Замена направляющих втулок клапанов
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ — бортжурнал Mercedes-Benz 190 (W201) 201.029+M104 3.2+717.450 1991 года на DRIVE2
Всем привет!) приехав на праздники решил все же самостоятельно поменять направляющие втулки клапанов, как раз последняя партия втулок пришла, выколотки изготовлены, и еще нашел дома старый нагреватель)
Чертежи и схему самих выколоток взял у zero911
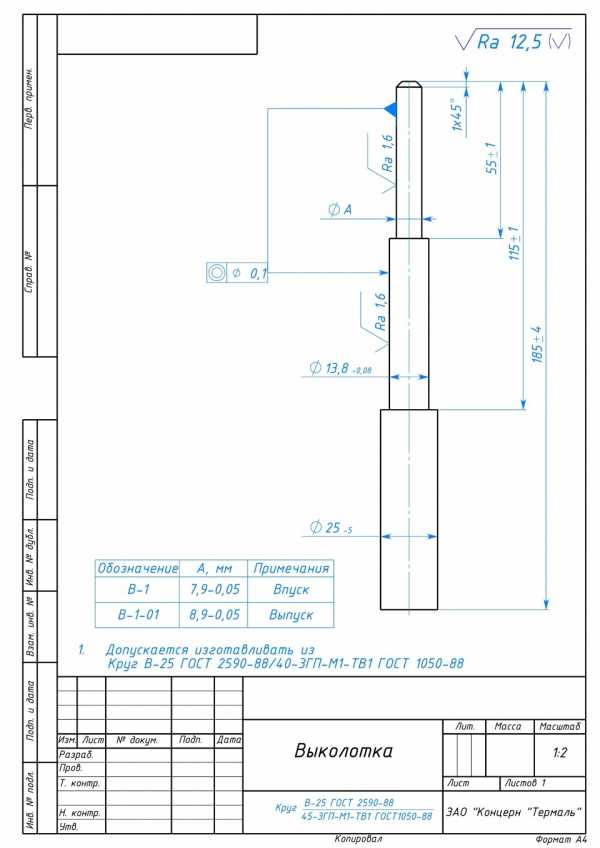
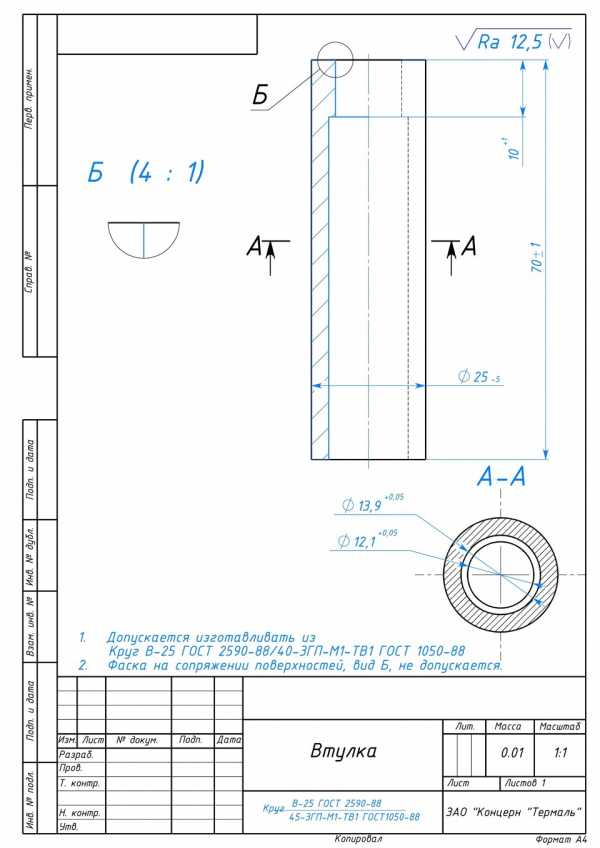
Отец просто, посмотрел фотографии, и по размерам втулок сделал вот такие:

не такие большие как на чертеже, уменьшенный вариант
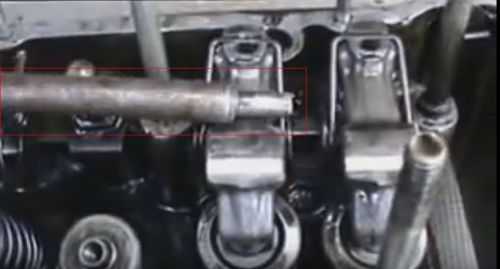
Для тех кто не в курсе, двигатель кушал много масла, вскрытие показало что виноваты и низ (блок двс) и верх (гбц), были изношены направляющие клапанов, зазор втулка-клапан был больше чем допускается, вот и решил их поменять…
Такой я снял головку

масло было гамно похоже

клапана не закрывались до конца, большой нагар на всех клапанах, изношенные маслосьемные колпачки
Далее разобрал, выбил втулки, почистил головку

пастой гои полировал шейки распредвала

по глупости выбитые гидрики

Желательно нагреть голову, 6 цилиндровая головка длинная, поэтому ее как то трудновато нагреть, решил греть в ванной, сначала подогрел воду до 90 градусов по Цельсию, полностью погрузил голову, и через минут 15 она нагрелась, тут же вытащил сразу все 6 впускных втулок из морозильника, приготовил рюмку подсолнечного масла)

10 трв, 2 кольбеншмидт

Делал 2 подхода, после 6 забитых, опять погружал голову в воду, и давал прогреться 10-15 минут
Смазывал пальцем обильно цилиндр, погружал втулку в рюмку с маслом, надевал на выколотку, и легкими ударами молотка забивал) и так 12 раз!)




Сложного ничего нету, и еще, развертка не понадобилась (а ее у меня как раз и нет) примерил новые впускные клапана, все идеально, с чуть зазором, и примерял выпускные старые клапана, тоже все отлично, то что надо!
Теперь после приезда выпускных клапанов TRW, голова отправится в мастерскую, чтобы там всякие углы сделать, притереть, и собрать) ну и сразу же на шлифовку! Опрессовывать не буду, я в ней уверен!
Ну и еще, по своей тупости и неопытности, вытащил все гидрики, а они у меня все оригинальные мерседес (INA), и не шумели, потом только узнал что они не любят когда их трогают.теперь думаю раскошелиться ли сразу на новые гидрики

Всем добра! жмем нравится!)
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре. Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место. При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Видео: Замена направляющих втулок клапанов.
Замена направляющих втулок клапанов.
Приветствую вас дорогие читатели этого сайта. Продолжая рубрику о ремонте головки блока цилиндров, сегодня хочу показать и главное рассказать вам, как наиболее правильно произвести замену направляющих втулок клапанов. Многие механики, делают это грубым способом (с помощью молотка и зубила :)) и как правело это не обходиться без повреждений самой головки. Мы же будим использовать специальный инструмент для достижения максимального положительного результата.
И так, процесс замены направляющих практически одинаков для всех моделей марки ВАЗ. Мы же будем производить замену втулок на головке двигателя ВАЗ 21011.
Для замены направляющих втулок нужно снять пружины и клапана. Советую вам прочитать специальную статью (Замена клапанов ВАЗ.). В статье по замене клапанов Вы ознакомитесь с подробнейшей информацией как правильно проделать всю операцию.
Мы не будем выбивать направляющие специальной наставкой при помощи молотка, так как можно повредить посадочную плоскость в головке, куда запрессовывается направляющая. Могут остаться задиры или получится эллипс, что нам вообще не нужно. Для этого мы будем использовать специальный съёмник для снятия и установки направляющих втулок клапанов.

Как изготовить данный инструмент и как им работать я подробно описал в статье (Инструмент для ремонта Г.Б.Ц.).
Так как съёмник у нас универсальный, то нужно подложить под него втулку определённого размера. Втулка подбирается таким образом, что бы при установке съёмника резьбовая часть выходила из направляющей втулки клапана на два три сантиметра.
Устанавливаем съёмник и фиксируем его двумя обточенными гайками.

Можно конечно сделать и одну большую гайку, что бы уменьшить нагрузку на резьбу, но есть то, что есть.
Теперь придерживая верхним ключом центральную часть съёмника, нижним впрессовываем направляющую втулку. Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу. Продолжаем выкручивать винт до полного выхода направляющей втулки.
Взяв новую втулку, обязательно обрабатываем её маслёнкой из моторным маслом, для того что бы она легче заходила на своё место.
Для запрессовки нам понадобится специальная втулка, с конической фаской, которая упирается в седло клапана. Втулки нужны две одна большего диаметра для посадочного места впускного клапана и вторая меньшего для выпускного.
Устанавливаем их вот так.
И устанавливаем сам съёмник.

Подбираем распорные втулки съёмника так, что бы при установке новой направляющей втулки резьбовая часть выглядывала два три сантиметра.
Так, как верхняя часть направляющей втулки изготовлена со специальным буртиком, нам понадобится специальная гайка, которая будет упираться в направляющую, и не повредит буртик. Чем этот буртик важен? На этот буртик крепится резиновый колпачок (сальник), и повреждение его не даст сто процентной гарантии в герметичности.
Вот так выглядит специальная гайка, которой мы поджимаем новую направляющую.
После установки специальной гайки, осталось немного резьбы на шпильке и что бы уменьшить нагрузку на резьбу, накручиваем дополнительную резьбовую втулку.
Теперь нам осталось только запрессовать втулку на своё место. Когда втулка дойдёт до своего места (на ней установлено стопорное кольцо, которое предупреждает о правильной посадке втулки на нужную величину), прокручивание станет туже, в этот момент нужно остановиться, что бы ни сломать направляющую. Разбираем съёмник и видим вот такую картину.
Всё направляющая у нас запрессована, но это как говорится ещё не всё. Теперь нужно подогнать её к нужному посадочному размеру. После запрессовки, её немного сдавило и теперь её размер меньше чем 8 мм. Для этого нам понадобится развёртка диаметром 8.00.

Устанавливаем её в направляющую и не придавливая а свободно прокручивая развёртываем отверстие.

Так же ещё раз напомню, что как пользоваться инструментом и как его выбирать я написал в специальной статье, ссылка вверху текста.
После того как развернули отверстие, его нужно продуть сжатым воздухом, что бы удалить все опилки.
Теперь приступим к замерам. Нам нужно узнать, какой диаметр отверстия в направляющей. Потому как на развёртке написан диаметр 8 мм. А ним нужно знать, сколько получилось на самом деле. Что бы это проверить, нам понадобится индикатор внутромер.

Как показывает прибор, у нас размер получился в плюсе две сотки. Далее замеряем толщину ножки клапана. Её замеряем микрометром.

Диаметр ножки клапана оказался 7.99 мм. В принципе три сотки это нормальный зазор между ножкой клапана и направляющей втулкой.
Далее устанавливаем на место клапан и подсветив его лампой сверху тарелки мы видим совсем неприятную картину.

Мы видим, что клапан не полностью прилегает к седлу. Это означает что при каждой замене направляющей втулки клапана, теряется соосность между центром втулки и центром седла клапана. Что бы решить эту проблемку нужно подвести шарошками седло. Как правильно прошарошить седло клапана я полностью описывал в статье (Притирка клапанов ВАЗ).
Ну, вот и всё, теперь осталось только притереть клапана и собрать всё обратно. О притирке советую прочитать статью, на которую ссылка чуть выше.
До новых публикаций.
На главную.Замена направляющих втулок клапанов и седел: как выполнить качественный ремонт
Клапаны выполняют функцию впуска воздушно-топливной смеси в двигатель и выпуска из него отработанных газов. Каждый цилиндр двигателя имеет, по крайней мере, два клапана – один впускной и один выпускной. Клапан состоит из стебля и головки. Стебель клапана, перемещаясь в направляющей втулке, производит впуск/выпуск топливной смеси/отработанных газов. Когда клапан закрывается, его головка «садится» на седло, и таким образом герметизирует камеру сгорания.
Направляющие втулки и сёдла клапанов обеспечивают качество работы самих клапанов. В процессе эксплуатации они терпят износ, из-за чего не могут обеспечить необходимых характеристик двигателя. В таком случае производят их ремонт или замену.
1. Как происходит выпрессовка старых втулок
 Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются. Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Замена направляющих втулок клапанов – это неизбежный процесс, который необходимо периодически повторять, так как втулки во время эксплуатации изнашиваются. Перед заменой направляющих втулок необходимо извлечь клапаны и определить степень износа втулок, для чего существует два метода:
Непосредственный
Для этого используют микрометр и нутромер, которыми замеряют внутренний минимальный диаметр втулки и максимальный диаметр рабочей зоны стебля клапана. Разность этих значений составляет диаметральный зазор. Также стоит учесть конусный и бочкообразный износ стебля и изменения в диаметре втулки по высоте. Эти параметры и определяют степень износа направляющих втулок. Перед измерениями необходимо очистить все поверхности от грязи.
Косвенный
Для этого метода используют индикатор часового типа, у которого есть стойка. Если измеренный зазор будет больше, чем рекомендованный инструкцией, то все измерения необходимо повторить на новом клапане. Если при сравнении параметров с новым клапаном, зазор всё равно останется большим, то нужно проводить ремонт или замену втулок.
 Многие производители автомобилей выпускают ремонтные клапаны с увеличенным диаметром, таким образом исключая необходимость замены направляющих втулок. Но, если ремонтных клапанов нет, износ направляющей втулки неравномерный или слишком большой, то придётся заменить втулки. Перед заменой на новые, старые втулки выпрессовуют.
Многие производители автомобилей выпускают ремонтные клапаны с увеличенным диаметром, таким образом исключая необходимость замены направляющих втулок. Но, если ремонтных клапанов нет, износ направляющей втулки неравномерный или слишком большой, то придётся заменить втулки. Перед заменой на новые, старые втулки выпрессовуют.
Для выпрессовки старых втулок обычно применяют ударный метод, при чём головку цилиндра предварительно переворачивают. Понадобятся оправка и молоток (либо другой ударный инструмент).
Оправку из латуни или бронзы устанавливают со стороны седла, а потом по ней наносят удары при помощи молотка. Чтобы посадочное гнездо не повредилось, оправку выбирают ступенчатую, которая по меньшему диаметру входит во втулку на 30-40 мм с зазором, а по большему диаметру – вольно проходит через отверстие в головке цилиндров.
Когда производится выпрессовка втулок, головку цилиндра следует нагреть до +150 градусов Цельсия, чтобы натяг немного уменьшился. Нагревать лучше в электропечи, но на крайний случай, подойдёт и обычная электроплитка.
 Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Если втулка крепко «засела» в гнезде, то её можно высверлить обычным станком для сверления. Ручную электродрель лучше не использовать, так как с большой долей вероятности посадочное гнездо повредиться или получится перекос. Втулку можно высверлить не полностью. При стенке с толщиной в 1 мм, остальную часть втулки очень просто выбить.
Поверхность гнезда после выпрессовки должна быть идеально гладкой, полностью чистой и не иметь царапин, шероховатостей и «черноты». Для этого её дополнительно обрабатывают.
2. Как измерить натяг втулки перед заменой
Новые втулки нельзя запрессовывать в головку цилиндров двигателя, если предварительно не измерить фактический натяг.
Натяг втулки – это превышение её диаметра над диаметром отверстия для запрессовки на небольшую величину. Установка втулок с натягом обеспечивает более надёжное и долговечное крепление.
Для измерения натяга втулки, нужно с высокой точностью определить диаметр гнезда для новой втулки и диаметр самой втулки. Диаметр втулки должен быть больше, чем диаметр гнезда на 0,03-0,05 мм.
Если гнездо «слабое» и натяг недостаточен, то необходимо будет использовать втулки большего диаметра. А если диаметр гнезда недостаточен, то увеличить его можно при помощи сверлильного станка. Для ремонтной втулки натяг должен быть больше, чем для новой, так как в старом гнезде поверхность уже была деформирована и понадобиться более надёжная установка.
3. Как запрессовать втулки клапанов
 Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Перед тем, как запрессовать втулку рекомендуется обеспечить разную температуру деталей. Втулки нужно охладить до -150 градусов по Цельсию, а головку цилиндра – нагреть до температуры больше +50 градусов по Цельсию. Разность температур нужна, чтобы посадочное место в головке цилиндра перетерпело меньше повреждений и, чтобы уменьшить усилие, необходимое для запрессовки. Во время запрессовки новых втулок не лишним будет смазывание поверхностей трения жидким машинным маслом.
Иногда втулки запрессовывают без обеспечения разности в температуре, но это делать не рекомендуется, так как сплав при большом натяге перетерпит деформации, а реальный натяг уменьшиться. Позже, когда двигатель начнёт работать, посадка ослабиться и клапан будет перегреваться, что связано с неправильным отводом тепла от стержня клапана. Очень быстро втулка начнёт колебаться в гнезде, и ремонт придётся проводить заново.
Запрессовку делают тем же ударным методом, что и выпрессовку, используя оправку и молоток. Производить запрессовку нужно быстро, 2-мя-3-мя ударами по оправке молотком. Если у втулки тонкий поясок для посадки колпачка, оправку нельзя опирать на этот поясок, так как втулка поломается.
 Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
Когда втулки остынут после запрессовки, их отверстия калибруют алмазными развёртками (стальные развёртки подвержены быстрому износу), которые дадут необходимый размер отверстий. После обработки отверстий, следует проверить зазоры клапанов втулок. Для впускных они должны быть 0,02-0,04 мм, а для выпускных клапанов – 0,03-0,04 мм. Минимальные зазоры (особенно у выпускных клапанов) не нужны, потому что это спровоцирует заклинивание в их работе.
4. Ремонт сёдел клапанов
 Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Совместная работа седла и клапана должна обеспечить полную герметичность двигателя на весь срок его эксплуатации. Для этого на седле делают специальную рабочую фаску, которая для нормального функционирования должна, с одной стороны, иметь минимальную ширину (чтобы обеспечить герметичность важна не площадь контактирующих поверхностей, а давление в сопряжении). Но, с другой стороны, по ней отводится большая часть теплоты от клапана, а потому она должна быть как можно шире.
Так что при ремонте сёдел стоит учитывать рекомендации производителя (руководство по эксплуатации автотранспортного средства), чтобы подобрать оптимальные параметры для сёдел. Помимо рабочей, на сёдлах также имеются вспомогательные фаски, которые нужны, чтобы обеспечить нужный диаметр и ширину рабочей фаски.
Во время эксплуатации, поверхность сёдел изнашивается и теряет нужную форму. Из-за этого во время перегрева двигателя на них появляются прогары и раковины. Так что периодически приходится производить ремонт или замену сёдел клапанов.
Главная задача, когда производится ремонт седел клапанов или замена седел – это добиться нужной соосности отверстия втулки и рабочей фаски, а также создать определённый профиль седла, который рекомендован производителем.
Перед тем как ремонтировать седло, нужно произвести восстановление направляющей втулки и ни в коем случае не наоборот. Если эту последовательность нарушить, то будет очень сложно добиться герметичности.
 Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Для восстановления, сёдла обрабатывают при помощи разных инструментов. Обычно, для этого используют угловые ручные фрезы с креплением пожёстче на направляющем стержне. Эти фрезы могут изготавливать с твердосплавными пластинами или из инструментальной стали с углами на вершине 30, 45, 60 градусов.
Но если у инструмента изношены детали, то будут наблюдаться люфты направляющего стержня. Из-за этого будет тяжело добиться нужной соосности втулки и седла, так что перед ремонтом сёдел следует заменить детали фрезы на новые.
При обработке седла в нём формируют определённый профиль: уплотнительную фаску и ещё две, примыкающих к ней фаски. У большего количества двигателей фаска имеет угол в 45 градусов, и ширину 1,5 миллиметра. У примыкающих фасок углы достигают 60 и 30 градусов.
Обработку уплотнительной рабочей фаски нужно вести, пока не получиться полностью ровная поверхность.
5. Окончательный этап: притирка клапанов
Притирка клапанов – это последний этап обработки седла и стыка клапана.
Если поверхности седла и фаски обработаны точно, то притирка не требуется, и она даже вредна, поэтому при профессиональном ремонте притирку клапанов не делают. Но если детали были обработаны вручную и их поверхность получилась не идеальной, то притирку клапанов выполнить необходимо.
Главное, что следует приобрести перед притиркой клапанов – притирочная паста, которая исполняет функцию мелкой шкурки. Притирочная паста бывает крупнозернистой (используется для первоначальной обработки) и мелкозернистой (используется для окончательной обработки). Во время притирки её наносят на сёдла и кромки клапанов.
Притирку клапанов выполняют при помощи дрели, отвёртки или с использованием специальных инструментов для притирки. Для этого поверхности смазывают притирочной пастой, вставляют клапан в гнездо и крепят к нему выбранный инструмент, после чего начинают вращать по окружности. После окончания процесса остатки пасты и частицы металла стирают влажной салфеткой.
Для контроля качества выполненной притирки, следует обратить внимание на поверхность фасок и клапана. Если на них образовалась замкнутая блестящая дорожка шириной 2-3 миллиметра, значит процесс притирки завершён, и всё было сделано правильно.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
