Притирочная паста это
Какие силы действуют на автомобиль
 Вроде бы зачем усложнять себе жизнь законами физики – сел за руль да поехал. Однако, никому не навязывая своего мнения заметим, что понимание водителем того, какие силы действуют на автомобиль, поможет понять не только новичку то, что может произойти на дороге, но и как это влияет на расход топлива. О […]
Вроде бы зачем усложнять себе жизнь законами физики – сел за руль да поехал. Однако, никому не навязывая своего мнения заметим, что понимание водителем того, какие силы действуют на автомобиль, поможет понять не только новичку то, что может произойти на дороге, но и как это влияет на расход топлива. О […]  Очень часто автолюбители задают вопрос. Что лучше и эффективнее в применении активная пена для мойки автомобиля или автомобильный шампунь. Если коротко сказать, то активная пена обычно характеризуется более сильным моющимся эффектом в отличие от шампуня. По этой простой причине активная пена используется в первую очередь для удаления серьезных загрязнений. Рассмотрим […]
Очень часто автолюбители задают вопрос. Что лучше и эффективнее в применении активная пена для мойки автомобиля или автомобильный шампунь. Если коротко сказать, то активная пена обычно характеризуется более сильным моющимся эффектом в отличие от шампуня. По этой простой причине активная пена используется в первую очередь для удаления серьезных загрязнений. Рассмотрим […]  Независимо от времени года наши автомобили подвергаются воздействию многих неприятных внешних факторов, таких как дорожная соль, птичий помет или насекомые, кислотные дожди, УФ-излучение. Все это негативно влияет на лаковое покрытие автомобиля. Покрытие автомобиля керамикой в состоянии снизить такие риски, а также как можно дольше сохранит естественный блеск кузова и в […]
Независимо от времени года наши автомобили подвергаются воздействию многих неприятных внешних факторов, таких как дорожная соль, птичий помет или насекомые, кислотные дожди, УФ-излучение. Все это негативно влияет на лаковое покрытие автомобиля. Покрытие автомобиля керамикой в состоянии снизить такие риски, а также как можно дольше сохранит естественный блеск кузова и в […]  Автомобильные шины имеют наиболее экстремальный контакт который связан с неблагоприятными факторами во время повседневной эксплуатации. С одной стороны – это грязь, пыль, мусор на дорогах, в зимний период дорожные реагенты, с другой стороны – неблагоприятное воздействие УФ-излучения, резкие перепады высоких и низких температур. Все эти факторы влияют не только на […]
Автомобильные шины имеют наиболее экстремальный контакт который связан с неблагоприятными факторами во время повседневной эксплуатации. С одной стороны – это грязь, пыль, мусор на дорогах, в зимний период дорожные реагенты, с другой стороны – неблагоприятное воздействие УФ-излучения, резкие перепады высоких и низких температур. Все эти факторы влияют не только на […]  Почему так важна защита пластика автомобиля? Большинство водителей допускают ошибку, сосредотачивая все свое внимание на мойке поверхности автомобиля, при этом часто забывают о периодическом уходе и защите салона автомобиля. А ведь чистый салон, особенно с точки зрения водителя является одним из основных элементов, который положительно влияет на комфорт путешествия. Чистота […]
Почему так важна защита пластика автомобиля? Большинство водителей допускают ошибку, сосредотачивая все свое внимание на мойке поверхности автомобиля, при этом часто забывают о периодическом уходе и защите салона автомобиля. А ведь чистый салон, особенно с точки зрения водителя является одним из основных элементов, который положительно влияет на комфорт путешествия. Чистота […]  Кожаная обивка салона автомобиля стала почти неотъемлемым элементом интерьера автомобилей класса ”люкс” и более низкого класса ”премиум”. Ухоженная ”кожа” сумеет произвести впечатление даже в стареньком автомобиле. Однако, такой материал требует к себе соответствующего бережного отношения со стороны водителя. Периодическая очистка кожаного салона способна поддерживать эстетический вид на многие годы эксплуатации. […]
Кожаная обивка салона автомобиля стала почти неотъемлемым элементом интерьера автомобилей класса ”люкс” и более низкого класса ”премиум”. Ухоженная ”кожа” сумеет произвести впечатление даже в стареньком автомобиле. Однако, такой материал требует к себе соответствующего бережного отношения со стороны водителя. Периодическая очистка кожаного салона способна поддерживать эстетический вид на многие годы эксплуатации. […]  Грязные стекла – это не только фактор, который портит эстетический вид автомобиля, но и значительно затрудняет его функционирование, а именно имеет большое воздействие на безопасность поездки. Дорожная грязь, остатки насекомых, полосы от потеков после применения плохого качества препаратов для мытья могут существенно ограничивать видимость. Даже самая тщательная мойка автомобиля будет […]
Грязные стекла – это не только фактор, который портит эстетический вид автомобиля, но и значительно затрудняет его функционирование, а именно имеет большое воздействие на безопасность поездки. Дорожная грязь, остатки насекомых, полосы от потеков после применения плохого качества препаратов для мытья могут существенно ограничивать видимость. Даже самая тщательная мойка автомобиля будет […]  Часто автолюбители стают перед дилеммой – какая мойка автомобиля лучше? Что выбрать для обслуживания своего автомобиля, мойку автоматическую или ручную, бесконтактная или паровая? Этот вопрос актуален для владельцев транспортных средств, которые хотят иметь уверенность в том, что вложенные деньги в подобные сервисы услуг окупятся качественной и безопасной для автомобиля работой. В […]
Часто автолюбители стают перед дилеммой – какая мойка автомобиля лучше? Что выбрать для обслуживания своего автомобиля, мойку автоматическую или ручную, бесконтактная или паровая? Этот вопрос актуален для владельцев транспортных средств, которые хотят иметь уверенность в том, что вложенные деньги в подобные сервисы услуг окупятся качественной и безопасной для автомобиля работой. В […]  Даже несмотря на возраст автомобиля – хорошо ухоженное транспортное средство становится гордостью каждого заботливого водителя. Проблема состоит в том, что регулярная эксплуатация постепенно приводит к ухудшению эстетического вида. Эффект легко предсказуем – кузов, интерьер постепенно теряют свои первоначальные качества. С появлением совершенно нового направления в сфере услуг – детейлинг авто […]
Даже несмотря на возраст автомобиля – хорошо ухоженное транспортное средство становится гордостью каждого заботливого водителя. Проблема состоит в том, что регулярная эксплуатация постепенно приводит к ухудшению эстетического вида. Эффект легко предсказуем – кузов, интерьер постепенно теряют свои первоначальные качества. С появлением совершенно нового направления в сфере услуг – детейлинг авто […]  В последнее время в магазинах мы можем приобрести интересный продукт по уходу кузова нашего автомобиля – глину, которая напоминает по составу пластилина. Какое применение имеет это средство и как правильно проводится очистка автомобиля глиной? Глина для лакировочного покрытия автомобиля является одним из самых инновационных и, одновременно, эффективных продуктов. Изготовлена в […]
В последнее время в магазинах мы можем приобрести интересный продукт по уходу кузова нашего автомобиля – глину, которая напоминает по составу пластилина. Какое применение имеет это средство и как правильно проводится очистка автомобиля глиной? Глина для лакировочного покрытия автомобиля является одним из самых инновационных и, одновременно, эффективных продуктов. Изготовлена в […]  Покрытие авто жидким стеклом своими руками Лакокрасочное покрытие кузова автомобиля в процессе эксплуатации подвергается воздействию внешних негативных факторов и риску физического воздействия. Солнце, ветер, вода, пыль, мелкие камни, ветки норовят оставить на блестящем покрытии кузова неприглядные глубокие или неглубокие царапины, сколы, потёртости. Мелкие на первый взгляд дефекты, способны с течением […]
Покрытие авто жидким стеклом своими руками Лакокрасочное покрытие кузова автомобиля в процессе эксплуатации подвергается воздействию внешних негативных факторов и риску физического воздействия. Солнце, ветер, вода, пыль, мелкие камни, ветки норовят оставить на блестящем покрытии кузова неприглядные глубокие или неглубокие царапины, сколы, потёртости. Мелкие на первый взгляд дефекты, способны с течением […]  Соль, Грязь, Снег… так воспринимается водителем почти каждая зима. Вся эта бурда негативно сказывается на эксплуатации автомобиля в зимний период. Забиваясь под колесные арки, днище, оседая на лаковом покрытии кузова, реагенты провоцируют коррозийные процессы. Появление даже незначительного очага коррозии оборачивается для автолюбителя утомительной борьбой с этим явлением. Выход один – […]
Соль, Грязь, Снег… так воспринимается водителем почти каждая зима. Вся эта бурда негативно сказывается на эксплуатации автомобиля в зимний период. Забиваясь под колесные арки, днище, оседая на лаковом покрытии кузова, реагенты провоцируют коррозийные процессы. Появление даже незначительного очага коррозии оборачивается для автолюбителя утомительной борьбой с этим явлением. Выход один – […]  Проворот вкладыша, засорение клапана системы рециркуляции, повреждения турбокомпрессора, износ цепи ГРМ … Все эти неприятные моменты объединяет общий знаменатель – слишком редкая замена масла в двигателе. В статье поговорим, как узнать что пришла пора менять масло в двигателе и избежать его поломки? За что отвечает моторное масло? Моторное масло выполняет […]
Проворот вкладыша, засорение клапана системы рециркуляции, повреждения турбокомпрессора, износ цепи ГРМ … Все эти неприятные моменты объединяет общий знаменатель – слишком редкая замена масла в двигателе. В статье поговорим, как узнать что пришла пора менять масло в двигателе и избежать его поломки? За что отвечает моторное масло? Моторное масло выполняет […]  Для того чтобы всеобъемно ответить на вопрос – как подобрать свечи зажигания на автомобиль, обратимся за консультацией к мировому бренду Champion, и на примере его продукции попробуем найти необходимую информацию. Правильный выбор свечей зависит от многих факторов. Свечи с одинаковым внешним видом могут иметь совершенно разные параметры, например, тепловое значение. […]
Для того чтобы всеобъемно ответить на вопрос – как подобрать свечи зажигания на автомобиль, обратимся за консультацией к мировому бренду Champion, и на примере его продукции попробуем найти необходимую информацию. Правильный выбор свечей зависит от многих факторов. Свечи с одинаковым внешним видом могут иметь совершенно разные параметры, например, тепловое значение. […] 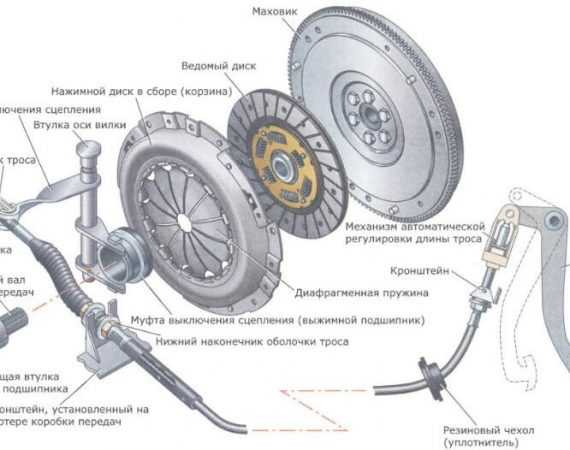 Основным узлом трансмиссии автомобиля является сцепление. Отвечает оно за временное отключения трансмиссии от двигателя при переключении передач. Неправильная работа со сцеплением приводит к серьезных неисправностей. В нашей статье поговорим о том какие симптомы износа сцепления проинформируют водителя обратить своевременно внимание на этот важный узел автомобиля. Срок службы этого элемента сильно […]
Основным узлом трансмиссии автомобиля является сцепление. Отвечает оно за временное отключения трансмиссии от двигателя при переключении передач. Неправильная работа со сцеплением приводит к серьезных неисправностей. В нашей статье поговорим о том какие симптомы износа сцепления проинформируют водителя обратить своевременно внимание на этот важный узел автомобиля. Срок службы этого элемента сильно […]  Автовладельцы своих машин часто ищут ответы: Какое моторное масло для Ланос лучше применять? В зависимости от климатических условий завод производитель рекомендует заливать в двигатель масло такой вязкостью 5W-40, 10W-40 или 15W-40. Поискав в интернете информацию я подобрал для Вас перечень марок автомобильных масел которые подходят для эксплуатации в DAEWOO Lanos Хэтчбек […]
Автовладельцы своих машин часто ищут ответы: Какое моторное масло для Ланос лучше применять? В зависимости от климатических условий завод производитель рекомендует заливать в двигатель масло такой вязкостью 5W-40, 10W-40 или 15W-40. Поискав в интернете информацию я подобрал для Вас перечень марок автомобильных масел которые подходят для эксплуатации в DAEWOO Lanos Хэтчбек […]  Необходимость применения таких смазочных материалов, как низкозольное масло low SAPS в новых моделях автомобилей, связано с установленными ЕС нормами Евро 1 – 6, которые ограничивают допустимую эмиссию вредных веществ в выхлопных газах, требующих применения клапанов EGR и сажевых фильтров. Исследования уже давно доказали, что к самым опасным компонентам, попадающих в […]
Необходимость применения таких смазочных материалов, как низкозольное масло low SAPS в новых моделях автомобилей, связано с установленными ЕС нормами Евро 1 – 6, которые ограничивают допустимую эмиссию вредных веществ в выхлопных газах, требующих применения клапанов EGR и сажевых фильтров. Исследования уже давно доказали, что к самым опасным компонентам, попадающих в […]  Имея за спиной 75 летний опыт в области исследований автомобильной смазки, компания Shell создала инновационный продукт автомобильных масел, которые обеспечивают защиту выхлопной системы автомобиля. Масло Shell Helix ECT, где аббревиатура “ECT” подскажет автолюбителю, что этот тип масел способен поддерживать в чистоте сажевый фильтр на автомобилях с дизельными двигателями, защищает его от […]
Имея за спиной 75 летний опыт в области исследований автомобильной смазки, компания Shell создала инновационный продукт автомобильных масел, которые обеспечивают защиту выхлопной системы автомобиля. Масло Shell Helix ECT, где аббревиатура “ECT” подскажет автолюбителю, что этот тип масел способен поддерживать в чистоте сажевый фильтр на автомобилях с дизельными двигателями, защищает его от […]  Статья информационного характера, познакомит Вас с таким определением как базовое масло. Что это такое, и какие группы базовых масел существуют, знают не все автолюбители. Покупая автомобильное масло, часто даже продавец не может дать информацию по этому термину. Постараемся убрать этот пробел. Забегая вперед темы статьи, хочу заметить, что в чистом […]
Статья информационного характера, познакомит Вас с таким определением как базовое масло. Что это такое, и какие группы базовых масел существуют, знают не все автолюбители. Покупая автомобильное масло, часто даже продавец не может дать информацию по этому термину. Постараемся убрать этот пробел. Забегая вперед темы статьи, хочу заметить, что в чистом […]  Если спросим автолюбителей – Какие функции моторного масла Вы знаете? – подавляющее большинство ответят, смазка деталей двигателя. О том, что в двигателе внутреннего сгорания должно быть масло, знает каждый, не только водитель. Задача заключается в смазке, а точнее говоря – защите от заклинивания движущихся деталей, таких как распределительный вал, поршни, […]
Если спросим автолюбителей – Какие функции моторного масла Вы знаете? – подавляющее большинство ответят, смазка деталей двигателя. О том, что в двигателе внутреннего сгорания должно быть масло, знает каждый, не только водитель. Задача заключается в смазке, а точнее говоря – защите от заклинивания движущихся деталей, таких как распределительный вал, поршни, […]  Для автомобилей со спортивным оттенком, в которых двигатель должен надежно работать при экстремальных режимах, нужны специальные жидкости и расходные материалы. Автомобильное масло, должен быть подобрано так, чтобы обеспечить отдельные элементы двигателя надежной смазкой, при этом поддерживать каждый раз высокие эксплуатационные характеристики. Для таких автомобилей, работающих в жестких эксплуатационных условиях применяют по […]
Для автомобилей со спортивным оттенком, в которых двигатель должен надежно работать при экстремальных режимах, нужны специальные жидкости и расходные материалы. Автомобильное масло, должен быть подобрано так, чтобы обеспечить отдельные элементы двигателя надежной смазкой, при этом поддерживать каждый раз высокие эксплуатационные характеристики. Для таких автомобилей, работающих в жестких эксплуатационных условиях применяют по […]  Синтетические масла производятся на основе только синтетических смесей. В настоящее время составляют львиную долю от общего объема производства моторных масел. Масла прекрасно адаптированы к различным требованиям производителей двигателей. Благодаря их работе, двигатель работает лучше, эффективнее, удлиняется его срок службы. В категории ”Рейтинг синтетических масел”, наибольшей популярностью пользуются продукты компании Castrol (доля […]
Синтетические масла производятся на основе только синтетических смесей. В настоящее время составляют львиную долю от общего объема производства моторных масел. Масла прекрасно адаптированы к различным требованиям производителей двигателей. Благодаря их работе, двигатель работает лучше, эффективнее, удлиняется его срок службы. В категории ”Рейтинг синтетических масел”, наибольшей популярностью пользуются продукты компании Castrol (доля […] 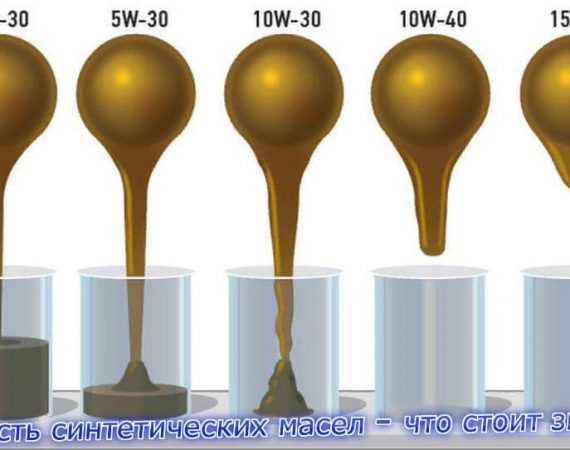 При выборе моторного масла чаще всего, мы руководствуемся доверием к бренду, ценой и способностью масла эффективной защиты двигателя. Однако, прежде всего, нужно придерживаться рекомендаций производителя транспортного средства. Моторное масло является одним из ключевых факторов, поэтому про вязкость синтетических масел стоит знать больше – даже если выбор и замену масла мы отдаем […]
При выборе моторного масла чаще всего, мы руководствуемся доверием к бренду, ценой и способностью масла эффективной защиты двигателя. Однако, прежде всего, нужно придерживаться рекомендаций производителя транспортного средства. Моторное масло является одним из ключевых факторов, поэтому про вязкость синтетических масел стоит знать больше – даже если выбор и замену масла мы отдаем […]  Новое синтетическое масло Shell Helix HX8 ECT 5W-30 Компания Shell расширяет свою линейку на рынке моторных масел в частности новый синтетический продукт Shell Helix HX8 ECT 5W-30. Новое масло, предназначено для легковых автомобилей, оборудованных бензиновыми двигателями, дизельные и газовые (LPG), обеспечивает оптимальную защиту силового двигателя в различных условиях движения. Продукт […]
Новое синтетическое масло Shell Helix HX8 ECT 5W-30 Компания Shell расширяет свою линейку на рынке моторных масел в частности новый синтетический продукт Shell Helix HX8 ECT 5W-30. Новое масло, предназначено для легковых автомобилей, оборудованных бензиновыми двигателями, дизельные и газовые (LPG), обеспечивает оптимальную защиту силового двигателя в различных условиях движения. Продукт […]  На интернет форумах автолюбители часто задаются вопросами, какое масло лучше выбрать: обычное или синтетические масла для авто. До того, как синтетика стала доступна среднему автомобилисту, основным критерием качества масла были его вес и фирма-производителя. Сегодня же оно активно рекламируется и не всегда понятно, в чем заключается отличие между данными типами […]
На интернет форумах автолюбители часто задаются вопросами, какое масло лучше выбрать: обычное или синтетические масла для авто. До того, как синтетика стала доступна среднему автомобилисту, основным критерием качества масла были его вес и фирма-производителя. Сегодня же оно активно рекламируется и не всегда понятно, в чем заключается отличие между данными типами […]  В рамках статьи мы продолжаем обзор производителей моторного масла. В первой части мы знакомили нашего читателя с производством Castrol, Mobil, Valvoline и немецкой марки Liqui Moly. Сейчас на очереди нашего обсуждения следующие три марки автомобильных моторных масел. Марки автомобильных моторных масел Eneos Японский бренд Eneos, возможно, не является лидером на нашем […]
В рамках статьи мы продолжаем обзор производителей моторного масла. В первой части мы знакомили нашего читателя с производством Castrol, Mobil, Valvoline и немецкой марки Liqui Moly. Сейчас на очереди нашего обсуждения следующие три марки автомобильных моторных масел. Марки автомобильных моторных масел Eneos Японский бренд Eneos, возможно, не является лидером на нашем […]
Притирка и доводка – точная подгонка ответственных деталей
Наиболее эффективной технологической операцией, позволяющей довести поверхность деталей из металла до идеального состояния, является притирка. Детали, поверхность которых была подвергнута такой процедуре, могут образовывать герметичные или плотно движущиеся соединения. Необходимость в формировании подобных соединений и, соответственно, в технологической операции, выполняемой при помощи специального инструмента и материалов, имеется во многих сферах деятельности.

Доводка лезвия рубанка на притирочных брусках
Суть технологии
Притирка, благодаря которой можно получить поверхности с требуемой степенью шероховатости и с заданными отклонениями, предполагает снятие с обрабатываемой детали тонкого слоя металла, для чего в отличие от доводочной операции шабрения, используются не только инструменты, но и мелкодисперсные абразивные порошки или пасты. Абразивный материал, при помощи которого выполняется такая обработка, может наноситься как на поверхность детали, так и на специальное приспособление, которое называется притир.
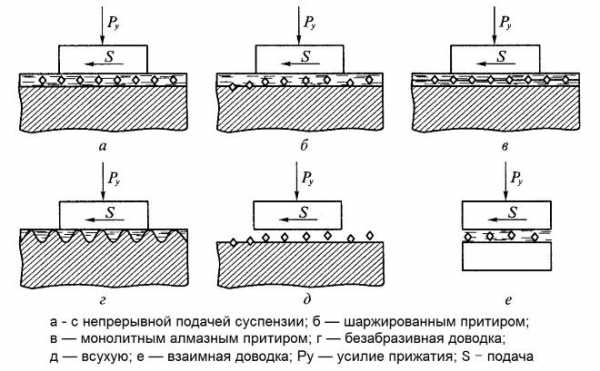
Схемы доводки
Притирка, выполняемая с медленной скоростью и при помощи постоянно меняющих направление движений, позволяет не только уменьшить шероховатость поверхности до требуемой величины, но и значительно улучшить ее физико-механические характеристики.
Притирку, которую часто называют и доводка, можно выполнять различными способами. Так, детали сложной конфигурации, изготавливаемые в единичных экземплярах, обрабатывают полностью вручную, а для притирки изделий, выпускаемых мелкими сериями, используют полумеханический способ. При этом подача детали в зону обработки осуществляется вручную, а саму притирку выполняют при помощи механических устройств. При производстве деталей крупными сериями и в массовом порядке не обойтись без такого устройства, как притирочный станок, при помощи которого и выполняют доводочные операции.
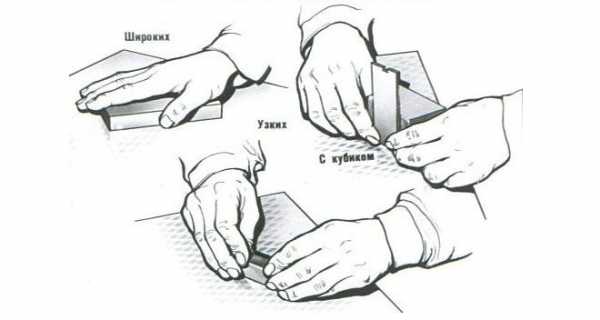
Положение рук при притирке металлических поверхностей
Специальные приспособления и материалы
Как уже говорилось выше, чтобы осуществить притирку или доводку, необходим специальный инструмент, который называется притир. По форме рабочей поверхности, такие приспособления делятся на следующие типы:
- притирочный инструмент плоского типа;
- с внутренней поверхностью цилиндрического типа;
- с наружной цилиндрической поверхностью;
- инструмент конического типа.

Пневматическая притирочная машинка для доводки клапанов
Выбирая материал для изготовления притирочного инструмента, обращают внимание на то, чтобы его твердость была значительно ниже, чем твердость материала изготовления обрабатываемой детали. Обусловлено это требование тем, что абразивный порошок или паста, с использованием которых выполняют притирку, могли удерживаться материалом инструмента. Так, наиболее распространенным сырьем для изготовления такого приспособления является:
- серый чугун;
- медь;
- свинец;
- сталь мягких сортов;
- различные породы дерева;
- другие металлы и неметаллические материалы.

Специальные притиры для гильз оптических прицелов
Для выполнения предварительных и финишных притирочных операций используется инструмент как различной конструкции, так и изготовленный из всевозможных материалов. Например, для выполнения предварительных операций, когда используется абразивный материал более крупной фракции, применяется инструмент из более мягких материалов. На рабочей поверхности его предварительно нарезаются канавки для удерживания абразива, глубина которых составляет 1–2 мм. Окончательная обработка изделий, выполняемая при помощи мелкодисперсного абразива, осуществляется приспособлением, рабочая поверхность которого совершенно гладкая. Материалом изготовления инструмента для выполнения финишных операций, преимущественно служит чугун. При помощи притирочных инструментов, которые изготовлены из свинца и дерева, поверхностям обрабатываемых деталей придается блеск.

Комплект для ручной притирки, состоящий из чугунных притиров и алмазной пасты различной зернисности
Абразивный порошок является основным материалом, который обеспечивает эффективность и качество выполнения притирки. Такие порошки, в зависимости от материала изготовления, делятся на твердые (твердость материала выше, чем у закаленной стали) и мягкие (их твердость ниже, чем у закаленной стали). Для изготовления порошков первого типа используют корунд, карбокорунд и наждак, а второго — окись хрома, венская известь, крокус и др. По степени зернистости абразивные порошки также подразделяются на несколько категорий. Отличить порошки и пасты разных категорий друг от друга можно даже по их цвету. Так, пасты, основу которых составляет крупнозернистый порошок, имеют светло-зеленый цвет, средней зернистости — темно-зеленый, пасты с мелкодисперсным порошком — зеленовато-черный.
Наиболее известной разновидностью паст последнего типа, при помощи которых выполняют финишные притирочные операции, является паста ГОИ.Многие домашние мастера, занимающиеся слесарным делом, самостоятельно изготавливают порошки и пасты для выполнения притирки. Сделать это достаточно несложно: для этого необходимо тщательно измельчить куски наждачного круга в массивной ступке, а после этого полученный порошок просеять через сито с очень мелкими ячейками.

Паста ГОИ используется для доводки металлических, стеклянных и пластиковых поверхностей
На эффективность и качество выполнения притирки, кроме используемого оборудования и абразивного материала, серьезное влияние оказывает применяемый смазочный материал. В качестве такого материала могут использоваться различные вещества:
- скипидар;
- минеральное масло;
- керосин;
- животные жиры;
- спирт или авиационный керосин.
Два последних вещества применяются в тех случаях, когда к качеству выполнения притирки предъявляются повышенные требования.

Распространенные дефекты притирки и способы их устранения
Инструменты и приспособления
Наиболее распространенным приспособлениям для выполнения доводочных операций является притирочная плита, которая, как уже говорилось выше, может быть изготовлена из различных материалов. На выбор типа и материала изготовления такой плиты, являющейся достаточно универсальным приспособлением, оказывают влияние как особенности обрабатываемых деталей, так и требования к качеству притираемой поверхности. Среди всех типов плит наибольшее распространение получили изделия, изготовленные из марок чугуна, твердость которого (по HB) находится в интервале 190–230 единиц.

Промышленный притирочный стол
На конструкцию и размеры плиты или притирочного инструмента другого вида оказывают влияние как конструктивные особенности обрабатываемых изделий, так и тип обработки: черновая или чистовая. Именно плиты как приспособление для выполнения притирки используются для обработки плоских поверхностей. При этом, как уже говорилось выше, на поверхность плит, применяемых для выполнения черновых операций, наносятся специальные канавки, которые могут иметь и спиралевидную конфигурацию. Такие канавки не только удерживают в зоне притирки абразивный материал, но и выводят из нее отходы.
Естественно, что выполнить при помощи плиты притирку цилиндрических поверхностей, отверстий и деталей со сложной конфигурацией, не представляется возможным. Поэтому для таких целей изготавливают приспособление, форма которого оптимально подходит для обработки детали определенной конфигурации. Так, это могут быть притирочные инструменты круглой, цилиндрической, кольцевой, конической, дисковой конфигурации и др. В частности, притирка отверстий выполняется приспособлением, которое изготавливается в виде втулок, фиксируемых на специальных оправках.
Инструмент, при помощи которого выполняются притирочные операции, также подразделяется на нерегулируемый и регулируемый. Приспособление второго типа является более универсальным, его конструкция, состоящая из разрезной рабочей части, конуса и раздвижного устройства, предусматривает возможность изменения его диаметра.
Для обработки деталей цилиндрической формы, совершенно не обязательно использовать специализированный притирочный станок, для этого вполне подойдет универсальное токарное или сверлильное оборудование. Обрабатываемая деталь в таких случаях может фиксироваться в центрах или патроне оборудования, в зависимости от того, какую часть ее поверхности необходимо притереть.

Использование ручного шлифовально-притирочного станка при ремонте плоскоседельной арматуры
Станки, которые изначально разработаны для осуществления притирки, подразделяются на оборудование общего назначения и специализированные модели. На станках общего назначения, которые могут быть оснащены одним или двумя притирочными инструментами, преимущественно обрабатываются детали с плоскими и цилиндрическими поверхностями. Более мелкие детали при обработке на таких станках в свободном состоянии помещаются в специальный сепаратор, где они проходят притирку, располагаясь между двумя вращающимися притирочными дисками. Крупные же детали фиксируются на станке при помощи специального приспособления и обрабатываются одним абразивным диском.

Плоскопритирочный профессиональный станок Lapmaster, предназначенный для обработки различных материалов, включая металлы и керамику
Более сложными по конструкции и менее универсальными являются специализированные станки, устройство которых специально разработано для выполнения притирки деталей определенной конфигурации: седел клапанов, кулачков распределительных валиков, шеек коленчатых валов, зубчатых колес и др.
Такие станки, обладающие высокой производительностью и обеспечивающие высокое качество притирки, используются в крупносерийном и массовом производстве, поэтому в их конструкциях часто реализованы инновационные технические решения: самоцентрирующиеся центробежные патроны, устройства для автоматической регулировки усилия поджатия и др.ПОИСК
Для получения требуемой шероховатости необходимо применять соответствующие притирочные пасты и соблюдать определенный режим притирки. Притирочная паста представляет собой относительно густую жидкость, насыщенную абразивами. В состав жидкости входят смазывающие вещества и поверхностноактивные добавки. Наиболее часто используется машинное масло (индустриальное) с добавкой олеиновой кислоты или состав из машинного масла с керосином в отношении 2 1 или 1 1с добавкой олеиновой или стеариновой кислоты. В жидкость замешивается порошок абразива до образования сметанообразной смеси густотой, соответствующей техническому вазелину при 20° С, примерно 1 часть притирочного порошка и 2 части жидкости. [c.291] В большинстве случаев эти загрязнения состоят из продуктов притирочных паст и металлических частиц с небольшим количеством частиц резины (уплотнения). [c.113]Наиболее опасными для работы элементов гидросистем являются частицы загрязнений, соизмеримые с величиной зазоров, а также частицы, обладающие высокими абразивными свойствами атмосферная пыль, остатки притирочных паст, металлические частицы. Опасными являются также абразивные частицы, концентрация которых в рабочей жидкости составляет 0,5 мг/л и более. [c.125]
Абразивные доводочные и притирочные пасты — рецепты см. в работе [9]. [c.266]
С целью интенсификации процесса притирки между зубьями инструмента и заготовки вводится абразивная паста, состоящая в основном из смеси машинного масла и абразивного порошка. Примерный состав притирочной смазки масло машинное 70—75% (по весу), абразивный п,)рошок (размер зерна 5—8) — 30—23% состав притирочной пасты солидол — 30%, олеиновая кислота — 2%, стеарин — 10%, абразивный порошок — 58%. [c.572]
Притирочной пастой является абразивный порошок из карбида кремния зеленого, зернистостью 5, смешанный с тавотом в пропорции 1 2- Паста наносится кисточкой на алмазные бруски. Приработка алмазных брусков производится до тех пор, пока площадь контакта не достигнет 60—70%. Продолжительность притирки комплекта брусков составляет 10—15 мин. [c.652]
После приработки зубчатых колес с притирочными пастами целесообразно прирабатывать их в паре без паст для выглаживания поверхностей до металлического блеска. Такую приработку ведут на маловязких маслах или на керосине, либо на смеси керосина с маслом. [c.396]
Состав притирочных паст выбирают в зависимости от обрабатываемого материала. Для притирки стали используют наждак, корунд, электрокорунд, а также карбид бора для чугуна и бронзы — мелкотолченое стекло. В качестве смачивающих жидкостей используют масло индустриальное 20, веретенное № 3, газолин, бензин, алкоголь, олеиновую кислоту, техническое сало. [c.385]
При декоративном шлифовании могут применяться те же материалы, которыми пользуются при притирке абразивные порошки зернистостью 140—260 и притирочные пасты ГОИ, Хорошие результаты [c.540]
Для активизации химических процессов, происходящих при притирке и полировании, в состав полировочных и притирочных паст вводят олеиновую или стеариновую кислоты, окись хрома, окись железа. [c.542]
Установка и припаивание одновременно всего комплекта брусков должны выполняться в специальном приспособлении. После пайки для болте точного расположения бруски прирабатываются в сборе с хонинговальной головкой. Приработка производится притирочной пастой на хонинговальном станке по отверстию хонингуемой (бракованной) заготовки при условии равенства окружной скоро- [c.435]
Анализ проб жидкости и отложений на фильтрах [8] показал, что в жидкости обычно присутствуют в том или ином количестве частицы металла, пластмассы, резины, волокон, окалины, атмосферной пыли, притирочных паст и т. п. органическая часть отложений не превышает 20—25%. Твердость некоторых компонентов загрязнений значительно превосходит твердость материалов, применяемых для изготовления деталей гидроаппаратуры. Твердые частицы загрязнений, двигаясь вместе с жидкостью и попадая в зазоры между рабочими поверхностями скользящих пар агрегатов, могут вызвать увеличение трения, а в некоторых случаях и заклинивание подвижных элементов. Опыт эксплуатации и исследования показал, что усилия, потребные, например, для перемещения плунжеров золотниковых распределителей жидкости, измеряемые десятками граммов, могут возрасти в сотни раз и достигнуть значений нескольких десятков килограммов. Подобное возрастание усилия может привести к нарушению нормальной работы гидросистемы и даже выходу из строя отдельных участков. Это особенно [c.325]
В качестве притирочных материалов для трубопроводной арматуры применяются мелкий наждак (карборунд, алунд), толченое стекло и притирочные пасты ГОИ. [c.65]
Для ускорения приработки прикатывание производят с добавлением в смазку притирочных паст и мелкого наждачного порошка. [c.97]
Процесс притирки осуществляется следующим образом. Ось шпинделя радиально-сверлильного станка совмещают с осью нижней неподвижной детали, на поверхность которой нанесена притирочная паста. При включении станка верхняя притираемая деталь с помощью эксцентричной оправки получает колебательные движения со смещением на величину а одновременно ось верхней детали получает угловое отклонение относительно оси нижней детали. [c.156]
Работоспособность гидромашины обычно определяется точностью изготовления ее деталей и зависит от величины зазоров щелевых уплотнений рабочих элементов и распределителя. Между тем, в процессе изготовления поверхность деталей засоряется продуктами обработки, абразивом, притирочными пастами и т. д. Поэтому одним из основных требований при изготовлении и подготовке машины к приемо-сдаточным испытаниям является удаление продуктов, оставшихся после обработки деталей. Промывка обычно проводится в два этапа. Первым этапом является промывка деталей в процессе и после их обработки. На втором этапе производится промывка гидромашины в целом этот этап является составной частью кон-.трольных испытаний. [c.212]
Незначительный износ и царапины на гнезде или клапане можно устранить тщательной притиркой клапана, применяя для этого тонкую притирочную пасту. Притирке подлежат конусные клапаны, а шариковые — заменяются новыми. [c.362]
Клапаны притирают в следующей последовательности сливают воду из системы охлаждения, снимают головку цилиндров, помечают каждый клапан с тем, чтобы не перепутать их местами, а затем, пользуясь съемником, снимают клапанные пружины, Под притираемый клапан устанавливают слабую пружину. На фаску клапана наносят тонкий слой пасты, состоящей из абразивного порошка и масла, и при помощи коловорота или притирочного приспособления клапану сообщают вращательное движение, переменное по направлению. При каждом изменении направления вращения клапана его необходимо приподнимать с тем, чтобы притирочная паста вновь попала на фаску клапана и седла. Притирку считают оконченной, если на фасках клапана и седла появятся сплошные матовые пояски шириной 2—3 мм. [c.42]
Процесс осуществляется с помощью притиров соответствующей геометрической формы. На притир наносят притирочную пасту или мелкий абразивный порошок со связующей жидкостью. Материал притиров должен быть, как правило, мягче обрабатываемого материала. Паста или порошок внедряется в поверхность притира и удерживается ею, но так, что при относительном движении каждое абразивное зерно может снимать весьма малую стружку. Поэтому притир можно рассматривать как очень точный абразивный инструмент. [c.425]
В качестве абразива для притирочной смеси используют порошок электрокорунда, карбидов кремния и бора, оксиды хрома и железа и др. Притирочные пасты состоят из абразивных порошков и химически активных веществ, например олеиновой и стеариновой кислот, играющих одновременно роль связующего материала. [c.426]
Общая кривизна оси доиускается не более 0,1 мм. Кривизна на участке ходовой резьбы не допускается. Неглубокие вмятины, задиры и царапины на цилиндрической поверхности шпинделя глубиной не более 0,1 мм устраняются притиркой с помощью пасты ГОИ или другой притирочной пасты. Для этой цели может быть использовано приспособление, показанное на рис. 6.1. Работа выполняется на токарном станке, деталь закрепляется в патроне и поджимается задним центром. [c.273]
Механическая обработка поверхностей, подлежащих прнтпрке, должна выполняться так, чтобы шероховатость была не выше шероховатости (R 20 по шестому классу.) Притирка заключается в обработке металлической поверхности абразивными зернами, свободно расположенными между взаимно движущимися поверхностями. Одна из поверхностей является ведущей (притир), она должна быть изготовлена из более мягкого материала, чем материал обрабатываемой поверхности. В поверхность притира вдавливаются (шаржируются) зерна абразива и ведутся по обрабатываемой поверхности. Существуют два метода притирки — с помощью притира и взаимная притирка двух поверхностей, когда две детали изделия взаимно перемещаются друг относительно друга. Использование притира более рационально. Перед притиркой ведущая поверхность тщательно очищается бензином и шаржируется, т. е. на нее наносится равномерным слоем разведенная притирочная паста и втирается в поверхностный слой рабочей части притира. В процессе притирки паста должна периодически возобновляться, так как абразивы постепенно разрушаются, а смазка окисляется. [c.291]
В качестве доводочной операции для получения высокого класса чистоты цилиндрических, фасонных и плоских поверхностей широко используется прлтирка. Притирка обеспечивает изготовление деталей с точностью до 1 мкм. При работе мягкими притирами в качестве абразивных материалов употребляют наждак, корунд, карборунд, карбид бора зернистостью 100—200. Для смазки применяют керосин, бензин, машинное масло. При работе твердыми притирами (закаленная сталь, хромированная сталь и особые сорта стекла) в качестве абразива применяют крокус, венскую известь, окись хрома. Сталь и чугун притирают керосином, машинным маслом, газолином, легкие сплавы — деревянным маслом. Притирка представляет собой не только механический процесс резания, но и химический процесс. В результате введения в притирочные пасты химически активных веществ (олеиновой кислоты, стеариновой кислоты и др.) на притираемой поверхности образуется пленка окислов металла, менее прочная, чем основной металл. Эта пленка легко удаляется абразивом с меньшей твердостью, чем основной металл. Процесс притирки производится как вручную, так и на специальных станках. [c.389]
В автоматических установках все эти процессы выполняются последовательно. Например, в линии конструкции НИИТракто-росельхозмаша (рис. 375) имеются три автомата — для притирки клапанов автомобильного двигателя, мойки и обдувки, смазки и контроля. В первом автомате производится притирка одновременно восьми клапанов. Притирочная паста наносится на фаску седла перед установкой клапанов. В процессе притирки каждый клапан с помощью кривошипно-кулисного механизма получает возвратно-вращательное движение в одну сторону на 160° и в обратную — на 120°. Притирка осуществляется в течение 51 сек. Затем головка блока с клапанами подается в автомат для мойки, 414 [c.414]
После пайки для более точного расположения бруски прирабатываются в сборе с хонинговальной головкой. Приработка производится притирочной пастой на хонинговальном станке по отверстию хонингуемой (бракованной) заготовки при условии равенстса окружной скорости и скорости продольного хода. [c.652]
Притирочные пасты 572, 573, 593, 652, 656 Притирочные станки для цилиндрических колес 571 Притиры 656, 657 - для зубьев цилиндрических колес 572 Прбволочки для проверки среднего диаметра резьбы метчиков 343, 344 Продольно-строгальные станки— Подачи 237, 238 [c.794]
С целью повышения износостойкости зубья быстроходных ответственных пар шестерен следует обязательно притирать. Притирку стальных каленых зубьев можно ускорить путем применения притирочных паст, например пасты следующего состава солидола 30%, олеиновой кислоты 2%, стеарина 10% , абразивного порошка алунда 58% (трехминутник). [c.5]
После исправления перекоса шарошением приступают к притирке клапанов. Притиркой пригоняют рабочую поверхность тарелки клапана к поверхности клапанного седла для обеспечения точного прилегания и герметичности. При притирке клапанов обе сопрягаемые детали (тарелку клапана и клапанное седло) притирают одну к другой притирочными пастами. Для экономии времени притирку начинают с применения более грубых паст (с более крупными зернами наждака). Для окончательной доводки применяют пасты ГОИ, рецептура которых приведена в табл. 5. [c.177]
Притирку рабочих поверхностей деталей гидростатического уплотнения выполняют на притирочных станках типа ПДС-5. Скорость движения доводочной плиты устанавливают 130 двойных ходов в минуту. Нагрузка на деталь при притирке должна составлять 2—3,5 МПа (30 — 35 кгс). В качестве притирочных паст используют алмазные пасты A M 60/40 и A M 28/20, ГОСТ 9206-80, разведенные в керосине по ОСТ 38.01407—86, или притирочные порошки М40 и М28, ГОСТ 3647 — 80, которые разводят в растворе, % 70 керосин, 20 машинное Nta no и 5 олеиновая кислота. [c.149]
Процесс доводки деталей с помощью притиров заключается в следующем. Притирочную плиту слегка смачивают керосином, вытирают чистой мягкой тряпкой и покрывают тонким слоем эмульсии или притирочной пасты. Притираемую деталь кладут на один из углов плиты и перемещают от одного края плиты до другого. Отработанную пасту удаляют чистой тряпкой, наносят новый слой и повторяют операцию, перемещая деталь с легким нажимом, до окончания притйрки (доводки). Предварительную притирку выполняют на притирочной плите с канавками, окончательную — на гладкой плите. [c.153]
Некоторые авторы считают [5, 27], что основную и наиболее опасную часть неорганического загрязнителя составляют компоненты атмосферной пыли и притирочных паст. Сама же пыль в своем составе содержит главным образом кварц, полевые шпаты. В загрязнителе также содержатся окислы железа, алюминия и продукты износа в виде высокодисиерсных частиц металлов, сплавов, частиц резины, пластмасс, волокна и др. [c.85]
Промывка деталей после окончания притирочных и доводочных работ осуществляется на том же стенде. Однако предварительно до промывки деталь должна быть отпарена в ванне с горячим керосином t = 60 70° С) с выдерл кой не менее 30 мин для растворения засохших абразивных притирочных паст и масла. После промывки деталь консервируется и окончательно промывается перед сборкой. [c.214]
При обработке бронзовых блоков применение абразивных материалов недопустимо, а при обработке стали Х12Ф1 подбор абразивных шлифовальных кругов и притирочных паст определяет качество обработки торцовых поверхностей и отверстий, однако при этом требуется тщательная промывка. [c.450]
Неплотности в соединениях шлангов устраняют подтяжкой хомутиков (если резьба натяжного болта хомутика использована полностью, то под снятый хомутик подклады-вают тонкую металлическую полоску), а краники, пропускающие жидкость, следует притереть. Для этого их снимают с двигателя, разбирают, на рабочую поверхность наносят притирочную пасту (такую же, как и для притирки клапанов газораспределительного механизма) и возвратно-вращательным движением притирают до появления матовой полоски на всей рабочей поверхности краника. Трещины в радиаторе устраняют пайкой. [c.55]
Для притирки клапанов применяют притирочную пасту (15 г микропо-р01лка белого электрокорунда М20 или М12, 15 г карбида бора М40 и моторное масло МЮГа или MIOB2) или пасту ГОИ. Притертые клапан и седло должны иметь по всей длине окружности фаски ровную матовую полоску а , 5 мм (рис. 9.10). [c.163]
Для получения притирочной пасты в полученное маоло добавляют порошок карбида кремния — от 20 до 30%. [c.162]
Детали машин в процессе восстановления покрываются технологическими загрязнениями (окалиной, стружкой, притирочными пастами, смазочными маслами, очистными материалами, продуктами приработоч-ного износа и др.). Такие зафязнения уступают эксплуатационным по [c.87]
ПРИТИРКА, ПОЛИРОВАНИЕ И ОТДЕЛКА ПОВЕРХНОСТИ
СЛЕСАРНОЕ ДЕЛО
249. Что такое притирка?
Притирка — это снятие тончайших слоев металла посредством мелкозернистых абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность инструмента (притира). В качестве инструмента используются притиры, изготовленные из серого чугуна перлитной структуры или другого мягкого металла.
Это один из самых точных способов обработки поверхности металлических деталей. В результате такой обработки удаляются с поверхности обрабатываемой детали ice неровности, а также неровности, появившиеся в результате предыдущей обработки, при одновременном достижении очень высокой степени точности плоскостей (1 мкм).
250. Какова цель притирки?
Целью притирки является получение точных посадок соприкасающихся поверхностей деталей машин, а также точное выполнение др} гих поверхностей, например, в эталонных плитках.
251. Назвать виды притиров.
Притиры разделяются в зависимости от видов притирки. Различают два вида притирки: притирка шаржирующимся (внедряющимся в поверхность притира) абразивомі притирка нешаржирующимся абразивом.
Первый вид притирки наиболее распространен и осуществляется свободно подаваемым к притиру абразивом в смеси с жидкой смазкой или предварительно шаржированным в притир абразивом в смеси с вязкой смазкой.
В соответствии с указанными видами притирки притиры делятся на ручные, машинно-ручные, машинные (механи* ческие) и монтажные.
Притиры имеют вид плиток, притирочных плит, валиков, конусов, кругов, а также могут иметь сложную конфигурацию в соответствии с видом поверхности обрабатываемой детали, причем они могут быть монолитными и разжимными (рис. 38).
252. Назвать материалы, используемые для притирки.
Материалы для притирки делятся на пасты, притирочные порошки и полотно.
Притирочная паста — это смесь окиси хрома, кремния, стеариновой кислоты, а также небольшого количества жира и машинного масла, изготовляется нескольких сортов.
В качестве шаржирующихся порошков используют алмаз, электрокорунд белый и нормальный, карбид бора, стекло, полировочный крокус, абразивный минерал, негашеную известь. Изделия из цветных металлов и сплавов притираются нешаржирующимися абразивами.
Зернистость абразивных порошков выбирается в зависимости от назначения операции: для грубой притирки — крупнозернистые, для окончательной — мелкозернистые.
| Рис. 38. Притиры: А — для валов; б — для отверстий; в дисковый; е—конусный. |
Смазочной средой для свободной подачи абразива служит керосин, а при особо тонкой притирке — бензин, в случае предварительного шаржирования притиров — керосин, машинное масло. Добавкой к керосину стеариновой кислоты достигается ускорение процесса. лд
Для притирки нешаржирующимся абразивом, обеспечивающей наивысшее качество поверхности и блеск, используются сравнительно мягкие абразивные материалы, при этом твердость притира должна быть выше твердости притираемой поверхности детали. Применяемые абразивы— окись хрома, крокус (окись желез'а). Сказочная среда — керосин, машинное масло для стали и смесь животного сала с машинным маслом для меди и ее сплавов.
250, Что такое абразивный минерал и для чего он служит?
Абразивный минерал, обычно называемый наждаком, — это мелкозернистый естественный корунд темной окраски. Абразивный минерал, в виде свободных зерен или зерен, наклеенных на эластичную подложку (полотно, бумагу), используется для полирования и притирки. Размер зерен определяется так же, как и в других абразивных материалах. Чем более грубое зерно, тем выше номер, которым обозначается абразивный минерал.
254. Из чего изготовляют притиры?
Притиры изготовляют из серого чугуна перлитного класса твердостью в пределах НВ 180— 200, мягкой стали, латуни, меди, свинца и твердой древесины. Перед тем, как начать работу, следует притир заправить, т. е. втереть в его рабочую поверхность абразивный порошок с помощью стального стерженька или валика (если притиры из мягкого материала) или с помощью притираемой детали (если притир из чугуна).
255. Что такое полирование?
Полирование представляет собой отделочную обработку, при которой происходит сглаживание поверхностных неровностей в основном в результате пластического их деформирования и в меньшей мере — срезания выступов микронеровностей.
Пользование применяется для придания поверхности детали блеска. В результате полирования снижается шероховатость поверхности и достигается зеркальный блеск. Основное назначение полирования — это декоративная обработка поверхности, а также уменьшение коэффициента трения, повышение коррозионной стойкости и усталостной прочности.
Полирование производится мягкими кругами (войлочными, фетровыми, матерчатыми), на которые наносится смесь абразивного порошка и смазки или полировочные пасты. 100
В качестве абразивных порошков применяются наждачные и электрокорундовые порошки, окись хрома, крокус, венская известь. В качестве масел и связующих элементов микропорошков с мягким кругом или лентой применяются тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. В ряде случаев абразивный порошок наклеивают на круг столярным клеем или синтетическим клеем БФ-2 Мелкие детали полируются во вращающемся барабане с использованием стальных закаленных шариков диаметром 3—8 мм. Операция полирования может выполняться вручную или машинным способом.
256. Что такое наведение мороза на поверхность?
Наведение мороза на поверхность — это один из способов окончательной отделки металлической поверхности, придания ей хорошего внешнего вида путем нанесения на нее мелких рисок по определенному узору. Эти риски выполняются осторожно и аккуратно шабером вручную или механическим способом.
257. Что такое матирование?
Матирование — это придание металлической поверхности матового пепельно-серого цвета.
Операция эта выполняется механически на мелких кованых, литых, опилованных или отлитых деталях с использованием стальных или медных проволочных щеток, совершающих вращательное движение.
Перед тем, как приступить к матированию, металлическую поверхность увлажняют мыльными растворами.
258. Что такое оксидирование?
Оксидирование — это получение на поверхности стальной детали или изделия топкого слоя окисла голубого или темно-голубого цвета. Самый распространенный способ оксидирования при слесарных работах основан на покрытии хорошо очищенного от ржавчины предмета тонким слоем льняного масла и нагревании его в горне на раскаленном коксе.
259. Что такое чернение?
Чернение стальной детали производится в такой последовательности: полирование поверхности, обезжиривание венской известью, промывка, сушка, покрытие травящим раствором. После покрытия травящим раствором производится сушка детали при температуре 100° С в течение нескольких часов, после чего она подвергается действию
Пара и горячей воды. Затем производится очистка ее в мокром виде проволочной щеткой.
260. Что такое окраска?
Окраска — это покрытие поверхности слоем краски или лаком с целью предупреждения коррозии и придания детали или изделию товарного вида. Окраска выполняется вручную кистью или механически (малярным пистолетом). Краски могут быть водяные, масляные, нитрокраски и синтетические эмали.
Перед окраской следует предмет хорошо очистить, промыть теплым раствором щелочи, затем чистой водой и высушить. После этого металлическая поверхность грунтуется соответствующей грунтовкой илй Суриком. Поверхности больших предметов или детали машин, плоскости которых должны быть ровные и гладкие, перед окраской подлежат шпаклеванию. После высыхания шпаклевки поверхности шлифуются, затем грунтуются и окрашиваются.
261. Какие правила безопасности нужно выполнять при притирке и отделке поверхностей?
Материалы и пасты, применяемые при притирке, содержат среди других веществ такие, которые являются вредными и отравляющими. Поэтому следует соблюдать общие меры предосторожности (по мере возможности не касаться их пальцами, мыть руки).
Инструмент и станки должны быть технически исправны и использоваться в соответствии с инструкцией по эксплуатации. Краски должны храниться в несгораемых ящиках. При окраске, напылении и полировании следует предусматривать меры пожарной безопасности. Рабочему следует надевать защитную одежду и респиратор.
При выполнении этих операций в закрытых помещениях должна быть обеспечена интенсивная вентиляция.
262. Что такое пайка? Пайка — это процесс создания неразъемного соединения металлов с помощью присадочного связующего материала, называемого припоем, причем припой в процессе пайки доводится до жидкого состояния. Температура плавления …
4. Что такое шероховатость поверхности? Поверхности всех деталей после механической обработки не являются идеально гладкими, так как режущие кромки инструмента оставляют на поверхности следы в виде определенных неровностей и гребешков …
1. Что ты знаешь о слесарном деле? Слесарное дело — это ремесло — умение обрабатывать металл в холодном состоянии при помощи ручных слесарных инструментов (молотка, зубила, напильника, ножовки и другого …











"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
