Шатун и поршень
Сборка и установка шатунно-поршневой группы на двигатель
ОГЛАВЛЕНИЕ
- Поршни с шатунами
- Шатуны
- Сборка шатунно-поршневой группы
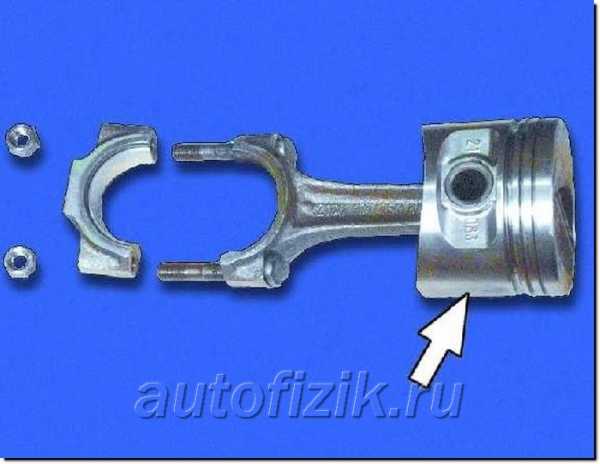
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
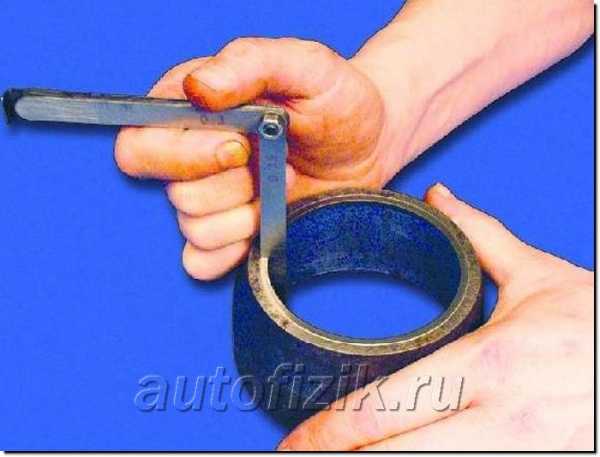
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
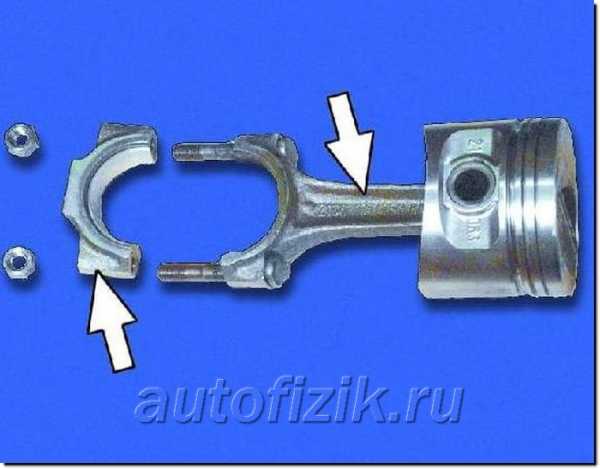
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
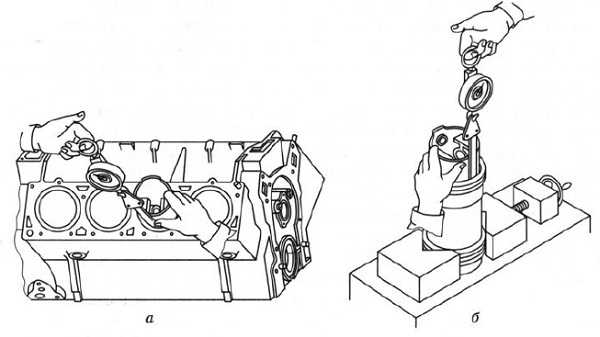
Рис. Подбор поршня к гильзе с помощью ленты-щупа: а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
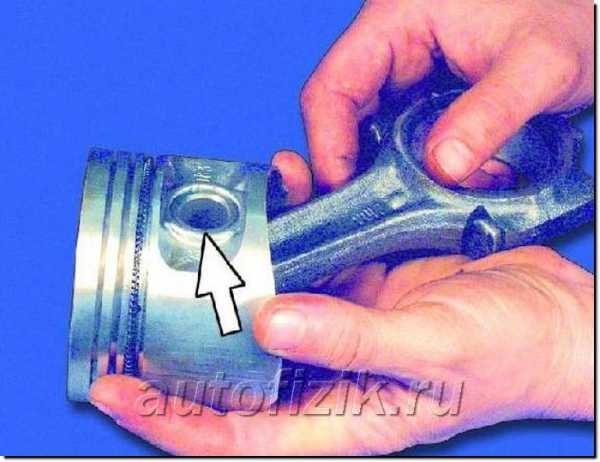
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
Сборка движка. Развесовка поршневой, соединение поршней с шатунами — бортжурнал Лада 2113 Скоро компрессор SC-14🔧 2006 года на DRIVE2
Всем здорова!
Покончив со сборкой гбц, приступил снова к сборке блока. Сегодня занимался очень большим геморром, развесовки поршневой. Для этого купил маленькие кухонные весы.Сначала взвесил поршни И был очень сильно удивлён их в клубтурбо уже до меня развесили и вес составляет 439 грамм
И был очень сильно удивлён их в клубтурбо уже до меня развесили и вес составляет 439 грамм Да, забыл до этого написать, купил поршни турбо ВАЗ 2112 Ф 82,4 мм с камерой сгорания 20 куб. см. для изменения степени сжатия.Далее замерил вес шатунов
Да, забыл до этого написать, купил поршни турбо ВАЗ 2112 Ф 82,4 мм с камерой сгорания 20 куб. см. для изменения степени сжатия.Далее замерил вес шатунов И тут оказался полный пиздец с разбросом веса. Самый тяжёлый 703 грамма, самый лёгкий 696 грамм. Пришлось извращаться и придумывать как замерить вес верхней и нижней части. Пока одна часть находится на весах, вторая лежит на металлической полоски которая такой же высоты как и весы
И тут оказался полный пиздец с разбросом веса. Самый тяжёлый 703 грамма, самый лёгкий 696 грамм. Пришлось извращаться и придумывать как замерить вес верхней и нижней части. Пока одна часть находится на весах, вторая лежит на металлической полоски которая такой же высоты как и весы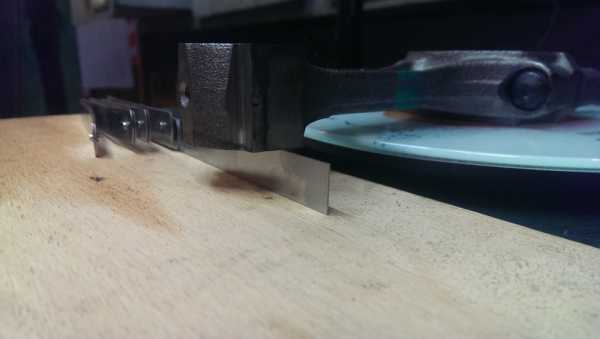
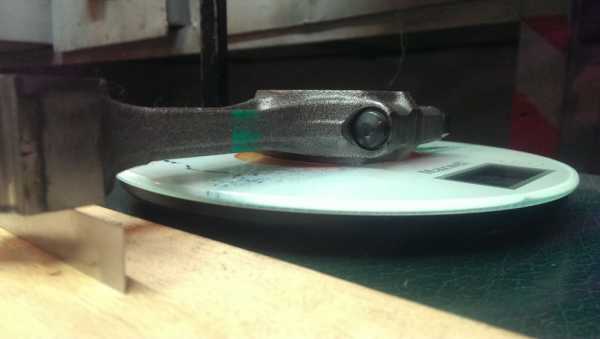 Вес верней части больший 184, меньший 181
Вес верней части больший 184, меньший 181 Не особо сильный разброс.Вес нижней части больший 386, меньший 383
Не особо сильный разброс.Вес нижней части больший 386, меньший 383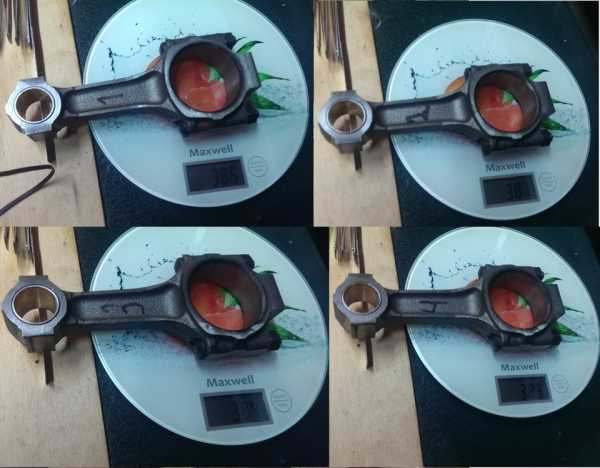 Тоже не особо сильный разброс. Далее при помощи болгарки приступил к сравниванию веса.
Тоже не особо сильный разброс. Далее при помощи болгарки приступил к сравниванию веса. Немного обточил и снова перевесил. И так до тех пор, пока вес не уровняется. Как понятно из записей, верхнюю часть необходимо сточить до веса в 181 грамм, а нижнюю до 383 грамм.Т.к. сюда много фоток не влезает, поэтому только готовый результат
Немного обточил и снова перевесил. И так до тех пор, пока вес не уровняется. Как понятно из записей, верхнюю часть необходимо сточить до веса в 181 грамм, а нижнюю до 383 грамм.Т.к. сюда много фоток не влезает, поэтому только готовый результат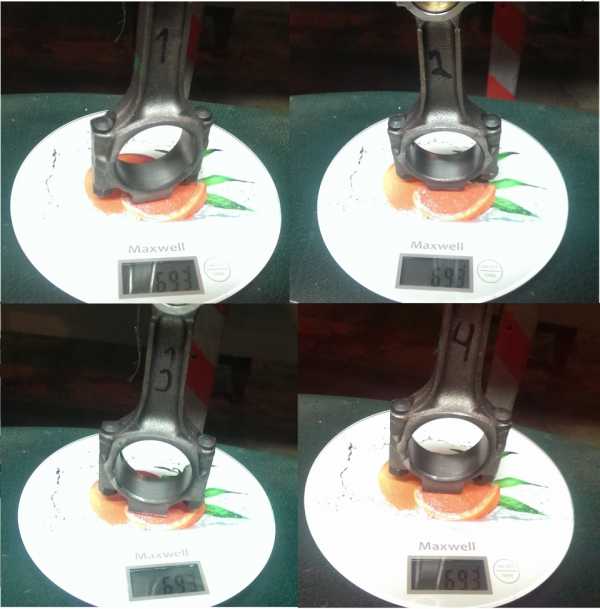 Вкладыши использовал тоже для первого ремонта +0.25
Вкладыши использовал тоже для первого ремонта +0.25 Смазал поверхность шатуна маслом
Смазал поверхность шатуна маслом И поставил вкладыши
И поставил вкладыши У шатунов нету разницы верхний и нижний вкладыш.Далее, после развесовки, приступил к установке колец. Для этого купил приспособу для установки
У шатунов нету разницы верхний и нижний вкладыш.Далее, после развесовки, приступил к установке колец. Для этого купил приспособу для установки Вставлял в неё кольцо и надевал на поршень
Вставлял в неё кольцо и надевал на поршень Последовательность колец такая, сначала маслосъёмное, потом два компрессионных. Каждое последующее кольцо устанавливал с поворотом замка на 120 градусов.Следующий этап соединения шатуна и поршня при помощи пальца
Последовательность колец такая, сначала маслосъёмное, потом два компрессионных. Каждое последующее кольцо устанавливал с поворотом замка на 120 градусов.Следующий этап соединения шатуна и поршня при помощи пальца Здесь тоже нет ничего сложного. С одной стороны ставится стопорное кольцо в поршне. Смазывается маслом палец. Лёгким движением запихивается палец в поршень и шатун. И ставится второе стопорное кольцо. Всё, нет ничего сложного.На последок взвесил собранную поршневую
Здесь тоже нет ничего сложного. С одной стороны ставится стопорное кольцо в поршне. Смазывается маслом палец. Лёгким движением запихивается палец в поршень и шатун. И ставится второе стопорное кольцо. Всё, нет ничего сложного.На последок взвесил собранную поршневую У всех четырёх вес вышел 1208 грамм. Попал в идеал. Хотя как написано в инструкции, погрешность весов в 1 грамм. Поэтому разброс может быть от 1207 до 1209 грамм. Что в принципе тоже подходит по параметрам развесовки поршневой.Ну и Ради интереса взвесил собранный поршень с шатуном от приоры
У всех четырёх вес вышел 1208 грамм. Попал в идеал. Хотя как написано в инструкции, погрешность весов в 1 грамм. Поэтому разброс может быть от 1207 до 1209 грамм. Что в принципе тоже подходит по параметрам развесовки поршневой.Ну и Ради интереса взвесил собранный поршень с шатуном от приоры 737 грамм. Разница в весе 471 грамм. Это довольно существенная разница, но другого выхода не было т.к. пришлось ставить поршневую от 2112 для одной моей задумки.
737 грамм. Разница в весе 471 грамм. Это довольно существенная разница, но другого выхода не было т.к. пришлось ставить поршневую от 2112 для одной моей задумки.
Тут кстати на днях должен прийти один ништячёк, ради которого и переделывался весь движок)))
Это не является инструкцией к применению, а всего лишь описание того, как я это сделал.На сегодня это всё.
Всем удачи!
Цена вопроса: 2 000 ₽
Шатун
Шатун — деталь, которая передает усилие от поршня к коленчатому валу двигателя. Также через шатун поршень получает обратное инерционное движение. Шатун служит для передачи возвратно-поступательного движения поршня к коленчатому валу двигателя.
Движение шатуна отличается сложностью. Шатун имеет две головки, одна из которых соединена с поршнем, а другая прикрепляется к коленчатому валу. Верхняя головка движется аналогично поршню, то есть совершает возвратно-поступательное движение. Нижняя головка шатуна совершает круговое движение вместе с шейкой коленчатого вала.
Шатун позволяет эффективно реализовать преобразование возвратно-поступательного движения в движение вращательное. Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Шатун конструктивно имеет верхнюю (поршневую) головку, силовой стержень и нижнюю (кривошипную) головку. Верхняя головка шатуна цельная, служит местом установки поршневого пальца. Конструкция верхней головки напрямую зависит от того, каким способом будет закреплен поршневой палец.Поршневой палец может быть как фиксированным, так и плавающим. Фиксированный палец означает, что верхняя головка шатуна получает цилиндрическое отверстие, которое изготавливается с особой точностью для обеспечения строго определенного натяга в месте соединения с поршневым пальцем.
Плавающий палец подразумевает возможное наличие запрессованных в отверстие втулок, а также может вращаться в верхней головке шатуна и в бобышках поршня. Силовой стержень шатуна отличается тем, что имеет характерное сечение, называемое двутавровым. Указанный силовой стержень расширяется к нижней части.
Нижняя головка шатуна имеет разборную конструкцию. Сама головка также делится на две части. Верхняя часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Шатунные болты находятся под большой нагрузкой в процессе работы ДВС, а также определяют правильное положение самой крышки шатуна. Указанные болты наиболее часто запрессованы в шатун, а гайки затянуты динамометрическим ключом.
Для достижения высочайшей точности в месте соединения двух составных частей нижней головки шатуна используется метод контролируемого раскалывания. Данная современная технология позволяет добиться идеальной поверхности для последующей максимальной плотности и точности прилегания крышки шатуна и нижней головки в месте излома.
AUTOFIZIK.RU / авторемонт
Поршень с шатуном:
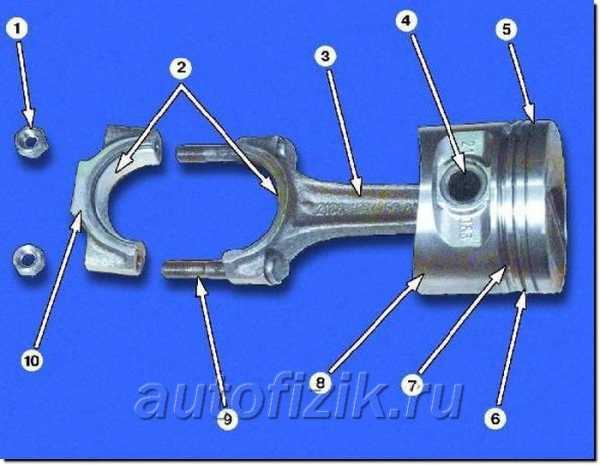 1 - гайка шатунного болта 2 - шатунные вкладыши 3 - шатун 4 - поршневой палец 5 - канавка верхнего компрессионного кольца 6 - канавка нижнего компрессионного кольца 7 - канавка маслосъемного кольца 8 - поршень 9 - шатунный болт 10 - крышка шатуна ОБЩИЕ СВЕДЕНИЯ Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E. В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
1 - гайка шатунного болта 2 - шатунные вкладыши 3 - шатун 4 - поршневой палец 5 - канавка верхнего компрессионного кольца 6 - канавка нижнего компрессионного кольца 7 - канавка маслосъемного кольца 8 - поршень 9 - шатунный болт 10 - крышка шатуна ОБЩИЕ СВЕДЕНИЯ Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E. В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм. По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы. Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Примечание 2
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону
этого отверстия.
 ПОРЯДОК ВЫПОЛНЕНИЯ 1. Рекомендуем снимать поршневые кольца специальным съемником. Если его нет, аккуратно раздвиньте замок кольца и снимите кольцо с поршня. Аналогичным образом
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Рекомендуем снимать поршневые кольца специальным съемником. Если его нет, аккуратно раздвиньте замок кольца и снимите кольцо с поршня. Аналогичным образом
снимите остальные кольца.
 2. С помощью специальной оправки выпрессуйте палец
2. С помощью специальной оправки выпрессуйте палец
из шатуна.
 3. Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины
3. Осмотрите поршни. Если на них есть задиры, следы прогара, глубокие царапины
– замените поршни.
 4. Для определения зазора измерьте диаметр цилиндра и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от
4. Для определения зазора измерьте диаметр цилиндра и диаметр поршня, который измеряют микрометром в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 51,5 мм от
днища поршня.
 5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (см. примечание 1), замените
5. Измерьте щупом зазор между кольцами и канавками на поршне в нескольких местах по периметру. Если зазор превышает предельно допустимый (см. примечание 1), замените
поршни с кольцами.
 6. Вставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (см. примечание 2). Если зазор меньше 0,25 мм, осторожно спилите
6. Вставьте поршневое кольцо в специальную оправку и измерьте зазор в замке. Вместо оправки можно вставить кольцо в цилиндр и продвинуть его поршнем, чтобы кольцо встало без перекосов. Если зазор превышает предельно допустимый, замените кольцо (см. примечание 2). Если зазор меньше 0,25 мм, осторожно спилите
надфилем концы кольца.
 7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки. 8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец. 9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки. 8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец. 9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените
вкладыши.
 10. Осмотрите шатуны с крышками. Замените
10. Осмотрите шатуны с крышками. Замените
погнутые шатуны.
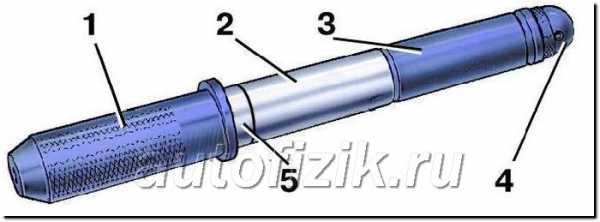
 11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм,
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм,
толщина – 4 мм.
 12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в
направлении запрессовки.

13. После охлаждения шатуна смажьте поршневой палец
через отверстие в бабышках поршня.
 Предупреждение Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать. Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу. Примечание Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет
Предупреждение Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать. Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу. Примечание Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет
невозможно.
 Обозначение ремонтного размера: 1-й ремонтный – треугольник, 2-й ремонтный – квадрат. Обозначение группы по массе: нормальная – “Г”, увеличенная на 5 грамм – “+”, уменьшенная на 5 грамм – “-”. 14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в
Обозначение ремонтного размера: 1-й ремонтный – треугольник, 2-й ремонтный – квадрат. Обозначение группы по массе: нормальная – “Г”, увеличенная на 5 грамм – “+”, уменьшенная на 5 грамм – “-”. 14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в
канавках.
 15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу
поршня.
 16. На нижнем копрессионном кольце имеется проточка. Кольцо должно устанавливаться проточкой вниз. Перед установкой маслосъемного кольца поверните пружинный расширитель так, чтобы его замок находился с противоположной стороны
16. На нижнем копрессионном кольце имеется проточка. Кольцо должно устанавливаться проточкой вниз. Перед установкой маслосъемного кольца поверните пружинный расширитель так, чтобы его замок находился с противоположной стороны
от замка кольца.
 17. Поверните поршневые кольца так, чтобы их замки располагались под углом 120° друг к другу. 18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки
17. Поверните поршневые кольца так, чтобы их замки располагались под углом 120° друг к другу. 18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки
шатуна.
 19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз
крышки шатуна.











"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
