Расточка что такое
Расточка блока цилиндров - что это такое?
 Покупая новый, или еще «лучше» подержанный автомобиль, Вы не только обретаете средство передвижения, но еще и дополнительные хлопоты, связанные с его ремонтом. Избежать подобных вмешательств скорее всего не получится (разве что делом будут заниматься специалисты), а значит, уважающий себя автовладелец должен знать хотя бы теорию того или иного ремонтного процесса. Сегодня мы расскажем про расточку блоков цилиндров и если кто-то скажет, что может сделать это полностью самостоятельно, без необходимого инструмента, то, скорее всего, слукавит. Рядовой автовладелец может только снять головку блока цилиндров и после расточки установить ее на место, но сам процесс проводится в специальном сервисном центре, специалисты которого имеют для этого все необходимое оборудование и, в первую очередь, соответствующий станок.
Покупая новый, или еще «лучше» подержанный автомобиль, Вы не только обретаете средство передвижения, но еще и дополнительные хлопоты, связанные с его ремонтом. Избежать подобных вмешательств скорее всего не получится (разве что делом будут заниматься специалисты), а значит, уважающий себя автовладелец должен знать хотя бы теорию того или иного ремонтного процесса. Сегодня мы расскажем про расточку блоков цилиндров и если кто-то скажет, что может сделать это полностью самостоятельно, без необходимого инструмента, то, скорее всего, слукавит. Рядовой автовладелец может только снять головку блока цилиндров и после расточки установить ее на место, но сам процесс проводится в специальном сервисном центре, специалисты которого имеют для этого все необходимое оборудование и, в первую очередь, соответствующий станок.
1. Когда и для чего нужно проводить расточку блока цилиндров?
Головка блока, да и сам блок цилиндров двигателя ламаються очень редко. Водителю придется приложить немало усилий, что бы в ходе использования автомобиля, вывести их из строя (особенно блок цилиндров) раньше срока указанного производителем.
Ремонт этих деталей, как правило, носит плановый характер (капитальный ремонт мотора), а к услугам специалистов мастерской, прибегают в самых редких случаях. Именно таким случаем есть расточка блока цилиндров силового агрегата, которая, иногда, требуется при текущем ремонте. Второй, более известной причиной вмешательства в конструкцию мотора, является расточка блока цилиндров и его головки с целью усовершенствования двигателя (тюнинга, форсирования). Выполнение данной задачи, требует от автовладельца четкого понимания причины таких действий - для чего ему это надо.
Если, к примеру, процедуру хонингования мотора (абразивная обработка материалов) в пределах нормы, Вы в состоянии провести самостоятельно, то расточка блока несколько сложнее, ведь что бы выполнить хонингование распредвала, достаточно иметь в наличии электрическую дрель и ручную хонинговальную головку, а вот для расточки надо еще найти специальный станок. Давайте изучим теорию этого вопроса.
Представьте себе блок цилиндров, вместе со всеми поршнями, шатунами и коленчатым валом в придачу. Когда коленвал вращается, поршни цилиндров, соответственно, совершают возвратно-поступательное движение. Припустим, что оси постели подшипников коленчатого вала не перпендикулярны оси цилиндров, что тогда? Здесь происходит сразу несколько крайне неприятных явлений. Оси обоих деталей перестанут совпадать, а поршню в цилиндре, придется двигаться в перекошенном состоянии. Разумеется, в результате таких действий появляется дополнительная сила, которая изгибает шатун, что в конечном итоге приводит к перекосу шатунного подшипника. Кроме того, поршневые кольца, также, не станут нормально выполнять свои функции в «кривом» блоке, а значит высокое давление картерных газов и чрезмерный расход масла двигателю обеспечены.
Данная ситуация практически аналогичная той, которая возникает при искривлении шатуна (оси верхней и нижней головки не параллельны) и, конечно, учитывая наличие дефектов, говорить о каком-либо ресурсе двигателя, так же как и об эффективности выполняемой работы, просто не имеет смысла.
 Влияющая на ресурс мотора, величина неперпендикулярности оси коленвала к осям цилиндров, по мнению некоторых специалистов, довольно маленькая и составляет примерно 0,02-0,04 мм по длине цилиндра. Превысить указанные значения очень просто, а факторы влияющие на это могут быть самыми разными. Например, если в ходе установки блока цилиндров на нижнюю плоскость, Вы забыли перед расточкой удалить остатки старой прокладки, то один из углов блока окажется приподнятым. Возможно, 0,15-0,2 мм – высота незначительная, но в данном случае результат будет виден сразу. Или, представьте другую ситуацию: хонинговальный станок, прямым действием «загнал» цилиндр сразу в последний размер (+1,0 мм), хоть перекос цилиндра еще и не прогнозируется, но он точно выйдет за указанные пределы.
Влияющая на ресурс мотора, величина неперпендикулярности оси коленвала к осям цилиндров, по мнению некоторых специалистов, довольно маленькая и составляет примерно 0,02-0,04 мм по длине цилиндра. Превысить указанные значения очень просто, а факторы влияющие на это могут быть самыми разными. Например, если в ходе установки блока цилиндров на нижнюю плоскость, Вы забыли перед расточкой удалить остатки старой прокладки, то один из углов блока окажется приподнятым. Возможно, 0,15-0,2 мм – высота незначительная, но в данном случае результат будет виден сразу. Или, представьте другую ситуацию: хонинговальный станок, прямым действием «загнал» цилиндр сразу в последний размер (+1,0 мм), хоть перекос цилиндра еще и не прогнозируется, но он точно выйдет за указанные пределы.
Таким образом, выходит, что перекос цилиндров вдоль оси коленвала (продольное направление) практически недопустим, особенно если речь идет о качественном ремонте блока. Такой результат обеспечивается лишь когда, при расточке блока, за основу берут постель коленчатого вала, но и этого для его точной установки недостаточно. Дело в том, что постель имеет круглую форму, а значит при поперечном размещении, блок необходимо будет дополнительно привязать к какой-нибудь базовой поверхности. Таким местом вполне может стать верхняя блоковая плоскость: с ее помощью можно так выставить блок на стенке, что при расточке оси цилиндров будут перпендикулярны именно ей. Однако, слишком серьезной точности здесь не нужно, поперечный наклон цилиндра влияет лишь на минимальный припуск при выполнении расточки, который обеспечивает покрытие всей поверхности цилиндра.
2. Процесс расточки – что он из себя представляет?
Расточка блока цилиндров двигателя, является процессом обработки внутренней поверхности цилиндров, с целью обеспечения идеальной цилиндрической формы, которая, в ходе эксплуатации мотора и износа его отдельных деталей, существенно нарушается. Процесс расточки, предусматривает снятие определенного слоя металла там, где были выявлены зазубрены, задиры и прочие неровности. По сути, это первичная процедура, следом за которой выполняют хонингование (хонинговку) блока.
Хонинговка (англ. «honing» - точить) – это процедура отделочной обработки внутрецилиндрических поверхностей деталей, с помощью применения мелкозернистого, абразивного инструмента (представлен в виде смонтированных на хонинговальной головке брусков). Головка такого приспособления, закреплена в шпинделе хонинговочного станка и в ходе его вращения совершает движения разного рода (вращательные или возвратно-поступательные). Абразивные бруски плотно прилегают к обрабатываемой поверхности, а благодаря вращению головки, оказывают на нее максимальное воздействие.
Хоненгование – заключительный процесс, осуществляемый сразу после растачивания, протягивания и шлифования. В результате, он позволяет получить высокую точность обработки (вплоть до первого класса) и шероховатость поверхности до тринадцатого класса. Конечно, проделать все это самому, без определенных знаний, умений и соответствующего оборудования просто нереально, поэтому, скорее всего, придется обращаться за помощью к специалистам. Однако, владеть информацией о технологии процедуры расточки никогда не помешает.
Если, вдруг, Вам нужно увеличить объем гнезда под ремкомплект (процесс гильзовки), то обязательно скажите мастеру какого размера имеющиеся в наличии ремонтные гильзы, только так он сможет качественно произвести расточку блока цилиндров. Измерить цилиндры, вполне можно самостоятельно и в домашних условиях, использовав для этих целей специальный измерительный прибор - нутромер.
Расточку цилиндров выполняют на спец.станках, а так как главным моментом в этом деле выступает соблюдение точности размеров (до 0,01 мм), геометрии цилиндра и качества обрабатываемой поверхности, то весь процесс проходит на минимальной скорости.
Совершая обработку на станке для расточки блоков, мастер должен добиться одновременного соблюдения параллельности цилиндров относительно базы, как по длине, так и по перпендикулярности. Обычно, параллельность «связывают» с постелями распределительного вала, но никак не с корпусом блока. В процессе расточки блока цилиндров, специалисты придерживаются определенного припуска. Это значит, что малая часть верхнего дефектного слоя (примерно 0,1-0,15 мм) остается нетронутым. Такая мера необходима, чтобы не допустить перекоса оси цилиндра в ходе проведения хонингования – обязательной процедуры, после расточки блока. Его используют для снятия верхнего слоя цилиндра (гнезда).
Заключительный этап данного процесса имеет определенную технологию проведения. После окончания хонинговки, можно смело продолжать задуманный ремонт или тюнинг мотора. Обратите внимание! Когда будете проводить обратную сборку блока цилиндров, обязательно учитывайте необходимость установки рекомендованных производителем параметров и, в первую очередь, не стоит забывать об установке головки блока цилиндров.
 К большому огорчению, ничего полностью идеального в этом мире не существует. Вот и плоскости отдельно взятого блока цилиндров, далеко не всегда бывают параллельны друг другу и пастели коленчатого вала, а перпендикулярность цилиндров их осям – далеко не установленный факт, то есть пока считается только теорией (гипотезой). Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
К большому огорчению, ничего полностью идеального в этом мире не существует. Вот и плоскости отдельно взятого блока цилиндров, далеко не всегда бывают параллельны друг другу и пастели коленчатого вала, а перпендикулярность цилиндров их осям – далеко не установленный факт, то есть пока считается только теорией (гипотезой). Но строить всю процедуру растачивания лишь на гипотезах, конечно нельзя, ведь любая случайность с легкостью может испортить дело, тем более, что каждое правило имеет свое исключение, а гипотеза и подавно. В общем, получается парадоксальная ситуация: вроде есть блок, есть необходимое для расточки оборудование, а правильно провести процедуру, под силу далеко не каждому мастеру. Если доверить дело сомнительному «профессионалу», то предугадать конечный результат вряд ли получится (он может не только не улучшить, но и наоборот – окончательно испортить геометрию блока цилиндров мотора). В этом случае, даже «прямое» хонингование (без расточки) покажется для блока благодатью, так как если оно и ухудшит исходные геометрические параметры, то сделает это не сильно, в пределах разумного.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Расточка двигателя: фото и видео
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.

Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

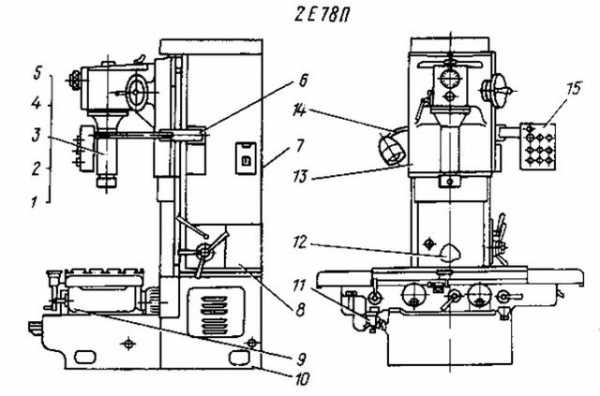
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

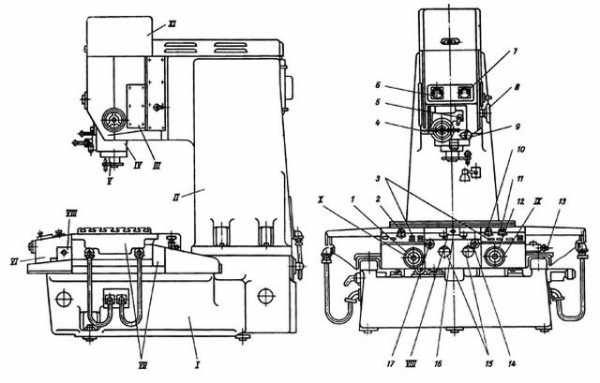
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Что такое расточка блока цилиндров и для чего она необходима

Пример выполнения расточки двигателя
При запуске автомобиля двигатель и такие его детали как цилиндры, поршни, распредвал, коленвал и клапаны, должны работать с большой эффективностью, так как их нагрузка достаточно велика. Особенно сильной она становится во время движения при высокой температуре воздуха, спуске с горы, перевозке большого груза.
Износ деталей является одной из серьезных проблем, с которыми приходится сталкиваться автовладельцам. Его источник – трение между стенками цилиндра и поршнями, приводящее к неравномерному изнашиванию последнего и потере первоначальной формы. Часто на невооруженный взгляд подобные нарушения незаметны, но ухудшение производительности говорит само за себя. В настоящее время существуют специальные измерительные приборы, с помощью которых может быть подтверждено или опровергнуто предположение о деформации цилиндров.
От чего же зависит объем истирания? Это обусловливается тем, что движение поршня происходит не по идеально ровной траектории: всегда присутствует небольшое отклонение. Как раз от степени отклонения от заданной траектории зависит величина износа цилиндров и поршней. Причин нарушения путей их движения несколько – проблема соосности и неперпендикулярности положения сопряженных деталей, чересчур большие допуски в размерах (в таком случае поршень не только движется по оси, но и отклоняется по горизонтали). Результатом этого становится неравномерный износ цилиндра, потеря формы, превращение его идеально круглого профиля в эллипсовидный.
Ухудшению формы цилиндра также способствуют продукты сгорания и высокая температура. Эти факторы разрушают стенки деталей, откладываются нагаром на их поверхности. Замена поршня не сможет устранить эти недостатки, потому как новый поршень будет иметь идеальную форму, а геометрия цилиндра к тому времени будет уже нарушена. Исключение эллипса внутри цилиндра поможет исправить ситуацию. Для этого существует специальная процедура, которая называется «расточка блока цилиндров».
Что такое расточка блока цилиндров и для чего она нужна
Пример выполнения расточки двигателя
Ранее мы упоминали, что в большинстве случаев изнашивание цилиндров происходит неравномерно. Существует система оценки степени износа цилиндра. С ее помощью можно оценить два размерных параметра цилиндра:
- Смещение от начальных размеров на 0,05 миллиметра в верхней мертвой точке верхнего поршневого кольца (это не касается самого поршня);
- Увеличение или уменьшение величины на 0,03 миллиметра в месте взаимодействия стенки цилиндра и юбки поршня.
Если ухудшение этих параметров подтверждается прибором, стоит признать необходимость ремонта. К тому же, ситуацию может ухудшить возникновение дефекта в форме ступеньки в верхней части цилиндра, которая становится причиной раздробления поршневых колец и посадочных мест под них. В действии это заметно по ощутимым ударам и сильной вибрации мотора. Поршневые кольца не могут плотно прилегать к стенкам цилиндра из-за имеющейся эллипсности, что приводит к проникновению выхлопных газов в картер, нарушению компрессии двигателя. Результатом этого становится раздробление колец на маленькие части, которые еще больше царапают стенки цилиндра. Эти процессы окончательно испортят стенки цилиндра, и двигатель не сохранит ни расточка, ни капитальный ремонт.
Также ознакомьтесь
При этом правильная геометрия цилиндра также не сможет исключить проблему неправильной соосности: цилиндры по-прежнему будут разрушаться в процессе работы двигателя. Лишнее трение и напряжение приводит к разрушению зависимых узлов, относящихся к поршневой группе, что может привести к изгибам, трещинам, деформациям. Но все эти недостатки легко решить. Форму цилиндра и должное расположение сопряженных деталей позволит восстановить расточка блока цилиндров.
Как растачивается блок цилиндров
Нельзя назвать расточку двигателя и восстановление нужного зазора между стенками цилиндра и поршнями легкой операцией, но сделать ее возможно. Образование зазора происходит самостоятельно после выполнения работ на вертикально-расточном станке. Здесь важно умение мастера, выполняющего работу, и оборудование, на котором она совершается. С точки зрения технологии такая операция выполнима и не очень проблематична.
Больших затрат сил и времени требует восстановление первоначальной формы цилиндра. Это происходит из-за того, что нельзя предугадать, в каком месте будет выработана внутренняя часть цилиндра. Чтоб мастер мог определить необходимость работы над протачиванием, делается несколько замеров микрометром со стрелочной индикацией.
Расточка блока цилиндров позволяет исключить эллипсоидность и конусность внутри деталей. Значение, не выходящее за величину 0,01 мм по длине цилиндра, считается нормальным. Для совершения подобной операции необходимо использовать специальные высокоточные расточные станки, точность которых меньше 0,01 мм. Важным фактором успешного выполнения расточки является чистота рабочей поверхности: безупречность ее обработки экономит большое количество времени, в течение которого новые детали притирались бы друг к другу. При некачественной же подготовке оборудования к этой операции возникнут трудности с досрочным износом поршневых колец, увеличатся расходы топлива и масла. Также добавит неудобств повышенное количество металлической пыли и стружки, первоисточником которой станет трение при обкатке двигателя после капитального ремонта и расточки.
Расточка блока цилиндров. Зачем это надо?
Подробности Категория: Эксплуатация и уход за авто Создано: 22.11.2013 14:09 Автор: Авто Обозреватель Просмотров: 10331 Что такое расточка блока цилиндров? Для чего делается данная процедура? Что она дает? Обо всем этом мы поговорим в статье.
Расточка блока цилиндров
Как известно, основанием любого двигателя внутреннего сгорания является блок цилиндров. В нем находятся и «работают» основные элементы мотора – поршня. Чаще всего блок цилиндров изготавливается из легированного чугуна. Он чаще всего имеет стальные гильзы цилиндров, которые представляют единое целое с блоком. В итоге, эти элементы образовывают рубашку охлаждения между наружными стенками и гильзами.
В нижней же части блока имеются специальные отверстия для вкладышей подшипников коленчатого вала. Они именуются «постелями».

В процессе эксплуатации рабочая поверхность цилиндров сильно изнашивается. Больше всего износу подвержена верхняя его часть. Кроме того, поверхность цилиндра в плоскости вращения кривошипа, контактирующая с юбкой поршня, также поддается износу. В итоге, разрез цилиндра становится не круглым, а овальным. Кроме того, на его внутренней поверхности появляются продольные царапины и задиры, являющиеся следствием попадания с горючим или воздухом различных частиц.При сильных степенях износа единственно возможным методом восстановления блока цилиндров является его расточка.
Расточка блока цилиндров предусматривает получение комплексного результата, обеспечивающего:
{typography list_number_bullet_blue}1. Одинаковый диаметр всех «постелей» блока. Исключение составляют агрегаты со специальной конструкцией.||2. Соосность отверстий во всех «постелях» блока цилиндров.||3. Полную перпендикулярность цилиндров осям «постелей».||4. Параллельность оси «постелей» плоскости разъема головки с блоком цилиндров.||5. Полную параллельность оси «постели» коленчатого вала, осям «постелей» распредвала и дополнительных валов.{/typography}Стоит отметить, что граничные отклонения параллельности или перпендикулярности не должны быть больше половины рабочего зазора этих элементов.{typography pre_red}ПОДВЕДЕМ ИТОГИ...{/typography}Напоследок отметим, что правильно проведенная расточка блока цилиндров обеспечивает следующие положительные результаты:
{typography list_number_bullet_blue}1. Высокий уровень компрессии как результат низкой утечки газов через поршневые кольца.||2. Максимально низкий расход масла на угар.||3. Возрастание ресурса элементов цилиндропоршневой группы.||4. Максимально низкий уровень трения колец о поверхность цилиндра.||5. Небольшой период приработки элементов цилиндропоршневой группы.{/typography}Как видим, расточка блока цилиндров – это радикальный метод ремонта изношенного силового агрегата, позволяющий восстановить все его первоначальные характеристики. Также данная методика зачастую используется любителями тюнинга для увеличения мощностно-тяговых параметров мотора.Расточка блока цилиндров
Социальные кнопки для Joomla










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
