессор (360 л/мин) ну никак меня не устраивал. Решено — берем винтовой коперссор! Долгие поиски, штудирование форумов и одобрение на кредит — и вот, ОН МОЙ!))
Полный размер
дизельный винтовой компрессор Airman pds100s — 2,7 куб. м/мин
С ним песочить одно удовольствие, теперь мой проект по мазде пойдет куда веселее! = )
Всем спасибо за внимание.
p.s. Добавил коротенькое видео)
p.p.s. Небольшое видео, в котором установка прошла окончательную доводку.Сравнение трех методов очистки: пескоструйного, гидропескоструйного, гидродинамического
Уровень качества и эффективность обработки поверхностей пескоструйной техникой повлек за собой развитие и усовершенствование оборудования данного типа. В зависимости от условий окружающей среды, требований поставленной задачи по очистке объекта и материала обрабатываемой поверхности выделяют 3 вида инструментов. Рассмотрим основные преимущества и недостатки каждого из них, чтобы выяснить назначение каждого типа.


1Пескоструйная обработка: преимущества и недостатки
Пескоструйная обработка получила широкое распространение при проведении очистных работ по удалению ржавчины, застарелых остатков краски и других покрытий. Разберем, в чем же преимущества и недостатки этого способа очистки поверхностей:
|
|
5 направлений эффективного использования пескоструйной техники
В связи с указанными выше преимуществами и недостатками пескоструйного способа обработки поверхностей, специалисты нашей компании выделяют следующие наиболее эффективные сферы применения данной техники:
- Обезжиривание деталей из металла для последующего нанесения лака, краски и различных напылений.
- Обеспечение шероховатости поверхности для достижения максимальной адгезии с защитными покрытиями.
- Очистка металлических поверхностей от загрязнений следующих типов: устаревшая краска, ржавчина, окалина, лак и т.д.
- Декоративное матирование стеклянных и зеркальных поверхностей.
- Очищение стержней или арматуры из металла и приборов, используемых в электровакуумной среде.
- Декоративное «состаривание» объекта, например, деревянных поверхностей.
КСТАТИ. Металлические детали не терпят очистки никакими другими способами, кроме пескоструйного, так как при малейшем присутствии влаги сразу же начинают ржаветь. Избавиться от ржавчины можно только с помощью обработки специальными дорогостоящими химическими составами.
2Гидропескоструйная очистка объектов: преимущества и недостатки
Данный вид очистки объектов является разновидностью пескоструйной очистки поверхностей. Отличие заключается в том, что вместо воздуха вместе с абразивом под напором подается вода. Данный способ обработки имеет ряд существенных преимуществ. Благодаря им, гидропескоструйная обработка более безопасна для оператора, чем пескоструйка, и применяется без использования индивидуальных средств защиты.
Перечислим основные преимущества и недостатки данного способа:
|
|
Таким образом, гидропескоструйная очистка поверхности, наряду со сферами применения обычного пескоструйного оборудования, также предназначена для следующих видов работ:
- Очищение фасадов зданий и домов;
- Очистка кузовов и каркасов автомобилей;
- Зачистка автомобильных дисков;
- Снятие битумного покрытия.
3Гидродинамическая очистка
Обработка труб и поверхностей гидродинамическим способом отличается от описанных выше вариантов исключительно водным составом обрабатывающей струи.
| Отличается низкой стоимостью расходных материалов и исключительной безопасностью для окружающей среды. | В отличие от пескоструйной обработки гидродинамическая машина не сможет очистить глубокий слой ржавчины, битума или промышленной смолы. Для такой очистки потребуется огромный напор воды и соответственно большая мощность гидродинамической машины, что экономически нецелесообразно. |
Сфера применения машин гидродинамической очистки Наиболее эффективно применять данный вид оборудования для очищения трубопроводов любого типа, устранения засоров и смывания загрязнений. Также гидродинамическая очистка используется для обработки систем канализации, ливневых стоков и дренажных колодцев.
С машинами для гидродинамической очистки Вы можете ознакомиться в соответствующем разделе сайта.



Таким образом, каждый из имеющихся типов оборудования: будь то пескоструйник, установка гидропескоструйной очистки или гидродинамический аппарат имеет свои сферы применения, в которых проявляет максимальный уровень эффективности.
Получите более подробную консультацию по вопросам применения конкретного типа оборудования на Вашем объекте. Просто позвоните нам по телефону 8-800-555-95-28, напишите электронное письмо [email protected] или заполните онлайн-форму на сайте. Ваше обращение будет обработано в максимально быстрые сроки, и Вы получите интересующую Вас информацию, а также помощь специалиста в подборе оборудования.
Процесса пескоструйной обработки металла: оборудование, ГОСТы
Пескоструйная обработка, применяется для поверхностной очистки металла с применением природного абразива – песка, просеянного и очищенного до получения однородной фракции. Процесс пескоструйной обработки металла принципа и технологии работы основан на подаче под давлением песчаной смеси, которая направляется на объект обработки.
В ходе процедуры очищения абразивом, с металла «сбивают» не только появившуюся ржавчину, окалину, следы формовочного материала и остатки лакокрасочных покрытий (ЛКП), но и жировые отложения. Именно поэтому технология пескоструйной обработки метала, по праву считается крайне эффективным и относительно не дорогим способом подготовки металлов к последующему покрытию ЛКП или другим работам. Важнейшим аспектом в подготовке металлической поверхности считается — профиль поверхности. В результате исследований установлено, что для качественного сцепления и надежной защиты металла до нанесения укрывного средства необходимо соблюдать требования к пескоструйной обработке. Ниже показано фото пескоструйной обработки металла.
Равномерная и качественно исполненная насечка гарантирует более надежное и долговечное соединение между подготовленной поверхностью и покрытием. Частицы песка формируют на поверхности металла своеобразный рельеф, глубина которого зависит от параметров песка, давления, дистанции и угла атаки сопла.
Очистку металла делят на 3 последовательных стадии:
- Подготовка,
- Очистка и отделка,
- Упрочнение дробеструйным агрегатом.
На 1 этапе поверхность освобождают от ветхого ЛКП, продуктов окисления и прочих поверхностных загрязнений. Помимо указанного удаляется нагар, образующийся на прокате стали. Островатые песчинки образуют рельефность и создают шереховатость, что бы обеспечить большую защитную эффективность нанесенных средств.
Пескоструйная очистка и отделка, разнятся от подготовки, а именно в первом случае суть заключается в усовершенствовании общего вида детали и повышении уровня его пригодности, а не в подготовке детали к покрытию. Отделочная пескоструйка заключается в удалении заусениц с отлитых элементов, а также усовершенствовании его внешнего вида.
Дробеструйное упрочнение — это процесс который призван значительно повысить эксплутационные свойства деталей, испытывающих значительные нагрузки в процессе эксплуатации.
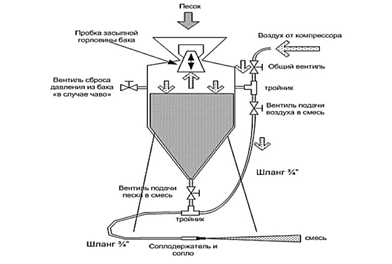
к содержанию ↑Аппарат для пескоструйной обработки металла, должен иметь такие свойствами, как достойная производительность и экономичность, достигаемая тем, что однажды использованный песок, специальным образом подготавливают и в дальнейшем используют повторно. Общая схема указанных систем включает компрессор, емкость для песка, сопло, шланги для воздуха находящегося в сжатом состоянии и песчаной смеси.
Оборудование для пескоструйной обработки металла подразделяют на 3 вида:
Всасывающего (эжекционного) эффекта, в котором воздух двигается в распыляющий элемент, где за счет образования разряжения, обрабатывающее вещество из резервуара всасывается в смешивающую емкость пескоструйника. Материал, объединяясь с воздушной массой, и образовавшаяся рабочая смесь посредством сопла направляется на обрабатываемый материал. Указанный вид агрегата безотказен в производстве, прост в эксплуатации, с минимальным износом трубопроводов и сопел, но с не большой плодотворностью.
Нагнетательного, в этих системах песок помещается в бункер, откуда в свою очередь посредством специального запора движется в резервуар, находящийся под давлением. Далее посредством нагнетаемого давления песчаная масса направляется в смесительную емкость, где поток воздуха направляет его к выводящему устройству, откуда и извергается на обрабатываемую плоскость. Нагнетательные установки обладают приличной плодотворностью, но их слабое место это сложносоставность и чрезмерная изнашиваемость смесепроводов и сопел.

Гравитационного, в них песок из специальной полости ссыпается в емкость, где соединяется со сжатым воздухом и перенаправляется в выводящую головку. Состав отдельных экземпляров указанного приспособления предусматривает перемешивание песчаного составляющего с воздухом, непосредственно перед выходом из подающего устройства. У описанного агрегата очень велика надежность при работе, они не мудрены в компоновке, более экономичные, чем два описанных выше вида.
Выделяют 4 базовых вида агрегатов:
- маломощные,
- среднемощные,
- высокопроизводительные
- и большеобъемные.
Маломощный — располагает вместимостью 10 — 30 л. Как правило, их употребляют в тех случаях, когда есть нужда в очистке элементов, транспортировать которые в производственные цеха нереально или нецелесообразно. Нужно понимать, что показатели давления воздуха во всех устройствах примерно идентичное, а небольшая мощность в данном конкретном случае указывает на ограниченные возможности в плане объема производимых работ. Основным преимуществом данного вида является облегченность, что способствует ее применению практически во всех условиях и на различных по сложности объектах.

Среднемощные пескоструйники доставляются к месту производимых работ на транспорте. Однако, несмотря на это он конструктивно наделен достойной эффективностью работы. В основном из-за вместительности резервуара для песчаного материала (100-140 л.). Однако наибольшим спросом пользуется пескообрабатывающая система которая располагает вместимостью более 150 л. Передвижные ее модификации снабжены колесной системой для мобильности. Для установки локального базирования необходимо специально выделенное и подготовленное помещение.
Пескообрабатывающий комплекс максимальных вместимостей это от 2000 до 22000 л. песка. Ее максимальная производительность получается кроме прочего из-за присутствия ни одного, а нескольких рабочих выходов.
к содержанию ↑ГОСТ 9.402-80 указывает на качественные показатели, требования к поверхности подготовленной для окрашивания или иного защитного покрытия. В нем содержатся требования к пескоструйной обработке:
- При 5-и кратным увеличением, с помощью специальных приспособлений, признаки ржавления металла и сажа отсутствуют
- При визуальном анализе, без специальных увеличивающих приспособлений отсутствуют следы окисления и ржавления металла, сажа, и иные слои не металлического происхождения. Не более чем на 4% поверхностных площадей имеются признаки окисления и ржавления металла и сажа.
На поверхностях отпескоструенного материала отсутствуют признаки окисления и ржавления металла и сажа.
Информативная составляющая о качестве и стандартизация очистки указаны:
Степень | Стандарт SSPC | Стандарт NACE | Стандарт SIS (ISO 8501) |
очистка до «белого металла» | SSPC-SP 5 | NACE No. 1 | SA-3 |
Очистка коммерческая | SSPC-SP 6 | NACE No.3 | SA-2 |
Очистка промышленная | SSPC-SP 14 | NACE No.8 | SA-2-1/2 |
Очистка поверхностная | SSPC-SP 7 | NACE No.4 | SA-1 |
Управляющие систем и аппаратов в обязательном порядке должны быть инструктированы по указанной стандартизации ГОСТа на пескоструйную обработку металла. Не столько для того, чтобы пройти приемщика работы, но для того, чтобы с уверенностью гарантировать, что антикоррозионное покрытие будет нанесено на качественно подготовленную поверхность.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
