Как проверить притирку клапанов
Большая Энциклопедия Нефти и Газа
Cтраница 1
Качество притирки клапанов контролируют на стенде. Уплотняют отверстия головки цилиндров в сборе с притертыми клапанами под впускной и выпускной трубопроводы резиновыми прокладками. После установки и зажима проверяемой головки цилиндров на стенде во внутреннюю полость головки подают сжатый воздух давлением 0 03 МПа, а головки клапанов сверху смазывают раствором водно-мыльной эмульсии. Воздух из-под рабочей фаски клапана не должен выходить. [2]
Проверку качества притирки клапанов производят наполнением седла клапана керосином или бензином, который при закрытом клапане не должен просачиваться. [3]
Как проверяют качество притирки клапанов. [4]
| Стенд для сборки поршней с шатунами. [5] |
Для окончательной проверки качества притирки клапанов головку цилиндров поочередно устанавливают впускными и выпускными окнами вверх и заливают в них керосин или дизельное топливо. [6]
При монтаже крышки с комплектом клапанов необходимо проверить качество притирки клапанов, форсуночной иглы, подвижность и отсутствие перекосов их в направляющих и сальниках, исправность пружин и пр. [7]
| Притирка клапанов по седлам больших размеров. [8] |
Независимо от метода притирки и конструктивных особенностей клапанов и седел притирка их считается законченной, когда рабочие поверхности клапана и его седла получат ровный матовый цвет шириной 1 5 - 3 мм. Качество притирки клапанов проверяют осмотром и наполнением седла кероси - ном или бензином, который при закрытом клапане не должен просачиваться через уплотняющий поясок. [9]
Контроль качества притирки и сборки осуществляют осмотром состояния сопрягающихся поверхностей притертых деталей, заливкой керосина и наблюдением за его просачиванием, а также специальными приборами и приспособлениями для измерения компрессии. На рис. 377 показано приспособление для проверки качества притирки клапанов. Приспособление прижимается к головке цилиндра при помощи винтовой струбцины 5 и, таким образом, изолирует клапаны. [10]
При притирке клапанов и краников осуществляют вращение их в разные стороны так, чтобы в одну сторону поворот был несколько большим. При каждом повороте клапан или пробку краника несколько приподнимают. Притирка заканчивается, когда поверхности будут ровными, матовыми, без кольцевых рисок. Проверку качества притирки клапанов и краников производят испытаниями на герметичность. [11]
Ведите притирку аккуратно, старайтесь не снимать много металла, чтобы оставить возможность для последующих неоднократных ремонтов тарелки и седла клапана указанным способом. К концу притирки ( появление явного притертого пояска на деталях) уменьшите содержание наждачного порошка в пасте, а когда притираемые поверхности станут совершенно гладкими и приобретут ровный сероватый цвет, притирку ведите только на одном масле. Внешним признаком удовлетворительной притирки является матово-серый цвет ( без черных пятен) рабочих поверхностей тарелки клапана ( фаски) и его седла. Если керосин в течение 10 секунд не убывает ( нет просачивания), значит качество притирки клапанов удовлетворительное. [12]
Способ проникновения активной жидкости при контроле герметичности наиболее прост, так как не требует приспособлений, насосов для создания давления. Применяется он при контроле сварочных швов, притирке клапанов, отливок и др. При контроле проверяемый шов покрывается водным раствором мела. С обратной стороны шов смачивают обычно керосином, являющимся в данном случае активной жидкостью. При наличии дефектов в шве на белом фоне появляются темные пятна проникшего керосина, указывающие на места их расположения. При проверке качества притирки клапанов керосин наливается сверху клапана, вставленного в гнездо. В случае, если керосин через клапан не просачивается, то это свидетельствует об удовлетворительном качестве притирки. [13]
Страницы: 1
Как проверить обратный клапан
Вакуумный усилитель тормозов – это самый распространенный вид усилителя, применяемый в тормозной системе современного автомобиля. При его поломке значительно возрастает усилие на нажатии педали тормоза, что пагубно влияет на управлении машиной. Чтобы этого не было, необходимо проверять обратный клапан вакуумного усилителя. Так как же это сделать?
Вам понадобится
- Две тряпочки (одна для рук, другая для деталей) и отвертка
Инструкция
Первым делом необходимо проверить герметичность соединения штуцера на впускной трубе с вакуумным шлангом и соответственно с обратным клапаном вакуумного усилителя. Напомним, что герметичность соединения – это плотное соединения деталей друг к другу. Между ними не должно быть отверстий, щелей, зазоров и не должен проходить воздух. Если вы обнаружили что-то, то следует заменить определенные, поврежденные детали. А если нет внешних повреждений, а просто детали негерметичны, то устраните этот недостаток и попробуйте нажать на педаль тормоза раз 6, но не забывайте, что двигатель должен быть при этом выключен. Затем запустите сам двигатель и посмотрите переместилась ли педаль тормоза вперед, если нет, то продолжаем проверку дальше.
Чтобы проверить обратный клапан, необходимо ослабить затяжку хомута крепления и отсоединить вакуумный шланг от клапана при помощи отвертки. Затем выньте этот клапан из корпуса вакуумного усилителя тормозов и положите ее для удобства на тряпочку, чтобы в это время вытереть руки.
Наденьте на штуцер большого диаметра основание (носик) резиновой груши и сожмите ее. Штуцер – это отрезок трубы, вставляющий клапан в вакуумный усилитель. Но не забывайте, что при этом через клапан должен выйти весь воздух. Если под рукой нет груши, то клапан можно продуть ртом.
Дальше отпустите резиновую грушу, если груша приняла свой первоначальный вид, то клапан неисправен ( он пропускает воздух в обоих направлениях), то следует его заменить. А если она осталась в сжатом состоянии, то клапан исправен, с чем вас и поздравляем.
Видео по теме
Источники:
- проверка работы обратного клапана вакуумного усилителя на автомобилях ваз 2108
- как сделать обратный клапан в 2018
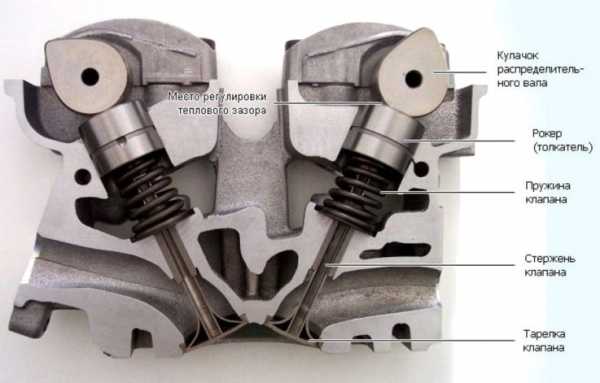
Температурный нагрев любых деталей, изготовленных из металла, ведет к их расширению. Воздействию температуры подвержены также и детали газораспределительного механизма двигателя внутреннего сгорания. Для компенсации подобного воздействия, конструкторами предусматривается тепловой зазор между клапанами и кулачками распредвала.

Вам понадобится
- щуп для замера зазора клапанов
Инструкция
От правильно выставленного зазора клапанов зависит устойчивая работа двигателя. А в тех случаях, когда на работающем в холостом режиме двигателе слышится посторонний шум, исчезающий при увеличении частоты вращения коленвала, необходимо выполнить проверку зазоров между кулачками распредвала и стержнями клапанов. Проверка указанных параметров производится только на холодном двигателе. В ходе предварительной подготовки снимается клапанная крышка, расположенная на головке блоке цилиндров.Далее коленвал устанавливается в «Верхнюю мертвую точку» первого цилиндра. Ориентироваться можно по расположению «бегунка» прерывателя-распределителя, который при этом, также должен указывать на контактную клемму первого цилиндра двигателя.
Если все сделано правильно, то пара клапанов первого цилиндра будет полностью закрыта. Щупом на 0,2 мм проверяется зазор впускного клапана, а щупом на 0,35 – выпускного. Увеличенный зазор выпускного клапана по отношению к зазору впускного – не случаен. Связано это с тем, что отработанные газы, выпускаемые клапаном, обладают высокой температурой, которые сильнее разогревает указанную деталь. Что ведет к большему ее расширению. Проверив зазоры клапанов первого цилиндра, коленвал проворачивается на 180 градусов. После чего проверяются зазоры клапанов второго цилиндра.Затем проверяются клапаны третьего и четвертого цилиндров.
В случае обнаружения несоответствия зазоров между клапаном и кулачком распредвала – они регулируются.
Вакуумный усилитель применяется в тормозной системе для воздействия на все колеса. Его функция - это уменьшение усилия нажатия на тормоз с сохранением эффективности системы. Если он выйдет из строя, это скажется на управляемости автомобилем, поэтому периодически вакуумные усилители необходимо проверять.

Вам понадобится
- Отвертка, резиновая груша и пассатижи.
Инструкция
Заглушите двигатель и произведите нажатие на педаль тормоза порядка 5-6 раз. Затем, удерживая тормоз в нажатом положении, запустите двигатель в работу. Педаль тормоза при этом должна сама опуститься вниз. Если педаль осталась в прежнем положении, остановите работающий мотор, откройте капот и проверьте, как плотно сидит вакуумный насос на штуцере впускной трубы. Также обратите внимание на патрубок вакуумного усилителя тормозов. Помните, что в вакуумном шланге применяется обратный клапан, поэтому любое ослабление креплений и повреждение деталей недопустимо. Замените все хомуты и поврежденные детали. Произведите проверку самого обратного клапана. Ослабьте хомут, который крепит шланг вакуумного усилителя к штуцеру трубы, сдвиньте его вниз и снимите шланг. Таким же способом отсоедините шланг от вакуумного усилителя тормозов. Теперь проверьте работоспособность обратного клапана. Для этого создайте разряжение в шланге в том месте, где он соединяется с патрубком.Возьмите в руки резиновую грушу, вставьте ее в место соединения шланга и патрубка и сожмите ее. Воздух, который вышел из груши, должен пройти через клапан и выйти в противоположное отверстие шланга. Отпустите грушу и посмотрите на нее: если она так и останется в сжатом состоянии, то это показатель того, что клапан исправен.
Если же груша опять надулась, то необходима замена шланга вместе с клапаном. При установке и в процессе эксплуатации следите за тем, чтобы у шланга отсутствовали перегибы, скручивания и нарушения герметичности. Надевайте шланг на патрубок вакуумного усилителя на глубину около 30 мм. Установите все детали в обратном порядке и еще раз проверьте тормозную систему путем нажатия на педаль.
Видео по теме
Источники:
- как меня вакуумный усилитель в 2018
Двигатель начинает греться, «не тянет». Причиной возникновения подобного может быть износ поршневой системы, нарушение работы системы зажигания или газораспределительного механизма. А именно – потеря герметичности одного или нескольких клапанов.

Инструкция
Прежде всего, нужно убедиться в том, что в этой беде виноват именно газораспределительный механизм. Для этого снимите клапаны с головки цилиндров. Перед снятием произведите их маркировку, т.к. после осмотра и ремонта каждый из них должен вернуться на свое место. Тщательно очистите седло клапана и поверхность головки вокруг него, а также рабочую поверхность клапана. Внимательно осмотрите очищенные поверхности. В случае, если вы найдете хотя бы одну из нижеперечисленных неисправностей, восстановление невозможно, и эти детали придется заменить:• трещины, выколы в седле;• дефекты на рабочей поверхности клапана, прогары;• износ деталей сверх допустимых норм.
После того как бракованные детали заменены, проведите притирку клапанов и седел с последующей проверкой их герметичности (при закрытом клапане не должны проходить отработанные газы). Порядок притирки следующий: под клапан установите мягкую пружину с таким расчетом, чтобы между седлом и тарелкой оставался зазор. При нажатии на тарелку клапана до его соприкосновения с седлом он должен легко убираться. На седло нанесите тонкий слой полировочной пасты и поворачивайте клапан влево/вправо на 180 градусов. При этом в конце поворота клапан приподнимается за счет пружины, а возвращать его нужно «шлепком», прижимая к седлу. Таким образом проводите притирку рабочих поверхностей. В домашних условиях это лучше делать с помощью коловорота, на крайнюю часть которого надета резиновая присоска. Контролируйте процесс притирки визуально. После того как на рабочей поверхности клапана образовался матовый ободок шириной более 1,5 мм, шлифовку можно считать законченной. Установите клапан на место. Качество выполненной работы проверьте старым испытанным методом: залейте под клапан керосин и в течение 5 минут смотрите, не проходит ли он через клапан.Если протечки нет, то работа произведена качественно и дополнительных усилий от вас не требуется. Если же керосин протекает, то операцию с притиркой клапана необходимо повторить.
Полезный совет
Для того чтобы в процессе притирки не происходил износ направляющей втулки, смажьте ее моторным маслом.
Источники:
От правильной работы газораспределительного механизма автомобиля зависит его комфортность эксплуатации. Одна из ключевых роль в этом процессе отводится впускным и выпускным клапанам. Они должны плотно прилегать к своим седлам на головке блока цилиндров, чтобы в камере сгорания создавалось соответствующее давление.

Вам понадобится
- - набор плоских щупов;
- - керосин;
- - специальный шаблон или широкая слесарная линейка;
- - притирочная паста;
- - приспособление для притирки клапанов.
Инструкция
Проверьте герметичность сопряжения клапана и его седла на головке блока цилиндров (ГБЦ). Для этого снимите ее. Очистите ГБЦ и корпус подшипников от нагара и грязи и нагара, отмойте ее от масляных отложений, удалите металлической щеткой со стенок камер сгорания отложения. Осмотрите внимательно головку блока цилиндров и корпус подшипников. Они должны быть целыми, без трещин. Осмотрите рабочие поверхности опор распределительного вала, корпуса подшипников и стенки посадочных отверстий гидротолкателей, задиры и следы наволакивания металла не допускаются. Седла и направляющие клапанов должны плотно сидеть в теле ГБЦ. Их смещение при работе ГРМ не допустимо. Седла и клапана не должны иметь следов прогорания и трещин. Проверьте плоскостность ГБЦ специальным шаблоном. Если его нет, то можно проверить ее с помощью широкой слесарной линейки. Для этого приложите ее ребром по диагонали к нижней привалочной плоскости головки блока. Убедитесь в отсутствии зазора между ней и ребром линейки. Он может наблюдаться как по краям, так и в средней части плоскости. Замерьте зазор по обеим диагоналям плоскими щупами. Максимально допустимое значение - 0,1 мм. Если размер больше допустимого, то следует профрезеровать привалочную плоскость или замените ее. Проверьте герметичность головки блока цилиндров. Для этого заглушите на ее торцевой поверхности окно подачи охлаждающей жидкости к термостату. Переверните головку и заполните керосином ее внутреннюю рубашку охлаждения керосином. Убедитесь в отсутствии утечки керосина из ГБЦ. Если она обнаружена, а также когда на привалочной поверхности имеются раковины, то можно либо отремонтировать головку блока, воспользовавшись холодной сваркой, либо заменить ее.Проверьте герметичность клапанов головки блока цилиндров. Для этого положите ее на горизонтальную поверхность привалочной плоскостью вверх. Заполните камеры сгорания головки блока цилиндров керосином и подождите несколько минут. Понижение уровня будет означать негерметичность одного или обоих клапанов.
Устраните негерметичность клапанов их притиркой к седлу, если на нем и тарелке клапана нет трещин и механических повреждений. Для этого снимите маслосъемный колпачок с клапана. Вытащите клапан из направляющей втулки. Нанесите на рабочую его часть притирочную пасту, обычно применяют «Алмазную». Установите клапан в ГБЦ и закрепите на его стержне приспособление для притирки. Прижмите клапан к седлу, поверните его из стороны в сторону. Примерно после 10—15 движений разверните его на 90° и продолжите процесс. Притирку проводите до образования равномерной поверхности на седле и тарелке клапана. Удалите остатки притирочной пасты с обоих элементов. Установите клапан на место в обратном порядке. Замените маслосъемные колпачки.Система впрыска топлива с обратной связью, которая используется в инжекторных двигателях устроена так: топливо подается из бензобака, который установлен под задним сиденьем, через насос высокого давления к инжектору. Те пары топлива, которые не сгорели, собираются через патрубок в адсорбер, устройство, которое собирает лишнее топливо и отправляет его через патрубки, гравитационный и обратный клапаны обратно в бак.

Инструкция
Такая система питания позволяет значительно экономить топливо. Гравитационный клапан является «страховкой», которая предотвращает вытекание бензина при переворачивании автомобиля, а обратный клапан служит регулятором давления в топливном баке, поэтому в случае выхода из строя его следует заменить. Чтобы добраться до обратного клапана, в некоторых автомобилях приходится снимать топливный бак, в других конструкция позволяет добраться до обратного клапана, просто сняв лючок бензобака. Открутите стяжные хомуты и снимите топливный бак. Затем от него отсоедините все патрубки и провода. Выше находится сепаратор с обратным двухходовым клапаном. Чтобы заменить обратный клапан, нужно ослабить стяжные хомуты и отсоединить патрубки. Установка клапана производится в обратной последовательности. Если конструкция автомобиля позволяет заменить обратный клапан не снимая бак, то нужно сделать следующее: открутите лючок бензобака; снимите адсорбер и отсоедините от него вакуумный шланг. После этого снимите обратный клапан. Прежде, чем заменить клапан, его можно проверить. Отсоедините испарительный патрубок от обратного клапана и подключите к прибору, который измеряет вакуум. Затем постепенно к клапану нужно подводите разряжение. Клапан должен открываться, когда давление достигнет 1.33 кПа. Затем нужно отодвинуть вакуумный насос от вакуумного патрубка к патрубку высокого давления.Затем нужно потихоньку повышать давление в контуре разрежения и следить за показаниями манометра. Если давление держится ниже 5,07 кПа, клапан в порядке. Если давление не держится, то клапан подлежит замене.Установку обратного клапана нужно проводить в последовательности, обратной снятию.
Видео по теме
После очередной смены масла часто возникает проблема: нужно вернуть давление масла на нужный уровень. После того, как это удается сделать, необходимо проверить работоспособность масляного насоса.

Инструкция
Сначала снимите масляный насос. Для этого поставьте автомобиль на подъемник или загоните на смотровую яму. Отсоедините от аккумулятора провода и аккуратно слейте масло с двигателя. Открутите гайки, которые крепят переднюю подвеску двигателя к поперечине. Снимите картер двигателя и насос.
Закрепите масляный насос и отверните болты, чтобы затем снять клапан давления масла и приемный патрубок. После этого промойте все детали при помощи бензина, затем продуйте сжатым воздухом, внимательно осмотрите крышку и корпус насоса на предмет трещин, и в случае необходимости произведите их замену.
При помощи набора щупов проверьте зазоры между зубьями шестеренок, а также между стенками корпуса насоса. Эти расстояния не должны превышать значения в 0,25 мм. Если допустимые значения не проходят, замените шестерню и корпус насоса. Осмотрите сетчатый масляный фильтр и масляный поддон.
Измерьте зазор между плоскостью корпуса и торцами шестеренок. Его значение не должно превышать 0,2 мм. Также проведите замер между осью ведомой шестерни и самой шестеренкой. Помните, что при любых отклонениях, необходимо провести замену изношенных деталей.
Тщательно проверьте редукционный клапан на наличие повреждений и различных загрязнений, отложений, которые могут привести к заеданию. Уделите внимание поиску коррозии. Также уберите все забоины и заусеницы, которые приведут к понижению давления в системе. Проверьте упругость пружины данного клапана и соберите все в обратной последовательности, установив сначала в корпус насоса вал и шестерню, а затем крышку корпуса.
Смажьте все детали насоса моторным маслом, что продлит их срок службы. После сборки проверните ведущий валик рукой. Шестерня должна вращаться плавно и безо всяких усилий.
Распечатать
Как проверить обратный клапан
Как притереть клапана двигателя? 4 проверенных способа притирки + видео

Клапана относятся к категории элементов ГБЦ. На каждый цилиндр приходится два клапана как минимум. Один из них впускает в камеру сгорания смесь топлива и воздуха, которая поступает из впускного коллектора. Второй избавляется от отработанных газов. Они поочерёдно открываются, имеют визуальное сходство с гвоздём.
Головку часто называют тарелкой, этой стороной они направлены во внутреннюю часть цилиндра. Если клапан закрыт, его головка располагается в седле и заслоняет камеру сгорания за счёт прижатия фаской к седлу максимально плотно. Так как притереть клапанё следует в случае их замены или при резких рывках авто на холостых оборотах, стоит рассмотреть этот процесс более детально.
Актуальность притирки
Нагар неизменно появляется на сёдлах и тарелках клапанов в процессе их эксплуатации. От этого закрытие выпускного или впускного клапана осуществляется негерметично. Из-за этого работа мотора становится не такой продуктивной, а расход топлива не экономным. Если выпускной клапан прилегает негерметично, расширяющие газы прорываются после возгорания заряда, они обжигают и плавят его, что негативно сказывается на мощности мотора, поскольку частично газы отправляются в выпуск.
Притирка клапанов не представляет собой ничего сложного, в отдельных случаях даже нет необходимости притирать обе детали. Достаточно снять ГБЦ, изъять сами клапана и проверить их состояние.
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.

Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться.
Приобретение новых деталей станет единственным решением проблемы.
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.

Общие рекомендации
При самостоятельной притирке клапанов стоит ориентироваться на следующие советы:
- используемые пасты должны обладать разным уровнем абразивности, от минимальной до максимальной;
- нельзя менять места установки клапанов между собой, у каждого должно быть своё место;
- тщательно удалите остатки пасты путём промывания обработанных деталей в бензине.
Выводы
Как видите, процедура притирки не только проста, также существует несколько способов на выбор, что ещё больше облегчает процесс, особенно, если выполнять работы самостоятельно и без специальных станков. Во многом качество проделанной работы зависит от правильно выбранной абразивной пасты, поэтому стоит серьёзно подойти к вопросу подготовки инструментов и расходных материалов.
Пожалуйста, оцените этот материал!
(5 оценок, среднее: 5,00 из 5) Загрузка...Если Вам понравилась статья, поделитесь ею с друзьями!







"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
