Приспособление для притирки клапанов
Притирка клапанов своими руками
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя. Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент для притирки клапанов
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.
Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.


Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.

При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.

Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.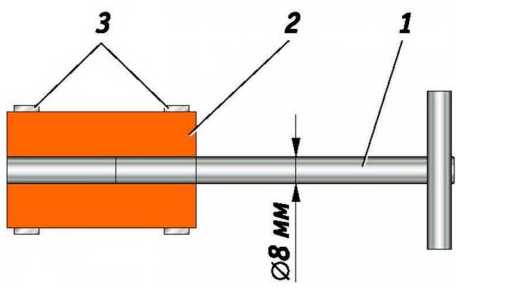
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Для притирки клапанов своими руками одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
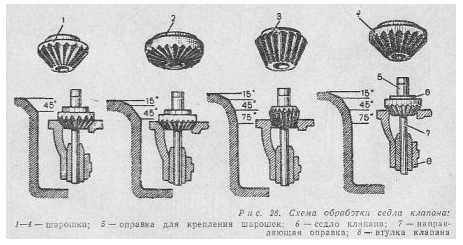
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.



Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки клапанов
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.

После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.

Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.


После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.

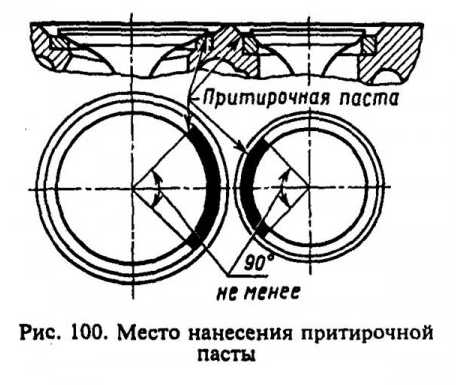
Для этого на фаску клапана наносится немного пасты для первичной обработки.
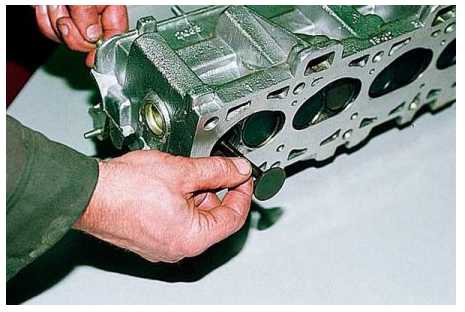
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.

Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.

Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.

Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.

Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
Как обычно, для закрепление нашего материала мы предлагаем вам посмотреть видео о ток, как притереть клапана своими руками подручными средствами.
Притирка клапанов двигателя, пасты и приспособления для притирки клапанов, чертежи, схемы и размеры, проверка герметичности притертых клапанов.
Притирка клапанов двигателя, это точная доводочная операция, вследствие которой получаются герметичные соединения. Металл сопрягаемых поверхностей снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности.
Клапаны притирают после ручного фрезерования седел. В случае, когда фаски седел и клапанов отшлифованы, притирка клапанов не нужна — это только ухудшит геометрию контакта деталей. Если фрезерование седла выполнено качественно, то и в этом случае притирка клапанов может не потребоваться или займет всего несколько минут.
Абразивные материалы для притирки клапанов различают по зернистости, то есть по размерам зерен. Последние, в зависимости от размеров, делят на следующие группы (в порядке уменьшения размеров зерна): шлифовальные зерна, шлифовальные порошки и микропорошки. Для притирки клапанов используются только микропорошки.
Абразивные микропорошки используемые для притирки клапанов двигателя, обозначение зернистости и размеры зерен.В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10-14 мкм) до М40 (зерна 28-40 мкм). Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапанов длится не более 1-2 минут.
Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.
Рекомендуют заканчивать притирку клапанов и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ считаются лучшим абразивным материалом для окончательной притирки клапанов.
Чем более мелкозернистый абразивный материал, тем притирка клапанов будет более качественной, хотя и более длительной. Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Притирка клапанов с помощью коловорота с присоской.
Наиболее «древний» способ притирки клапанов — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине.
Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так, чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45-90 градусов, причем при каждом повороте в одну сторону смещают сектор поворота.
Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет. Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы).
Притирка клапанов с помощью специальных приспособлений.
В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка клапанов осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх. В случае с коловоротом он опускался.
Наиболее удобным является цанговое приспособление для притирки клапанов. Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
Цанговое приспособление для притирки клапанов с захватом клапана за конец стержня, чертеж, схема и размеры.Более простое, но менее удобное приспособление для притирки клапанов с винтовым креплением клапана. Если затягивание цанги цангового приспособления производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
Приспособление для притирки клапанов с винтовым креплением клапана, чертеж, схема и размеры.В приспособлении для притирки клапанов с рычажным креплением, затягивать что-либо не требуется. Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
Приспособление для притирки клапанов с рычажным креплением, чертеж, схема и размеры.Приспособления для притирки клапанов, показанные выше, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение. Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у цанги, в корпусе и оправке изменить диаметр 8-8,1 мм на 7-7,1 или 9-9,1 мм соответственно.
Диаметры стержней впускных и выпускных клапанов некоторых автомобилей.Притирка клапанов с помощью электрической дрели, чертеж, схема и размеры приспособления.
Приспособление для притирки клапанов при помощи дрели представляет собой кривошипно-кулисный механизм. Порядок сборки такого приспособления:
1. Штифты запрессовывают соответственно в рычаг и диск кривошипа. 2. Собирают валик дрели и крышку, на валик напрессовывают диск кривошипа со штифтом. Валик должен свободно вращаться в крышке. 3. Аналогично собирают валик присоски, вторую крышку и рычаг. 4. В крышку запрессовывают штифт, устанавливают втулку, кулису и корпус, и крышку в сборе с валиком, диском кривошипа и штифтом. 5. Внутрь механизма закладывают смазку.
6. Крышки в сборе стягивают болтами М8-30.
Притирка клапанов своими руками. — бортжурнал Mitsubishi Pajero 6g72, v6 3.0, 12 vol 1995 года на DRIVE2
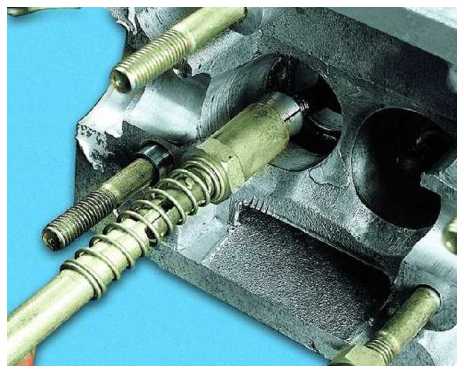
Притирал недавно клапана для мазды 626 с карбюраторным двигателем KF. Сделал фотографии процесса.Решил выложить, может кому пригодится мой опыт. Аналогично притирал клапана и на своем пыжЫГе.Сперва отмываем ГБЦ (головку блока цилиндров) до того состояния, чтобы с ней было приятно работать. Разбираем, рассухариваем клапана. ОЧЕНЬ ВАЖНО- обязательно все детали каждого клапана раскладываем по кучкам не забывая маркировать с какого цилиндра данные запчасти.Далее потребуются инструменты
1 Шарошки.

Универсальные шарошки, китайского производства.
Шарошка 1
Шарошка 2

шарошки разных диаметров и углов наклона
Шарошим посадочное место клапана до равномерной поверхности. Но без фанатизма, нужно снять как можно меньше металла.(новое: Недавно смотрел видео по теории. Где чел очень доходчиво рассказывает. Так вот шарошить нужно поверхность не только 45', но и 15' и 75'(30' и 60' в зависимости от моделей). Дабы получилось рабочая поверхность шириной 1мм-это оптимальный размер. Если кому-то интересно могу позже выложить ссылку на это видео. Я шарошил только под 45', не знал еще что да как :) ).
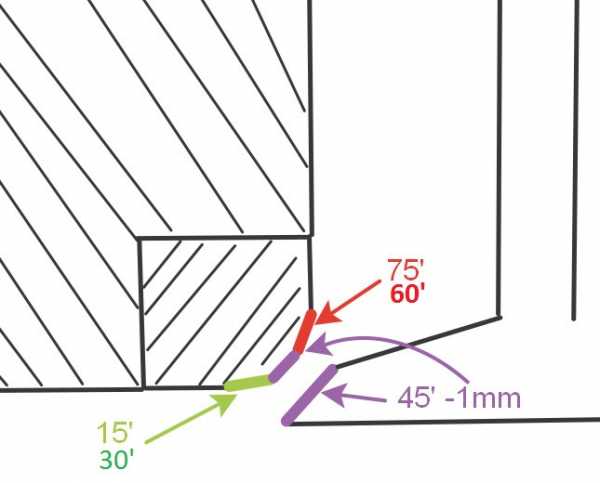
схематично

Готовая поверхность.
2. Бур от перфоратора на 8мм. Я отпилил балгаркой наконечник, и обработал все края чтобы не было острых краев на нем.

Бур
3. Шланг бензиновый армированный, понадобится не менее 50 см. часто выходит из строя.Отрезаем шланг длиннее рабочей длины бура на 1см. Бур я сделал 2 см., значит шланг 3см. Одеваем шланг и затягиваем с обоих концов проволокой либо хамутами. Я сперва хамутами затягивал, но как оказалось они тоже быстро выходят из строя. Поэтому взял что было под рукой- проволоку. Ей надежнее и не жалко.

бур+шланг

Перфоатор
4. Перфоратор с хорошим ударом и большим ходом без поворота бура.
Пассатижи, шайбы, пружина, алмазная паста.
5.Пассатижи,6. шайбы на 10-12 разной толщины7. пружина довольно упругая8. алмазная паста

Сэндвич :)
Одеваем на клапан пару шайб, затем пружину и еще пару шайб. Вставляем клапан на свое место (цилиндр и впуск/выпуск).
Зазор 5мм.
Зазор между чашкой клапана и ГБЦ нужен примерно 5 мм. Если больше, убираем одну шайбу. Меньше- добавляем шайбу. пробуем пальцем продавить клапан в его закрытое состояние. Клапан должен закрыться полностью с усилием.После примерки наносим на клапан притирочную пасту, и вставляем клапан. пальцем надавливаем на клапан до закрытого состояния и вращаем клапан по кругу, чтобы размазать пасту по всей рабочей поверхности.Берем перфоратор. выставляем режим только удара без вращения и начинаем притирать. Давить нужно не сильно иначе шланг согнется и сломается. У бура желательно отпилить напайку иначе при порыве шланга можно повредить ГБЦ или клапан.

Поверхность клапана не притерта.

Посадочное место притерлось

Клапан притерся
На клапане и посадочном месте притираемая поверхность должна быть не менее 1мм. и без разрывов.После того как притерли клапан тщательно удалите притирочную пасту. Я вытирал туалетной бумагой, мягкая не оставляет царапин, большой расход — не жалко. Ни в коем случае не допускайте попадание пасты на стержень клапана! В пасте алмазная пыль, сотрет в хлам втулку клапана при работе.Проверить как притерся клапан можно засухарить и пролить бензином или растворителем. Хорошо притертый клапан не должен даже мокреть по кромке. Если собирается капля, то разсухариваем и начинаем по новой притирку до достижения нужного результата.
Если кому пригодится мой опыт буду рад. Если возникнут вопросы, задавайте по мере возможности отвечу.
Притирка клапанов: как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.

Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
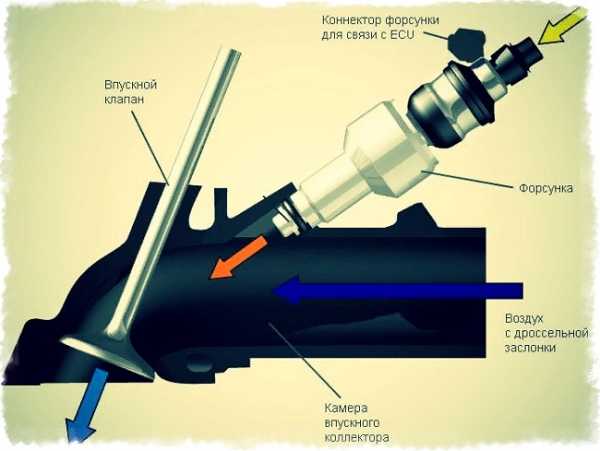
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.

Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.
- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки - из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.

Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.

Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
