Шатун в двигателе
Шатун двигателя внутреннего сгорания
Шатун не только воспринимает от поршня силу давления газов при рабочем ходе и передаёт её коленчатому валу, но и перемещает поршень при вспомогательных процессах. Шатун совершает сложное плоскопараллельное движение: движется вдоль цилиндра возвратно-поступательно, а также качается относительно оси поршневого пальца. Воспринятая поршнем сила давления газов сжимает шатун в процессе рабочего хода и в конце такта сжатия, в то время как инерционные нагрузки стремятся оторвать поршень от коленчатого вала и растягивают его. Помимо этого, знакопеременное качательное движение формирует силу инерции, которая изгибает шатун в плоскости его качания.
Конструктивное исполнение шатуна и применяемые для его изготовления материалы должны обеспечивать максимальную жёсткость при минимальных массогабаритных характеристиках. К основным элементам шатуна относятся: поршневая (верхняя) головка (2) [рис. 1], стержень (5) шатуна, кривошипная (нижняя) головка (6).
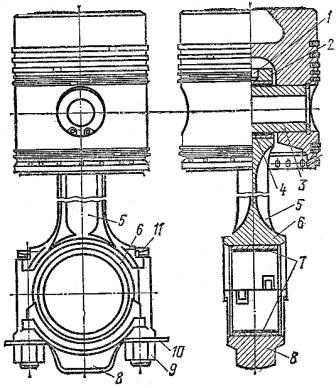
Рис. 1. Шатун с поршнем. Дизельный двигатель Д-240.
1) – Отверстие в верхней головке шатуна;
2) – Верхняя головка шатуна;
3) – Поршневой палец;
4) – Втулка;
5) – Стержень шатуна;
6) – Нижняя головка шатуна;
7) – Вкладыши;
8) – Крышка нижней головки шатуна;
9) – Гайка;
10) – Стопорная шайба;
11) – Болт.
Конструкция верхней головки шатуна определяется не только габаритами поршневого пальца, который соединяет шатун с поршнем, но и способом крепления данного пальца в поршне. Широкое распространение в автомобильных и тракторных двигателях нашли неразъёмные верхние головки с плавающими поршневыми пальцами. В поршневые головки запрессовываются (с некоторым натягом) бронзовые либо биметаллические втулки. Отличные результаты даёт использование биметаллических втулок из стальной трубы либо полосы с плакированным слоем (толщина 0,3-0,5 мм) бронзы БрОФ 6,5-0,15.
Верхняя головка шатуна имеет длину меньше на 2-4 мм, чем расстояние между торцами бобышек поршня, за счёт чего исключается возможность трения головки шатуна о бобышки поршня. Расположенное в верхней головке шатуна, а также в его втулке отверстие (1) предназначено для подвода к поверхности поршневого пальца масла. Данные отверстия для смазывания поршневых пальцев предусмотрены в шатунах двигателей ЗМЗ-53, ЗИЛ-130 и прочих.
Сечение стержней шатунов автомобильных и тракторных двигателей – двутавровое. С целью обеспечения равнопрочности шатуна (4) по длине прочность сечения увеличивается от верхней головки к нижней [рис. 2]. Как правило, стержень шатуна симметричен относительно продольной оси кривошипной (нижней) головки (двигатели Д-240, А-01, ЗИЛ-130, А-41, Д-144). В отдельных случаях он смещён по отношению к кривошипной головке, за счёт чего обеспечивается уменьшение расстояния между осями цилиндров, а также длины двигателя (при двухпролётных валах). Асимметричные стержни шатунов применяются в двигателях СМД-60, ЗМЗ-53, ЯМЗ.
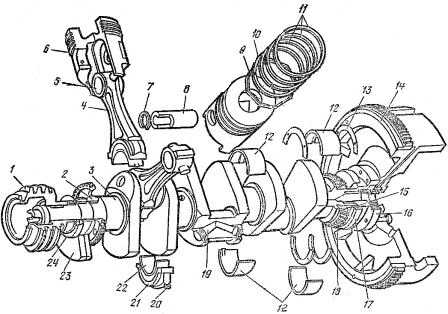
Рис. 2. Кривошипно-шатунный механизм дизельного двигателя СМД.
1) – Шкив коленчатого вала;
2) – Шестерня привода масляного насоса;
3) – Коленчатый вал;
4) – Шатун;
5) – Втулка верхней головки шатуна;
6) – Поршень;
7) – Стопорное кольцо;
8) – Поршневой палец;
9) – Расширитель;
10) – Поршневое маслосъёмное кольцо;
11) – Поршневые компрессионные кольца;
12) – Вкладыши коренных подшипников;
13) – Упорные полукольца;
14) – Маховик коленчатого вала;
15) – Гайка;
16) – Фланец крепления маховика;
17) – Маслоотражатель;
18) – Шестерня привода газораспределения;
19) – Масляная полость шатунной шейки;
20) – Шатунный болт;
21) – Крышка нижней головки шатуна;
22) – Вкладыш шатунного подшипника;
23) – Противовес;
24) – Маслоотражатель.
В стержнях шатунов дизельных двигателей (А-41, Д-144, А-01М, СМД-60, ЯМЗ) выполнен канал (5) [рис. 3, а)] для подвода смазки от нижней головки шатуна непосредственно к поршневому пальцу. Поступающее по сверлению в стержне шатуна масло (применительно к двигателям Д-160 и Д-144) также используется для охлаждения днища поршня.
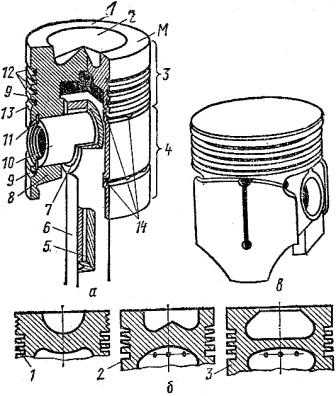
Рис. 3. Поршень двигателя внутреннего сгорания.
а) – Поршень дизельного двигателя А-41;
1) – Днище поршня;
2) – Камера сгорания;
3) – Уплотняющая часть поршня;
4) – Юбка (направляющая часть) поршня;
5) – Канал в стержне шатуна;
6) – Шатун;
7) – Втулка верхней головки шатуна;
8) – Бобышка поршня;
9) – Канавка для маслосъёмного кольца;
10) – Поршневой палец;
11) – Стопорное кольцо;
12) – Канавки для компрессионных колец;
13) – Кольцевая канавка;
14) – Отверстие для стока масла;
б) – Головки поршней;
1) – Д-21А1, Д-144;
2) – А-41, СМД-60, А-01, двигателей семейства КамАЗ и ЯМЗ;
3) – Д-160, Д-240;
в) – Поршень бензинового двигателя ЗМЗ-53.
Кривошипная (нижняя) головка шатуна является его наиболее сложным конструктивным элементом. Помимо высокой жёсткости для надёжной работы шатунных вкладышей она также должна иметь минимальные массогабаритные характеристики (для снижения инерционных сил), плавные переходы (чтобы избежать концентрации напряжений) и обеспечивать возможность монтажа/демонтажа шатуна через цилиндр двигателя. Широкое распространение получили шатуны, имеющие кривошипную головку с прямым плоским разъёмом под прямым углом (90 градусов) к главной оси шатуна [рис. 4, а)]. Данные шатуны устанавливаются в двигатели ЗМЗ-54, КамАЗ, ЗИЛ-130, Д-240 и прочие.
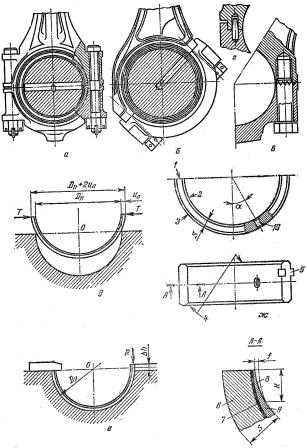
Рис. 4. Конструктивные схемы нижних головок шатунов.
а) – Головка шатуна с прямым плоским разъёмом;
б) – Головка шатуна с косым разъёмом;
в) – Головка шатуна с фиксацией крышки треугольными шлицами;
г) – Головка шатуна с фиксацией крышки призонными штифтами;
д) – Схема для определения распрямления вкладыша;
е) – Схема для определения выступания вкладыша;
Dn – Диаметр постели;
2uo – Суммарное распрямление;
Т – Сжимающая сила;
Δh – Выступание;
R – Нагрузка на торец вкладыша;
ж) – Шатунный вкладыш:
1) – Плоскость разъёма;
2) – Внутренняя поверхность вкладыша;
3) – Наружная цилиндрическая поверхность вкладыша;
4) – Торец вкладыша;
5) – Фиксирующий ус;
6) – Основа вкладыша;
7) – Промежуточный технологический слой;
8) – Скос;
9) – Антифрикционное покрытие;
10) – Смазочное отверстие;
S – Толщина вкладыша;
f – Глубина скоса;
k – Высота скоса;
α – Угол расположения смазочного отверстия.
В нижней головке шатунов бензиновых двигателей ЗМЗ-53 и ЗИЛ-130 имеется небольшое отверстие, которое отвечает за периодическое фонтанирование масла, подводимого к шатунному подшипнику. Данное масло смазывает не только зеркало цилиндра, но и кулачки распределительного вала, а также толкатели.
В некоторых двигателях, имеющих увеличенные размеры шатунной шейки, кривошипные головки выполняются с косым разъёмом с целью удобства демонтажа. Плоскость разъёма располагается под углом 55 градусов к главной оси шатуна. В данном случае стыковые поверхности [рис. 4, б) и в)] изготавливают не только плоскими (дизельный двигатель СМД-60), но и шлицевыми (дизельные двигатели А-01, ЯМЗ, А-41).
Шатуны современных двигателей выполняются из углеродистых либо легированных сталей посредством горячей штамповки с дальнейшей механической обработкой рабочих поверхностей. Чтобы достичь высоких прочностных характеристик шатуны подвергаются термообработке (нормализация, закалка, отпуск). Также широкое применение в обработке поверхностей шатунов нашла дробеструйная обработка, цель которой – повышение усталостной прочности.
Кривошипная головка шатуна изготавливается разъёмной для возможности соединения её с коленчатым валом. Съёмная часть данной головки называется крышкой и выполняется из того же материала, что и сам шатун. Верхняя часть кривошипной головки и крышка обрабатываются совместно, вследствие чего перестановка крышки с одного шатуна на другой запрещена. Поверхности обеих половин кривошипной головки шатуна имеют одинаковые номера либо метки спаренности, используя которые производят соединение крышки с шатуном и шатуна с поршнем соответствующего цилиндра.
17*
Шатун и его назначение в двигателе
Шатун является важным элементом и звеном между коленчатым валом и поршнем, и именно от него зависит преобразование поступательного движения поршня во вращательное движения вала.
Постоянные нагрузки, начиная от растяжения и заканчивая сжатием, оказывают не самое лучшее воздействие на шатун, потому к данному элементу выдвигаются самые жесткие требования. Так, шатун должен быть максимально прочным и в меру жестким, но, в то же время, вполне легким. Чаще всего он изготавливается одним из двух методов – горячей штамповкой или литьем из стали. Шатуны на спортивных моделях авто также нередко выбираются из сплава титана.
В зависимости от компоновочной схемы и типа силовой установки, конструкция шатуна может быть различной. Высота силовой установки определятся длиной шатуна. Сам шатун условно можно подразделить на несколько важных составляющих: кривошипную голову, поршневую головку и стержень.
Стержень обладает двутавровым сечением, но так бывает не всегда. В частности, встречаются шатуны с крестообразным, прямоугольным, Н-образным и круглым сечением. К подшипнику поршневой головки масло подается через канал, расположенный в стержне шатуна.
По своему виду поршневая головка напоминает цельную проушину, в которую с натягом внедрена втулка – подшипник скольжения, который обеспечивает скольжение поршневому пальцу. Втулка бывает различных видов, но чаще всего встречаются два вида – бронзовые втулки и биметаллические, в которых комбинируется несколько сплавов (к примеру, сталь и олово, или сталь и свинец). Устройство головки поршня напрямую зависит от того, каков он по своим размерам и какой способ крепления использован. В некоторых силовых установках применяются специальные шатуны, имеющие трапециевидную форму головки поршня. Это обеспечивает не только уменьшение общей массы шатуна, но и снижение нагрузки на поршневой палец.
Соединение коленчатого вала и шатуна обеспечивается кривошипной головкой. Она чаще всего создается разъемной на большей части двигателей, и это напрямую обусловлено особенностями технологии сборки ДВС. Крышка (низ головки) посредством болтов соединяется с шатуном. Бандажное и штифтовое соединение частей головки также встречается, но значительно реже. Разъем бывает двух видов – косой и прямой. Первый исполнен под углом оси стержня, а второй ей перпендикулярен. В V-образных моторах преимущественно используется косой разъем, а блок силовой установки становится за счет этого значительно компактнее.
Стыковые поверхности кривошипной головки создаются профилированными, что позволяет эффективно препятствовать воздействию поперечных сил. Выделяют несколько типов соединений, среди которых самыми популярными являются замковое и зубчатое. Но наибольшее распространение получило соединение частей способом сплит-разъема (так называют метод контролируемого раскалывания). Благодаря разлому становится возможным высочайшая степень точности стыковки различных частей.
Длина блока цилиндров определяется толщиной кривошипной головки. В особенности данное утверждение справедливо по отношению к W- и V-образным силовым установкам. Чтобы лучше понять это, достаточно отметить, что нижняя головка шатуна мотора W12, которым оснащаются популярные модели Audi, по своей толщине равна 13 мм..
Размещенный в кривошипной головке шатунный подшипник состоит из 2-х вкладышей. Данные вкладыши могут состоять из различного количества слоев, начиная от двух, и заканчивая пятью. Наиболее популярными принято считать двух и трехслойные вкладыши. Состоящий из двух слоев вкладыш в своей основе имеет прочную сталь, а на эту сталь нанесено антифрикционное специальное покрытие. Те же самые компоненты составляют и трехслойный вкладыш, но, помимо них, в него еще включается изоляционная прокладка.
Как отбалансировать шатун своими руками (видео):
Доработка шатунов двигателя ВАЗ (видео):
Как определить менять шатун или нет (видео):
Шатуны
Шатуны изготовляют коваными или штампованными из качественной или легированной стали круглого, овального или двутаврового сечения, которое обеспечивает достаточную жесткость при меньшей массе.
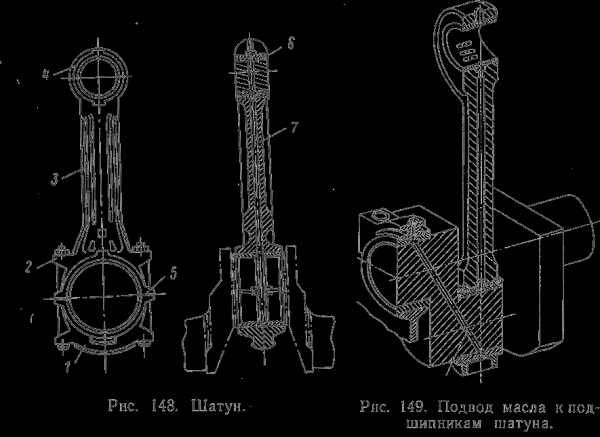
На рис. 148 показан шатун с неразъемной верхней головкой. Основными частями шатуна являются: нижняя мотылевая разъемная головка 1, шатунные болты 2, стержень 3 и верхняя головка 4. В верхнюю головку шатуна запрессована бронзовая или стальная облицованная свинцовистой бронзой втулка 6. Для уменьшения трения головной подшипник можно делать игольчатым. Рабочую поверхность втулки покрывают тонким слоем антифрикционного сплава. Головной подшипник шатуна работает в весьма тяжелых температурных условиях и для его охлаждения и уменьшения износа подводится смазка под давлением через центральное сверление 7 в стержне шатуна или по специальной трубке, прикрепленной к стержню.
Нижняя мотылевая (шатунная) головка выполняется разъемной, в ней располагают стальные вкладыши с антифрикционным покрытием рабочей поверхности. Шатунные болты, соединяющие нижнюю часть подшипника с шатуном, изготовляют из высококачественных сталей и точно пригоняют к отверстию, чаще всего по нескольким направляющим пояскам. Во избежание самоотвинчивания гайки шатунных болтов шплинтуют. Для затяжки шатунных болтов рекомендуется пользоваться специальными динамометрическими ключами. Набор прокладок 5 обеспечивает регулирование зазора между вкладышем и мотылевой шейкой коленчатого вала. Масло для смазки мотылевого подшипника поступает через сверления мотылевой шейки коленчатого вала (рис. 149). На этом же рисунке видно устройство верхнего (головного) подшипника. Соединение шатуна с поршневым пальцем может быть осуществлено и другими способами, один из которых показан на рис. 150.
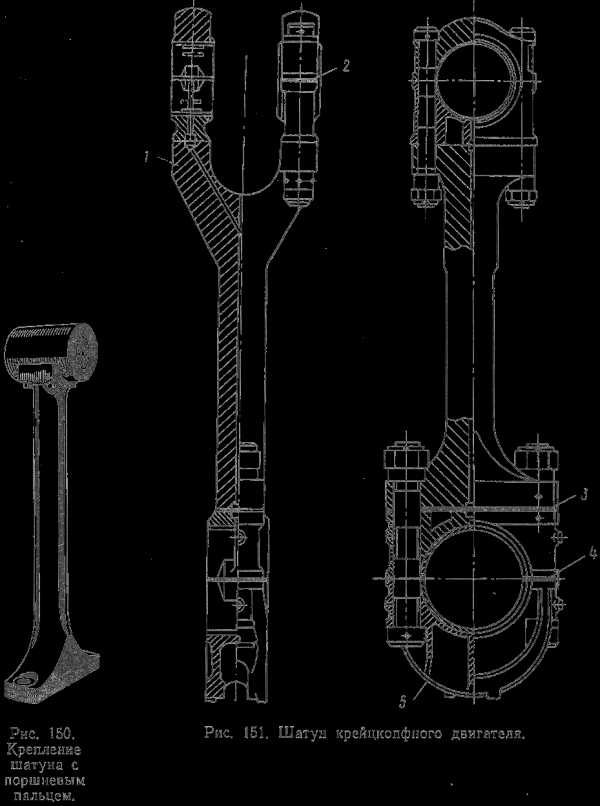
На рис. 151 показан разъемный шатун крейцкопфного двигателя. Отличительной особенностью этого шатуна является вильчатая форма верхней головки 1, съемные верхняя и нижняя 5 головки. Головные и мотылевый подшипники — разъемные, с помощью набора прокладок 2 и 4 между вкладышами подшипников можно регулировать масляный зазор. Регулирование высоты камеры сжатия осуществляется набором прокладок 3, монтируемых между нижней пяткой шатуна и верхней половиной мотылевой головки.
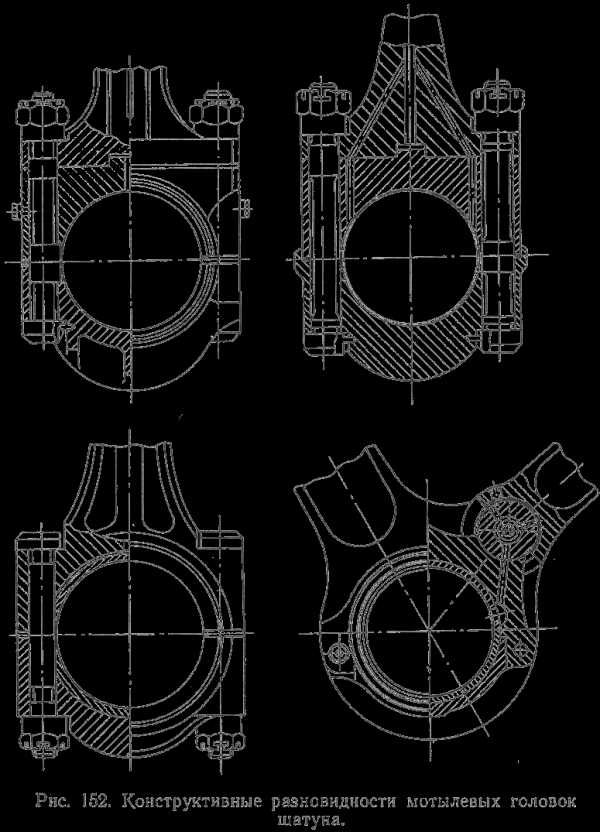
На рис. 152 показаны некоторые конструктивные разновидности мотылевых головок шатунов. Основным материалом для изготовления стержня шатуна является углеродистая сталь марки 30, 35, 40, а также легированные стали 18ХНВА, 12ХНЗА, 45Г2 и др.
Автомобильный шатун двигателя

Шатун двигателя
Шатун — один из важнейших механизмов, соединяющий сам поршень с помощью так называемого «кольца» пальца и заключает в себя его шейку в движущихся колесных парах или коленвале.
Имя образовалось в результате основной деятельности выполняемым процессам, в частности, осуществляет передачи возвратных и поступательных передвижений от поршня к коленвалу или колесным парам, что приводит к вращающимся действиям. Дабы снизить процесс износа шатунной шейки коленчатого вала на практике применяют специальные для этого вкладыши, снабженные особыми антифрикционными смесями. Особо популярную известность изделие обрело после производства паровозного транспорта, где использовался механизм привода. В действии один из концов поднимается и опускается с неполной экспонентой, где и «шатается».
История свидетельствует о древних использованиях ранних шатунов после конца III века нашей эры. Механизмы использовались в основном в деревообрабатывающем производстве на территории Иераполя в Малой Азии. В то время шатун широко использовали в качестве преобразователя осуществлявшего вращающиеся передвижения колеса на приводе древних пил.
Во время раскопок в городе Эфес были найдены похожие механизмы. Между тем, в далеких 1174 и 1200 годах Аль-Джазари — арабский инженер охарактеризовал механизм для подъема воды как конструкцию, включающую в себя шатун с коленвалом. На заре XVI века в конструкциях древних механизмов того времени шатун часто применяется о чем заключает А. Рамелли в своих трактовках за середину 1588 года в которых насчитывается 18 вариантов. В другой работе уже другого инженера А. Беклера — приводится чуть более — 40 видов разного рода механизмов.
Конструкция шатуна
На конструктивном устройстве шатуна содержится стальной стержень с двумя оконечностями: верхняя оконечность, которая неразъемная и нижняя разъемная соответственно. Верхнюю головку-оконечность надевают на сам поршень и соединяют с поршневым пальцем. Тем временем, нижнюю оконечность устанавливают на штатную шею коленвала, и соединяют стяжными болтами и гайками, которые вскоре их шплинтуют.
Чтобы уменьшить стирание деталей их последующий износ для верхней применяют специальную втулку из бронзы, а для нижней вкладыши с тонкими стенками, которые позиционируются подшипниками. Внутри заполняет баббит в составе, которого преобладают сплавы олова и свинца. Для облегчения нижней головки шатуна закрепленного к коленчатому валу производят в разборном исполнении, где нижняя головка легко снимается.
Важно знать, что шатунные вкладыши — нуждаются в строгой замене при капремонте двигателя автомобиля. Между тем в двигателях наиболее часто можно встретить шатуны на основе стали, но нередко используются и другие особо прочные материалы.
В спорткарах, чтобы облегчить вес транспортного судна встречаются детали из титана и специальных сплавов алюминия — Т6-2024 и Т651-7075, стойких к высоким температурам. Помимо всего прочего данный вид изделий выделяется особым способом ковки, который позволяет укрепить свойства материала. Такие: как поршни, так и шатуны гораздо прочнее и надежнее тех, что производились с помощью литья.
Ремонт шатунов и его основные особенности
Шатуны не оставляют марево трения в концах, однако дефекты деталей зачастую можно встретить в использовании. Отнюдь загвоздка заключается ни в износе, которого и без того нет (иногда встречается износ торцевой оконечности на некоторые части коленчатого вала), а в сложных условиях больших градусных температур. Давление на сам механизм происходит в несколько тонн.
Под высоким давлением этой производительности — шатун вначале уменьшается, потом увеличиваясь, разжимается в течение всего цикла оборотов коленвала. На практике, когда слышно характерное постукивание вкладышей, то непременно стоит заменить их, хотя в большинстве своем механизм, скорее всего уже будет непригоден, поскольку деформировался. Чтобы определить, цела ли ось отверстия головки и ни деформировалось ли само изделие нужно произвести диагностику , где помогут соответствующие приборы. Нередко среди неисправностей двигателей выступает дырка, которую оставил за собой шатун внутри блока цилиндра.
Наиболее часто можно столкнуться с изнашиванием отверстий верней оконечности из-за дефектов устройства, где размещается клапанный палец обеспечивающий подвижность конструкций для поршневой группы. Поскольку внешний осмотр не позволит увидеть идеальное или нет отверстие, на практике в таких случаях используют прибор — нутромер. Данный аппарат позволит измерить точность внутреннего диаметра или расстояние между двух разных поверхностей.
Также чтобы оценить масштаб деформации шатун кладут на специальную плиту (поверхность должна быть идеально ровной) и заключают итог о масштабе деформации.
Методы починки шатунов
Размеры диаметра отверстия нижней головки после подворачиваний вкладышей обычно увеличивается, в таких случаях рекомендуется восстановить эти недочеты до размеров, установленных производителем. Чтобы устранить эти неточности применяют так называемое «занижение» крышек шатуна в наименьшую величину, измеряемую в масштабе микронов не более 0,05-0,1 мм.
В случаях, когда отверстие слегка разбито вполне хватит обычной шлифовки в противных случаях изделие — фрезеруется. В итоге на выходе после «занижения» деталь изменяется в форме и здесь следует провести обточку. Также данный процесс позволит вернуть изделию первоначальный вид и вернуть те же размеры отверстия до стандартных пропорций.
В подобных процессах специалисты используют в своем ремесле обточный станок для детали кривошипного механизма, который предназначен исключительно для данной работы, однако не всегда такой инструмент может оказаться под рукой, поэтому бывают ситуации, когда самый обычный токарь сможет заменить в полной мере требуемый сервис.
После проделанной обточки стенок отверстий следует провести хонингование изделия и довести до максимально идеальных форм.
Известно, что большинство нынешних двигателей подходят к высокофорсированному классу, поскольку в автомобильном производстве присутствует тенденция повышения на выходе без последующего понижения идущих объемов.
Способствуют данным операциям специализированные устройства повышающие уровень сжатия давления при тех же объемах, в частности — турбинные нагнетатели. Во время форсировки, одновременно на все части, включая шатуны, где на механизм придется существенно увеличивающиеся процессы и при малейших трудностях в деятельности системы смазки произойдет поломка, где шатуны станут не пригодны для дальнейшей эксплуатации.
При больших температурах и большой производительности происходит перегрев в свойствах материала заключающегося в шатунах, отчего последствия ремонта, окажутся дороже закупочной цены изделия, а чаще всего вовсе не подлежат восстановлению.
comments powered by HyperComments








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
