Выпрессовка направляющих втулок клапанов
Запрессовка и выпрессовка клапанных втулок
Геометрические параметры и материал втулок.
У бензиновых автомобильных двигателей температура впускного клапана достигает 400 °С, а выпускного более 800 °С. Впускные клапаны омываются топливовоздушной смесью, а выпускные — отработавшими газами.
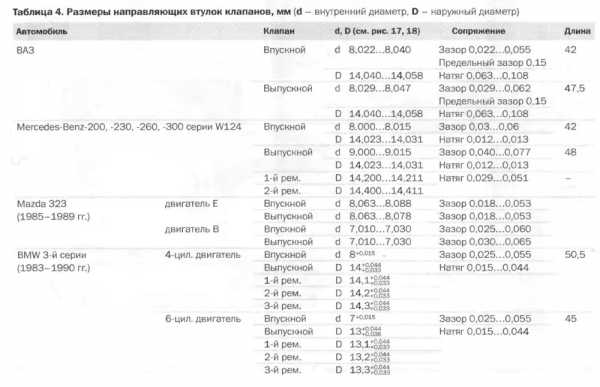
При этих условиях втулки клапанов должны прочно сидеть в головке блока цилиндров, осуществлять смазку и обеспечивать отвод тепла от стержня клапана. Требования к геометрии направляющих втулок и характеру их сопряжений по наружному диаметру (D) в головке блока и по внутреннему диаметру (d) со стержнем клапана строго нормированы (рис. 17, 18, табл. 4).

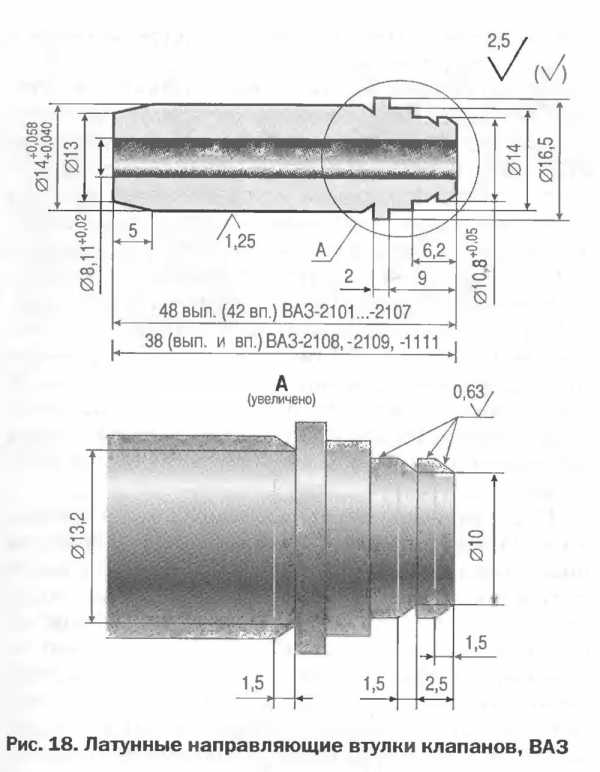
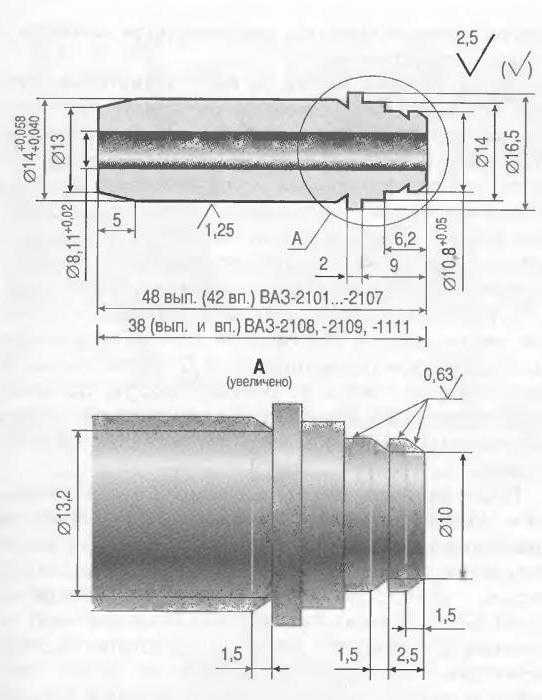
На рис. 17 представлены направляющие втулки клапанов двигателей ВАЗ. Втулки впускного и выпускного клапанов легко отличить: у втулки впускного винтовая канавка для удержания масла нарезана на половину длины втулки, что уменьшает поступление масла в камеру сгорания, а втулка выпускного для лучшего отвода тепла сделана более длинной.
Для головок блоков цилиндров из алюминиевых сплавов втулки изготавливают из чугуна (двигатели ВАЗ, см. рис. 17), из латуни или бронзы (см. рис. 18).
Бронзовые и латунные втулки обеспечивают более интенсивный отвод тепла от стержня клапана и лучше работают в условиях недостаточной смазки. Их обычно устанавливают в более форсированных двигателях, в которых условия смазки стержней выпускных клапанов весьма неблагоприятны из-за высокой температуры последних, а стержней впускных клапанов — вследствие выдувания и смывания масла топливовоздушной смесью, постоянно находящейся во впускном трубопроводе под пульсирующим давлением. Латунь лучше чем чугун работает в условиях ограниченной смазки, ее теплопроводность (см. табл. 5) в два раза выше, чем у чугуна
У латунных втулок есть смысл изменить посадочную поверхность под маслоотражательный колпачок, удалить канавку под стопорное кольцо и сделать ребро охлаждения, которое одновременно является и фиксатором положения втулки в головке блока цилиндров.
Латунные клапанные втулки применяются в двигателях автомобилей Audi, BMW, Volvo.
Вышеперечисленные свойства латуни позволяют отказаться от винтовых канавок в отверстиях клапанных втулок и сделать втулки впускных и выпускных клапанов одинаковой длины. Так сделано у упомянутых выше иномарок. У части иномарок одинаковыми (короткими) делают ремонтные латунные втулки
Латунные втулки позволяют уменьшить рабочий зазор в паре втулка — стержень клапана, что уменьшает расход масла. Большой коэффициент теплопроводности латуни способствует быстрой передаче тепла от стержня клапана к головке блока цилиндров и далее к охлаждающей жидкости. При выборе марки латуни необходимо иметь в виду, что латуни с большим содержанием цинка более дешевые, лучше обрабатываются резанием, лучше прирабатываются и меньше изнашиваются. Вместе с тем у этих латуней меньше теплопроводность. Более низкая температура латунных втулок способствует более длительной работе маслосъемных колпачков, что также уменьшает расход масла.
К сожалению, у латунных втулок есть и минусы. При нормальном рабочем зазоре «разогретой» втулки зазор у «неразогретой» слишком велик. Так у Audi (латунные втулки) в соединении втулка — клапан зазор у впускных клапанов 0,1 мм, у выпускных 0,13 мм. Тогда как у автомобилей ВАЗ (чугун) соответственно 0,022…0,055 мм и 0,029…0,062 мм, т.е. примерно в два раза меньше. Попытка уменьшить этот зазор всегда приводит к заклиниванию (схватыванию) стержней клапанов латунными втулками.
При изготовлении втулок необходимо обеспечить максимальную соосность внутреннего отверстия (под стержень клапана) и наружных посадочных поверхностей (в головку и под колпачок). Заметим, что у чугунных втулок, поступающих в запасные части, несоос-ность встречается довольно часто.
Если головка блока цилиндров чугунная, то установка специальных направляющих втулок клапанов не обязательна, отверстия под клапаны выполнены непосредственно в головке.
Размеры втулок даны на рис. 17 и 18, в табл. 4. Усилие запрессовки латунных втулок (см. рис. 18) в 2…3 раза меньше, чем чугунных (см. рис. 17). Процесс их запрессовки — легкое постукивание по оправке.
На втулку (см. рис. 18) колпачок напрессовывают нажатием руки на специальное приспособление. А вот спрессовывается колпачок в этом случае значительно труднее, чем со втулки (см. рис. 17).
Определение технического состояния втулок. Пригодность втулки рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми (см. табл. 4). Обычно у отечественных автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
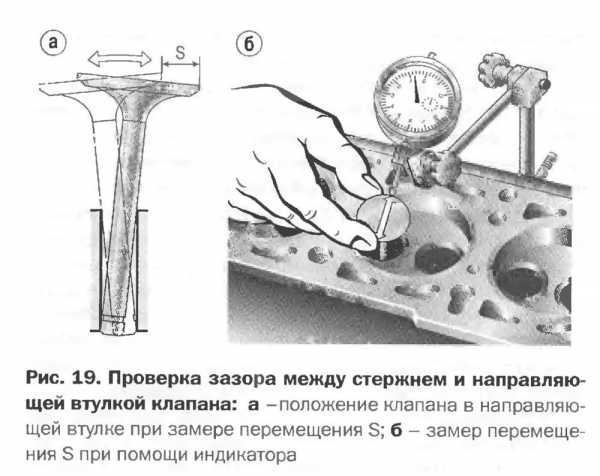
Удобно замерять зазор в сопряжении втулка—клапан следующим образом (рис. 19). Клапан приподнимается над седлом до положения, показанного на рис. 19,а. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону (рис. 19,6) и считываем показания индикатора. Величину зазора в сопряжении втулка—клапан по схеме на рис. 19,а можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7…0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5…0,7 мм, предельный 1,0 мм. Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок (см. рис. 17).
Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей (d, D) втулки видна невооруженным глазом по разностенности, по заход-ной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32…1,25 мкм). Развертывание не изменяет положение оси отверстия. Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок. Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей.

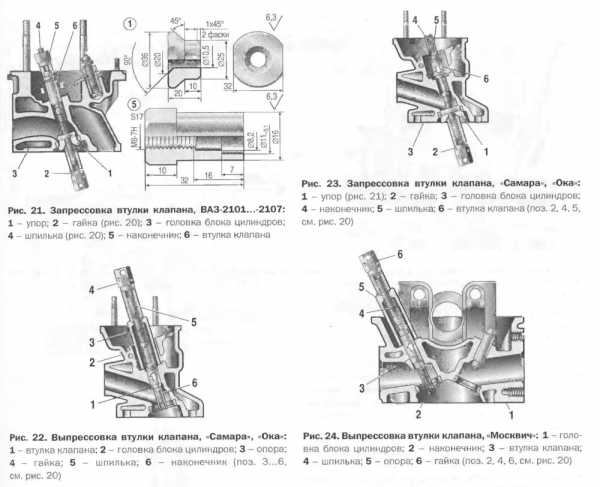

Выпрессовка втулки клапана «Жигулей» показана на рис. 20. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку 5 (размеры в скобках) и низкую гайку 7.
Запрессовка новой клапанной втулки (рис. 21) производится при помощи шпильки 5 (см. рис. 20), гайки 4, упора 1 (см. рис. 21) и наконечника 5.
Выпрессовка (рис. 22, 24) и запрессовка (рис. 23, 25) втулок автомобилей «Самара», «Ока» и «Москвич-21412» производится при помощи тех же самых приспособлений, что и для «Жигулей» (см. рис. 20, 21).
При ремонте головок блоков «Москвичей-21412» и «Волг» ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160…175 °С, а втулки охлаждают в двуокиси углерода («сухой лед») до -40…-45 °С. При таких условиях втулки практически вставляют в отверстия головок, а не запрессовывают (головки двигателей воздушного охлаждения рекомендуют нагревать до 190…210 °С — ЛуАЗ-969М, без охлаждения втулок).
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм.
При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессо-вать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
Если рекомендуемые натяги в соединении втулка — головка у автомобилей ВАЗ 0,063…0,108 мм, у «Москвичей» и «Волг» соответственно 0,025…0,064 мм и 0,027…0,087 мм, т.е. меньше; но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок (ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм).
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1мм.

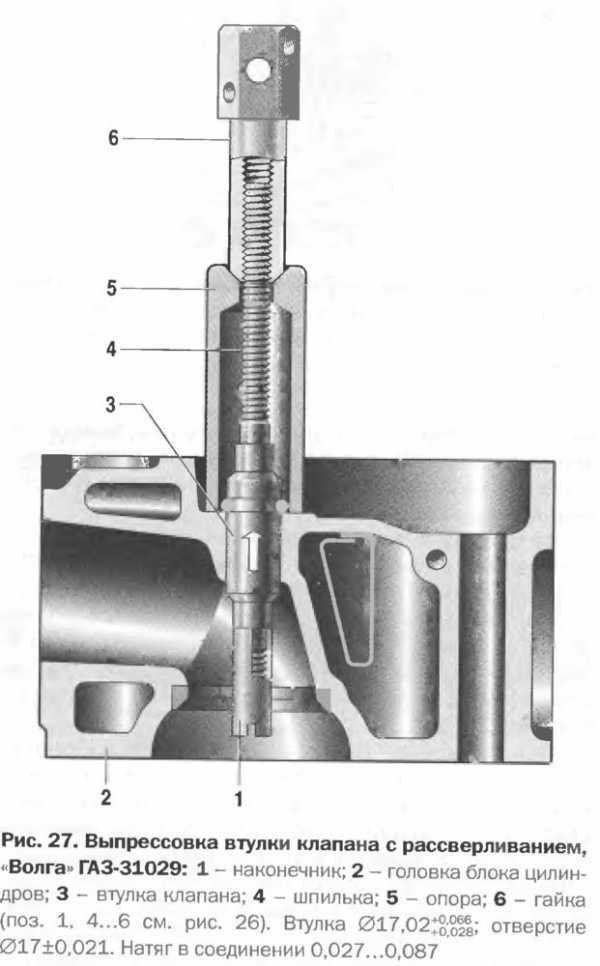
Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рис. 26, 27. В приспособлениях различными являются только наконечники 3. Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском).
Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость; менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрес-совке втулок.
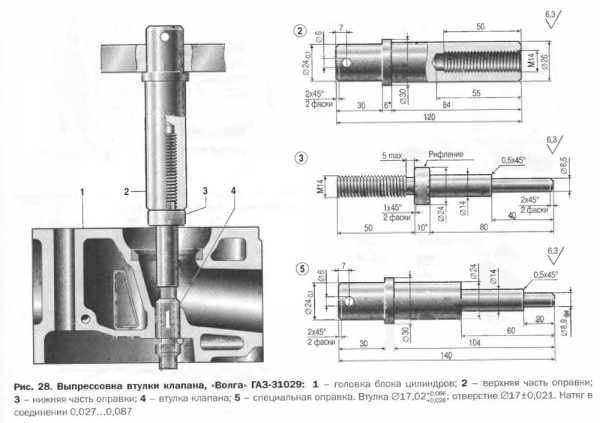
Вертикальное расположение втулок в головке цилиндров двигателя «Волги» позволяет довольно просто выпрессовать их на прессе (рис. 28). При этом может быть использована оправка, свинчиваемая из двух деталей 2 и 3 или специальная оправка 5 (одна деталь).
Выпресовка направляющих втулок клапанов BMW 6mm. — Сообщество «Кулибин Club» на DRIVE2
madjesus666 был 44 минуты назадЯ езжу на BMW 3 series Coupe Москва, Россия
В свете недавних событи с моим мотором, предстоит замена гбц. Преобрел БУ голову от BMW М50 однованусную. А т.к пробег на этих моторах явно переваливает за не одну сотню тысяч км, то направляйки клапанов тут точно не в бодром состоянии. Чтобы их вытащить есть вариан номерРаз — отдать по 100р в конторе за втулку итого 2400 ре.Номер два — найти выколотку под 6мм и выколачивать втулки. Хорошая стоит 400-600 рэ. Но можно расплющить торец и оставить задир на поверхности в которую нужно пресовать новую втулку.Номер три — купить в магизине специнструмента набор для замены направляек. Но он тоже для работы с молотком. В среднем 2300-3500р и в добавок, сложно найти и так же есть шанс испортить поверхность рисками.А мне нужно было втулки выдернуть сдесь и сейчас! Пришлось придумывать из того, что было в ближайшем магазине запчастей.Итак был куплен болт ГБЦ от ВАЗ 2112 резьбы М12х1.5 (45рэ)Болт М6 под шестигранник длинной 80мм (прочность 12.8) (35рэ)Два самых дешевых поршневых пальца от ВАЗ. (170рэ)Упорный подшипник не большой, непомню от чего. (60рэ)Удлиненная гайга М6 (15рэ)И четыре шайбы (40рэ)Гайка под резьбу М12х1.5 была в гараже.Итого 350 деревянных.Собрав все это лего в пакет, поехал в гараж. Дальше насадил удлинную гайку в торец болта и приварил хорошим длиным швом. Зачистил сам шов, чтобы пролазили поршневые пальцы и упорный подшипник с гайками. Собрал весь этот причиндал, и на удивление он честно отработал свои 350 рэ. И вытащил все 24 направляйки которые явно никто никогда не менял. И остался жив! Но для подстраховки прогревал канал ГБЦ газовой горелкой.
Фото всей этой не хитрой но на уливление живучей приблудины прилагаю ниже. Может кому пригодится такое исполнение.

Полный размер
Вот так это все выглядит
Замена направляющих втулок клапанов и седел
Исходим из того, что трещин в головке двигателя нет, а клапанные седла имеют износ. Расскажем как заменить направляющие втулок клапанов и седел клапанов.
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30-40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03-0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02-0,04 мм, для выпускных — 0,03-0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — это притирка клапанов. Сегодня при профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Замена направляющей втулки клапана: конструкция механизма
Замену направляющих втулок клапанов необходимо осуществлять при ремонте головки блока цилиндров, а также при чрезмерном износе элементов. Отечественные автомобили обладают значимым преимуществом – их можно ремонтировать самостоятельно, имея под рукой минимальное количество инструментов и приспособлений.
Также в магазинах имеется большой выбор запасных частей различных производителей, поэтому с ними проблем не возникает никогда. Однако при регулировке клапанов на переднеприводных автомобилях требуются шайбы, они не всегда есть в свободной продаже. А вот направляющие втулки меняются относительно просто. Такая процедура обеспечит нормальное функционирование двигателя.
Зачем нужна втулка

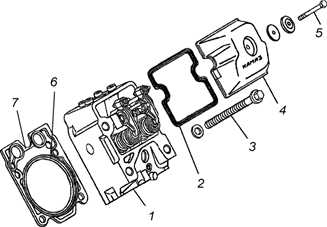
Для того чтобы обеспечить стабильную и бесперебойную работу двигателя внутреннего сгорания, используется головка блока конструкции. В ней имеются такие элементы:
- Направляющие втулки клапанов.
- Клапаны.
- Тарелки и пружины клапанов.
- Сухари для фиксации элементов.
- Сальники для недопущения попадания масла в камеры сгорания.
При замене направляющих втулок клапанов ВАЗ-2109 нужно обеспечить максимальную чистоту. Все работы проводить только на верстаке, перед установкой обязательно очищать все элементы от загрязнений. В противном случае частицы пыли попадут внутрь камеры сгорания и повредят поверхность гильз.
Клапаны устанавливаются в отверстия, через которые проходит топливная смесь и выхлопные газы. Чем точнее будет работать система клапанов, тем выше мощность двигателя, его крутящий момент. Если направляющая окажется немного деформированной, то это приведет к тому, что ножка поршня не сможет нормально перемещаться – ей будет мешать сила трения. Из-за этого эффективность работы всего механизма снижается в несколько раз. Вероятность обрыва ремня ГРМ увеличивается.
Конструкция клапанной системы
На каждом клапане имеются тарелки – рабочие части дисковидной формы. Они максимально плотно прилегают к гнезду. Чтобы обеспечить максимально плотное соединение, потребуется при проведении ремонта делать притирку. Для этого используются специальные абразивные пасты. Вторая часть клапана – это шток с прорезями на конце. С его помощью передается поступательное и возвратное движение к тарелке. Благодаря этому отверстие в головке блока своевременно открывается и закрывается.
Для обеспечения движения клапана строго по оси используются втулки. Конструкция у них такая, что ножка клапана не может смещаться в стороны – только вверх или вниз. Между внутренней частью втулки и штоком нет зазоров, поэтому через нее не сможет пройти моторное масло в камеру сгорания. Хотя для этой цели устанавливаются сальники. Но со временем необходимо проводить замену направляющих клапанов, так как под действием силы трения они все равно разрушаются.
Когда нужно менять втулки
Обязательно нужно убедиться в том, что неисправны именно втулки. Аналогичные признаки могут возникнуть и при выходе из строя сальников. Когда необходимо менять направляющие на клапанах?
- При наличии в камерах сгорания моторного масла. При этом из выхлопной трубы идет сизый дым, увеличивается расход масла.
- Если имеются стуки и иные посторонние звуки, доносящиеся со стороны головки блока цилиндров.
- Если осуществляется ремонт головки блока, обязательно устанавливайте новые направляющие.
- При замене всех клапанов в ГБЦ после повреждений (при обрыве ремня газораспределительного механизма).
- При проведении капитального ремонта головки блока.

Подготовка к ремонту
Максимально тщательно нужно проводить ремонт головки и механизмов газораспределения. Необходимо наличие нескольких специальных инструментов, набора ключей явно будет недостаточно. Замена направляющих втулок клапанов ВАЗ-2106 проводится точно так же, как и на любой другой модели. Конструкция отличается, но незначительно. Мастеру потребуется такой инструмент:
- Оправка для выпрессовки направляющих из посадочных мест. Ее можно изготовить на токарном станке или приобрести в магазине. Заводские изделия имеют рукоять и рабочую часть, которая представляет собой металлический стержень с диаметром, немного меньшим, нежели у втулки. На конце часть тоньше – она свободно проникает во внутреннее отверстие втулки клапана.
- Специальные развертки с размерами 8,022..8,040 (для клапанов впуска) и 8,029..8,047 (для клапанов выпуска). С помощью этих приспособлений, которые представляют собой удлиненные сверла, можно увеличить диаметр отверстий в головке блока под установку направляющих до нужного размера.
Все работы желательно проводить при снятой головке. Обязательно снимаете клапаны, сальники, распределительный вал и остальные элементы.

Последовательность действий
Заранее очистите от загрязнений все элементы головки блока. Новые направляющие положите в морозильную камеру за пару дней до начала ремонта. Алгоритм выполнения работ такой:
- Вставляете оправку с внутренней стороны, наносите удары молотком, чтобы выбить старые втулки. Делайте это максимально аккуратно, чтобы не повредить элементы ГБЦ. Извлеките все направляющие.
- Очистите места под установку новых втулок. Используйте для этого растворитель и щетку. После обязательно продуйте сжатым воздухом.
- Прогрейте головку блока на электроплите до 100 градусов. Во время этого процесса посадочные отверстия расширятся, установить втулки будет проще.
- Установите на втулки стопорные колечки.
- Вставьте направляющие в посадочные отверстия, забейте их при помощи оправки до упора.

Завершение работ
Прежде чем устанавливать клапаны, доработайте внутренние отверстия во втулках. Для этого дайте головке блока полностью остыть. Попробуйте установить клапаны – если они не входят, то воспользуйтесь разверткой для увеличения отверстия. Сначала используете самый маленький размер. Обязательно после каждого прохода примеряйте клапан.
Вам нужно добиться максимальной плотности посадки клапана во втулке. При замене направляющих втулок клапанов ВАЗ-2112 обязательно наметьте положение впускных и выпускных отверстий. Впускные втулки короче выпускных, поэтому при монтаже их спутать невозможно.









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
