Можно ли заварить чугунный блок двигателя
Сварка чугунного блока двигателя
23.10.2018
Массивные корпусы для цилиндров изготавливаются методом литья из чугуна, Этот прочный материал имеет один существенный недостаток – он очень хрупкий. При ударах на нем образуются трещины или стенка разрушается полностью. Из-за небольших дефектов на СТО часто предлагают менять двигатель, хотя трещины эффективно устраняются сваркой блоков ДВС (двигателя внутреннего сгорания.)
Можно ли починить чугунный блок двигателя самостоятельно, как это правильно сделать, рассказывают профессионалы. Они на практике доказали, что в условиях гаража, имея сварочный аппарата и навыки работы, реально восстановить герметичность металла, его рабочие параметры. Такой двигатель эксплуатируется долгие годы.

Материал, из которого изготавливают блок ДВС
Для литья блоков цилиндров двигателя используют два материала. Алюминиевые блики считаются одноразовыми, низко экономичными. Специальные легированные сплавы намного дороже традиционного чугуна с никелевыми и хромовыми присадками.
Чугун отлично переносит перегрев, обладает необходимой жесткостью, имеет большой запас прочности. Применяется два вида чугуна: серый хорошо поддается сварке, белый – высокоуглеродистый, образует рыхлый шов, требует особых навыков сварщика.
Способы сварки чугунного блока цилиндров
Для надежного устранения мелких дефектов в виде трещин существует несколько результативных методик. Сложности возникает при ремонте алюминиевых сплавов. Это связано с изменением свойств металла при нагреве, образованием тугоплавкой оксидной пленки. Алюминиевый блок двигателя требует определенных навыков газовой сварки. В случае, если трещины появились в чугуне, сварку чугунного блока осуществляют тремя способами:
- при нагреве всего;
- фрагментарно разогревая ремонтируемую зону, применяется, когда невозможно габаритный корпус разогреть полностью;
- электросваркой по холодной поверхности, этот метод наиболее популярен из-за простоты исполнения и качества заделки трещин.
Горячая сварка
По технологии свариваемую деталь необходимо разогреть до +600-700°C, это делается в специальных печах, горнах. Умельцы осуществляют процесс в кожухах с асбестовой прослойкой. Для этого используют газовые горелки. При прогреве металл сохраняет пластичность, вязкость. Лучше сваривается электродуговым методом жидкой ванны с использованием электродов марок МНЧ-2, ОМЧ-1, ОМЧ-2, ОЗЧ-2, ОЗЖН-1, ЦЧ-4.
Читайте также: Оборудование для сварки пластмассМетод применяется для заделки трещин в труднодоступных местах. В кожухе делаются специальные отверстия для заделки дефектов. Разогрев осуществляется медленно, так как резкий перепад температуры ухудшает качество чугуна.
Холодная сварка без предварительного нагрева блока
Процесс устранения трещин осуществляется тремя методами:
- электродуговой с использованием флюса, присадочных чугунных прутков, графитовых или угольных электродов;
- ручным методом с использованием защитной атмосферы (аргон), электрод должен содержать графитизаторы, уменьшающие хрупкость шва;
- полуавтоматом с присадочной порошковой проволокой в атмосфере углекислого газа. Холодные метод ремонта металла экономичнее, он предусматривает нагрев зоны в районе шва до температуры + 80°С.
Технология сваривания
Теперь подробно о том, как заваривать трещину своими руками. В месте повреждения выпрессовываются детали. Обнаруживают дефект после гидроиспытаний, трещина для удобства помечается густым меловым раствором. По концам высверливаются отверстия по 5 мм.
Для сварки чугунного блока понадобится:
- сварочный аппарат с регулятором силы тока или инвертор;
- 2–3 электрода, лучше приобрести универсальные Zeller 855;
- инструмент для заделки фаски;
- щетка и молоток для зачистки шва и удаления окалины.
Заваривать трещину необходимо по следующей технологии:
- Место шва до блеска зачищается, обезжиривается.
- С обеих сторон от кромок наносится флюс, защищающий чугун от разогрева.
- Зона ремонта разогревается газовой горелкой равномерно и постепенно, направление движения – вдоль трещины.
- Шов формируется небольшими участками, длиной до 15 см за проход.
- Образовавшийся шов минут пять разогревают, чтобы металл остывал медленно. При резком охлаждении он станет хрупким, не выдержит рабочей нагрузки.
- Окалина осторожно сбивается, соединение после визуального осмотра хорошо зачищается, особенно если место скола соприкасается с другими деталями.
Делая проковку каждого валика в отдельности, можно сразу исключить возможные дефекты.
Итог
Когда на блоке двигателя обнаружен дефект, не торопитесь его менять. Лучше посоветоваться со специалистами, имеет ли смысл заняться ремонтом. Сваривать трещину блока холодным метолом реально в условиях гаража. Нужны хотя бы элементарные навыки сварщика, чтобы работа была выполнена аккуратно. Некоторые СТО оказывают услуги по сварке блоков ДВС, это гораздо целесообразнее и дешевле полной замены двигателя.
Сварка чугунного блока двигателя Ссылка на основную публикациюВыполняем сварку чугунного блока двигателя
У любого автомобиля блок цилиндров литой. Основная неисправность этих двигательных деталей — это появление трещин, устранение которых осуществляется при помощи сварки. Как заварить чугунный блок автомобильного двигателя? Данная процедура достаточно сложная. При выполнении сварочных работ необходимо добиться как герметичности изделия, так и восстановления его физических характеристик.
Двигательный блок является важнейшей комплектующей любого современного автомобиля. С этим элементом связано множество рабочих процессов, от которых зависят скорость и мощность транспортного средства. Благодаря низкой температуре плавления, для производства данного элемента используется чугун. При помощи чугуна можно отливать детали разной сложности конструкции, даже с самыми мельчайшими элементами.
Особенности материала, используемого для изготовления блоков цилиндров
Блоки двигателей автомобилей, как правило, отливаются из чугуна. Этот материал является сплавом железа и углерода, содержание которого составляет 2,14%. Это негативно влияет на качество соединения. Основные трудности процесса:
- формирование пор, трещин;
- появление в процессе обработки каленых структур, используемый инструмент быстро тупится;
- в результате перегрева тонкий материал рассыпается.
Чугун может отличаться составом:
- серый чугун — ковкий высокопрочный материал, легко поддается обработке, ограниченная свариваемость;
- белый чугун — достаточно твердый и хрупкий материал, который поддается шлифовке, но не сваривается.
Особенности сварки двигательных блоков из чугуна
Методик сварки металлов существует множество, но для получения максимально надежного соединения отдельных деталей необходимо использовать проверенные технологии, способные гарантировать результативное выполнение сварочных работ.
Технология сваривания
Независимо от того, в каких условиях осуществляется сварка чугунного блока цилиндров, необходимо четко следовать следующим требованиям выполнения данного типа работ:
- Используя щетку по металлу, предварительно производят тщательную зачистку поверхности изделия (до блеска).
- Для снятия окисляющей пленки и различных химических налетов зачищенная поверхность обезжиривается специальными составами.
- Подбирается нужный флюс, выкладывается вдоль свариваемой кромки.
- На следующем этапе металл разогревается до необходимой температуры при помощи газовой горелки. На это понадобится несколько минут, но сразу начинать сваривание не рекомендуется.
- Металл можно соединять после достижения им установленной температуры. Сваривание блока цилиндров производится небольшими участками — приблизительно до 15 см за один проход.
- После создания шва металл нужно прогревать на протяжении еще нескольких минут, уменьшая температуру постепенно. Нельзя допускать быстрого охлаждения детали или резких температурных перепадов.
- Созданные сварные соединения необходимо проверить: на производстве эта процедура осуществляется специальными методами, в бытовых условиях производится визуальный осмотр.
Существует три варианта сварки трещин блоков цилиндров из чугуна:
- нагревание всего изделия;
- нагревание только отдельных его участков, на которых образовались трещины;
- холодная сварка изделия без предварительного нагревания.
Если после заваривания трещины поверхность блока цилиндров в момент работы соприкасается с прочими деталями двигателя, она подвергается дополнительной обработке. Лишний сварочный металл убирается при помощи наждачной бумаги, напильника, абразива.
Горячая сварка
Нагревание всего элемента конструкции двигателя осуществляется в процессе сварочных работ с применением кислорода, ацетилена. Соединение осуществляется посредством формирования электрической дуги стальными или чугунными электродами со специальным покрытием. Изделие медленно нагревается до 600–650 градусов, для чего применяется стальной кожух с асбестовой прокладкой. Такая методика используется для заваривания трещин на труднодоступных участках детали.
Важно! Качественно заварить чугунный блок автомобильного двигателя способен только опытный сварщик. Непрофессионально выполненные работы могут привести к основательному выходу данной детали из строя.
Сергей Одинцов
Методы сварки блока цилиндров из чугуна
- 20 января
- 442 просмотров
- 42 рейтинг
Блок двигателя любого автомобиля изготавливается литьем. Зачастую его неисправностью являются трещины. Сварка блока цилиндров из чугуна — довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Сварка блока цилиндров из чугуна — довольно сложная процедура. Надо не только добиться герметичности данной детали, но и восстановить ее физические свойства.
Блок двигателя внутреннего сгорания — одна из важнейших деталей современных машин. В блоке цилиндров происходит множество процессов, отражающихся на мощности и скорости автомобиля. Чугун был выбран для изготовления этой детали, потому что он имеет низкую температуру плавления. С его помощью можно создавать детали сложной конфигурации, отливая при этом мельчайшие конструкционные особенности и формы изделия.
Особенности чугуна
Чугун — необычный материал, несмотря на свое преимущество в плавлении, он сильно подвержен влиянию резких ударов, которые могут возникать при авариях. Так как в блоке двигателя находится множество различных отверстий для крепления других деталей и проливаются каналы охлаждающей рубашки, то трещины могут возникать и при замерзании жидкости, используемой для снижения температуры при рабочих процессах.
У чугуна высокие показатели жесткости и прочности, низкая себестоимость получения. Чугун выплавляется из руды при более низкой температуре по сравнению со сталью и обладает при этом прекрасной текучестью, которая позволяет снизить затраты на изготовление конструкций, требующих прочности и имеющих объемы производства, влияющие на всю экономику государства.
Вернуться к оглавлению
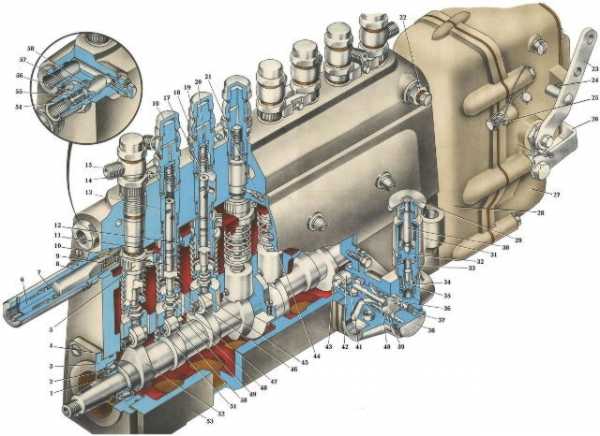
Схема устройства сварочного полуавтомата.
Учитывая особенности чугунного изделия, сварка трещин, возникших в блоке двигателя, может производиться тремя способами:
- когда весь блок нагревается;
- когда разогреваются места, где возникли трещины;
- когда деталь вообще не нагревается, а сварка производится так называемым холодным способом, который сегодня получает все большее распространение.
Трещины блока цилиндров двигателя обнаруживают, испытывая его гидравлическим способом, и помечают мелом. Из блока в тех местах, где будет происходить сварка, удаляют все впрессованные детали. На обоих концах обнаруженной трещины сверлят отверстия около 5 мм, которые пронизывают ее до ближайшей поверхности.
Если завариваемая поверхность блока в рабочем состоянии соприкасается с другой деталью, то ее обрабатывают от излишков сварочного металла абразивом, напильником или наждачной бумагой так, чтобы она не имела выступа.
Вернуться к оглавлению
Горячая сварка. Нагрев всего блока применяется при сварке, когда используется ацетилен и кислород. Сварка блока двигателя происходит при образовании электрической дуги, при этом используются электроды из чугуна или стали, покрытые специальным составом. Нагрев детали ведется медленно до температуры 6-6,5 сотни градусов, для равномерного нагрева применяется специально оборудованный кожух из стали с прослойкой асбеста.
В кожухе заблаговременно прорезаются отверстия для возможности доступа к поврежденным местам. Данный метод является наиболее дорогостоящим и трудоемким, но зато приводит к восстановлению материала, практически соответствующего своим начальным параметрам. Этот способ используется в том случае, если трещины появились в труднодоступных местах, например, при стыке стенок различной толщины. При таком способе внутренние напряжения изделия, которые возникают во время сварки, практически приближаются к нулю.
Сварка с местным нагревом. Данным способом пользуются, когда повреждения возникли на поверхности, нагрев которой не вызовет возникновения внутреннего напряжения в различных участках всего блока. Во время сварки ремонтируемая поверхность постоянно подогревается. Нагрев производят газовой горелкой до 6-7 сотен градусов.
По окончании работ готовая поверхность опять нагревается до указанной температуры и оставляется остывать. При использовании этого метода необходимы специальные знания и высокая профессиональность производящего работу, поэтому он применяется нечасто. Сварка блока двигателя без нагрева. Такой способ используется при ремонте поверхностей, отстоящих от участков, несущих какую-либо нагрузку на такую длину, когда нагрев, происходящий при сварке, и последующее охлаждение не повлияют на их прочность.
Такая сварка может производиться газовыми горелками, электродами из стали, чугуна или цветных металлов. Трещины, возникшие в охлаждающей рубашке, лучше всего заваривать таким способом, пользуясь при этом электродами из железа и меди небольших отрезков, не превышающих 5 см. Сварка блока цилиндров из чугуна — весьма трудоемкий и щепетильный процесс, который происходит в несколько этапов, при этом для такой сварки необходимы специальные знания и навыки. Блок двигателя изобилует всевозможными конструкционными каналами и посадочными отверстиями, вокруг или рядом с которыми образуются трещины.
Непрофессиональное производство такой работы может привести к тому, что ваш блок, который вы хотели отремонтировать, попросту расколется или треснет в другом месте.
Сварка чугунного блока цилиндров – Осварке.Нет
Потребность в сварке блока цилиндров возникает при появлению на нем трещин. Большое количество блоков изготавливается литьем чугуна. Чугун достаточно прочный и твердый материал, хорошо поддается литью и имеет низкую температуру плавления по сравнению со сталями. Отрицательной стороной материала является хрупкость и низкая вязкость. В связи с этим наиболее часто встречающейся неисправностью блоков является появление трещин.

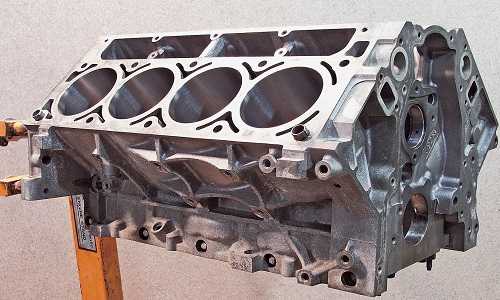
Рис. 1. Блок цилиндров
Подготовка блока цилиндров к сварке
Перед проведением сварочных работ по ремонту блока необходимо его тщательно очистить от грязи, масла и других загрязнений. Выявленные на блоке трещины и несплошности необходимо пометить мелом или другим удобным способом.
Для того чтобы избежать разрастание трещин её края необходимо засверлить. Не глубокие трещины до 5 мм можно сваривать без разделки кромок. Более глубокие трещины необходимо выполнять с разделкой кромок.

Рис. 2. Сверление трещин
Отверстие необходимо делать не сквозным, а лишь до появления зазора на всем протяжении трещины. Подготовленная под сварку трещина должна напоминать соединение с V-образным скосом кромок. Это делается для того чтобы при сварке все газы и примеси содержащиеся в сварочных материалах и основном металле смогли выйти на поверхность шва.
Методы сварки блока цилиндров
Блоки цилиндров изготовленные из чугуна необходимо сваривать в соответствии с технологией сварки чугуна. Блок цилиндров можно сваривать следующими способами:
- сварка с предварительным подогревом всего блока цилиндров;
- сварка с предварительным местным нагревом в зоне сварки;
- холодная сварка без предварительного нагрева.
Сварка горячим методом с нагревом всего блока
Сварка блока цилиндров горячим методом выполняется с предварительным нагревом блока до температуры 600-700 °C. Нагрев осуществляется в печах, горнах или нагревательных ямах. Для нагрева также используют специальные кожухи из стали с тонкой прослойкой асбеста, в котором оставляют открытым место сварки, а нагрев осуществляется газовыми горелками. Предварительный подогрев позволяет сохранить механические свойства основного металла.
Сварку выполняют покрытыми электродами марки ОМЧ-1 или другими для сварки чугуна соответствующим методом. При дуговой сварке жидкий металл стараются удержать в сварочной ванне до полного заполнения разделки кромок. После сварки блок должен на протяжении длительного времени охлаждаться.
Сварка с предварительным нагревом в месте сварки используется для объемных конструкций, нагрев которых невозможен полностью из-за габаритных размеров.
Холодная сварка без предварительного нагрева блока
Существует множество методов сварки чугунных изделий без предварительного нагрева:
- ручная дуговая сварка (разработано большое количество сварочных электродов);
- полуавтоматическая сварка в углекислом газе и порошковой проволокой;
- аргонодуговая сварка;
- сварка угольным или графитовым электродом под флюсом (используются чугунные прутки).
Видео по сварке чугунных блоков цилиндра аргонодуговым методом
На следующем видео автор заваривает трещину на блоке аргонодуговым методом неплавящимся электродом.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
