Как захромировать деталь
Возможно ли хромировать детали в домашних условиях?
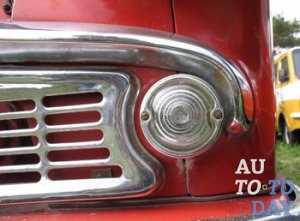
 Хромирование различных деталей автомобиля можно проводить самостоятельно. Делается эта процедура в разных ситуациях. Если это покрытие внешних элементов, то чаще всего это просто декор машины. В других случаях химическую металлизацию в домашних условиях проводят для устранения мелких дефектов деталей и защиты от ржавчины.
Хромирование различных деталей автомобиля можно проводить самостоятельно. Делается эта процедура в разных ситуациях. Если это покрытие внешних элементов, то чаще всего это просто декор машины. В других случаях химическую металлизацию в домашних условиях проводят для устранения мелких дефектов деталей и защиты от ржавчины.
Оборудование для хромирования деталей
Для проведения процесса металлизации вам понадобятся следующие инструменты и подсобные средства:
• шлифовальная машинка и насадки разной степени жёсткости;
• ТЭН;
• деревянный короб и стеклоткань;
• минеральная вата;
• «крокодилы», стержневой или пластинчатый анод;
• пластиковый таз и стеклянная ёмкость;
• закрепитель для детали.
Приготовьте для себя резиновые перчатки и респиратор.
Внимание! Элементы окрашиваемой детали, которые не будут подвергаться обработке, следует изолировать целлулоидным клеем.
Подготовительные работы
До того, как хромировать детали в домашних условиях, следует тщательно подготовить поверхности. С помощью шлифовальной машины нужно зачистить все неровности, выступы и царапинки. Начните с грубых наждачных дисков, постепенно уменьшая степень жёсткости насадок. В конце можно пройтись войлочной основой.
После зачистки переходите к обезжириванию. Смоченной в бензине или керосине щёткой удалите налёты коррозии и грязи. Затем промойте деталь мыльной водой, чтобы не оставить никаких следов.
Важно! Перед началом процесса проверьте контакты вашего оборудования, они должны быть безопасны для вас. Не пренебрегайте защитой рук и лица. Помещение, в котором вы будете работать, должно быть проветриваемым, так как выделение газов вредит слизистым оболочкам.
Процесс хромирования деталей своими руками
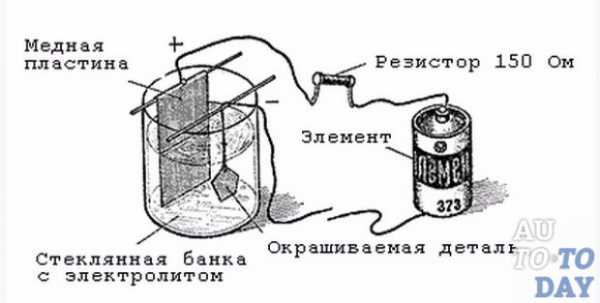
Прежде чем хромировать своими руками в домашних условиях, приготовьте заранее электролит. Для этого возьмите 250 г хромового ангидрита и 2.5 г серной кислоты. Литр дистиллированной воды нагрейте до 60°С, залейте в приготовленную посудину и добавьте ангидрит. Перемешайте смесь и влейте кислоту. Через полученный раствор нужно прогнать ток силой 6.5 А, повторяя процедуру, пока жидкость не приобретёт бордовый цвет. Приступая к хромированию своими руками в домашних условиях, приготовьте ёмкость для деталей.
 Деревянный короб оберните стеклотканью, чтобы создать условия термоса, утеплите его минеральной ватой. Ёмкость из стекла поместите в таз, «крокодилы» прикрепите к минусу как катод, затем закрепите анод. Приготовьте закрепитель для деталей.
Деревянный короб оберните стеклотканью, чтобы создать условия термоса, утеплите его минеральной ватой. Ёмкость из стекла поместите в таз, «крокодилы» прикрепите к минусу как катод, затем закрепите анод. Приготовьте закрепитель для деталей.
Электролит, приготовленный вами, можно использовать через сутки по технологии хромирования. Следите за температурой раствора – она должна быть в районе 50°С, не забывайте подавать периодами напряжение. После окончания процедуры, металлизированные элементы нужно почистить с водой и просушить.
Дефекты при хромировании деталей и их удаление
Хромирование деталей в домашних условиях может быть с небольшими огрехами, которые можно удалить. Если вы заметили необработанные участки в процессе работы, значит, нужно дать толчок тока и поменять положение деталей, чтобы они не экранировали. Появление коричневых пятен можно устранить, заменив часть электролита новым раствором.
Если частички хрома собрались на углах детали, значит, вы плохо её подготовили, исправьте положение. Когда покрытие начинает слоиться, прогрейте детали и проверьте, нет ли перерывов в поступлении тока. Матовые осадки хрома требуют повысить температуру ангидрита или добавить ещё раствор. При тёмных осадках нужно доработать или заменить электролит.
Как ухаживать за хромированными деталями
 Хромирование деталей машины в домашних условиях требует тщательного и правильного ухода после процедуры. Автомобиль нужно мыть часто, но не под высоким давлением, потому что под сильным напором воды частички грязи оцарапают глянцевую поверхность. Кроме того, не используйте агрессивные моющие средства.
Хромирование деталей машины в домашних условиях требует тщательного и правильного ухода после процедуры. Автомобиль нужно мыть часто, но не под высоким давлением, потому что под сильным напором воды частички грязи оцарапают глянцевую поверхность. Кроме того, не используйте агрессивные моющие средства.
Чтобы хромированные детали как можно дольше не теряли блеск, полируйте поверхности специальными жидкостями с добавлениями воска и различных масел. Кроме эффекта глянца, полировка ещё и сгладит маленькие неровности. Изучайте состав применяемых вами жидкостей, он не должен содержать ацетон или соли. Наносите и полируйте исключительно мягкими тканями или губкой. Если вы хромировали диски колёс, нелишним будет нанести слой прозрачного лака.
Не пренебрегайте процедурой химической металлизации: кроме роскошного глянца, ваш автомобиль получит надёжную защиту от коррозийных наслоений.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Виды хромирования деталей автомобиля и работа в домашних условиях
Хромирование позволяет создать особое покрытие детали, которое сочетает сразу несколько свойств:
- Декоративное. Отражающий слой желаемого цвета привлекает внимание;
- Износоустойчивость. Хромирование частично защищает делать от внешнего воздействия, чем пользуются, например, для продления срока службы поршней;
- Восстановление. Для ремонта сломанных деталей покрытие может быть нанесено толстым слоем на требуемое место.

В последнее время такой тип тюнинга стал более распространённым, так как процесс стал дешевле и проще (может выполняться в том числе самостоятельно), а количество цветовых и текстурных решений заметно увеличилось.
Виды хромирования и их свойства
Существует три основных технологии, используя которые можно произвести хромирование:
- С помощью плёнки. Этот способ является самым простым и доступным, так как купить и нанести подобное покрытие можно с минимальными затратами денег и времени. Широкий диапазон цветов и текстур позволяет гарантированно получить даже самый сложный рисунок. Плёнка также выполняет защитные функции. При её удалении поверхность кузова предстанет в первозданном виде. Недостатками этого способа являются слабая защищённость детали и менее интересный эффект по сравнению с аналогами.
- Каталитическое хромирование. При его использовании на поверхность детали наносится специальное жидкое средство, в составе которого нет кислот — оно полностью безопасно для человека. Преимуществами этого способа является оптимальное соотношение качества и сложности, а также возможность работать с гибкими деталями, которой нет у аналогов. Каталитическое окрашивание может производиться даже с помощью бытовых аэрозольных баллончиков, но этот вариант значительно уступает использованию специального распылителя.
- Электрохимический способ, также известный как гальванизация. Этот способ требует наибольших трат денег и времени, а также владение некоторыми навыками. Хромирование в этом случае происходит при подаче электрического разряда на деталь, погружённую в ванну со специальным раствором. Этот метод является наиболее качественным, а также позволяет получить лучший внешний вид.

Самостоятельное хромирование деталей автомобиля
Придание бамперам, колёсным дискам и прочим агрегатам отражающего и защитного эффекта может производиться в домашних условиях. Этот вариант используется в случае, когда владелец автомобиля хочет сэкономить время и средства на обращении в сервис. Все три способа хромирования могут быть воспроизведены самостоятельно, но каждый из них требует большей или меньшей подготовки, вложений и умений обращения с инструментами.
Общие подготовительные действия
Для успешного хромирования деталей поверхность должна быть обработана. Это нужно для того, чтобы защитный слой лёг качественнее и надёжнее. Подготовительные шаги:
- Очистка изделия. В первую очередь требуется провести грубую обработку — удаление трещин, царапин, вмятин и прочих дефектов при помощи шлифовальной машинки. Следует использовать абразивный круг.
- Полировка поверхности. Этот шаг пропускается в том случае, когда целью хромирования является восстановление изделия либо повышение его износоустойчивости. В случае же, когда работа выполняется для придания антикоррозийных или декоративных свойств, полировка необходима. Произвести её можно с использованием фетрового или войлочного диска, прикреплённого к дисковой шлифовальной машинке. Он должен быть смазан специальной пастой.
- Финальным шагом общего приготовления будет очистка поверхности от жировых и прочих загрязнений. Для этого следует применять средства, не содержащие спирт. Подойдут растворители на основе ацетона или бензина.
- Опциональным шагом будет изоляция частей детали, которые не должны быть окрашены. Если поверхность подлежит хромированию не полностью, то соответствующие части следует защитить нанесением целлулоидного клея. Им же следует заделать отверстия, которые нарушают гладь поверхности.

Хромирование деталей автомобиля с использованием плёнки
Способ представляет собой нанесение особой фольги на подготовленный кузов. Этот вид работы является самым простым, уступая лишь покраске из аэрозольного баллончика. Такое хромирование позволяет защитить покрытие автомобиля от воздействия погоды и небольших повреждений. При этом фольга может быть снята, а кузов под ней будет в том же состоянии, что и до работы. Использование плёнки имеет один главный недостаток — покрытие получается нестойким и имеет слабый защитный потенциал, а порой отличается не лучшим качеством и внешним видом.
Подготовка к хромированию плёнкой включает в себя приобретение доступных инструментов:
- Сама фольга;
- Поверхность автомобиля или детали, зачищенная ранее описанным образом;
- Обезжириватель;
- Сухая ветошь;
- Канцелярский нож;
- Скребок из пластика или фетра;
- Распылитель;
- Моющее средство, смешанное с водой одна часть к десяти соответственно;
- Мощный промышленный фен;
- Бумажный малярный скотч.

Также следует заручиться поддержкой знакомого, который будет помогать с поклейкой крупных элементов плёнки.
Ход работы:
- Очищенный, отполированный и вымытый автомобиль нужно повторно обработать обезжиривателем непосредственно перед работой. Лучше всего подойдёт Уайт Спирит. Обычные растворы следует разбавлять.
- Примерка фрагмента плёнки. Не отклеивая подложку, следует приложить часть фольги для хромирования к тому месту, на которое она будет поклеена — это позволяет убедиться, что поверхность и фрагмент сочетаются. Чем больше изгибов имеет деталь, тем сложнее правильно подобрать плёнку.
- Как только примерка закончится, можно приступать к наклеиванию. Этот процесс не требует особых навыков или контроля — пузыри из-под поверхности будут выходить по специальным каналам для воздуха. Разглаживание производится обычным скребком из мягкого материала. Для того чтобы получить возможность перемещать фрагмент плёнки для хромирования по поверхности, допускается использовать метод влажного наклеивания. Он заключается в том, что перед нанесением фольги деталь обильно смачивается смесью воды и моющего средства. При поклейке следует избегать попадания мелкого мусора в поле работы.
- Наклеивать фольгу следует от середины фрагмента, плавно разглаживая края. Во время процесса следует подогревать плёнку промышленным феном. Для покрытия сложных изогнутых поверхностей требуется более продолжительное воздействие феном.
- Плёнку следует повторно просушить феном, после чего оставить на 20 минут для схватывания.
- Последним этапом работы будет разглаживание покрытия мягким скребком.

Качественная плёнка для хромирования может быть подвержена внешнему воздействию в день нанесения. Фольга плохого качества может вовсе разрушиться после первого дождя. Обработка плёночного покрытия не допускает использование абразивов.
Хромирование деталей автомобиля с помощью каталитического способа
Этот способ имеет среднюю сложность выполнения. Он позволяет добиться лучшей защиты по сравнению с плёночным покрытием.
Для создания защитно-декоративного покрытия путём окраски потребуются:
- Пульверизатор;
- Аэрограф;
- Респиратор;
- Промышленный фен;
- Автомобильная краска чёрного цвета либо с отражающим эффектом;
- Полирующее средство;
- Обезжириватель, не содержащий спирт;
- Малярный скотч.
Ход работы:
- Повторная обработка поверхности обезжиривателем, которая производится перед началом окрашивания.
- Защита стёкол и прочих элементов автомобиля, не подлежащих окрашиванию с помощью бумажной клейкой ленты.
- Перед нанесением слоя грунтовки поверхность необходимо нагреть феном.
- Распыление чёрной или отражающей краски на деталь.
- Нанесение каталитического средства, которое обеспечивает хромирование. При этом давление компрессора следует повысить относительно обычного использования — эта работа имеет больший расход воздуха. Необходимо дождаться высыхания слоя краски, чтобы понять, что делать дальше.
- Если покрытие высохло, но имеет незавершённое состояние, то следует нанести ещё один слой. Как правило, требуется более 2 подходов окрашивания.
Перед работой на поверхности автомобиля рекомендуется набить руку при окрашивании ненужных предметов, чтобы понять принципы процесса.
Каталитическое окрашивание позволяет добиться результатов с разными цветами и оттенками. Оно обеспечивает неплохой защитный слой. Способ позволяет работать не только с изогнутыми, но и с гибкими деталями.
Электрохимический метод хромирования деталей автомобиля
Этот способ, известный также как гальваника, требует наибольшей подготовленности и является самым сложным. В то же время он считается единственным верным выбором для создания качественного покрытия, имеющего отличные показатели защиты и наиболее красивый внешний вид. Для работы необходимы:
- Стеклянная ёмкость, которая вмещает деталь полностью;
- Тэн;
- Контактный градусник;
- Короб из дерева;
- Стеклоткань;
- Вата минеральная;
- Кисть из оргстекла с полой рукоятью, щетина которой обмотана свинцовым проводом;
- Зажимы «крокодилы»;
- Пластиковая ёмкость;
- Устройство для закрепления детали;
- Трансформатор большой мощности;
- Хромовый ангидрит;
- Серная кислота;
- Дистиллированная вода;
- Анод (стержневой или пластинчатый).
Следует учитывать, что химикаты не продаются обычным людям — приобретение оформляется на счёт организации или ИП. Также строго контролируется утилизация химикатов.

Подготовка электролита:
Смешивается 250 г хромового ангидрита и 2,5 г серной кислоты (из расчёта на 1 литр воды). Нагретая до 60 градусов по Цельсию дистиллированная вода заливается в ёмкость для смешения. Первым добавляется хромовый ангидрид, после чего состав перемешивается. После окончательной подготовки смесь должна несколько часов (до окрашивания в бордовый цвет) подвергаться воздействию тока из расчёта 6,5 ампер на 1 литр.
Ход работы:
- Перед непосредственным началом работы требуется очистить поверхность детали раствором соляной или серной кислоты. Этот процесс называется декапированием и позволяет улучшить адгезию. Также её нужно обезжирить.
- Важно убедиться, что подготовленная деталь соответствует нормам чистоты, указанным для той или иной составляющей процесса. От степени чистоты также зависит прочность сцепления хрома с поверхностью. Отверстия необходимо заделать материалом, устойчивым к воздействию кислот.
- Короб обивается стекловолокном и утепляется ватой или песком. Стеклянный сосуд помещается в таз, «крокодилы» подключаются к катоду как минус. Закрепляется анод. Закрепитель для детали располагается так, чтобы покрытие формировалось равномерно.
- Деталь погружается в раствор и закрепляется. Ток подаётся спустя 3–5 секунд после погружения. Мощность подаваемого тока определяется из расчёта от 50 до 60 ампер на квадратный дециметр жидкости. На протяжении работы температура должна находиться на уровне от 51 до 56 градусов по Цельсию.

Гальваническое хромирование является не только затратным, но и сложным с точки зрения закона. При малейшем отклонении от нормы мастера, выполняющего работу, ждёт серьёзная уголовная ответственность, так как реагенты являются сильнейшими канцерогенами, отравляющими природу при контакте с водой.
Заключение
Не все способы одинаково просты и подходят для хромирования в домашних условиях. Что касается электрохимического, то заниматься этим как бизнесом — довольно сложное решение, а для разового хромирования лучше всего обратиться к профессионалам.
Источник
Дмитрий созерцатель Дмитрий созерцательХромирование деталей
Хромирование деталей – это процесс металлизации хромом с целью придания поверхности физико-механических и химических свойств и характеристик, которые отличаются от исходного материала детали. Хромирование используется с целью повышения коррозионностойкости, эрозионностойкости, механической стойкости, декоративной отделки и прочего.

Хромирование деталей
Процесс хромирования деталей
Способы нанесения слоя хрома на поверхность металлизируемой детали отличаются методами схватывания (удержания) между собой. Классифицировать их можно следующим образом:
- адгезионное схватывание (за счет механического воздействия);
- за счет металлических связей:
- диффузионная зона в пределах границы двух поверхностей;
- диффузионная зона всего покрывающего слоя.
Технология хромирования подразумевает несколько этапов:
- подготовительный;
- процесс нанесения;
- заключительный.
Подготовительный этап. На этой стадии выполняются те типы работ, которые позволят слою хрома надежно закрепиться и удерживаться на поверхности длительное время. Перед хромированием изделий они подвергаются шлифовке, а при необходимости полируются. После финишной операции изделия промываются, сушатся и протираются мягким материалом. Те поверхности (отверстия, внутренние полости), которые не подлежат металлизации, подвергаются изолированию. Детали устанавливаются (вывешиваются) на приспособлении, которое предназначено для введения деталей в зону обработки. Производится обязательный процесс обезжиривания. Выполняется декапирование, позволяющее повысить способность к адгезии.
Процесс нанесения хрома на поверхность. Технология хромирования деталей, в зависимости от метода нанесения, происходит тремя видами:
- в холодном состоянии;
- в нагретом состоянии;
- диффузией.
Например, во время электролитического метода изделия помещаются в ванну с раствором-электролитом. Рабочая температура электролита зависит от его состава. Заданная температура должна сохраняться на протяжении всего процесса, что гарантирует однородную структуру наносимого слоя и равномерную толщину.
Металлизируемые изделия выполняют роль анода. Продолжительность процесса хромирования напрямую зависит от требуемой толщины покрытия.

Декоративное хромирование детали
После нанесения хрома изделия подвергаются сушке. Если сушку проводить в сушильном шкафу, то ее продолжительность составит 5-10 минут при температуре 85°С-100°С. Если сушку проводить методом обдува сжатым воздухом, то ее продолжительность составит 0,5-3 минут при температуре 18°С-25°С.
Для повышения прочности и твердости покрытого слоя он подвергается термической обработке. Продолжительность выдерживания в печи составляет несколько часов при температуре порядка 200°С.Толщина покрытия, нанесенного на сталь колеблется от 0,003 мм до 0,025 мм. Если использовать изменение полярности тока (реверс), то толщину хромирования доводят до 0,03 мм.
Согласно классификации процесс металлизации, происходящий за счет механического сцепления, относится к первой группе, а за счет атомарных механических связей – ко второй группе. Вторая группа делится на две подгруппы:2а — приграничная диффузия;
2б – полная диффузия.
В группу 1 входят следующие методы хромирования:
- электротехническое покрытие;
- электродуговое или газопламенное распыление (пульверизация);
- химическое нанесение;
- вакуумное нанесение в холодной среде.

Результат хромирования детали
К группе 2 относятся:
2а:
- плазменное напыление;
- электрофорез;
- вакуумное нанесение в нагретой среде;
- электротехническое покрытие с последующим отжигом;
- осаждение чистого металла из соединений карбонатов в газовой среде;
2б:
- диффузионное нанесение элементов.
Твердое хромирование
Твердое хромирование нашло широкое применение при изготовлении деталей, подвергающихся высокому износу, активной коррозии в агрессивных средах, при восстановлении металлических деталей, для увеличения срока эксплуатации инструментов (режущего, измерительного), а также для декоративной отделки изделий изготовленных из неметаллических материалов.
Твердое хромирование проводят следующими методами:
- гальваническим (описан выше);
- каталитическим, при котором хром восстанавливается на поверхности из солей аммиака и серебра;
- вакуумным, при котором реагент, нанесенный на обрабатываемую поверхность диффузионную активность при отрицательном давлении;
- термохимическим, который можно сравнить с цементацией изделий.
Термохимическим методом хромирование производят в карбюризаторе, состоящем из измельченного хрома и каолина в пропорции 55-45%. Для предотвращения окисления хрома при высоких температурах через ящики с деталями и карбюризатором продувают водород. Продолжительность хромирования составляет три часа. За это время толщина слоя достигает при температуре 1300°С 0,15 мм, а при температуре 1400°С 0,8 мм.
Хромирование электролизом
Хромирование электролизом заключается в легком выведении водорода по сравнению с хромом из электролита. Электролитом выступает хромовая кислота. Ванны оборудуются свинцовыми нерастворимыми анодами.
Широкое использование получил сульфатный электролит на основе хромового ангидрида с серной кислотой CrO3:h3SO4.
Концентрация раствора подбирается исходя из характера покрытия и сложности формы детали.
При невысокой температуре металлизации (не выше 35°С) хромированная поверхность имеет серый матовый оттенок. Интенсивность и плотность тока не влияет на процесс. При повышении температуры до 65°С и плотности тока поверхность получается блестящей. Дальнейшее повышение температуры и плотности тока (до 30 А/дм2) хром имеет молочный оттенок.
Также качество покрытой поверхности зависит от концентрации электролита. Хромированное покрытие, полученное при использовании концентрации до 150 г/л отличается высокой твердостью и износостойкостью. Высококонцентрированные электролиты, до 450 г/л используются для декоративных покрытий.
Гальваническое хромирование
Гальваническое хромирование — наиболее распространенный современный способ хромирования. Осуществляется двумя способами: в среде электролита и диффузионным. Электролитический способ аналогичен хромированию электролизом, они отличаются лишь режимами проведения процесса.
Диффузионный способ — это процесс насыщения поверхности при определенных условиях из нанесенных реагентов. Отделанные детали обладают: прочностью и твердостью, вязкостью и упругостью, износо-, жаро-, коррозионностойкостью.
Оборудование для хромирования
Рынок предлагает разнообразное оборудование для нанесения хромового слоя как отечественного производства, так и зарубежного. Частное зарубежное предпринимательство подвигло разработчиков на создание компактных установок, которые легко разместить в гараже или маленькой мастерской.
Непрофессиональное оборудование только имитирует качественное хромирование, качество при этом не столь хорошее. Работы проводятся в следующей последовательности:
очищение от старого покрытия;шлифовка;обезжиривание;нанесение грунтовки;нанесение хрома распылением;сушка;
защита лаком от повреждений.
Широко на производстве используется электролитическое (гальваническое) хромирование. Для этого используются специальные ванны, электроустановки, система вентиляции, моющие и сушильные установки. При горячем способе нанесения хрома используются печи и вакуумные установки.
Но независимо от типа используемого оборудования во время процесса хромирования происходят физические и химические реакции, которые сопровождаются выделением продуктов распада.
Сфера применения технологии
Декоративное хромирование деталей позволяет повысить визуальные характеристики изделий как из металлов, так и из различного вида пластмасс, стекла и прочих материалов. Для быта хром используется для покрытий:
- мебельной фурнитуры;
- интерьерах помещений и дизайнерских проектах;
- сувениры;
- сантехника.

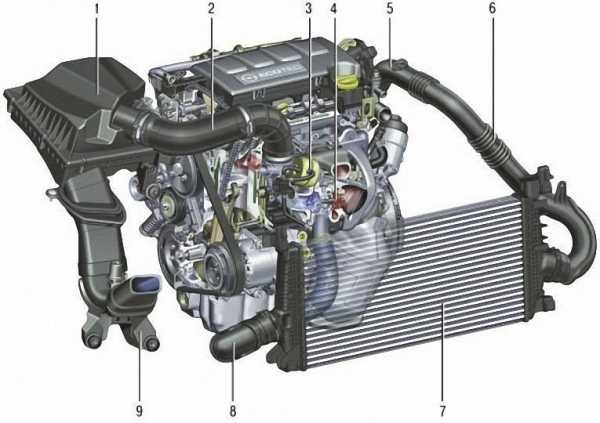
Хромирование деталей автомобилей
Сантехническое оборудование обязательно хромируется для защиты от водного окисления (коррозии), будь то недорогой силумин или дорогая латунь с бронзой.Промышленность использует хромирование для повышения стойкости деталей, работающих в условиях большого трения:
- поршни;
- компрессионные кольца;
- ролики;
- оси.
Также хромирование используется при изготовлении инструмента и оснастки:
- прессовые штампы;
- режущий инструмент;
- мерительный инструмент.
Технология хромирования позволяет продлить жизнедеятельность элементов механизма или придать изделиям притягательный вид.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Хромирование деталей в домашних условиях — виды технологий и порядок работы
Для улучшения декоративных свойств металлические детали можно хромировать. Технология широко применяется в автомобильной промышленности, ряде иных сфер хозяйства. Хромирование деталей требуется и для защиты изделий от повреждений, улучшения их физических качеств. Этот метод обработки металла имеет ряд иных достоинств и преимуществ.
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.

Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям. Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
- Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу. При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
- Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.

По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.

Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.

При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).

Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).
Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.

Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Термохимическое хромирование
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Хромирование своими руками
Чтобы произвести ремонт изделий с результатом не хуже, чем по ГОСТ, важно точно соблюдать последовательность работ, подготовить нужное оборудование.
Подготовка рабочего места
Для соблюдения мер безопасности, дабы не надышаться вредными, токсичными веществами, нужно произвести детальную подготовку помещения для хромирования.
Следует выполнить такие действия:
- Обеспечить хорошую вентиляцию. Если работы проводятся в гараже, открыть двери, в иных помещениях создать принудительное вентилирование.
- Купить и применять средства индивидуальной защиты — очки, респиратор, перчатки из резины или латекса, фартук, спецодежду.
- Приготовить плотные пакеты для утилизации отходов производства, которые могут быть очень едкими, вредными.
- Убрать из помещения любую органику, так как при контакте с парами соединений хрома она портится.
- Непосредственно перед работой смазать полость носа смесью вазелина и ланолина 2:1.

Помещение, инструменты для хромирования
Для гальванизации нужно приготовить такие инструменты и приспособления:
- Ванна гальваническая. Это может быть любая стеклянная, пропиленовая, полиэтиленовая емкость, годится эмалированный таз, для хромирования малых предметов — обычные банки из стекла. Выбранную емкость надо поместить в деревянный ящик, имеющий изнутри утепление стеклотканью и слоем минеральной ваты. К емкости нужна плотно прилегающая крышка.
- Устройство для нагрева электролита. Лучше всего для этой цели подойдет керамический ТЭН (трубчатый электронагреватель), который не разрушится от контакта с химическими веществами. Можно применить любой иной подходящий подогреватель.
- Электроды. В качестве анода при хромировании послужит свинцовая пластина, которую кладут в емкость, в роли катода выступит держащий деталь зажим. При размещении в таре деталь не должна касаться ее краев.
- Градусник со значениями до +100 градусов Цельсия.
Профессионалы применяют для хромирования специальное оборудование — ванны, электроустановки, мойки и сушки, системы вентиляции. Даже при использовании «домашних аналогов» в емкости будут происходить те же химические процессы, поэтому результат будет приближен к промышленному.

Источник питания
Для нанесения хрома потребуется верно выбранный элемент питания. Годится заземленный источник постоянного тока, напряжение которого регулируется в пределах 1,5 – 12 В, максимальный ток — 20 А. Чтобы отрегулировать мощность, источник должен быть снабжен реостатом.
Состав и метод подготовки электролитов
Для осаждения хрома потребуется вскипятить и охладить воду либо купить дистиллированную. На каждый литр воды берут 250 г хромового ангидрида, 2 – 2,5 г серной кислоты. Удельная плотность последней должна составлять 1,84 г/куб. см.
Способ приготовления электролита для хромирования таков:
- Наполнить емкость водой на ½. Температура жидкости должна составить + 60 градусов.
- Осторожно насыпать хромовый ангидрид, перемешать до растворения.
- Влить воду до заполнения ванны.
- Добавить кислоту.
- Выдержать электролит 3,5 часа под действием номинального тока, что поможет выровнять плотность.

В результате цвет жидкости должен стать темно-коричневым. После она отстаивается 24 часа в прохладном помещении, затем используется по назначению.
Подготовка поверхности
От тщательности подготовительных мероприятий будет зависеть срок эксплуатации готового покрытия и его внешний вид. Вначале деталь нужно очистить, помыть, удалить любые загрязнители. Для более качественного очищения можно воспользоваться наждачкой с мелким зерном или шлифовальной машинкой. Важно, чтобы краска, лак, ржавчина были полностью удалены.

После чистки деталь следует обезжирить. Берут кальцинированную воду (50 г кальцинированной воды разводят в литре воды), добавляют 150 г гидроокиси натрия, 5 г силикатного клея. Количество раствора можно при необходимости увеличить, сохраняя пропорции. Все компоненты нагревают до +90 градусов, выдерживают в средстве деталь 20 минут. Время можно увеличить до 1 часа, если изделие сильно загрязнено.
Хромирование
Процесс хромирования прост, протекает согласно следующим этапам:
- Подогреть готовый, отстоявшийся электролит до +52 градусов, после держать такую температуру постоянно.
- В емкость, где уже установлены анод и катод, положить деталь, подогреть до получения указанной температуры.
- Подать напряжение, выдержать изделие 20 – 60 минут в зависимости от формы, типа изгибов.
- Достать изделие, промыть дистиллированной водой.
- Посушить деталь не менее 3 часов, полностью исключив загрязнение, касание руками.
Хромирование пластмассовых изделий проводится с еще большей осторожностью. Выделяющиеся пары очень токсичны, поэтому металлизировать пластик в жилых помещениях запрещено.
В процессе применяется гальваническая кисть со щетиной 25 мм диаметром, которую обматывают свинцовым проводом. Кисть крепят на торец сосуда, в котором налит электролит. Со второго конца закрепляют диод, в цепи применяют понижающий трансформатор. Плюс трансформатора направляют на анод диода, щетиновую обмотку соединяют с катодом. Равномерно наносят раствор на деталь, проходя по каждой зоне около 20 раз. Затем изделие сушат 3 часа.
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска. Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
- Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.

Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
