Ремонт посадочного места клапана
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
 Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Седло клапана, пружины, замок, износ, замена своими руками
В случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня. Отломившаяся головка, попав в пространство между головкой блока цилиндров и поршнем, обычно разрушает поршень.
Ударное закрывание клапана приводит к ускоренному износу рабочей фаски клапана и седла клапана и их усталостному разрушению. Причиной ударного закрывания клапана может быть чрезмерный тепловой зазор в клапанном механизме с механическим толкателем клапана или выход из строя гидравлического толкателя. При избыточном зазоре профиль кулачка уже не может смягчить посадку клапана в седло и клапан получает возможность ударяться об него. Избыточный зазор может быть вызван также износом деталей, например, кулачка распределительного вала, подошвы толкателя клапана, концов штанги толкателя, шарнирной стойки клапанного коромысла и верхушки стержня клапана. При слабой или сломанной пружине нарушается контакт клапана с кулачком и он получает возможность бесконтрольно ударяться об седло. Гидравлические толкатели в случае бесконтрольного болтания клапанов реагируют на это, выдвигаясь вверх, тем самым уменьшая повреждения клапанов от ударов.
Ударный разлом сидла может возникнуть под головкой клапана или в канавках стержня, в которых стоят сухарики, удерживающие опорную тарелку пружины. Линия разлома расходится от точки его возникновения в обе стороны по окружности разлома. Ударное разрушение клапана может привести к тому, что головка клапана упадет в камеру сгорания. В большинстве случаев при этом происходит разрушение поршня до того.
Большой пробег двигателя
Результатом большого пробега двигателя является чрезмерный износ стержня клапана, направляющей втулки, головки клапана и седла. Выработанные клапаны обычно покрыты плотным слоем нагара. Но при этом клапаны могут нормально сидеть в седлах и не иметь трещин или обгораний.
При недостаточной смазке стержни заедают. Заедающий стержень клапана на короткое время прикипает к направляющей втулке, когда клапан закрыт. Когда клапан открывается под действием внешней силы, этот контакт разрывается. При этом от направляющей втулки отрываются частицы металла, впечатываясь в поверхность стержня клапана. Пример такого клапана, стержень которого сильно ободран. В процессе работы двигателя металлические наросты на поверхности стержня клапана царапают поверхность направляющей втулки, создавая на ней задиры. Скоро клапан заклинивается в направляющей втулке, теряет подвижность, и цилиндр становится неработоспособным. В этом случае как клапан, так и направляющая втулка, подлежат замене.
Часто возникают повреждения верхушек стержней клапанов. Такие повреждения можно увидеть, не вынимая клапаны из головки блока. Повреждения в ряде случаев возникают из-за быстрого поворота клапана при его открывании. Из-за этого на верхушке стержня клапана со временем появляются кольцеобразные следы износа. Хотя в некоторых конструкциях клапаны вообще не вращаются. У таких клапанов верхушки стержней изнашиваются в направлении движения клапанного коромысла или толкателя клапана.
Пружины клапанов
 Закрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Закрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается. При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски.
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Проверка качества
Пружина закрывает клапан седла, открытый кулачком распределительного вала. Она должна тянуть клапан строго вдоль оси, чтобы обеспечить плотную его посадку в седло и предотвратить износ стержня и направляющей втулки клапана. Следовательно, необходимо чтобы пружина была прямой и обеспечивала определенную силу прижима. Для проверки соосности витков пружину клапана устанавливают на плоской поверхности и, приставив к ее боковой стороне угольник, вращают вокруг оси. Вершина пружины не должна отклоняться от кромки угольника более чем на 1/16 дюйма или 1,6 мм. Только прошедшие эту проверку пружины проверяются на силу сжатия. Кривые пружины подлежат замене. При проверке пружины на силу сжатия анти резонансный демпфер пружины должен быть удален из нее. Для измерения используется измеритель упругости пружин клапанов. Один из распространенных вариантов такого устройства, дающий прямой отсчет силы сжатия. В другом варианте такого устройства для измерения используется рычажная конструкция с динамометрическим ключом. Пружины клапанов проверяются по следующим параметрам:
- Высота пружины в свободном состоянии (не сжатой) [не должна отличаться от значения, установленного в технических требованиях более чем на 1/16 (0,060) дюйма].
- Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению закрытого клапана.
- Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению максимально открытого клапана.
В большинстве технических требований допустимые отклонения от установленных значений составляют плюс/минус 10%.
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Шлифовка рабочей фаски клапана
 Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Все шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель. Алитированные клапаны теряют коррозионную стойкость при перешлифовывании. Для обеспечения нормального ресурса клапанного механизма алитированные клапаны, требующие восстановления путем механической обработки, подлежат замене.
Восстановление седла клапана
Седла клапанов ремонтируются после восстановления поверхности нижней плоскости головки блока цилиндров и ремонта направляющих втулок клапанов. Ширина и местоположение седла проверяются с помощью клапана, который будет стоять в седле после того, как оно будет отремонтировано.
Седла обычно имеют посадочный угол, равный 45° или 30°. Тонкие 45-градусные седла клапанов хороши тем, что на них коксообразный нагар разрушается легче, и тем самым предотвращается нарастание отложений. Следовательно, клапан плотно садится в седло. При плотной посадке обеспечивается хорошая теплопередача от клапана к седлу и головке блока цилиндров. 30-градусные седла клапанов более, чем 45-градусные, подвержены обгоранию, поскольку сильнее страдают от отложений нагара, препятствующих плотной посадке клапана в седло. В то же время 30-градусные седла обеспечивают, при одинаковой высоте подъема клапана, больший просвет для потока смеси, чем 45-градусные. Эта разница особенно заметна, если высота подъема клапана меньше 1/4 дюйма (6 мм). 30-градусное седло клапана также менее подвержено износу, чем 45-градусное. Если в конструкции двигателя используются 30-градусные седла клапанов, то они, как правило предназначены не для горячих выпускных клапанов, а для менее нагреваемых впускных клапанов.
Износ седел клапанов
 Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
Если двигатель с незакаленными седлами клапанов работает на неэтилированном бензине, то скорее всего, это вызовет ускоренный износ седел. Можно ли определить, что седла изношены, не разбирая головки блока цилиндров?
По мере износа седла клапан все глубже садится в него, и следовательно все выше выступает из направляющей втулки. Таким образом, по мере износа седла уменьшается тепловой зазор. Если в двигателе используются гидравлические толкатели клапанов, то это остается незамеченным до тех пор, пока снижение теплового зазора не приведет к тому, что гидравлический толкатель опустится до упора. Если доходит до этого, то клапан уже не в состоянии плотно садиться в седло, и в этом случае резко падают степень сжатия (компрессия) и мощность двигателя, а расход топлива резко возрастает. Если клапан закрывается не полностью, то теплопередача от него к головке блока цилиндров нарушается, клапан перегревается и обгорает или начинает плавиться. При обгорании клапанов двигатель будет работать с перебоями, а на холостом ходу будет работать неровно.
Если двигатель оснащен механическими толкателями клапанов, то сокращение теплового зазора сначала проявляется в неровной работе двигателя на холостом ходу только тогда, когда двигатель прогрет. У двигателей с механическими толкателями снижение мощности, неровная работа на холостом ходу и перебои в работе, а также повышение расхода топлива, нарастающие по мере того, как клапаны все глубже садятся в седла, становятся заметными раньше, чем у двигателей с гидравлическими толкателями.
В заключение ниже приведены симптомы повышенного износа седел клапанов:
- Сокращается тепловой зазор (клапаны перестают стучать).
- В результате уменьшения теплового зазора разогретый двигатель начинает работать неровно на холостом ходу.
- По мере того, как клапаны все глубже садятся в седла, возникают перебои в работе двигателя, падает его мощность и растет расход топлива, а также возникает неустойчивость работы двигателя на холостом ходу.
- При обгорании клапанов двигатель работает плохо, кроме того, он плохо запускается (как в остывшем, так и в разогретом состоянии), происходят обратные вспышки и падает мощность двигателя.
Если тепловой зазор — регулируемый, обгорание клапанов можно предотвратить, регулярно его подстраивая. Запомните, одновременно с износом седла происходит износ и клапана, что приводит к уменьшению теплового зазора. Многие автомеханики и не подумают отрегулировать тепловой зазор до тех пор, пока клапаны не начинают сильно стучать. Если в процессе регулировки клапанов будет замечено уменьшение теплового зазора, то это может быть свидетельством износа седла клапана.
Угол между рабочей фаской клапана и седлом
Обработка седел клапанов производится лишь в тех пределах, которые обеспечивают устранение всех выступов и раковин на поверхности седла и исправление эксцентриситета. При удалении с седла металла клапан глубже опускается в корпус головки блока цилиндров. В результате верхушка стержня клапана выше выступает из направляющей втулки клапана. Клапан, вдавленный в головку, при открывании создает меньший просвет, — таким образом, уменьшается поток газовой смеси, поступающей в цилиндр. Это, в свою очередь, приводит к снижению максимальной мощности двигателя.
В идеале рабочая фаска и седло клапана должны иметь одинаковый угол. Но это невозможно, особенно для выпускных клапанов, потому что головка выпускного клапана нагревается, а соответственно и расширяется, намного сильнее его седла. Это приводит к тому, что нагретый клапан соприкасается с седлом другим участком поверхности, чем холодный.
Клапан, вследствие своей формы, расширяется при нагреве неравномерно. Неравномерное расширение вызывает также изменение посадки нагретого клапана в седло. Поэтому при восстановлении поверхности клапана и седла рабочая фаска клапана шлифуется под углом на один градус меньше, чем седло. Это делается для компенсации изменения посадки нагретого клапана в седло. В результате, когда начинается эксплуатация отремонтированного двигателя, между клапаном и краем седла на поверхности камеры сгорания обеспечивается принудительное уплотнение по периметру контакта. В процессе эксплуатации двигателя происходит приработка клапана и в скором времени восстанавливается плотный контакт между клапаном и седлом по всей рабочей фаске. Угол натяга позволяет решить еще одну проблему. Клапан и его седло обрабатываются на разных станках. Перед обработкой на каждом из них устанавливается угол обработки детали, и добиться идеального совпадения установленных углов на обоих станках практически невозможно. Угол натяга гарантирует, что при небольших расхождениях углов шлифования будет обеспечен плотный контакт восстановленного клапана с краем седла на поверхности камеры сгорания.
Ширина седла клапана
После механической обработки ширина седла клапана увеличивается. Восстановленное седло нужно сузить так, чтобы оно по ширине и расположению совпадало с рабочей фаской клапана. Стандартная ширина седел автомобильных клапанов находится в пределах от 1/16 до 3/32 дюйма (от 1,5 до 2,5 мм). Рабочая фаска восстановленного клапана должна выступать за пределы седла не менее чем на 1/32 дюйма (0,8 мм). Этот запас называется вылетом. Некоторые производители рекомендуют, чтобы контакт седла с клапаном приходился на середину рабочей фаски клапана. В любом случае ширина седла клапана и положение зоны контакта седла с рабочей фаской клапана должны соответствовать техническим требованиям производителя.
На протяжении многих лет восстановление седел клапанов осуществлялось, в большинстве случаев, путем их шлифования с помощью шлифовального камня. Постепенно все большее распространение получает восстановление седел путем их обработки с помощью специальных фрез, обеспечивающих требуемое качество поверхности при высокой скорости обработки.
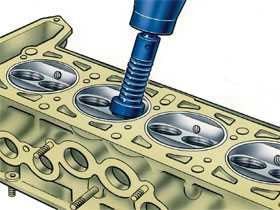
Пилоты для обработки
В механическом оборудовании, используемом для восстановления седел клапанов, для выравнивания держателя шлифовального камня или фрезерной головки но оси седла используются специальные направляющие стержни (пилоты), вставляемые в направляющую втулку клапана. Используются пилоты двух типов: конические и раздвижные. Конические пилоты самоустанавливаются в наименее изношенной части направляющей втулки. Они выпускаются стандартного и увеличенного размера— с шагом 0,001 дюйма, обычно до предела в 0,004 дюйма. При обработке восстанавливаемого седла используется пилот максимального диаметра, который помещается в направляющей втулке. В случае изношенных отверстий пилот этого типа обеспечивает максимально близкий, насколько это возможно, возврат восстановленного седла к его исходному положению.
В механическом оборудовании, применяемом для восстановления седел клапанов, используются два варианта раздвижных направляющих пилотов. Один вариант раздвигается по центру направляющей втулки, фиксируясь в ней аналогично коническому направляющему стержню. Другой вариант расширяется по краям направляющей втулки, где она наиболее изношена. Сам клапан будет центрироваться в направляющей втулке таким же образом, как этот пилот.
Если направляющая втулка клапана не ремонтировалась, то клапан будет совпадать с восстановленным седлом в том случае, если при обработке седла используется раздвижной пилот.
Шлифовальные камни для обработки седел
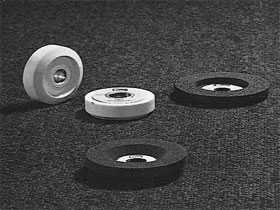 Используются три основных типа шлифовальных камней. Все они применяются для сухой обработки седел. Для быстрого удаления толстых слоев металла используется обдирочный камень. Необходимость в нем возникает при ремонте сильно изношенных седел или при установке новых вставных седел клапанов. Обдирочный камень иногда называют профилирующим камнем. После обработки седла профилирующим камнем доводка поверхности седла до необходимо класса чистоты производится с помощью камня для окончательной обработки. Он же используется также для шлифовки незначительно изношенных чугунных седел. Для обработки тугоплавких вставных седел выпускных клапанов, изготовленных из стеллита, используются камни для обработки твердосплавных седел.
Используются три основных типа шлифовальных камней. Все они применяются для сухой обработки седел. Для быстрого удаления толстых слоев металла используется обдирочный камень. Необходимость в нем возникает при ремонте сильно изношенных седел или при установке новых вставных седел клапанов. Обдирочный камень иногда называют профилирующим камнем. После обработки седла профилирующим камнем доводка поверхности седла до необходимо класса чистоты производится с помощью камня для окончательной обработки. Он же используется также для шлифовки незначительно изношенных чугунных седел. Для обработки тугоплавких вставных седел выпускных клапанов, изготовленных из стеллита, используются камни для обработки твердосплавных седел.
Стеллит представляет собой твердый сплав, не обладающий магнитными свойствами, который используется в качестве материала седел клапанов в двигателях большой мощности.
Шлифовальный камень должен иметь надлежащий диаметр и угол рабочей поверхности. Диаметр шлифовального камня должен превышать диаметр головки клапана, но при этом он не должен при обработке седла доставать до края камеры сгорания. Угол рабочей поверхности камня должен соответствовать углу седла.
Правка шлифовального камня
Выбранный для работы шлифовальный камень закрепляется на оправке. На шпиндель станка для правки шлифовального камня наносится капля масла и оправка с установленным на ней шлифовальным камнем устанавливается на шпинделе. Алмазный карандаш регулируется так, чтобы он выступал из держателя не более чем на 3/8 дюйма. Станок для правки шлифовального камня юстируется под заданный посадочный угол седла. Сверху к оправке шлифовального камня присоединяется привод, с помощью которого оправка с установленным на нем шлифовальным камнем приводится во вращение. Алмазный карандаш выставляется так, чтобы алмаз едва касался поверхности шлифовального камня. Карандаш медленно перемещается вдоль рабочей поверхности вращающегося камня, снимая тончайший слой материала. При такой правке получается чистая, ровная поверхность. Правку камня необходимо выполнять при каждой установке его на оправку, перед началом обработки каждого седла и в процессе работы, по мере износа камня, когда ухудшается чистота шлифованной поверхности.
Существует хорошее правило — вычищать седло клапана перед шлифовкой. Это позволяет предохранить поверхность шлифовального камня от загрязнения. После очистки в направляющую втулку клапана устанавливается пилот. На конец пилота наносится капля масла для смазки оправки шлифовального камня. Оправка с закрепленным на ней камнем, прошедшим правку, надевается на направляющий стержень. Привод оправки должен быть закреплен так, чтобы не оказывать своим весом давления на инструмент. Это необходимо для того, чтобы частицы абразива и сошлифовываемого металла выдувались из промежутка между шлифовальным камнем и седлом — в таком случае шлифование идет быстро и гладко. Шлифование выполняется короткими циклами — примерно по десять оборотов камня. После каждого цикла шлифования оправка с камнем поднимается над седлом и проверяется качество поверхности седла. Поверхность отшлифованного седла должна быть блестящей и гладкой по всей площади, и на ней не должно оставаться раковин или неровностей.
При высокочастотной закалке седла выпускного клапана часто происходит закалка части седла впускного клапана. Для того чтобы добиться концентрической формы седла иногда приходится чуть прижимать шлифовальный камень к седлу, чтобы прошлифовать его закаленный участок. Прежде чем завершить работу, прошлифованное седло проверяют с помощью микрометрического нутромера с циферблатной шкалой на соосность — отклонение от соосности не должно превышать 0,002 дюйма (0,05 мм). Проверка соосности седла с помощью микрометрического нутромера очень важна. Максимально допустимая не соосность составляет 0,002 дюйма. Микрометрический нутромер с циферблатной шкалой измеряет величину не соосности седла клапана и направляющей втулки.
Сужение седла клапана
 После шлифовки ширина седла клапана возрастает. Седло клапана необходимо сузить так, чтобы оно надлежащим образом контактировало с рабочей фаской клапана. Седло обрабатывается с помощью шлифовального камня, заправленного под углом на 15 градусов меньшим, чем посадочный угол седла. При этом верхний обрез седла опускается ниже. Для того, чтобы определить, насколько необходимо сузить седло, измеряется максимальный диаметр рабочей фаски клапана специальным циркулем.
После шлифовки ширина седла клапана возрастает. Седло клапана необходимо сузить так, чтобы оно надлежащим образом контактировало с рабочей фаской клапана. Седло обрабатывается с помощью шлифовального камня, заправленного под углом на 15 градусов меньшим, чем посадочный угол седла. При этом верхний обрез седла опускается ниже. Для того, чтобы определить, насколько необходимо сузить седло, измеряется максимальный диаметр рабочей фаски клапана специальным циркулем.
После измерения ножки циркуля сводятся на 1/16 дюйма уже измеренного максимального диаметра рабочей фаски — с учетом необходимого минимального вылета клапана. Седло либо проверяется с помощью настроенного таким образом измерительного циркуля либо измеряется с помощью штангенциркуля с циферблатным нониусом, и затем обрезается, при необходимости, путем шлифования короткими циклами до диаметра, соответствующего установленному раствору ножек измерительного циркуля. После этого измеряется ширина седла. Если седло все еще слишком широкое, то его сужают путем расширения канала впускного окна с помощью шлифовального камня с 60-градусным углом наклона рабочей поверхности. В ходе этой обработки металл снимается со стенок канала под седлом, со стороны впускного окна, при этом происходит подъем нижнего обреза седла. Обработка выполняется короткими циклами до тех пор, пока седло не сузится до заданной ширины.
Общепринятые значения ширины седел приведены ниже:
- Для впускных клапанов: 1/16 дюйма или 0,0625 дюйма (примерно соответствует толщине пятицентовой монеты) (1,5 мм).
- Для выпускных клапанов: 3/32 дюйма или 0,0938 дюйма (примерно соответствует суммарной толщине пятицентовой и десятицентовой монет) (2,4 мм).
Седло клапана
Готовое седло клапана необходимо проверить с помощью клапана, который будет установлен в нем. Это можно сделать, нанеся фломастерным маркером на поверхность рабочей фаски седла по ее периметру четыре- пять меток. Затем клапан вставляется в седло до упора. Клапан поворачивают в седле на 20-30 градусов и затем вынимают из него. Качество восстановления седла оценивается по стертости меток на поверхности рабочей фаски в местах ее контакта с клапаном. Шлифовка седел клапанов считается завершенной после того, как все седла отшлифованы и доведены до необходимой ширины.
В заключение:
- Обработка 45-градусного седла с помощью 30-градусного шлифовального камня приводит к опусканию верхнего обреза седла и его сужению.
- Обработка седла с помощью 60-градусного шлифовального камня приводит к подъему нижнего обреза седла и его сужению.
- Обработка седла с помощью 45-градусного шлифовального камня приводит к расширению седла.
Некоторые автомеханики предпочитают использовать для восстановления седел клапанов вместо шлифовальных камней специальные фрезы. С помощью специальных фрез механическая обработка седел, обеспечивающая необходимое качество поверхности, выполняется намного быстрее, чем при использовании шлифовальных камней.
Фреза для восстановления седел клапанов представляет собой головку, в которой закреплено под необходимыми углами множество режущих пластин. Рабочий угол фрезы обычно устанавливается с учетом угла натяга, чтобы к обработанным такой фрезой седлам подходили новые клапаны со стандартными углами рабочей фаски и их не требовалось перешлифовывать под восстановленные седла. Фрезы, в отличие от шлифовальных камней, не нуждаются в правке. Фрезерная головка надевается на направляющий стержень (пилот) таким же образом, как держатель шлифовального камня. Фреза вращается вручную или специальным приводом с понижающим редуктором. В процессе фрезерования образуется только металлическая стружка. Обработанное седло проверяется на соосность с направляющей втулкой и на соответствие рабочей фаске клапана с помощью маркировки фломастерным маркером, как это описано выше.
Испытания седел клапанов
После восстановления рабочих фасок клапанов, направляющих втулок и седел, необходимо проверить клапаны на плотность контакта с седлом и убедиться, что обеспечена концентричность седел с рабочими фасками клапанов.
Для проверки соосности рабочей фаски клапана по отношению к седлу и плотности контакта клапана с седлом используются различные методы испытаний:
- При испытаниях клапанов на герметичность, в канале впускного и/или выпускного окна создается разрежение с помощью вакуумного насоса, соединенного с окном через резиновую уплотнительную прокладку. Хороший контакт клапана с седлом обеспечивает сохранение разрежения при снижении давления как минимум до 28 дюймов ртутного столба. Этот метод позволяет также проверить на утечку направляющие втулки. Для этого в направляющие втулки по периметру отверстий вливается немного масла. Если при этом разрежение возрастет, то это свидетельствует о том, что зазор между стержнями клапанов и направляющими втулками, возможно, слишком велик.
- Окна головки блока цилиндров, или камера сгорания, заполняются уайт-спиритом или другой подходящей жидкостью. При хорошей герметичности контакта клапана с седлом утечки жидкости не должно происходить по крайней мере в течение 45 с.
- Качество контакта клапана с седлом может быть проверено путем создания повышенного давления в камере сгорания и контроля утечки воздуха через седло клапана .
Замена седла клапана своими руками
 Замена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Замена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Старое вставное седло удаляется разными способами. Его можно выщелкнуть из посадочного гнезда, поддев маленькой монтировкой. Иногда для облегчения этой операции старое седло растачивают, чтобы сделать его более податливым. Будьте осторожны — растачивая седло, не повредите само посадочное гнездо. Иногда для удаления съемных седел используется съемник с раздвижными крючкообразными захватами. Еще один способ описан в заметке хитрый прием, облегчающий удаление вставного седла. Перед установкой нового, ремонтного, седла, которое имеет больший диаметр, посадочное гнездо необходимо очистить. Ремонтные вставные седла садятся в посадочное гнездо с натягом в 0,002-0,003 дюйма (0,05-0,07 мм). Очистка и доработка посадочных гнезд под ремонтные седла осуществляется на том же оборудовании, которое используется для замены встроенных седел клапанов вставными седлами — оно описывается в следующем параграфе.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
- чугуна
- нержавеющей стали
- никелево-кобальтового сплава
- порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом,чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет глубины, равной толщине новой вставки. Расточной инструмент приводится во вращение вручную или с помощью редукторного двигателя. Растачивание продолжается до тех пор, пока стопорное кольцо не дойдет до опорного кондуктора. После этого опорный кондуктор и резцедержатель убираются. Оправка соответствующего размера и направляющий стержень закрепляются на ударной головке. Лучше всего перед установкой охладить ремонтную вставку в твердой углекислоте, чтобы она уменьшилась в диаметре.
Сильным ударом тяжелого молотка ремонтная вставка вгоняется в посадочное гнездо. Вначале сильными ударами молотка ремонтная вставка всаживается в гнездо, а затем легкими ударами просаживается до тех пор, пока не войдет в него до упора. Не следует бить по ударной головке после того, как седло войдет в посадочное гнездо до конца. Установленное ремонтное седло зачеканивается по внешнему краю по периметру посадочного гнезда — при этом металл по краю вставки слегка расклепывается, усиливая ее сцепление с гнездом. Седло в ремонтной вставке обрабатывается по уже описанной технологии механической обработки, используемой для восстановления седел клапанов.
Ремонтные вставки должны оставаться в углекислоте до момента установки. Это позволит существенно снизить вероятность среза металла со стенок посадочного гнезда при установке ремонтной вставки. Срезанные частички металла могут попасть под ремонтную вставку, помешав правильно посадить ее. Охлажденное вставное седло кладется на посадочное гнездо.
Замена сёдел клапанов.

Необходимость в замене седла клапана может возникнуть в следующих случаях.
1. Седло изношено. Зенкуя седло под притирку клапана, вы обнаруживаете, что материала седла для дальнейшей доработки нет. Клапан садится глубоко настолько, что зазор не может быть отрегулирован. Решением может быть только замена седла.2. Седло и клапан прогорели. А в чем причина? Мало ли причин! Были плохо притерты седло и клапан или зазор в приводе клапана был недостаточный. Уже неважно. Важно, что убирая зенковкой на седле клапана черноту, вы обнаруживаете, что материала не хватает. А дальше пункт 1. 3. Посадка седла в головке ослабла. Заметна коррозия по наружному диаметру.4. В седле клапана обнаружена трещина.
5. Делая тюнинг головки, вы меняете клапана на увеличенные. Соответственно нужны увеличенные седла. Сначала проверьте, может быть, сможете использовать те седла, которые есть. Замена седел- не очень сложная работа, но в случае ошибки придется обращаться в автовыкуп или на утилизацию.
Как удалить старое седло клапана
Самый простой и удобный способ на станке. При растачивании седла его толщина и прочность уменьшаются, а потом в один прекрасный момент сила резания превышает силу трения в соединении. Остаток от седла проворачивается и далее его можно вынуть пассатижами. Если вы собираетесь устанавливать седла большего диаметра , то далее вам понадобится расточить посадочное место.
Если требуется просто замена штатного седла, используйте другой способ. Зажмите в патроне электрической дрели небольшой абразивный круг. Включите дрель и запиливайтесь в материал седла. В какой-то момент натяг седла ослабнет и его можно будет вынуть. Желательно чтобы этот произошло до того, как круг врежется в материал головки.
Еще один способ. В головку вставляют старый клапан. Тот, который здесь и был. И приваривают его к седлу в 3…4-х точках. А затем ударами молотка по клапану выбивают седло.
Новое седло
Материал седел клапанов довольно разнообразен. Бронза, сталь, нержавеющая сталь, металокерамика, чугун. Для седел клапанов изготовленных на АВТОВАЗе используется чугун. Такие седла можно легко обрабатывать ручным инструментом. А вот седла клапанов из закаленной стали можно только шлифовать. Для этого нужен специализированный станок.
Седла клапанов из бериллиевой бронзы имеют то преимущество, что хорошо отводят тепло от клапанов. Часто этот материал применяют для гоночных автомобилей. Но для ежедневного вождения по городу крутить двигатель до 8000 оборотов не нужно. Следовательно, и седла из бериллиевой бронзы не нужны.
Современный и перспективный материал – металлокерамика. Седла из этого материала могут удачно объединять такие противоречивые свойства как износоустойчивость и хорошая обрабатываемость. И при этом не очень большая цена. Заготовки для двигателя ЗМЗ могут стоить от 30 рублей за штуку.
Для упрощения ремонта, желательно найти готовые, покупные детали. Но тут нас ожидает сюрприз: готовые седла для Лады найти крайне сложно. И это будут седла тюнинговые. Это хороший признак, значит, нужны они крайне редко. Но, если понадобится, седла придется заказывать знакомому токарю.
Упомянутые выше заготовки для ЗМЗ не применяются сразу. Это именно заготовки. Их дорабатывают по фактическим размерам гнезда под седло.
Монтаж седла
Седла устанавливают с натягом. Замерив фактические размеры, дорабатывают седла. Обеспечивают гарантированный натяг 0,1…0,15мм. Подготовленную головку нагревают до температуры 100…200 градусов. Для этого используют печь или электроплитку. А вот газовая горелка или паяльная лампа дадут неравномерный нагрев.
Седло напротив охлаждают сухим льдом или жидким азотом, а затем при помощи оправки и молотка запрессовывают в головку.
Когда головка не спеша остынет, можно переходить к следующей стадии ремонта - зенковке седел и притирке клапанов.
Дефектовка клапанов, основные требования.
Рейтинг: 5 / 5
Реализовать оптимальную производительность клапанного механизма не так сложно, следует учитывать некоторые особенности о которых поговорим ниже. Клапанный механизм выполняет функцию регулирования фаз газораспределения, для наиболее эффективной работы двигателя нужно стремиться к наиболее гладкому беспрепятственному проходу топливовоздушной смеси в цилиндр, быстрому сжиганию и так же гладко отвести выхлопные газы. Клапаны осуществляют эту функцию в двигателях по-разному, имеются четкие различия между клапанами для спортивных двигателей и обычных городских. Во всяком случае некоторые стандарты в конструкции и качестве сохраняются. Для начала разберем каким требованиям должны соответствовать клапаны, а потом уже о том какие технологии применяются для гоночных моторов.
Дефектовка клапана
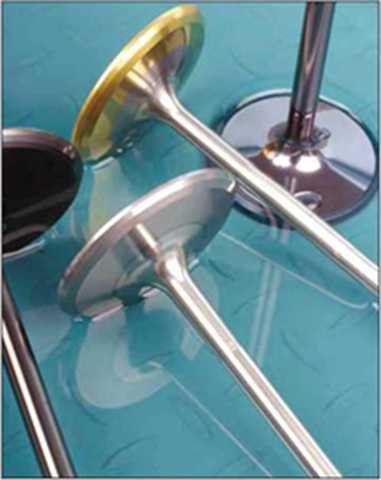
Современные высокопроизводительные впускные и выпускные клапаны, выполненные из различных материалов, имеющие различные покрытия и обработку поверхности. При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись. Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить. Даже не пытайтесь выпрямить его. Биение можно проверить, поставив клапан на пару небольших V- образных блоков или специальным инструментом. 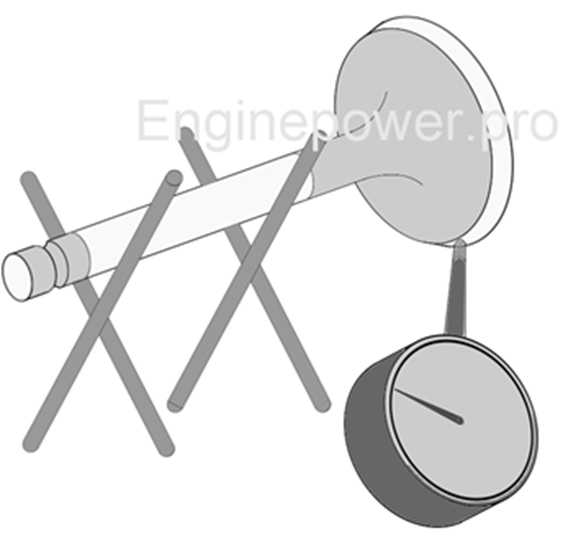
Проверка биения фаски тарелки с помощью циферблатного индикатора, клапан устанавливается на крестообразные опоры (можно изготовить из шариков подшипника) обязательно должен быть жесткий упор торца клапана, медленно вращаем клапан, наблюдаем показания индикатора. Проверяем биение самого стержня, на длине 100мм биение не должно превышать 0.015мм.Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.
|
Измерения диаметра ножки микрометром в верхней части клапана. |
Если диаметр ножки клапана выходит за допуски, или имеет небольшое биение, его можно отремонтировать. Ремонт провидится следующим образом, сначала шлифуется поверхность стержня пока не будут убраны недостатки, потом применяется хромирование или металлизация, снова шлифуется под нужный размер и конечно все это не в любом гараже, однако дешевле чем новый клапан. Если вы знаете где можно хромировать или нанести покрытие на клапаны напишите в комментариях, это может пригодится многим.
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места, почитайте Тюнинг ГБЦ часть 2.При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
И так как проводится шлифовка, возможны два метода. В первом случае клапан зажимается в патроне станка и вращается, стачивая поверхность об шлифовальный круг. Во втором случае клапан зажимается в патрон и вращается, стачиваясь об противоположно вращающийся шлифовальный круг. Оба этих метода обеспечивают достаточную точность, но чаще предпочтение отдается последнему.
|
Заточка рабочей фаски на тарелке клапана. Помните, что после проточки фаски, клапан будет глубже садится в седле и это увеличит объем камеры сгорания и следует как можно точно сохранять одинаковый объем во всех цилиндрах. |


Головка двигателя Pontiac, прошла проверку глубину посадки клапана в седле. На головке нанесена маркировка в дюймах относительно первого цилиндра глубина в пределах -0.001 +0.005 дюйма
Это не последняя тема о клапанах, невозможно описать все моменты в одной статье. Общие требования к клапанам считаю достаточно раскрыты, Седло клапана в этой теме о том как заменить седла и подробнее о посадке клапана в седле. Производительность и технологии клапанов










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
