Ремонт блока двигателя
Ремонт блока цилиндров двигателя: пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Краткое устройство
Непосредственно внутри блока имеются сквозные отверстия со шлифованными стенками – внутри этих отверстий двигаются поршни. В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.

На верхней части блока имеется тоже идеально ровная шлифованная поверхность. К ней при помощи болтов прикрепляется головка. То, что многие сегодня называют цилиндрами, образуется из блока и головки. Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Внутри цилиндра могут быть установлены гильзы. Они широко применяются в алюминиевых блоках. Каждая деталь, которая крепится к мотору, оснащена уплотнительными прокладками, которые не допускают возможные утечки двигателя. Благодаря данным элементам антифриз не смешивается с маслом и наоборот. Прокладки всегда должны быть целыми, иначе это плохо влияет на работу ДВС.
Типичные неисправности
Прежде чем заниматься темой ремонта блока цилиндров двигателя, необходимо ознакомиться с наиболее частыми неполадками данного узла. Какие-то неполадки можно устранить своими силами в гаражных условиях, для устранения других понадобится специальное оборудование.
В процессе работы двигателя в блоке цилиндров ДВС могут образоваться следующие виды дефектов. Это естественный износ стенок цилиндра, задиры и риски на стенках. Также нередко образуются трещины как цилиндров, так и водяной рубашки или ГБЦ. Подвергаются износу и клапанные седла. Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Есть и менее серьезные проблемы – это накипь в рубашке системы охлаждения, а также нагар в ГБЦ. Из-за коррозионных процессов, работы блока в условиях повышенных температур, трения поршней и коленвала о стенки цилиндра они со временем приобретают эллипсность в плоскости, где качается шатун. Также образуется конусность по длине цилиндров.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.

Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Шлифование БЦ
Эту операцию выполняют преимущественно на внутришлифовальных станках. Камень на этом оборудовании имеет значительно меньший диаметр, чем размер цилиндра. Камень может двигаться вокруг оси, по окружности цилиндра, а также вдоль оси камеры сгорания.
Процесс ремонта блока цилиндров двигателя, таким образом выполняемый, очень длительный и сложный, особенно если нужно снимать большой слой металла. Поверхность камеры сгорания становится волнистой и может забиваться пылью. Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.

Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.

Ремонт седел клапанов
Наряду с БЦ может понадобиться и ремонт головки блока цилиндров двигателя. Если износ седел клапанов небольшой, то это можно устранить простой притиркой клапана к седлу. Если износ значительный, тогда седло фрезеруется конусной фрезой. Первым делом обрабатывают фрезой черновой с углом 45 градусов. Далее выбирают фрезу с углом 75 градусов. После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.

Фрезеровка будет эффективная только тогда, если направляющие клапанов имеют минимальный износ или вообще новые.
В процессе ремонта блока цилиндров 406 двигателя после фрезеровки седло шлифуется конусными камнями дрелью и притирается клапан. Если износ седел большой, то гнездо нужно расточить на станке торцевыми фрезами и запрессовать туда чугунное кольцо, которое затем нужно обработать в вышеописанной последовательности.
Если есть возможность замены сменного седла, то для облегчения ремонта головки блока цилиндров 406 двигателя просто меняют старое седло на новое.
Ремонт втулок клапанов
Если изношены направляющие втулки клапанов, тогда их можно восстановить развертыванием длинной разверткой под ремонтный размер. Если износ втулки значительный, то их следует удалять под прессом и менять на новые. При запрессовывании новых втулок натяг должен быть 0,03 м. Затем диаметр втулки развертывают под номинальный размер.

Ремонт направляющих толкателей
Эти элементы, изготовленные в блоке в отдельных частях в процессе ремонта головки блока цилиндров 402 двигателя, обрабатываются развертыванием под ремонтные размеры стержня толкателя или посредством замены стержней толкателей.

Заключение
Как видно, выполнить капитальный ремонт двигателя без специальных станков и специального инструмента нельзя. Но если повреждения незначительные, особо отчаянные мастера растачивают цилиндры обыкновенной электрической дрелью с наждачной бумагой. На самом деле страшного в капитальных ремонтах ничего нет – в большинстве случае цены на расточку и другие операции невысоки. Ремонт головки блока цилиндров дизельного двигателя можно выполнить в гараже своими руками по аналогии с бензиновыми ГБЦ.
Ремонт Блока Цилиндров Двигателя
Ремонт блока цилиндров двигателя КАмаЗ
Блок цилиндров двигателя КамАЗ-740 V-образной конструкции показан на рис. 27.
Наиболее распространенными дефектами блоков цилиндров двигателей могут быть:
– трещины на стенках водяной рубашки блока цилиндров; трещины перемычек между цилиндрами;
– задиры, прижоги, деформация, износ или несоосность гнезд вкладышей коренных подшипников коленчатого вала;
– износ торцов 5 опоры коренной шейки коленчатого вала; износ отверстий во втулках распределительного вала; износ посадочных поверхностей под втулки распределительного вала;
– износ или деформация посадочных гнезд под гильзы цилиндров;
– коробление поверхностей сопряжения блока цилиндров с головками цилиндров;
– трещины в каналах масляной магистрали. Блок цилиндров двигателя КамАЗ-740 имеет 8 штук отдельных головок, изготовленных из алюминиевого сплава А1-4, которые устанавливают на каждый цилиндр.
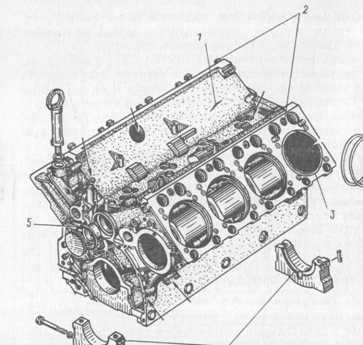
Рис. 27. Возможные дефекты блока цилиндров двигателя КамАЗ-740: 1 — трещины водяной рубашки; 2 — места коробления поверхностей сопряжения плоскостей разъема блока цилиндров с головками цилиндров; 3 — поверхность деформации или износа посадочных гнезд под гильзы цилиндров; 4 — поверхность деформации или износа гнезд вкладышей коренных подшипников; 5 — поверхность износа втулок распределительного вала; 6—гильза цилиндра
Наиболее распространены такие дефекты головок цилиндров:
– обрыв шпилек крепления форсунок и стоек коромысел;
– ослабление посадок седел клапанов;
– износ фасок седел клапанов;
– кавитационный износ отверстий (втулок), через которые проходит охлаждающая жидкость.
Трещины на стенках водяной рубашки блока цилиндров заваривают. Клеевые композиции для заделки трещин на стенках водяной рубашки блока цилиндров при их капитальном ремонте не применяют, так как под влиянием высокого теплового режима двигателя прочность клеевого состава нарушается.
Для заделки трещин на стенках блока цилиндров двигателя клеевые композиции могут быть применены только на непродолжительный период работы двигателя.
Заварку трещин на стенках водяной рубашки могут производить без подогрева и с подогревом блока по правилам сварки деталей, изготовленных из чугуна. Заварку трещин блока без подогрева производят электродуговой сваркой постоянным током обратной полярности. В процессе заварки нельзя допускать нагрев.
Для предотвращения распространения трещины по поверхности водяной рубашки она на конце засверливается. Диаметр сверла 3—5 мм. Трещину после засверливания разделывают под углом 90—120° на 1/3 толщины стенки по всей длине трещины с помощью шлифовальной машинки. Заварку трещины производят обратноступенчатым способом. Сначала заваривают концы трещины. Для этого отступают от засверленных концов на 8— 10 мм, накладывают небольшие участки швов по направлению к середине трещины. Далее трещину заваривают обратноступенчатым способом в любом удобном для сварщика направлении. После наложения каждого участка, сразу же после гашения дуги, шов следует проковать легкими ударами конусной части молотка. Очередной участок шва накладывают после того, как металл в зоне сварки остынет ниже температуры 50…60 °С. При сварке электрод наклоняют под углом 10- 15° от вертикали в сторону направления сварки. При таком положении электрода лучше просматривается сварочная ванна и легче вести процесс.
При сварке чугуна длина дуги должна быть равна диаметру электрода. Чем короче длина дуги, тем меньше глубина провара, и, наоборот, с удлинением дуги возрастает напряжение тока, увеличивается глубина расплавленного металла, возрастают его объем и ширина шва. Это в свою очередь приводит к повышению температуры стенок блока цилиндров более 60 °С и образованию трещин.
Заварку трещин могут производить в среде защитного газа (аргона) с применением полуавтомата А-547 или без него. Режимы заварки трещин при применении защитного газа (аргона): сила сварочного тока— 125—150 А; напряжение — 27—30 В. Давление аргона в зоне сварочной дуги 0,3—0,5 МПа; электродная проволока марки МНЖКТ; диаметр электродной проволоки 1,2 мм.
Заварку трещин без применения защитного газа производят электродами со специальной обмазкой, защищающей зону сварного шва от окисления при ее плавлении в виде оболочки.
Режимы заварки трещин без применения защитного газа: сила сварочного тока — 130 А; напряжение — 36 В; марка электродов: МНЧ-1, ОЗЧ-1, АНЧ-1, ЦЧ-3 или ЦЧ-4.
Заварка трещин этими электродами обеспечивает образование аустелитовой структуры наплавленного металла, которая способна противостоять возникновению сварных трещин. Шов после наплавки этими электродами легко обрабатывается режущим инструментом.
Институтом электросварки им. Е. О. Патона АН УССР разработан эффективный способ сварки проволокой ПАНЧ-11.
Полуавтоматическая сварка проволокой ПАНЧ-11 не требует специального оборудования. Для полуавтоматической сварки проволокой ПАНЧ-11 пригодны шланговые полуавтоматы А-547, А-547У, А-825, подающие проволоку диаметром от 1 до 1,6 мм в комплекте с выпрямителями ВС-200, ВС-300 или сварочными преобразователями с жесткой характеристикой.
Заварку трещин на стенках водяной рубашки блока с подогревом производят ацетиленовым пламенем горелки. В качестве присадочного материала используются чугунные прутки диаметром 5 мм. От окисления шов предохраняется бурой. Подогрев блока цилиндров производится до температуры 600…650 °С. Понижение температуры ниже 600 °С не допускается. В интервале температур 60…600 °С во время заварки трещины при быстром нагреве в результате соединения углерода с железом происходит образование карбида железа (белый чугун). В этом случае при охлаждении блока образуются большие внутренние напряжения с трещинами.
Задиры, прижоги, износ или несоосность гнезд вкладышей коренных подшипников коленчатого вала в блоке цилиндров двигателя устраняют расточкой в блоке гнезд под ремонтный размер на станке нижней борштанги для расточки постелей блока и втулок распределительного вала.
Овальность средних гнезд вкладышей относительно оси крайних гнезд должна быть не более 0,025 мм.
Изношенные отверстия под втулки распределительного вала восстанавливают расточкой на станке для расточки постелей блока под ремонтный размер верхней борштанги. После этого в отверстия для блока цилиндров запрессовывают втулки ремонтного распределителя.
При запрессовке втулок необходимо обеспечить совпадение масляных отверстий в блоке и втулках. После запрессовки в блок цилиндров втулки растачивают под ремонтный размер с учетом обеспечения размера диаметра опорных шеек распределительного вала и зазора между шейкой вала и втулкой.
Расточку постелей блока цилиндра под вкладыши коленчатого вала и втулки распределительного вала производят на станке одновременно двумя борштангами.
Вкладыши перед установкой b постели блока цилиндров и их крышки подвергают контролю в приспособлении. На посадочную поверхность вкладыша наносят слои краски, после чего вкладыш устанавливают в контрольное приспособление, как показано на рис. 28, извлекают из него и осматривают, пятно контакта от краски по наружной поверхности вкладыша должно быть не менее 90% от общей ее площади.
Рис. 28. Установка вкладышей в контрольное приспособление:
1 — вкладыш; 2 — упор; 3 — контрольное приспособление; 4 — постель контрольного приспособления; 5 — точка приложения силы; Н — размер для коренных вкладышей 50,01 ±0,01 мм; шатунных вкладышей 42,51+0,01 мм; Р— сила, прижимающая вкладыш к постели контрольного приспособления
Изношенные посадочные пояски под гильзы в блоке цилиндров растачиваются под ремонтный размер.
Блоки цилиндров, имеющие коробление поверхности сопряжения с головками цилиндров более 0,08 мм, восстанавливают шлифованием. Блок цилиндров устанавливают в приспособление и производят шлифование плоскости горизонтальным плоскошлифовальным станком до устранения коробления плоскости разъема.
Неплоскостность поверхностей головок цилиндров контролируется на поверочной плите щупом. Щуп, вставленный между головкой и поверочной плитой, по толщине должен быть не более 0,07 мм.
Изношенные внутренние поверхности отверстий под толкатели восстанавливают развертыванием под ремонтный размер на ра-диально-сверлильном станке.
Повреждение резьбы в блоке цилиндров восстанавливают постановкой резьбовых ввертышей.
После восстановления блок цилиндров должен отвечать следующим техническим требованиям:
– крышки коренных подшипников не должны быть разукомплектованы с блоком цилиндров;
– при испытании на герметичность водой под давлением не менее 0,4 МПа подтекание воды не допускается.
Расстяние между осями коленчатого вала и промежуточной шестерни (157,5 + 0,03) мм, а распределительного вала и промежуточной шестерни— (112,5 + 0,03) мм (замеряется индикаторным приспособлением).
Выпавшие заглушки водяной рубашки головок цилиндров заменяют новыми; оборванные шпильки вывертывают и вместо них ввертывают новые; ослабевшие седла клапанов извлекают; гнездо развертывают под ремонтный размер и вместо него запрессовывают гнездо ремонтного размера; изношенные фаски шлифуют и клапаны притирают по месту их посадки в гнездах.
Изношенные отверстия (втулки) для прохода охлаждающей жидкости восстанавливают запрессовкой в расточенное отверстие бронзовых втулок.
После восстановления головки цилиндров подвергают испытаниям в соответствии с требованиями ТУ на сборку и испытания.
Масляную магистраль головки цилиндра испытывают под давлением воздуха 0,6 МПа. Утечка воздуха допускается не более 8 см3/мин. Водяную рубашку головки цилиндра испытывают под давлением 0,3 МПа. Утечка воздуха допускается не более 15 см /мин.
Ремонт головки блока цилиндра двигателя
Головка блока современного верхнеклапанного двигателя — это сложный комплекс узлов и механизмов. И когда речь идет о капитальном ремонте мотора, то полноценное восстановление этих механизмов едва ли не сложнее традиционных операций — расточки цилиндров и шлифовки коленчатого вала — вместе взятых. Оборудование требуется специальное, трудоемкость очень высока, а точность исполнения должна быть ювелирной. Между тем приведение в порядок головки блока у наших ремонтников как-то не принято считать первостепенным делом. Блок и коленчатый вал — да, это обязательно, а головка — как получится. В итоге двигатель возвращается в строй ущербным, “недолеченным”.
Разборка и снятие головки блока цилиндров
Если установлено, что головка блока нуждается в ремонте, ее в подавляющем большинстве случаев приходится снимать с двигателя. Исключение составляют только работы по замене некоторых уплотнений — например, маслосъемных колпачков, да и то не у всех моделей (у двигателей BMW прошлых лет подобная операция тоже требует демонтажа головки). А раз так, то перед началом работы стоит обзавестись запчастями, без которых потом все равно не обойтись. В профессиональном ремонте для этого используют так называемые верхние наборы (Head Set), включающие прокладку головки и все прокладки и сальники, расположенные выше нее. У дизелей в такой набор прокладка головки обычно не входит, и ее приходится приобретать отдельно.
Перед демонтажом желательно проверить взаимное положение коленчатого и распределительного валов, совместив соответствующие метки. Для отечественных двигателей такая операция не обязательна, но у некоторых иностранных моторов с достаточно сложной установкой фаз газораспределения иногда полезно даже нанести дополнительные метки.
Обычно технология демонтажа головки достаточно подробно излагается в руководствах по ремонту автомобилей конкретных моделей. Но есть и некоторые общие приемы, среди которых стоит отметить следующие. При отворачивании болтов крепления головки их сначала поочередно ослабляют их на 0,5—1 оборот, начиная со средних, и только затем выворачивают полностью. Это исключает коробление головки из-за неравномерных усилий, когда один из соседних болтов полностью затянут, а другой совсем отпущен. Если болты имеют внутренние шлицы, то сначала надо очистить их от нагара, иначе ключ не войдет в болт до конца, а срыв ключа может обернуться большими хлопотами.
У большинства иностранных машин к головке блока подходит множество вакуумных трубок. Если нет схемы вакуумных соединений данной модели, то все разъединяемые магистрали надо пометить или зарисовать. Не стоит полагаться на память, даже если трубок мало: ошибка при сборке может привести к большой потере времени.
После снятия головку необходимо полностью разобрать и вынуть клапаны. Если впускной и выпускной коллекторы не помешают ремонту, их можно оставить на головке, но при этом надо иметь в виду, что прокладки коллекторов от времени могли потерять герметичность. Для снятия пружин клапанов используют приспособления рычажного типа: на снятой головке удобнее те из них, которые одновременно с нажатием на тарелку и пружины толкают клапан в противоположную сторону. При отсутствии таковых можно пользоваться традиционными съемниками для автомобилей ВАЗ: они, как правило, вполне применимы и для многих иностранных двигателей. Кроме того, зарубежные фирмы выпускают автоматизированные стенды для разборки головок, но их цена довольно высока.
Некоторые “умельцы” разбирают головку сильным ударом молотка по тарелке пружины через стальную трубу. Этого делать нельзя, особенно если предполагается использовать старые клапаны. После “ударной” разборки на стержне клапана всегда остаются засечки от тарелки пружины, и как раз в том месте, где ходит маслосъемный колпачок. Легко также погнуть клапан, особенно если он с тонким стержнем. Да и сухари при такой разборке имеют привычку улетать в неизвестном направлении.
Разобранную головку следует полностью очистить от остатков старых прокладок и вымыть. Далее приступают к измерениям и проверкам, позволяющим определить объем необходимых работ.
Проверка и дефектовка головки блока цилиндров
Для проверки состояния головки нужен определенный набор измерительных инструментов. Контролируют следующие размеры и параметры.
1. Нижняя плоскость головки. Тут понадобятся специальная лекальная линейка длиной от 350 мм, а также набор щупов. Линейку поочередно кладут на плоскость по диагоналям головки и подбирают щуп, свободно проходящий в зазор между линейкой и плоскостью в средней зоне. Максимально допустимая толщина этого щупа составляет 0,05—0,06 мм, в противном случае плоскость придется обрабатывать (в профессиональном ремонте ее обрабатывают всегда, даже если деформация невелика).
2. Износ опорных шеек кулачкового вала и его подшипников (если, конечно, вал расположен в головке). Диаметры шеек измеряют микрометром, а отверстий подшипников — нутромером с точностью 0,01 мм. Разность полученных размеров дает зазор в подшипнике, который не должен превышать 0,10 мм. При этом контролируемые поверхности не должны иметь явно выраженных следов износа — круговых канавок, выступов, задиров и т. д. В противном случае распределительный вал заменяют, а головку ремонтируют.
3. Износ стержней клапанов и направляющих втулок. Микрометром измеряют диаметр стержня в верхней части, непосредственно под канавкой для сухарей, а затем в нижней части рабочей поверхности. Поскольку изношенный стержень может быть овальным, замеры надо делать в нескольких точках по окружности. Износ, то есть разница диаметров в верхней и нижней части стержня, не должен превышать 0,02—0,03 мм, иначе клапан подлежит замене.
Изношенность направляющих втулок определяют специальным нутромером, но допустима и косвенная оценка по люфту нового клапана во втулке, для чего понадобится стойка с индикатором часового типа. Поскольку максимальный износ наблюдается в нижней части втулки, то, измерив боковой люфт тарелки клапана, установленного во втулку, нетрудно по результату определить зазор именно в этом месте. Существуют специальные приборы, основанные на данном способе измерения. Если зазор превышает 0,07—0,08 мм, втулку необходимо заменить (в крайнем случае — отремонтировать).
4. Износ седел, толкателей, рычагов, коромысел, кулачков определяется в основном визуально. Износ фасок клапанов можно оценить, приложив к фаске линейку и посмотрев на яркий свет. Если середина фаски “провалена”, а стержень не изношен, то можно обработать фаску и использовать такой клапан вновь. У коромысел помимо состояния поверхностей, контактирующих с клапаном и кулачком, необходимо проверить зазор с осью — он не должен превышать 0,06—0,07 мм. В противном случае двигатель после ремонта головки останется таким же шумным, как был до него.
5. Различные дефекты местного характера также определяются визуально. Здесь необходимо уделить внимание состоянию поверхности головки, соприкасающейся с окантовкой прокладки: засечки, заусенцы и прочие дефекты обычно приводят к негерметичности соединения головки с блоком цилиндров. Иногда также удается разглядеть трещины в стенках камеры сгорания. Если трещина сквозная (в рубашку охлаждения), то нагара на стенках не будет либо около трещины, либо по всей камере. Когда есть подозрение, что появилась трещина в камере сгорания, либо ее стенки повреждены обломками деталей (клапанов, седел и т. д.), то перед началом ремонта головку надо обязательно проверить на герметичность, иначе весь ремонт может быть впустую. Организовать такую проверку в условиях мастерской непросто, поскольку требуется специальное оборудование. Ряд иностранных фирм выпускают установки для проверки герметичности (опрессовки) головок и блоков, но у нас они пока не распространены.
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи.
Менее сложна проверка керосином, хотя она требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после чего в подозрительную камеру наливают керосин. Имея очень высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень в камере сгорания уменьшается (контрольное время обычно составляет 1—3 часа).
Если трещина обнаружена, головку блока лучше заменить. В принципе, существуют способы ремонта трещин (это тема отдельного разговора), но обеспечить высокую надежность отремонтированной головки пока не удается из-за несовершенства ремонтных технологий.
На этом первый этап работ с головкой блока можно считать законченным. Практические задачи определены, можно приступать непосредственно к ремонтным операциям.
Ремонт и восстановление блока цилиндров
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Ремонтные операции с блоком цилиндров
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию. Расточка производится по замерам ремонтных поршней, для каждого цилиндра отдельно. Целью хонингования является нанесение на зеркало цилиндра мелкоструктурного рельефа в виде сетки, глубиной до 0.01мм под углом 20–60 градусов, необходимого для удержания масляной пленки, для бесконтактной работы пары поршень-цилиндр. Постоянное наличие масляной пленки на зеркале цилиндра многократно увеличивает ресурс блока, а стало быть, и всего двигателя.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: « сухие» и „мокрые“. „Сухие“ гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как „на холодную“, так и термическим способом. „Мокрые“ гильзы постоянно контактируют с охлаждающей жидкостью. Процедура ремонта в этом случае гораздо проще, так как выполняется вручную. Старые гильзы вытаскиваются и заменяются новыми.
Перед установкой « сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на « горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке „намертво“.
При установке гильз на « холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния ( до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифование промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Расточка / хонингование постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки ( бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифование плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Сварка
При ремонте блока цилиндров иногда возникает необходимость в сварочных работах по устранению появившихся нештатных отверстий, а в некоторых случаях и раковин или коверн на плоскости головки блока или самого блока цилиндров. Сварка производится в среде аргона, с предварительным прогревом деталей. Также выполняется ремонт любых других деталей двигателя, восстановление которых возможно с применением сварки.
Опрессовывание
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80 °С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт/расточка блока цилиндров двигателя
Расточка и хонингование блока цилиндров
Компания «Мотор Мастер» предлагает профессиональную расточку двигателя, которая проходит в два основных этапа:
- Расточка блока цилиндров с помощью резца. Используется станок соответствующего класса точности и материал близкий по твердости к алмазу.
- Шлифовка внутренней поверхности цилиндра (хонингование). Финишная обработка с помощью абразивных брусков, закрепленных на хонинговальной головке.
Расточка блоков — очень тонкая работа, для которой требуется не только соответствующие опыт и знания, но и высокотехнологичное оборудование. Выполняя такую процедуру в бытовых условиях или доверяя ее дилетантам, Вы рискуете получить недоброкачественную работу, что впоследствии негативно скажется на работе самого мотора.
Чаще всего для устранения неисправностей и дефектов применяется комплексный ремонт блока цилиндров. включающий в себя ряд основных операций. Специалисты компании «Мотор Мастер» без труда определят причины возникновения дефектов и выполнят профессиональный ремонт блока цилиндров. Все необходимые операции по устранению неисправностей проводятся на высокоточном оборудовании. Мастера нашей компании имеют большой опыт в обработке постели коленвала и гильзовке сильно изношенных цилиндров.
Если Вам требуется качественная расточка двигателя, обращайтесь к квалифицированным профессионалам — специалистам компании «Мотор Мастер».
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Ремонт блока двигателя и кривошипно-шатунного механизма
Категория:
Ремонтирование строительных машин
Ремонт блока двигателя и кривошипно-шатунного механизма
Блоки цилиндров двигателей изготовляют из серого или низколегированного чугуна. Блок цилиндров представляет собой отливку сложной конфигурации со стенками разной толщины.
После длительной эксплуатации возможны следующие дефекты блоков цилиндров: трещины и обломы различного характера; пространственная деформация поверхностей прилегания под головки цилиндров; изнашивание или нарушение соосности гнезд под вкладыши коренных подшипников; изнашивание отверстий под втулки толкателей и распределительного вала; изнашивание или срыв резьбы в отверстиях крепления деталей.
Ремонт блока цилиндров начинают с устранения трещин, обломов, пробоин, так как применяемая для этой цели сварка вызывает коробление детали. Коробление устраняют механической обработкой.
Трещины в водяной рубашке и картере в зависимости от их местоположения могут быть заварены электросваркой стальными электродами из проволоки СВ-08 или электродами ЦЧ-4 способом отжигающих валиков с предварительной постановкой штифтов или электродами монелевыми, биметаллическими 034-1 диаметром 4 мм и др. Трещины на ненагруженных поверхностях можно заклеивать составами на основе эпоксидных смол или клеями БФ-2, ВС-ЮТ и № 88 с наложением заплаты из стеклоткани.
Пространственную деформацию поверхностей прилегания под головку цилиндров устраняют шлифованием на плоскошлифовальных или вертикально-сверлильных станках с последующим углублением на такой же размер выточки под бурты гильз цилиндров.
Соосность гнезд восстанавливают путем их расточки под ремонтные размеры с постановкой вкладышей увеличенного наружного размера. Практикуется также восстановление блока напылением смесью железных и медных порошков. Изношенные поверхности под вкладыши восстанавливают, нанося на них эпоксидные составы.
Изношенные отверстия под направляющие втулки толкателей и втулки распределительного вала развертывают под ремонтные размеры.
Резьбовые отверстия с изношенной, сорванной или забитой резьбой восстанавливают нарезанием новой резьбы ремонтного размера, постановкой ввертышей или спиральных вставок.
Перед нарезанием резьбы ремонтного размера отверстие с дефектной резьбой зенкуют и нарезают резьбу требуемого размера на радиально-сверлильных станках с применением револьверных головок и накладных кондукторов. Блок устанавливают на поворотном стенде с базированием на плоскость со стороны нижнего картера и на два установочных отверстия. При постановке ввертыша ввертывают дополнительную деталь с резьбой номинального размера и на его границе сверлят отверстие диаметром 3,3 мм, а также нарезают на ввертыше резьбу М4Х0.5 для его стопорения.
Восстановленные блоки испытывают на герметичность на стендах. При гидравлическом испытании блоков под давлением 0,4…0,5 МПа в течение 3 мин не должно быть запотевания швов.
Цилиндры и гильзы изнашиваются неравномерно. Наибольший износ наблюдается в зоне верхнего компрессионного кольца при положении поршня в верхней мертвой точке. В нижней части цилиндра износ небольшой.
Зеркало гильзы в основном подвергается абразивному, коррозионному и механическому изнашиванию. Наибольшее влияние на износ гильз оказывают абразивные частицы пыли, попадающие в двигатель через впускную магистраль вместе с воздухом, маслом, топливом; через сапуны у дизелей и принудительную систему вентиляции картеров у карбюраторных двигателей; через неплотности в соединениях всасывающего коллектора и картера. Коррозионное изнашиванние верхней части гильзы цилиндра вызывается работой двигателя при низкой температуре. Часть продуктов сгорания топлива конденсируется, происходят сложные превращения, приводящие к образованию кислот, которые вызывают коррозию зеркала гильзы. Для уменьшения износа необходимо поддерживать температуру нагрева двигателя не ниже 70 °С. Износ цилиндров с воздушным охлаждением вдвое меньше, чем у цилиндров с жидкостным охлаждением. Это объясняется более быстрым прогревом цилиндров после запуска.
Механическое изнашивание зеркала цилиндра вызывается движением поршня с кольцами (истирание) и вибрацией цилиндра (кавитационное разрушение) дизельных двигателей.
При кавитационном и коррозионном разрушении наружной поверхности гильз их бракуют.
Изношенные внутренние поверхности гильз и цилиндров шлифуют под ремонтный размер на всю длину на вертикально-расточных станках 278А, 268, 277Б, 2В-697. Можно использовать также переносные станки 2407ГАРО. Гильзы шлифуют и подвергают окончательной обработке хонингованием на хонинговальных станках 3833 или на сверлильных станках с хоиинговальными головками. Станок обеспечивает автоматическое вращательное и возвратно-поступательное движение головки, заданное увеличение ее диаметра за каждый цикл подъема и опускания. Хонингование проводят шлифовальными или алмазными брусками. Зернистость бруска выбирают в зависимости от требуемой шероховатости поверхности, а твердость связки —в соответствии с твердостью обрабатываемого материала. Хонингование ведут с подачей охлаждающей жидкости (керосина или смеси керосина с 15…20% машинного масла). Рекомендуется использовать алмазные бруски АСМ и для окончательного хонингования бруски АСП-40. После хонин-гования овальность и конусность должны быть не более 0,02…0,03 мм.
Изношенные гильзы последнего ремонтного размера восстанавливают постановкой сухой гильзы, изготовленной из титано-меднистого или марганцовистого чугуна. В расточенный блок запрессовывают гильзу, вновь ее растачивают и хонингуют на номинальный размер. Гильзы перед запрессовкой охлаждают, а блок подогревают. После окончательной обработки гильзы распределяют по размерным группам и комплектуют с поршнями одноименной размерной группы.
Для повышения износостойкости рабочей поверхности гильз рекомендуется подвергать их виброобкатыванию шариком или рожком на сверлильных или расточных станках. Это создает поверхностный наклеп и снижает шероховатость поверхности.
Ремонт поршневых пальцев производят перешлифовкой на меньший размер на шлифовальном станке без центров или с помощью конусной оправки. При централизованном восстановлении пальцев на номинальный размер в большинстве случаев применяют холодную раздачу. Поршневые пальцы восстанавливают также осталиванием и хромированием с последующей обработкой под номинальный ремонт или ремонтный размер.
Шатуны, поступающие в ремонт, имеют следующие дефекты: изгиб и скручивание стержня, трещины, изнашивание внутренней поверхности втулки верхней головки шатуна и отверстия под нее, отверстия нижней головки, поверхностей по плоскости разъема шатуна с крышкой, отверстий и опорных поверхностей под гайки и головки шатунных болтов.
Отсутствие установочных баз и изнашивание рабочих поверхностей затрудняет ремонт шатунов. Тем не менее на некоторых ремонтных заводах их успешно ремонтируют по следующей технологии: – выпрессовывают втулку верхней головки шатуна; – шлифуют боковую поверхность нижней головки шатуна для восстановления установочной базы; правят шатун; шлифуют или фрезеруют плоскость разъема крышки; собирают шатун с крышкой и запрессовывают втулку в верхнюю головку; растачивают отверстия нижней и верхней головок шатуна; контролируют шатун.
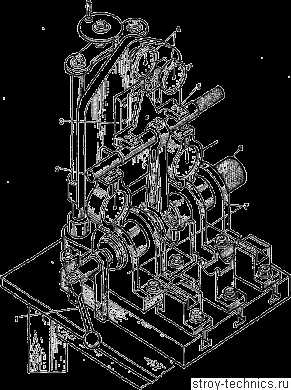
Рис. 1. Приспособление для проверки и правки шатуна 1 — рукоятка для выбивания скалки; 2, 6 — малая и большая скалки; 3 — направляющие ползуна; 4 ~ индикаторы;. 5 — коромысло; 7 — стойки
Изгиб стержня шатуна устраняют способом правки на винтовых и гидравлических прессах, а скручивание— с помощью рычага или струбцины, захваты которой закрепляют с противоположных сторон поперечного сечения стержня.
Шатун можно править и на приспособлении, показанном на рис. 1. С помощью индикаторов, установленных на этом приспособлении, контролируют изгиб, скручивание и межцентровое расстояние осей отверстий.
После правки шатун рекомендуется подвергать термообработке. Для этого его нагревают до температуры 400…450°С, выдерживают в течение 0,5…1 ч и охлаждают на воздухе.
Шатуны с трещинами любого размера и расположения выбраковывают.
Изношенные втулки верхней головки шатуна выпрессовывают на прессе с пневматическим приводом. Боковые поверхности нижней головки шлифуют на плоскошлифовальных станках кругами зернистостью 40…60, твердостью СМ2, СМ1. Перед шлифованием гайки шатунных болтов затягивают динамометрическим ключом.
Изношенную внутреннюю поверхность верхней головки шатуна растачивают под ремонтный размер, и запрессовывают втулку увеличенного размера или омедненную. Отверстие нижней головки шатуна восстанавливают железнением. Сначала предварительно растачивают головку, а после железнения окончательно растачивают на приспособлении алмазно-расточного станка.
Изношенную поверхность нижней головки шатуна можно восстанавливать газовой наплавкой. Самофлюсующийся порошок ПГ-Х480СГ2 наносят на поверхность через пламя ацетиленокислородной горелки. Перед па-несением порошка шатун собирают с нижней крышкой. Стержень шатуна охлаждают, погружая в воду по головку. После направки отверстие нижней головки шатуна хонингуют до получения номинального размера.
Поверхности отверстий нижней головки шатуна восстанавливают наплавкой в углекислом газе и вибродуговым способом. Затем отверстия растачивают на расточных или токарных станках.
Поврежденные плоскости разъема шатуна с крышкой восстанавливают железнением с последующей механической обработкой.
Изношенные опорные поверхности под гайки и головки шатунных болтов фрезеруют и снимают следы изнашивания. После фрезерования при сборке нижней головки шатуна следят, чтобы отверстие для шплинта шатунного болта не выступало за торцовую поверхность гайки. В противном случае поверхность наплавляют, а затем фрезеруют до номинального размера.
Рис. 2. Подгонка поршневого Рис. 92. Пригонка поршневых кольца колец к цилиндру
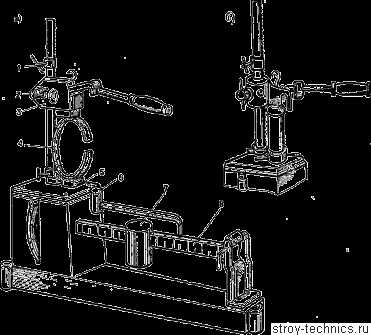
Рис. 3. Прибор для определения упругости поршневых колец(а) и пружин (б) 1 — подвижный упор; 2 — стопорный винт; 3 — каретка; 4 — поршневые кольца; 5 —столик; 6 — дополнительный груз; 7 —основной груз; 8 — коромысло
После окончания ремонта шатун контролируют на специальном приспособлении (см. рис. 1).
При ремонте кривоишпно-шату иного механизма особое внимание должно быть обращено на тщательный подбор деталей друг к другу и к цилиндрам двигателя. Масляные и компрессионные кольца подбирают по размеру гильз и высоте канавок на поршне, при необходимости производят подгонку подпиливанием стыков колец (рис. 2) до получения необходимого зазора (0,3… 0,4 мм для карбюраторных и 0,7… 1 мм для дизельных двигателей). Для цилиндров, подвергшихся перешлифовке, подгонку зазора в стыках колец производят по верхней части цилиндра, а к цилиндрам, не подвергшимся перешлифовке, кольца подгоняют в зоне наименьшего диаметра цилиндра (в пределах хода поршневых колец). Кольца проверяют также по высоте канавок поршней и при необходимости шлифуют на абразивном круге или абразивной бумагой. Упругость кольца проверяют на специальном приборе (рис. 3). Кольцо вставляют между площадкой весов и нажимным устройством так, чтобы стык кольца был в горизонтальном положении. Нагружают кольцо нажимным устройством до нормального зазора в стыке, проверяемого шумом. Сила сжатия кольца при этом должна соответствовать установленным нормам упругости.
Поршни с гильзами ремонтного размера комплектуют по зазору между поршнем (по юбке) и гильзой. Эту операцию выполняют на ощупь или контролируют по усилию протягивания ленты-щупа определенной толщины, заложенной между гильзой и поршнем по всей его длине (рис. 4).
Поршневые пальцы к алюминиевым поршням подбирают по размерной группе отверстий в бобышках поршней таким образом, чтобы при комнатной температуре (20 °С) они от усилия руки входили в поршень, а при нагревании поршня в воде до 70 °С входили в него свободно. Этим достигается небольшой зазор в соединениях во время работы двигателя, так как коэффициент линейного расширения алюминия (поршень) и стали (палец) неодинаков. К шатуну поршневой палец подбирают так, чтобы при нормальной комнатной температуре он плавно входил в отверстие под небольшим усилием.
После подбора отдельных деталей друг к другу производят подсборку шатунно-поршневой группы, проверяют правильность взаимного положения образующейся цилиндрической поверхности юбки поршня и отверстия нижней головки шатуна, затем весь комплект на один двигатель подгоняют по массе. Разница в массах собранных комплектов (сверх допустимых пределов) устраняется снятием металла со специальных приливов, имеющихся на поршне.
Рис. 4. Подбор поршней к цилиндрам 1 — ручные пружинные весы; 2 — лента-щуп
Рис. 5. Приспособление для сжатия и направления поршневых колец при ввода их в цилиндр 1 — стальная лента; 2 — ключ; 8 — стяжная лента
Выверенные комплекты устанавливают в цилиндры двигателя. При этом для облегчения операции сжатия колец и предупреждения их повреждений пользуются приспособлением, показанным на рис. 5.
Сборка шатунно-поршневой группы может также производиться на шестипозиционном автомате карусельного типа.
У коленчатого вала возможны следующие основные дефекты: прогиб вала, изнашивание шатунных и коренных шеек, изнашивание и повреждение гнезда под подшипник, повреждение резьбы, фасок, трещины.
Дефекты коленчатых валов, поступающих в ремонт, повторяются в определенных сочетаниях, что позволяет разработать технологию ремонта не по каждому дефекту в отдельности, а по комплексу дефектов каждого сечения, с которым вал поступает в ремонт.
Ремонт коленчатого вала начинают с контрольных операций, выполняемых с помощью магнитного дефектоскопа или магнитного карандаша для выявления трещин на шейках. При обнаружении трещин валы выбраковывают.
Затем определяют прогиб вала, причем во избежание ошибок и неточностей прогиб следует проверять по торцовому биению фланца крепления маховика, которое допускается не более 0,05 мм. При большем биении прогиб вала устраняют шлифованием или правкой в холодком состоянии на прессе. Для снятия внутренних напряжений после правки производят термическую обработку (термофиксацию), состоящую в выдержке вала при температуре 400…500 °С в течение 0,5… 1 ч. Коленчатый вал правят также местным наклепом щек.
Изношенные шатунные и коренные шейки ремонтируют различными способами. Способ механической обработки под ремонтный размер наиболее распространен и эффективен только в случае, когда изменение размера не приводит к ликвидации термически обработанного поверхностного слоя коленчатого вала. Все коренные или шатунные шейки одного вала обрабатывают под один ремонтный размер.
Перед шлифовкой шеек вала устраняют все другие дефекты. Обрабатывают шейки вала на шлифовальных станках типа 3420, 3423, позволяющих ремонтировать как коренные, так и шатунные шейки. Однако для большей точности обработки их настраивают на шлифовку либо коренных, либо шатунных шеек.
После шлифования под ремонтный размер шейки полируют на станке для полирования. Шейки можно также полировать с помощью приспособления к шлифовальному станку, на универсальном приспособлении к токарному станку или обжимками вручную.
Шейки коленчатых валов можно восстанавливать наплавкой, способом электролитического железнения и хромирования, напылением металла.
Перед наплавкой отверстия масляных каналов должны быть закрыты графитовой пастой, пластинками из малоуглеродистой стали или графитовыми стержнями. После наплавки и охлаждения коленчатого вала выполняют предварительное шлифование шеек, затем разделку и очистку масляных отверстий и каналов, окончательное шлифование, полирование всех шеек и очистку вала.
Коленчатые валы, наплавленные под флюсом (с добавкой графита), проходят последующую термическую обработку и закалку шеек на установке ТВЧ. Наплавку шеек ведут от галтелей к середине. После наплавки их протачивают на токарном станке, отпускают вал при температуре 650 °С, выдерживают в течение 2 ч и закаливают нагревом ТВЧ на глубину 3,5 мм, а затем шлифуют до заданного размера. При шлифовании шеек необходимо соблюдать радиус галтелей.
Восстановление валов способом напыления металла имеет большое практическое значение для ремонта двигателей. Высокая температура плазменной струи позволяет применять тугоплавкие металлы и их сплавы, формировать на изношенных деталях поверхностный слой высокой твердости и получать высокую прочность сцепления нанесенного слоя с деталью. Транспортирующие инертные газы снижают окисляемость частиц металла, что в совокупности создает предпосылки для получения высокой износостойкости покрытия.
При повреждении резьбы в деталь устанавливают спиральные вставки или нарезают новую резьбу ремонтного размера.
Изношенные шпоночные канавки фрезеруют под шпонки ремонтного размера.
При увеличении размера отверстия под подшипник вал ремонтируют постановкой дополнительных ремонтных деталей в такой последовательности: обработка под втулку, запрессовка и механическая обработка.
Поверхность фасок вала, как правило, бывает повреждена, поэтому центровые фаски правят путем механической обработки. После шлифования шеек под ремонтные размеры уменьшается глубина фасок на отверстиях масляных каналов. Поэтому фаски обрабатывают и полируют.
Сборку коленчатых валов начинают с запрессовки трубок для направления масла в шатунных шейках, установки сегментных шпонок под шестерни. Затем вал промывают, продувают масляные каналы сжатым воздухом и устанавливают заглушки, резьбовые уплотни-тельные кольца и сальники.
Коленчатый вал подвергают динамической балансировке в сборе с маховиком (иногда и со сцеплением на специальном станке). Коленчатый вал уравновешивают с маховиком в его плоскости путем постановки балансировочных пластин или сверления отверстия в торце маховика. У тракторных двигателей с неразъемным картером маховика коленчатые валы балансируют без маховика.
Коренные и шатунные подшипники коленчатых валов автотракторных двигателей при износе получают овальность с большой осью в плоскости, перпендикулярной разъему подшипников, конусность, а поверхности насыщаются продуктами износа. В результате этого увеличиваются зазоры в подшипниках, что приводит к появлению давления масла в магистрали.
Последующее использование изношенных подшипников для большого размера вала возможно после удаления поверхностного слоя с накопленными абразивными частицами путем растачивания.
У подшипников наблюдается также выкрошивание антифрикционного слоя, смятие плоскостей в местах разъема и ослабление посадки в постелях шатуна и блока в результате износа их внутренней поверхности. При наличии этих дефектов подшипники выбраковываются.
К дефектам маховика, устраняемым при ремонте, относят износ зубчатого венца, отверстий под болты и плоскости прилегания ведомого диска сцепления. Изношенные венцы спрессовывают и заменяют новыми, а задиры на плоскости прилегания ведомого диска сцепления устраняют шлифовкой. Следует иметь в виду, что маховик вместе с коленчатым валом должен быть обязательно подвергнут динамической балансировке.
При сборке кривошипно-шатунного механизма все резьбовые соединения должны затягиваться предельными ключами, обеспечивающими требуемый момент затяжки, а затяжка болтов крепления головки блока, кроме того,—в определенной последовательности.
Реклама:
Читать далее: Ремонт головки блока цилиндров и газораспределительного механизмаКатегория: - Ремонтирование строительных машин
Главная → Справочник → Статьи → Форум
Ремонт блока цилиндров: как это делается
Блок цилиндров на первый взгляд может показаться деталью простой: чугунный корпус с цилиндрами — и только. Однако и здесь есть целый комплекс тонких нюансов: зеркало цилиндра, хон, плоскость плиты — а кривошипно-шатунный механизм добавляет к этому вкладыши, подшипники и кольца, где точность сборки измеряется десятыми долями миллиметра. Сегодня мы разберемся, кто смотрит в зеркало, куда вкладываются вкладыши и почему не стоит гнуть пальцы, а затем отдефектуем блок цилиндров дизельного двигателя Mitsubishi 4М41.
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.

Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.

Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В САМОМ БЛОКЕ КОНСТРУКТИВНО ЛОМАТЬСЯ ПРАКТИЧЕСКИ НЕЧЕМУ — НО ЭТО НЕ ОЗНАЧАЕТ, ЧТО С НИМ НЕ БЫВАЕТ ПРОБЛЕМ, ОЧЕНЬ ДАЖЕ НАОБОРОТ. САМЫЕ РАСПРОСТРАНЕННЫЕ — ИЗНОС ЦИЛИНДРОВ ИЛИ КОРОБЛЕНИЕ КОНТАКТНОЙ ПОВЕРХНОСТИ БЛОКА С ГОЛОВКОЙ ИЗ-ЗА ПЕРЕГРЕВА. ОСОБО НЕРАДИВЫЕ АВТОВЛАДЕЛЬЦЫ, ВПРОЧЕМ, МОГУТ СЛОМАТЬ И САМ БЛОК ЦИЛИНДРОВ. ДЛЯ ЭТОГО НУЖНО ЛИШЬ ВЫПОЛНИТЬ ПАРОЧКУ НЕХИТРЫХ ОПЕРАЦИЙ: ПЕРВАЯ — ЗАЛИТЬ В СИСТЕМУ ОХЛАЖДЕНИЯ ОБЫЧНУЮ ВОДУ (МОЖНО ДИСТИЛЛИРОВАННУЮ), А ВТОРАЯ — ОСТАВИТЬ АВТОМОБИЛЬ НА УЛИЦЕ НА НОЧЬ ПРИ МИНУС 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.

Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.

Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.

Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
МНЕНИЯ НАШИ РАЗДЕЛИЛИСЬ ДИАМЕТРАЛЬНО: Я НЕМНОГО РАССТРОИЛСЯ, ХОЗЯИН АВТОМОБИЛЯ — ПОВЕСЕЛЕЛ, А МАСТЕР… ЕМУ БЫЛО ВСЕ РАВНО. ТЕМ НЕ МЕНЕЕ, ВСЕ МЫ ОЧЕРЕДНОЙ РАЗ ПОДИВИЛИСЬ СТОЙКОСТИ ДАННОГО МОТОРА.
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.



 После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).



В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.

Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.

Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.

Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.


Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Источник








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
