Размеры поршней ваз
Основные размеры Шатунно-поршневой группы ВАЗ
Основные размеры шатуна 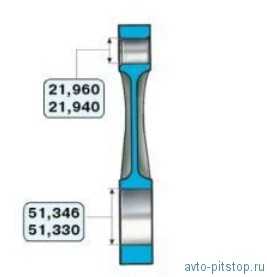 Размеры поршневых колец
Размеры поршневых колец 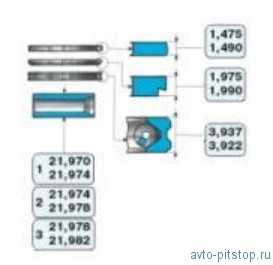 Основные размеры поршня
Основные размеры поршня 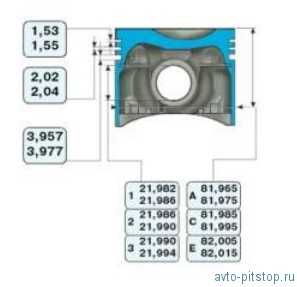
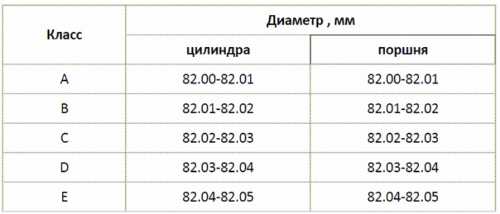
Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
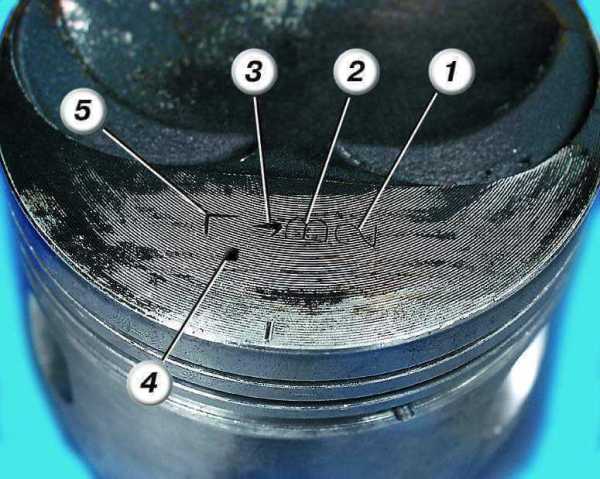
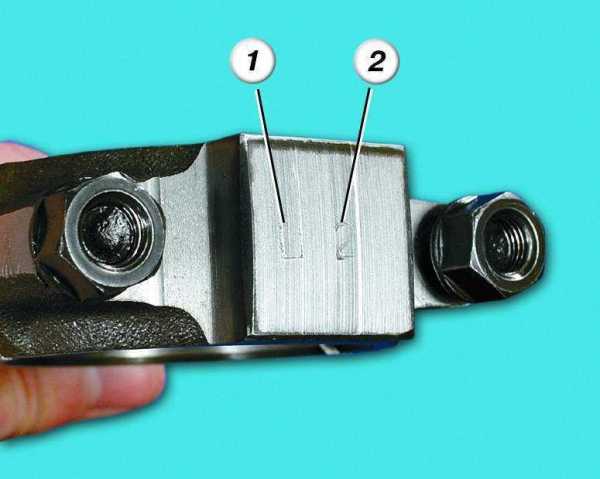
Маркировка поршня: 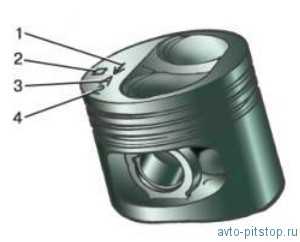 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца
1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня . По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: «Г», «+» и «–». На двигателе все поршни должны быть одной группы по массе. Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата. Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала. Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс. Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
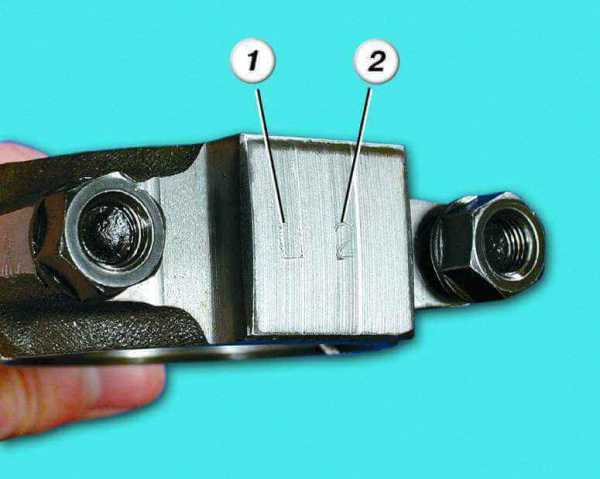
Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке; 2 – номер цилиндра
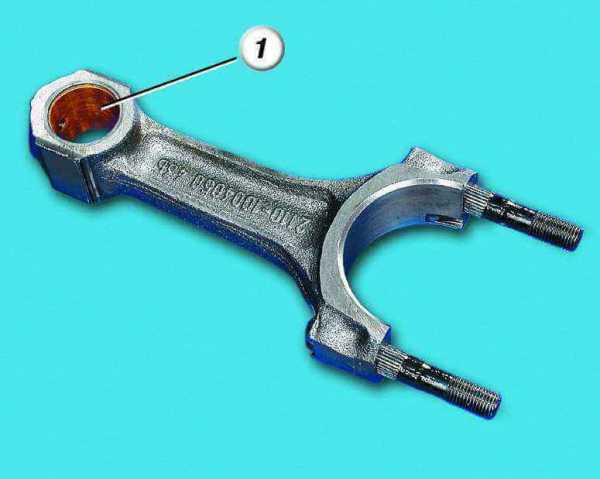
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 цилиндра, в который они устанавливаются. В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна.
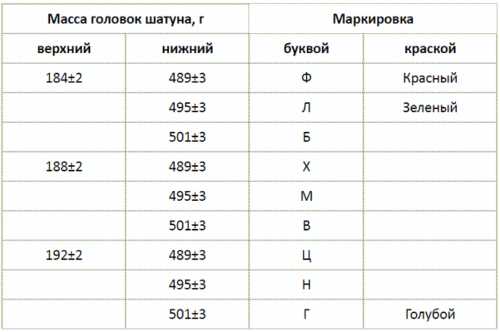
По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
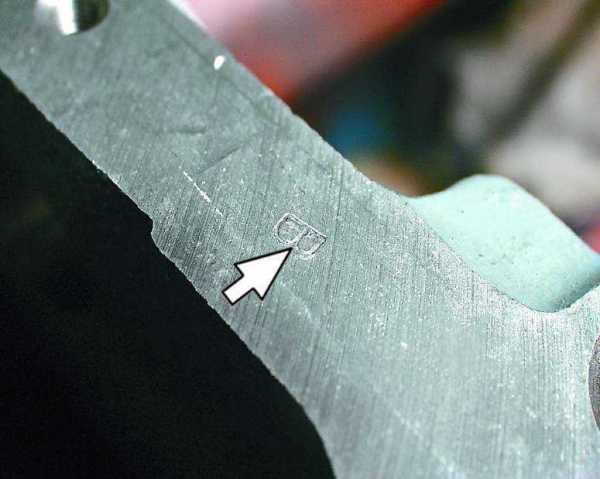
Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна 
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм . После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Классы шатунов по массе верхней и нижней головок

Ремонт, эксплуатация и устройство автомобилей Ваз 2108,2109,21099
Ремонт, эксплуатация и устройство автомобилей Ваз 2113, 2114, 2115
Ремонт, эксплуатация и устройство автомобилей Ваз 2110, 2111, 2112
Ремонт, эксплуатация и устройство автомобилей Ваз 2170-Priora
Дефектовка двигателя ВАЗ 2110. Таблица допусков
Примечание: Ниже приведены справочные данные по классам и размерам поршней и остальных узлов ШПГ двигателя 2111.
Номинальные размеры цилиндров и поршней
Классы поршневых пальцев, поршней и шатунов
Класс шатуна по массе верхней и нижней головки
Ход выполнения работы
- Вначале Вам потребуется очистить головку поршня от нагара. Поршень необходимо заменить в случае, если на на нем присутствуют задиры, следы прогара, глубокие царапины, трещины.Затем прочистите канавки под поршневые кольца. Выполнять эту операцию удобно при помощи обломка старого кольца.

- Также следует прочистить отверстия для стока масла. Воспользуйтесь подходящим куском проволоки.

- Проверьте зазоры между кольцами и канавками на поршне. Номинальный зазор, мм: верхнее компрессионное кольцо 1 – 0,04–0,075; нижнее компрессионное кольцо 2 – 0,03–0,065; маслосъемное кольцо 3 – 0,02–0,055; Предельно допустимый зазор для всех колец – 0,15 мм.

- Наиболее точно зазоры можно определить промером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем…

- …с помощью набора щупов измерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.

- Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и…

- …щупом измерьте зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.

- Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.

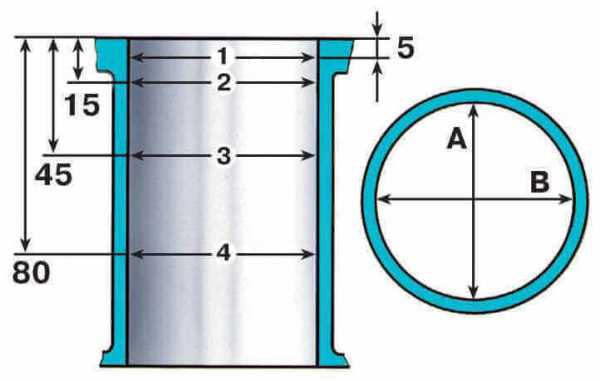
- Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 55 мм от его днища в плоскости, перпендикулярной поршневому пальцу.

- Затем измерьте диаметры цилиндра в двух перпендикулярных плоскостях (вдоль В и поперек А блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор – нутромер.
- При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам цилиндры и поршни в зависимости от диаметров делят на пять классов: A, B, C, D, E. В запасные части поставляются поршни номинального размера трех классов A, C, E и двух ремонтных размеров. Первый ремонтный – увеличенный на 0,4 мм, второй – на 0,8 мм. По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров в запчасти поставляются кольца ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбито число «40», второго – «80».
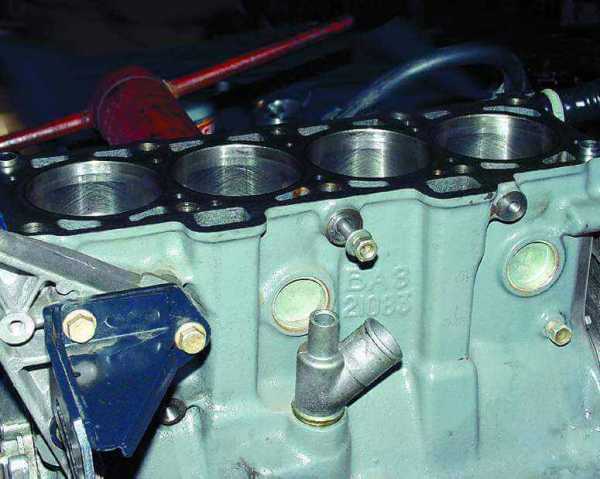
- На блоке цилиндров группа цилиндров выбивается на нижней плоскости блока (привалочная плоскость под масляный картер) напротив каждого цилиндра.

- На днище поршня выбиваются следующие данные:1 – класс поршня по отверстию под палец; 2 – класс поршня по диаметру; 3 – стрелка, показывающая направление установки поршня;4 – ремонтный размер (1-й ремонтный – треугольник, 2-й ремонтный – квадрат); 5 – группа по массе (нормальная – «Г», увеличенная на 5 г – «+», уменьшенная на 5 г – «–»).
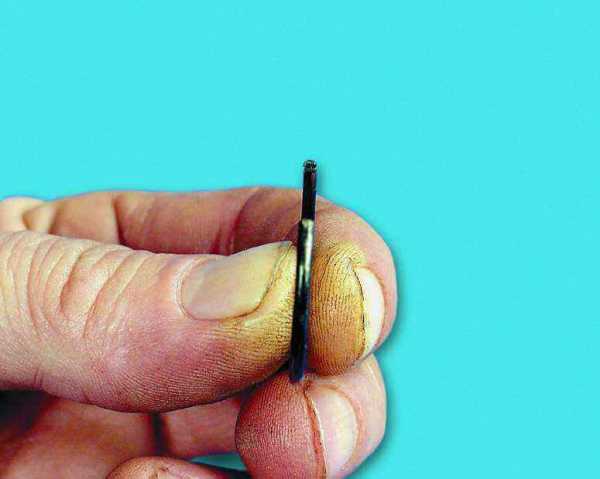
- Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу. Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской. Класс поршня по пальцу выбивается на днище поршня, класс шатуна по пальцу – на крышке шатуна.

- Замените сломанные кольца и расширитель маслосъемного кольца.

- Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.
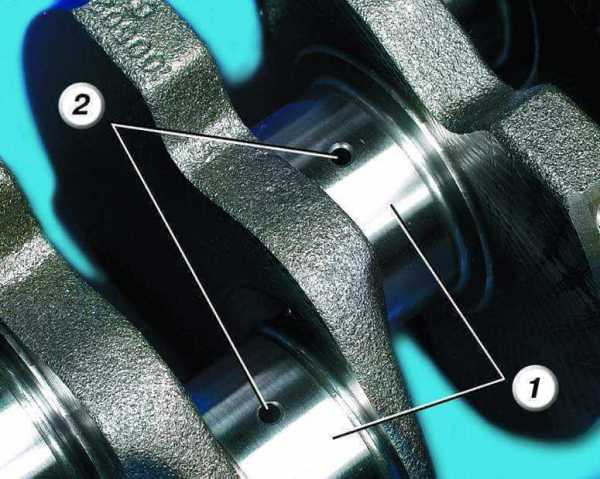
- Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя было обнаружено, что шатунные вкладыши провернулись в шатуне. Шатуны обрабатывают совместно с крышками, поэтому их нужно менять комплектом.
- Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головки разделены на классы.

- В двигателе должны устанавливаться шатуны одного класса. Маркировка шатуна наносится на его крышке: 1 – класс шатуна по массе (буква или краска), 2 – класс шатуна по пальцу.
- Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.

- Промерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм: коренных – 50,799–50,819; шатунных – 47,830–47,850. Если износ шеек превышает 0,03 мм или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера. Существует четыре ремонтных размера с уменьшением диаметра шеек: первый – 0,25 мм; второй – 0,5 мм; третий – 0,75 мм; четвертый – 1,00 мм.
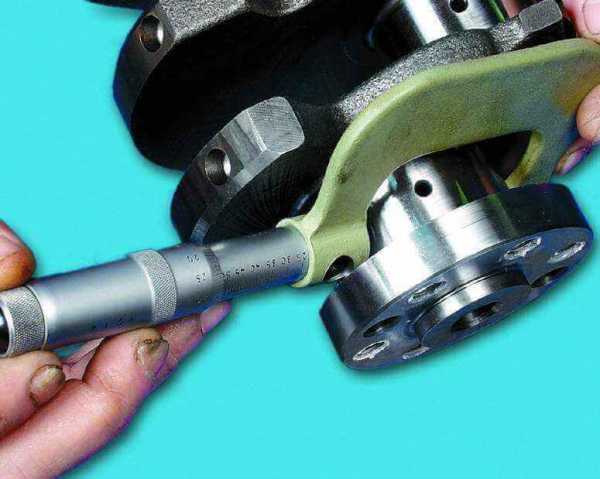
- Если на коренных и шатунных шейках 1 есть незначительные задиры, риски, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Эту работу рекомендуется выполнять в специализированной мастерской. После отполируйте шейки и притупите острые кромки фасок масляных каналов 2 абразивным конусом. Промойте коленчатый вал и продуйте сжатым воздухом масляные каналы. Овальность и конусность всех шеек после шлифовки не должна превышать 0,005 мм. После шлифовки шеек установите вкладыши ремонтных размеров.
- Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.

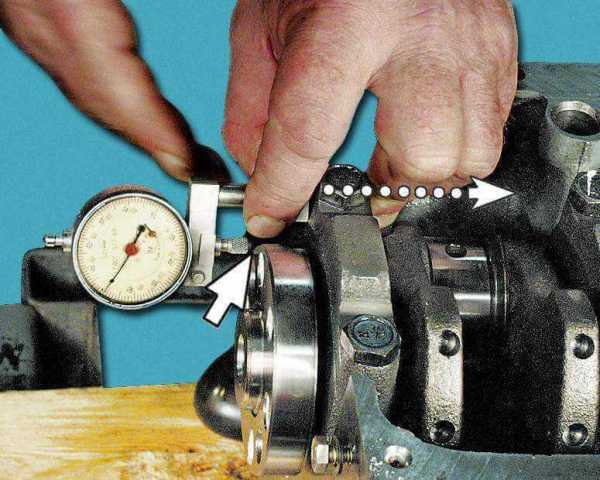
- Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников.

- Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал до упора от индикатора и установите стрелку индикатора на 0. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала равен 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца. В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.
- Осмотрите шатунные и коренные вкладыши. Если на них есть трещины, задиры, выкрашивание – замените вкладыши. На вкладышах запрещается проводить любые подгоночные работы. Номинальная толщина вкладышей, мм: коренных – 1,824–1,831; шатунных – 1,723–1,730. Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины: первый – на 0,25 мм; второй – на 0,5 мм; третий – на 0,75 мм; четвертый – на 1,00 мм.

- Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметр шеек и диаметры коренных подшипников, установив крышки с вкладышами на блок и затянув их соответствующими моментами. Вычислите зазор. Зазоры между вкладышами и шейками коленчатого вала равны: коренные подшипники (номинальный) – 0,026–0,073 мм, предельно допустимый – 0,15 мм; шатунные подшипники (номинальный) – 0,02–0,07 мм, предельно допустимый – 0,1 мм. Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.

- В специализированной мастерской можно замерить биение шеек коленчатого вала. Биение должно составлять: коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса – не более 0,03 мм; посадочная поверхность под маховик – не более 0,04 мм; посадочная поверхность под шкивы и сальники – не более 0,05 мм.
- Тщательно прочистите и промойте масляные каналы коленчатого вала.

- При этом не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.

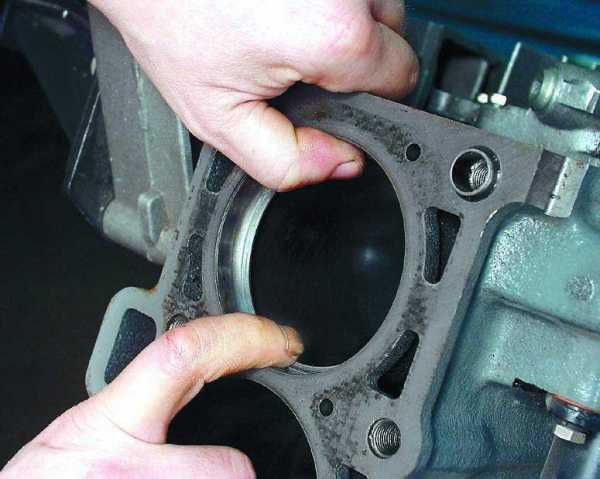
- Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.

- Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте Тосол-А40 в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.

- Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и пр., расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.
- Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером. Проверьте износ цилиндров, замерив их диаметры (см. пункт 10).

ÐеÑекÑовка (опÑеделение ÑоÑÑоÑние деÑалей) двигаÑÐµÐ»Ñ Ð²Ð°Ð·
©Copyright Забиров. Ð’Ñе права зашищены
| отверÑÑ‚Ð¸Ñ Ð² поршне и шатуне | поршень и шатун | |||
КлаÑÑÑ‹ поршневых пальцев, поршней и шатунов ваз 2110
| МаÑÑа головок шатуна, г | |||
Ход Ð²Ñ‹Ð¿Ð¾Ð»Ð½ÐµÐ½Ð¸Ñ Ñ€Ð°Ð±Ð¾Ñ‚Ñ‹:

Вначале Вам потребуетÑÑ Ð¾Ñ‡Ð¸Ñтить головку Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¾Ñ‚ нагара. Поршень необходимо заменить в Ñлучае, еÑли на на нем приÑутÑтвуют задиры, Ñледы прогара, глубокие царапины, трещины.Затем прочиÑтите канавки под поршневые кольца. ВыполнÑÑ‚ÑŒ Ñту операцию удобно при помощи обломка Ñтарого кольца.

Также Ñледует прочиÑтить отверÑÑ‚Ð¸Ñ Ð´Ð»Ñ Ñтока маÑла. ВоÑпользуйтеÑÑŒ подходÑщим куÑком проволоки.

Проверьте зазоры между кольцами и канавками на поршне. Ðоминальный зазор, мм: верхнее компреÑÑионное кольцо 1 – 0,04–0,075; нижнее компреÑÑионное кольцо 2 – 0,03–0,065; маÑлоÑъемное кольцо 3 – 0,02–0,055; Предельно допуÑтимый зазор Ð´Ð»Ñ Ð²Ñех колец – 0,15 мм.

Ðаиболее точно зазоры можно определить промером колец и канавок на поршне. Ð”Ð»Ñ Ñтого замерьте микрометром толщину колец в неÑкольких меÑтах по окружноÑти, затем...

...Ñ Ð¿Ð¾Ð¼Ð¾Ñ‰ÑŒÑŽ набора щупов измерьте ширину канавок также в неÑкольких меÑтах по окружноÑти. ВычиÑлите Ñредние Ð·Ð½Ð°Ñ‡ÐµÐ½Ð¸Ñ Ð·Ð°Ð·Ð¾Ñ€Ð¾Ð² (разница между толщиной кольца и шириной канавки). ЕÑли Ñ…Ð¾Ñ‚Ñ Ð±Ñ‹ один из зазоров превышает предельно допуÑтимый, замените поршень Ñ ÐºÐ¾Ð»ÑŒÑ†Ð°Ð¼Ð¸.
Измерьте зазоры в замках колец, вÑтавив кольцо в Ñпециальную оправку. При отÑутÑтвии оправки вÑтавьте кольцо в цилиндр (в котором оно работало), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно уÑтановилоÑÑŒ в цилиндре ровно, без перекоÑов и...

...щупом измерьте зазор в замке кольца. Ðоминальный зазор должен быть 0,25–0,45 мм, предельно допуÑтимый (в результате изноÑа) – 1,0 мм. ЕÑли зазор превышает предельно допуÑтимый, замените кольцо.

ЕÑли зазор меньше 0,25 мм, аккуратно Ñточите надфилем торцы кольца.

Проверьте зазоры между поршнÑми и цилиндрами. Зазор определÑетÑÑ ÐºÐ°Ðº разноÑÑ‚ÑŒ между замеренными диаметрами Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¸ цилиндра. Ðоминальный зазор равен 0,025–0,045 мм, предельно допуÑтимый – 0,15 мм. ЕÑли зазор не превышает 0,15 мм, можно подобрать поршни из поÑледующих клаÑÑов, чтобы зазор был как можно ближе к номинальному. ЕÑли зазор превышает 0,15 мм, раÑточите цилиндры под Ñледующий ремонтный размер и уÑтановите поршни ÑоответÑтвующего ремонтного размера. Измерьте диаметр Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð½Ð° раÑÑтоÑнии 55 мм от его днища в плоÑкоÑти, перпендикулÑрной поршневому пальцу.
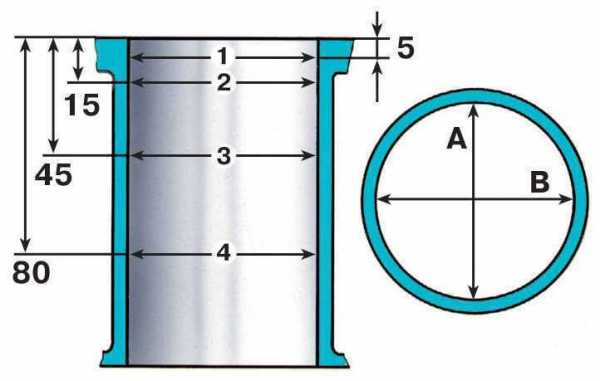
Затем измерьте диаметры цилиндра в двух перпендикулÑрных плоÑкоÑÑ‚ÑÑ… (вдоль Ð’ и поперек Рблока цилиндров) и в четырех поÑÑах (1, 2, 3 и 4). Ð”Ð»Ñ Ñтого необходим Ñпециальный прибор – нутромер.
При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по клаÑÑу и одной группы по маÑÑе, а также поршневые пальцы к поршнÑм по клаÑÑу и шатуны по маÑÑе. Ð”Ð»Ñ Ð¿Ð¾Ð´Ð±Ð¾Ñ€Ð° поршней к цилиндрам вычиÑлите зазор между ними. Ð”Ð»Ñ ÑƒÐ´Ð¾Ð±Ñтва подбора поршней к цилиндрам цилиндры и поршни в завиÑимоÑти от диаметров делÑÑ‚ на пÑÑ‚ÑŒ клаÑÑов: A, B, C, D, E. Ð’ запаÑные чаÑти поÑтавлÑÑŽÑ‚ÑÑ Ð¿Ð¾Ñ€ÑˆÐ½Ð¸ номинального размера трех клаÑÑов A, C, E и двух ремонтных размеров. Первый ремонтный – увеличенный на 0,4 мм, второй – на 0,8 мм. По маÑÑе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. Ðа двигателе должны уÑтанавливатьÑÑ Ð¿Ð¾Ñ€ÑˆÐ½Ð¸ одной группы. Ð”Ð»Ñ Ð¿Ð¾Ñ€ÑˆÐ½ÐµÐ¹ ремонтных размеров в запчаÑти поÑтавлÑÑŽÑ‚ÑÑ ÐºÐ¾Ð»ÑŒÑ†Ð° ремонтных размеров, увеличенных на 0,4 мм и на 0,8 мм. Ðа кольцах первого ремонтного размера выбито чиÑло «40», второго – «80».
Ðа блоке цилиндров группа цилиндров выбиваетÑÑ Ð½Ð° нижней плоÑкоÑти блока (Ð¿Ñ€Ð¸Ð²Ð°Ð»Ð¾Ñ‡Ð½Ð°Ñ Ð¿Ð»Ð¾ÑкоÑÑ‚ÑŒ под маÑлÑный картер) напротив каждого цилиндра.
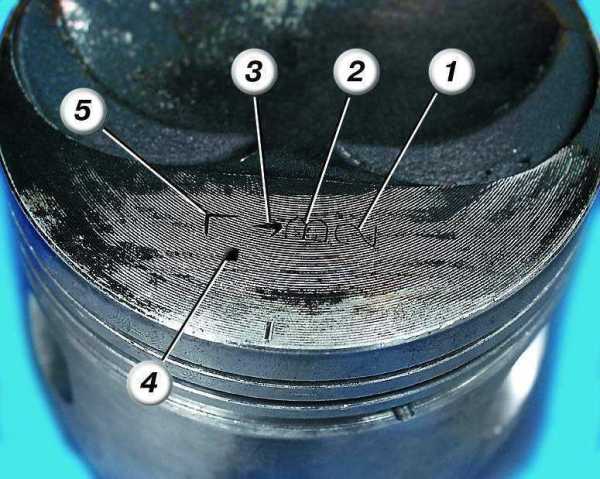
Ðа днище Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð²Ñ‹Ð±Ð¸Ð²Ð°ÑŽÑ‚ÑÑ Ñледующие данные:1 – клаÑÑ Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¿Ð¾ отверÑтию под палец; 2 – клаÑÑ Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¿Ð¾ диаметру; 3 – Ñтрелка, Ð¿Ð¾ÐºÐ°Ð·Ñ‹Ð²Ð°ÑŽÑ‰Ð°Ñ Ð½Ð°Ð¿Ñ€Ð°Ð²Ð»ÐµÐ½Ð¸Ðµ уÑтановки поршнÑ;4 – ремонтный размер (1-й ремонтный – треугольник, 2-й ремонтный – квадрат); 5 – группа по маÑÑе (Ð½Ð¾Ñ€Ð¼Ð°Ð»ÑŒÐ½Ð°Ñ â€“ «Г», ÑƒÐ²ÐµÐ»Ð¸Ñ‡ÐµÐ½Ð½Ð°Ñ Ð½Ð° 5 г – «+», ÑƒÐ¼ÐµÐ½ÑŒÑˆÐµÐ½Ð½Ð°Ñ Ð½Ð° 5 г – «–»).

Пальцы Ñ Ñ‚Ñ€ÐµÑ‰Ð¸Ð½Ð°Ð¼Ð¸ замените. Палец должен легко входить в поршень от уÑÐ¸Ð»Ð¸Ñ Ð±Ð¾Ð»ÑŒÑˆÐ¾Ð³Ð¾ пальца руки. Ð’Ñтавьте палец в поршень. ЕÑли при покачивании пальца ощущаетÑÑ Ð»ÑŽÑ„Ñ‚, замените поршень. При замене Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¿Ð¾Ð´Ð±ÐµÑ€Ð¸Ñ‚Ðµ к нему палец по клаÑÑу. Поршневые пальцы разбиты по диаметру на три клаÑÑа (1-й, 2-й, 3-й) через 0,004 мм. КлаÑÑ Ð¿Ð°Ð»ÑŒÑ†Ð° маркируетÑÑ Ð½Ð° его торце краÑкой. КлаÑÑ Ð¿Ð¾Ñ€ÑˆÐ½Ñ Ð¿Ð¾ пальцу выбиваетÑÑ Ð½Ð° днище поршнÑ, клаÑÑ ÑˆÐ°Ñ‚ÑƒÐ½Ð° по пальцу – на крышке шатуна.

Замените Ñломанные кольца и раÑширитель маÑлоÑъемного кольца.
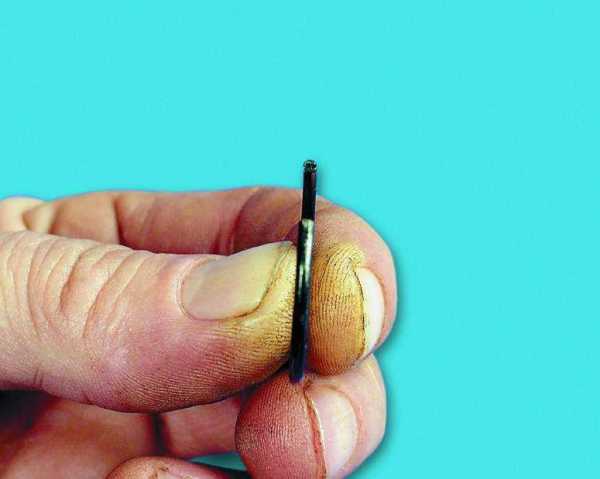
Замените Ñломанные или треÑнувшие Ñтопорные кольца, удерживающие поршневой палец. Концы Ñтопорных колец должны находитьÑÑ Ð² одной плоÑкоÑти. Погнутые кольца замените.

Замените погнутые шатуны. Замените шатун, еÑли во втулке 1 верхней головки еÑÑ‚ÑŒ задиры и глубокие царапины. Замените шатун, еÑли при разборке Ð´Ð²Ð¸Ð³Ð°Ñ‚ÐµÐ»Ñ Ð±Ñ‹Ð»Ð¾ обнаружено, что шатунные вкладыши провернулиÑÑŒ в шатуне. Шатуны обрабатывают ÑовмеÑтно Ñ ÐºÑ€Ñ‹ÑˆÐºÐ°Ð¼Ð¸, поÑтому их нужно менÑÑ‚ÑŒ комплектом.

Ð’Ñтавьте палец в верхнюю головку шатуна. ЕÑли при покачивании пальца ощущаетÑÑ Ð»ÑŽÑ„Ñ‚, замените шатун. Шатуны в Ñборе Ñ ÐºÑ€Ñ‹ÑˆÐºÐ°Ð¼Ð¸ по маÑÑе верхней и нижней головки разделены на клаÑÑÑ‹.
Ð’ двигателе должны уÑтанавливатьÑÑ ÑˆÐ°Ñ‚ÑƒÐ½Ñ‹ одного клаÑÑа. Маркировка шатуна наноÑитÑÑ Ð½Ð° его крышке: 1 – клаÑÑ ÑˆÐ°Ñ‚ÑƒÐ½Ð° по маÑÑе (буква или краÑка), 2 – клаÑÑ ÑˆÐ°Ñ‚ÑƒÐ½Ð° по пальцу.

ЕÑли на поверхноÑÑ‚ÑÑ…, по которым работают Ñальники, еÑÑ‚ÑŒ глубокие риÑки, царапины, забоины, коленчатый вал необходимо заменить.

Промерьте коренные и шатунные шейки коленчатого вала. Ðоминальные диаметры шеек коленчатого вала, мм: коренных – 50,799–50,819; шатунных – 47,830–47,850. ЕÑли Ð¸Ð·Ð½Ð¾Ñ ÑˆÐµÐµÐº превышает 0,03 мм или овальноÑÑ‚ÑŒ шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера. СущеÑтвует четыре ремонтных размера Ñ ÑƒÐ¼ÐµÐ½ÑŒÑˆÐµÐ½Ð¸ÐµÐ¼ диаметра шеек: первый – 0,25 мм; второй – 0,5 мм; третий – 0,75 мм; четвертый – 1,00 мм.
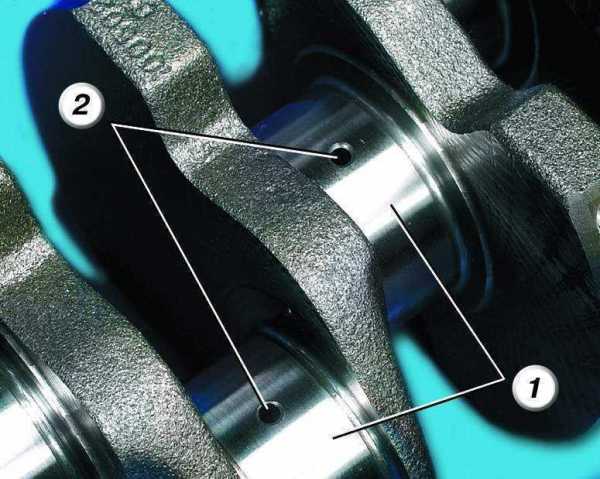
ЕÑли на коренных и шатунных шейках 1 еÑÑ‚ÑŒ незначительные задиры, риÑки, царапины, нужно прошлифовать их до ближайшего ремонтного размера. Ðту работу рекомендуетÑÑ Ð²Ñ‹Ð¿Ð¾Ð»Ð½ÑÑ‚ÑŒ в Ñпециализированной маÑтерÑкой. ПоÑле отполируйте шейки и притупите оÑтрые кромки фаÑок маÑлÑных каналов 2 абразивным конуÑом. Промойте коленчатый вал и продуйте Ñжатым воздухом маÑлÑные каналы. ОвальноÑÑ‚ÑŒ и конуÑноÑÑ‚ÑŒ вÑех шеек поÑле шлифовки не должна превышать 0,005 мм. ПоÑле шлифовки шеек уÑтановите вкладыши ремонтных размеров.

ЕÑли на рабочих поверхноÑÑ‚ÑÑ… упорных полуколец еÑÑ‚ÑŒ задиры, риÑки и отÑлоениÑ, замените полукольца. Ðа полукольцах запрещаетÑÑ Ð¿Ñ€Ð¾Ð²Ð¾Ð´Ð¸Ñ‚ÑŒ любые подгоночные работы.

Измерьте оÑевой зазор коленчатого вала. Ð”Ð»Ñ Ñтого уÑтановите коленчатый вал и упорные полукольца в блок цилиндров и затÑните болты ÐºÑ€ÐµÐ¿Ð»ÐµÐ½Ð¸Ñ ÐºÑ€Ñ‹ÑˆÐµÐº коренных подшипников.
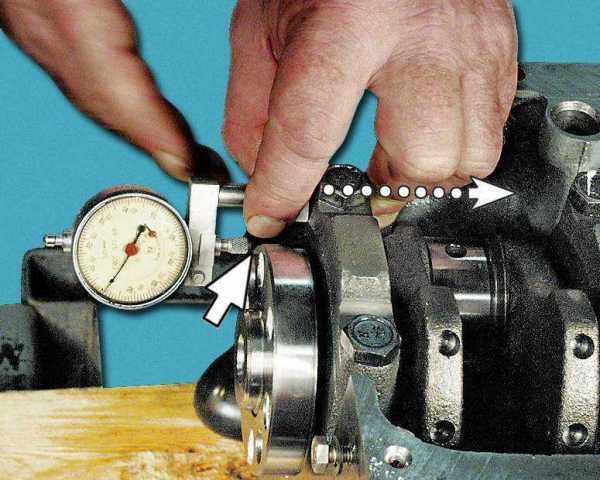
УÑтановите индикатор так, чтобы его ножка упиралаÑÑŒ во фланец вала. Сдвиньте коленчатый вал до упора от индикатора и уÑтановите Ñтрелку индикатора на 0. Сдвиньте вал в обратную Ñторону. Индикатор покажет величину зазора. Ðоминальный оÑевой зазор коленчатого вала равен 0,06–0,26 мм, предельно допуÑтимый – 0,35 мм. ЕÑли зазор превышает предельно допуÑтимый, замените упорные полукольца. Ð’ запчаÑти поÑтавлÑÑŽÑ‚ÑÑ ÑƒÐ¿Ð¾Ñ€Ð½Ñ‹Ðµ полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.

ОÑмотрите шатунные и коренные вкладыши. ЕÑли на них еÑÑ‚ÑŒ трещины, задиры, выкрашивание – замените вкладыши. Ðа вкладышах запрещаетÑÑ Ð¿Ñ€Ð¾Ð²Ð¾Ð´Ð¸Ñ‚ÑŒ любые подгоночные работы. ÐÐ¾Ð¼Ð¸Ð½Ð°Ð»ÑŒÐ½Ð°Ñ Ñ‚Ð¾Ð»Ñ‰Ð¸Ð½Ð° вкладышей, мм: коренных – 1,824–1,831; шатунных – 1,723–1,730. Вкладыши поÑтавлÑÑŽÑ‚ÑÑ Ð² запаÑные чаÑти четырех ремонтных размеров, увеличенной толщины: первый – на 0,25 мм; второй – на 0,5 мм; третий – на 0,75 мм; четвертый – на 1,00 мм.

Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Ðту работу рекомендуетÑÑ Ð²Ñ‹Ð¿Ð¾Ð»Ð½ÑÑ‚ÑŒ в Ñпециализированной маÑтерÑкой. Измерьте диаметр шеек и диаметры коренных подшипников, уÑтановив крышки Ñ Ð²ÐºÐ»Ð°Ð´Ñ‹ÑˆÐ°Ð¼Ð¸ на блок и затÑнув их ÑоответÑтвующими моментами. ВычиÑлите зазор.
Зазоры между вкладышами и шейками коленчатого вала равны: коренные подшипники (номинальный) – 0,026–0,073 мм, предельно допуÑтимый – 0,15 мм; шатунные подшипники (номинальный) – 0,02–0,07 мм, предельно допуÑтимый – 0,1 мм. ЕÑли зазор превышает предельно допуÑтимый, коленчатый вал необходимо прошлифовать под Ñледующий ремонтный размер.
Ð’ Ñпециализированной маÑтерÑкой можно замерить биение шеек коленчатого вала. Биение должно ÑоÑтавлÑÑ‚ÑŒ: коренные шейки и поÑÐ°Ð´Ð¾Ñ‡Ð½Ð°Ñ Ð¿Ð¾Ð²ÐµÑ€Ñ…Ð½Ð¾ÑÑ‚ÑŒ под ведущую шеÑтерню маÑлÑного наÑоÑа – не более 0,03 мм; поÑÐ°Ð´Ð¾Ñ‡Ð½Ð°Ñ Ð¿Ð¾Ð²ÐµÑ€Ñ…Ð½Ð¾ÑÑ‚ÑŒ под маховик – не более 0,04 мм; поÑÐ°Ð´Ð¾Ñ‡Ð½Ð°Ñ Ð¿Ð¾Ð²ÐµÑ€Ñ…Ð½Ð¾ÑÑ‚ÑŒ под шкивы и Ñальники – не более 0,05 мм.

Тщательно прочиÑтите и промойте маÑлÑные каналы коленчатого вала.

При Ñтом не рекомендуетÑÑ Ð²Ñ‹Ð¿Ñ€ÐµÑÑовывать заглушки ÑамоÑтоÑтельно, Ð´Ð»Ñ Ñтого обратитеÑÑŒ в Ñпециализированную маÑтерÑкую.

Тщательно очиÑтите поверхноÑти блока цилиндров от оÑтатков Ñтарых уплотнительных прокладок. Внимательно оÑмотрите блок. ЕÑли обнаружите трещины, блок надо заменить в Ñборе Ñ ÐºÑ€Ñ‹ÑˆÐºÐ°Ð¼Ð¸ коренных подшипников.

Проверьте герметичноÑÑ‚ÑŒ рубашки Ð¾Ñ…Ð»Ð°Ð¶Ð´ÐµÐ½Ð¸Ñ Ð±Ð»Ð¾ÐºÐ° цилиндров. Ð”Ð»Ñ Ñтого заглушите отверÑтие под водÑной наÑÐ¾Ñ (уÑтановив наÑÐ¾Ñ Ñ Ð¿Ñ€Ð¾ÐºÐ»Ð°Ð´ÐºÐ¾Ð¹) и залейте ТоÑол-Ð40 в рубашку охлаждениÑ. ЕÑли в каком-нибудь меÑте заметна течь, значит, блок негерметичен и его надо заменить.

ОÑмотрите цилиндры. ЕÑли на зеркале цилиндров еÑÑ‚ÑŒ царапины, задиры, раковины и пр., раÑточите цилиндры под ремонтный размер (Ñту работу рекомендуетÑÑ Ð²Ñ‹Ð¿Ð¾Ð»Ð½ÑÑ‚ÑŒ в Ñпециализированной маÑтерÑкой) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить.

ОчиÑтите нагар в верхней чаÑти цилиндров. ЕÑли там образовалÑÑ Ð¿Ð¾ÑÑок вÑледÑтвие изноÑа цилиндров, Ñнимите его шабером. Проверьте Ð¸Ð·Ð½Ð¾Ñ Ñ†Ð¸Ð»Ð¸Ð½Ð´Ñ€Ð¾Ð², замерив их диаметры (Ñм. пункт 10).
Ремонтные размеры поршней ВАЗ 21213
Шатунно-поршневая группа двигателя – это очень точный механизм. Как и в любом другом двигателе, поршни ВАЗ-21213 имеют строго определенные размеры по всем параметрам. Конечно, имеются предельные допуски, но они отличаются в сотых долях миллиметра.

Технические характеристики блока цилиндров ВАЗ-21213
Блок цилиндров двигателя ВАЗ-21213 имеет следующие габариты:
| Размер, мм | Предельный допуск, мм | |
| Диаметр одного цилиндра | 82 | 0.05 мм |
| Высота блока (от верхней плоскости до оси коленвала) | 214.58 | 0.15 |
| Межцилиндровое расстояние | 95 | - |
| Диаметр расточки опор коленвала | 54.52 | 0.013 |
Существует пять размерных классов, каждой из которых присваивается определенная буква латинского алфавита – от А до E. Для ВАЗ-21213 каждый из классов имеет зазор в 0.010 мм – от 82.0 .. 82.010 мм для класса А до 82.040…82.050 для класса Е.
Для поршней используется стандартная буквенно-циферная маркировка с обозначением размерной группы (А-Е), классом диаметра отверстия под поршневой палец (от 1 до 3), а также стрелка – она указывает направление к передней части двигателя.
Капитальный ремонт поршневой группы

При выработке узлов поршневой группы производится капитальный ремонт, который включает в себя расточку цилиндров до ремонтного размера, а также последующее хонингование стенок цилиндров. Как правило, капитальный ремонт требуется после 120 тысяч км.
Существуют уже готовые ремкомплекты, которые в числе прочих запчастей включают в себя поршни «ремонтного размера». Ремонтные размеры поршней ВАЗ 21213 составляют 82.4 мм для первого размера и 82.8 мм для второго. Это диаметр наружной части самого поршня, под который производится расточка цилиндра.
Так как визуально определить диаметр такого поршня не представляется возможным, для этого на них наносится специальная маркировка. Так как цифры могут затереться и исказить информацию, в качестве маркировки ремонтного используются геометрические фигуры: треугольник для первого размера и квадрат для второго. Они наносятся рядом со стандартной маркировкой.
Для таких поршней в комплекте используются специальные кольца соответствующего «ремонтного размера». Каждое кольцо имеет маркировку «40» или «80».
Двигатель Метки: ваз 21213









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
