Гильзовка алюминиевого блока цилиндров
Гильзовка алюминиевых блоков цилиндров в Чите - Забчасти.рф

- 30 мая 2016 22:29:46
- Просмотров: 6653
- Ремонт алюминиевых блоков цилиндров
Сначала ХIХ века механики и инженеры трудились над изобретением и усовершенствованием механизмов, которые в последствие были названы двигателями внутреннего сгорания (ДВС). Француа Исаак де Ривас, Этьен Ленуар, Николаус Аугуст Отто, Огнеслав Степанович Костович, Готтлиб Даймлер, Рудольф Дизель – неполный перечень основных участников этого процесса, который длился почти сто лет. На протяжении этого длительного времени силами и знаниями этих и многих других людей были сформулированы и реализованы общие базовые принципы строения, устройства и работы ДВС. Современную жизнь невозможно представить без транспорта. Автомобиль стал неотъемлемой частью нашей жизни. Но мы практически не вникаем в то, как этот самый автомобиль устроен, как его правильно эксплуатировать и тем более, как правильно ремонтировать. По среднестатистическим данным около 60% автомобильного рынка составляют поддержанные автомобили. В Чите и Забайкальском крае более половины всех транспортных средств представляют автомобили японских производителей. Но за последние несколько лет, вырос покупательский интерес к европейскому автопрому в целом и к немецкому в частности, ведь покупка поддержанного «немца» становится все легче. Но за этим кроется неприятный факт – часть этих автомобилей попадает на наш рынок далеко не в идеальном состоянии. Если несколько лет назад одна из основных проблем была в диагностике и ремонте электронных систем управления, то в последнее время, на первый план по актуальности встала проблема механического ремонта ДВС.
С ремонтом двигателей европейцев «ремонтники» в нашем регионе сталкивались и раньше, но это были единичные случаи. В основном все обходилось техническим обслуживанием (замена колец, вкладышей, резиновых уплотнителей на стандартные новые) или заливкой присадки, либо заменой мотора. В последние годы из-за увеличившегося количества б/у европейских автомобилей увеличился спрос и на ремонт, при этом не мелкосрочный, а именно капитальный в полном объеме. Этому способствует так же и доступность информации, в том числе через интернет и расширяющийся, насыщенный рынок запасных частей, как оригинального качества, так и всевозможных заменителей.
Как все-таки правильно ремонтировать блоки цилиндров?
Уже имея определенный опыт ремонта ДВС «европейцев», который основывается, во-первых, на теоретических знаниях, полученных из специализированной литературы, во-вторых на практических навыках, полученных у более опытных специалистов из западной части нашей страны. Хотелось бы описать общие, базовые принципы, с небольшими деталями личного опыта по ремонту конкретно алюминиевых двигателей внутреннего сгорания с блоками цилиндров типа – Алюсил (Alusil – заэвтектический алюминиевокремниевый сплав, содержащий около 78 % алюминия и 17 % кремния. При методе Alusil весь блок цилиндров состоит из алюминиево-кремниевого сплава), применяемых в двигателях таких марок автомобилей, как: Audi, VW, BMW, Porsche, Mercedes-Benz и др.

Слабое место этого мотора – перегрев, а также масляное голодание приводящее к мгновенному появлению «задиров», как следствие возникает необходимость в замене мотора, либо его капитальном ремонте.
Менять, нельзя, ремонтировать
Практика ремонта этих моторов не может основываться лишь на опыте наших «дедов», которые всю жизнь ремонтировали автомобили марки «Жигули», «Москвич», ГАЗ-51. Хотя моторы принципиально одинаковы, конструктивно имеют большие отличия и устроены более сложно, поэтому необходимы специальные знания и навыки. Замена мотора не всегда панацея. Нет гарантии приобретая мотор, получить его в хорошем состоянии. Неквалифицированный ремонт может вылиться в еще большую «копеечку», с потерей времени и дальнейшими «разбирательствами». Так все-таки, можно ли в городе Чита качественно с гарантией отремонтировать мотор с алюминиевым блоком типа Алюсил? Рассмотрим конкретно общие принципы ремонта, материалов, принадлежностей, запчастей, которые, мы применяем при ремонте двигателей с алюминиевыми блоками цилиндров. 

Расточка блока цилиндров
Для механической обработки V – образного мотора необходимо специальное приспособление, которое может быть либо поворотным столом, либо шлифованной скалкой на двух регулировочных опорах с прижимами. Сам по себе станок принципиального значения не имеет. Это может быть, как расточной, либо координатно-расточной станок, главное, чтобы он был в исправном техническом состоянии. Подготовка к установке гильзы в блок происходит в несколько этапов. Предварительное сверление осуществляется со снятием припуска максимально 0,5 мм за проход. При чистовом сверлении, снимается припуска в 0,1 мм. 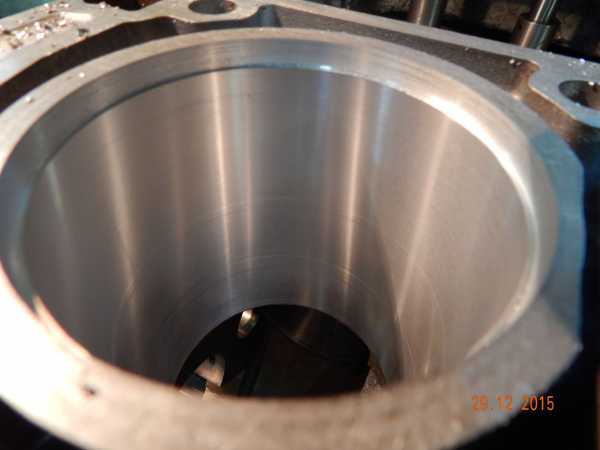





Казалось бы, два противоречивых определения, но в совокупности это называется – плосковершинным хонингованием.
Хонингование блока цилиндров
Хонингование – это процесс абразивной обработки металла хонинговальными брусками (хонами). Применяется для обработки внутренних поверхностей цилиндров методом вращательного и возвратно-поступательного движения хонинговальной головки с закреплёнными в ней раздвижными абразивными брусками с орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. При окончательной обработке хонингованием возможно не только получение отверстий или цилиндров с желаемыми диаметрами и качеством внутренней поверхности. Также погрешности в геометрии отверстий, возникшие при предыдущей обработке, которые, соответственно, не смогли быть устранены. Кроме того, основной целью, которой добиваются при хонинговании, является нарезание тонких бороздок под определенным углом, на рабочей поверхности цилиндра, что ведет к более легкому скольжению поршней в цилиндрах, а также их лучшему смазыванию и соответственно значительному увеличению ресурса силового агрегата. 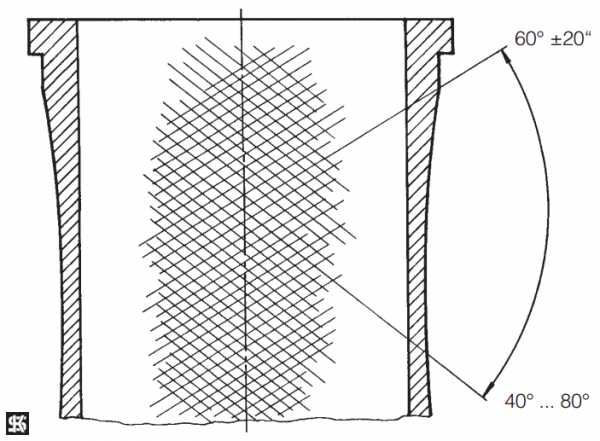 Угол наносимых рисок имеет большое значение, поскольку чем больше угол хонингования, тем меньше будет волнистость на поверхности, к тому же меньший угол влияет на снижение «жора» масла двигателем. По рекомендации фирмы Kolbenschmidt, угол хонингования должен изменяться от 40° до 80°.
Угол наносимых рисок имеет большое значение, поскольку чем больше угол хонингования, тем меньше будет волнистость на поверхности, к тому же меньший угол влияет на снижение «жора» масла двигателем. По рекомендации фирмы Kolbenschmidt, угол хонингования должен изменяться от 40° до 80°.

В какой-то промежуток времени некоторыми «мастерами» был выдуман своеобразный способ получения рисок на стенках цилиндров – так называемый «дрынохон» или еще лучше наждачка – старый дедовский способ, данный метод даже применяется и по сей день в некоторых мастерских нашего города. Плюс конечно данного метода на лицо – освежить мотор, можно не снимая его с автомобиля, но о соблюдении требуемых значений угла хонингования и шероховатости от 2 до 5 мкм думать не стоит. В данном случае какой ремонт применить решать только владельцу транспортного средства.
Powered by SEO CMS ver.: 28.0 TOP (opencartadmin.com)Гильзовка алюминиевого блока цилиндров
При достижении определенного километража, а также при интенсивной эксплуатации, двигатель нужно отдавать на капремонт, поскольку ему гарантированно потребуется расточка блока цилиндров и смена гильз.
Почему гильзы нужно менять
 При достижении определенного пробега, цилиндр, подвергаемый постоянным механическим нагрузкам от работы поршней, изнашивается. Вследствие износа, его стенки стачиваются, покрываются вмятинами, царапинами и коррозией. Чтобы избавиться от этих дефектов, пагубно влияющих на работу поршня, производится расточка цилиндра, которая предполагает снятие определенного слоя металла со стенок.
При достижении определенного пробега, цилиндр, подвергаемый постоянным механическим нагрузкам от работы поршней, изнашивается. Вследствие износа, его стенки стачиваются, покрываются вмятинами, царапинами и коррозией. Чтобы избавиться от этих дефектов, пагубно влияющих на работу поршня, производится расточка цилиндра, которая предполагает снятие определенного слоя металла со стенок.
Когда поршневой блок проходит несколько таких расточек, то объем каждого цилиндра увеличивается настолько, что он больше не может обеспечить эффективную работу поршней, предназначенных для данного типа двигателя. В подобных случаях первоначальный объем цилиндра восстанавливают с помощью специальных вставок под названием «гильза».
| Гильзовка алюминиевого БЦ | договорная |
Некоторые производители двигателей комплектуют свои изделия гильзами сразу, чтобы облегчить и удешевить автовладельцам будущий капремонт и увеличить моторесурс. Процедура по замене этих вставок называется гильзовка. Она позволяет увеличить ресурс ДВС на 100-150 тыс. км.
Данный вид ремонта требует от автослесаря наличия опыта, специфических навыков и высокоточного оборудования, а потому под силу лишь профессионалам своего дела. Именно такие специалисты, оснащенные всем необходимым, работают в нашей автомастерской, которая предлагает услуги по гильзовке алюминиевого блока цилиндров.
- Самая низкая цена на переборку
двигателя в Москве
- Полный видеоотчет
о работе
- К каждому клиенту индивидуальный
подход
- Гарантии на предоставленную
работу
- Диагностика авто на новом
оборудовании
Виды гильз
В двигателестроении распространено два типа гильз:
«сухие»
Они получили свое название потому, что в ходе работы двигателя на них не попадает охлаждающая жидкость. Установка гильз «на сухую» потребует предварительной расточки гнезда с помощью высокоточных станков.
«мокрые»
В отличие от сухого типа, такие вставки контактируют с ОЖ, но лишь частично. Чтобы ОЖ не попала непосредственно в цилиндр, такие вставки оснащают прочными уплотнителями, которые также препятствуют проникновению продуктов сгорания в охладительную систему двигателя. Такой тип гильз наиболее ремонтопригоден. Вид вставки зависит от материала, из которого изготовлен блок цилиндров. Для чугунных БЦ используют вставки из чугуна с легирующими добавками и низким количеством углерода, а для алюминиевых БЦ – используется гильза из алюминия с примесью других металлов.
ОСТАВЬТЕ ВАШ ТЕЛЕФОН и мы свяжемся с вами через 15 минут
Методы гильзовки
Гильзовка может производиться двумя методами:
холодным
Если на двигателе заранее установлены «мокрые» гильзы, то их замену можно осуществить без всякой расточки и даже без помощи специального высокоточного оборудования. В таком случае старая гильза вынимается, посадочное гнездо смазывается герметиком, и на ее место вставляется новая. Такой ремонт блоков даже не считается капитальным.
горячим
Без этого метода никак не обойтись, если производится ремонт блока цилиндров с «сухими» гильзами. Подобный ремонт производится в таком порядке: блоки цилиндров нагреваются в печи или паяльной лампой до 130- 150 градусов. Гильза, напротив, охлаждается до предельно допустимых температур с помощью жидкого азота, из-за чего уменьшается в объеме. Затем гильзу обрабатывают составом от образования конденсата и просто вставляют в горячее посадочное гнездо. Когда расширенный металл блока цилиндров уменьшится в объемах, он плотно зафиксирует гильзы в гнездах.
Гильзовка алюминиевых блоков чугунными гильзами
2 метода гильзовки блока цилиндров: особенности ремонтных работ
Стандартно расточка блока цилиндров является оптимальным вариантом для ремонта, однако при определённых обстоятельствах её стоит заменить гильзовкой. В каких случаях гильзовка блока цилиндров более целесообразна и что собой представляет данная процедура? Как выполнить гильзовку с учётом типа гильз?

Часто производитель авто предусматривает расточку блока цилиндров под больший размер поршня в ремонтных целях. Но не всегда такой ремонт возможен. К категории исключений стоит отнести трещины, задиры и глубокие царапины в цилиндре после разрушения поршня, а также его избыточный износ, отсутствие комплекта, необходимого для ремонта или их высокая стоимость. В случае с определёнными двигателями такой ремонт вовсе не предусмотрен. Гильзовка блока цилиндров является альтернативным вариантом ремонта в упомянутых ситуациях.
Что такое гильза блока цилиндров двигателя?
Гильза представлена в виде съёмной вставки в блок цилиндров двигателя. Иными словами – это своеобразные стенки блока цилиндра, поскольку поршень движется именно в ней. Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Независимо от типа втулок блока они должны соответствовать следующим требованиям:
- материал, из которого они изготовлены, должен быть прочным;
- стойкость к температурным и механическим нагрузкам;
- стойкость к коррозионным процессам.
Если гильзы устанавливаются с уплотнителем, то в месте стыковки втулки с блоком цилиндров необходимо обеспечить требуемые параметры. При выборе гильз обращайте внимание на такие факторы, как толщина стенок, а также конусность и эллипсность изделий. Некоторые гильзы не предусматривают наличие допуска под дополнительную расточку после установки в блок – данный нюанс также необходимо брать во внимание.

Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Как выбрать АКБСухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.

Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
- Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала. На данном этапе очень важно выдержать необходимую форму паза.
- Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
Выводы
Подводя итоги, стоит отметить, что эксплуатация двигателя при качественно загильзованном блоке цилиндров и соблюдении всех технологических этапов достигает 150 тысяч км. Дополнительным условием является правильная эксплуатация двигателя и его регулярное обслуживание.
Центр МОТОР−М
Гильзовка. Стоимость в Центр МОТОР
«Двигатель «одноразовый», ремонтировать нельзя, только менять (двигатель в сборе, «шорт-блок» или блок цилиндров)…» – чаще всего такое можно услышать про алюминиевые блоки современных двигателей «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс»), «БМВ», особенно про блоки цилиндров с «никасилевым» покрытием («nicasil») или «алюсилевые» («alusil») (другое название: силумалевые – «silumal»).
Аргумент такой – гильзовка чугунными гильзами алюминиевого блоа цилиндров не предусмотрена заводом-изготовителем и поэтому такой блок работать не будет, гильзовка невозможна. Между тем, сами фирмы так не считают, например в «БМВ» совершенно спокойно перешли с никасилевого покрытия на двигателях серии M52 на чугунные залитые гильзы на двигателях серии M54 (и продолжают их использовать в дизельных двигателях серии N57), а на двигателях серии N52 применяют технологию заливки алюсилевого блока гильз в магниевый блок цилиндров, «Ауди», «Фольксваген» и «Хонда» также используют все эти варианты (в последнее время, кстати, все чаще применяются именно чугунные гильзы).
Причины отказа от гильзвки блока чугунными гильзами: снижение стоимости изготовления и уменьшение веса, простота переработки при утилизации. На то, что при этом уменьшается ресурс (двигатель с чугунными гильзами намного жестче и дольше сохраняет геометрию цилиндров), изготовитель редко обращает внимание (кстати, переход с никасилевого покрытия на двигателях серии М52 на чугунные гильзы в двигателях серии М54 у «БМВ» был вызван именно многочисленными нареканиями на малый ресурс).
Между прочим, стоит это иметь в виду при покупке контрактного двигателя б/у: прошло время чугунных «миллионников», сейчас уже хорошо, если двигатель с алюминиевым блоком выхаживает 200 тыс. километров. «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс») спокойно используют чугунные гильзы в алюминиевых блоках уже много лет, при этом для большинства двигателей расточка под ремонтные поршни не предусмотрена (многие даже разбирать нельзя – только замена «шорт-блока»). Между тем абсолютно все блоки можно отремонтировать при помощи гильзовки блока без ухудшения их потребительских качеств, и прилично сэкономив.
2. Некоторые особенности гильзовки алюминиевых блоков цилиндров.
Гильзы с буртами или без?
Основная проблема при гильзовке алюминиевого блока цилиндров чугунными гильзами – разный коэффициент расширения алюминия и чугуна. Чтобы компенсировать ослабление посадки гильзы в блоке при нагреве двигателя до рабочих температур гильза изначально устанавливается в блок с большим натягом, а чтобы исключить возможность подвижности гильзы в цилиндре даже при больших перегревах гильза выполняется с буртом (с «шляпкой»), которая зажимается между блоком и головкой (см. рис.1).
Если устанавливать гильзу без бурта (см. рис.2), то гарантировать, что она не сдвинется после гильзовки, невозможно (кстати, такое часто случалось со старыми бензиновыми двигателями V-8 «Ленд-Ровер»).
А как с поршневыми кольцами – ведь материал цилиндра поменялся?
Теперь о том, что касается взаимозаменяемости поршневых колец для различных блоков. Есть простые правила: - кольца для «никасила» не подходят для чугунных гильз (слишком мягкие, быстро стираются), требуется подбор колец от двигателей с чугунными цилиндрами (возможно, с доработкой канавок под кольца на поршнях)
- кольца для «алюсила» вполне можно использовать для чугунных гильз.
А что такое вообще - «никасил» и «алюсил» («силумал»)?
Немножко подробнее о том, что такое «никасил» и «алюсил», а также общие мысли о расходе масла современными двигателями: «никасил» - очень твердое и тонкое (0,2…0,3 мм толщиной) гальваническое покрытие на стенках цилиндра (внешне блестящее, с рисками от хонинговки – очень похоже на обычную чугунную гильзу). Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя. Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»). Цилиндричность нарушается, поршни и поршневые кольца перестают нормально работать – отсюда повышенный расход масла и стуки (особенно на «холодную»). «Никасил» полностью удаляется при расточке блока под гильзы.
«Алюсил» («силумал») - специальный алюминиевый сплав, из которого сделан цилиндр (внешне матовый и гладкий). Есть два варианта: весь блок цилиндров сделан из такого сплава или же блок из более дешевого (или более легкого (например, магниевого) – смотря какие цели ставятся) материала гильзуется гильзами из «алюсила».
Вся хитрость в том, что алюминий почти полностью химически удаляется с поверхности специальной пастой при окончательной обработке цилиндра, поршневые кольца скользят по микрочастичкам кремния, а в микропорах между ними задерживается масло, исключая сухое трение (в чугунных цилиндрах для этого на стенки при окончательной обработке наносят специальные риски – процесс хонингования). И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию.
Сейчас технологии шагнули далеко вперед, поэтому используется покрытие, подобное «тефлону» (да-да, как на сковородках!). И все бы хорошо, только современные двигатели очень любят кушать масло (расход в 1..1,5 л на 1000 км уже официально считается дилерами нормой). На это тоже есть свои причины: все производители очень озабочены снижением механических потерь, поэтому усилие разжима поршневых колец делают все меньше и меньше, кольца оставляют больше масла на стенках (кстати, постоянный долив масла позволяет дилерам еще и увеличить межсервисные интервалы до его замены).
Получается следующая цепочка: масло сгорает – образуется нагар – абразивные частицы нагара стирают покрытие на поршнях (так же, как стирается покрытие на сковородках) – происходит прихват поршня к стенкам цилиндра – задиры, разрушение. Например, этим страдают бензиновые двигатели 4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Гильзовка. Стоимость в Центр МОТОР








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
