Шлифовка коленчатых валов
Шлифовка валов: техника выполнения, необходимые материалы и инструменты, пошаговая инструкция работы и советы специалистов
Шлифовка валов или, в принципе, операция шлифования - это процедура обработки заготовки, которая заключается в применении режущего инструмента из абразивного материала. Поверхность после такой обработки представляет собой совокупность микроследов. Их оставляют абразивные зерна, имеющиеся на инструменте. Поверхность же готового изделия отличается минимальной шероховатостью.
Описание шлифовального приспособления
Шлифовка валов проводится с применением шлифовального круга. Данный круг представляет собой тело пористого типа, состоящее из большого количества абразивных зерен. Эти зерна скрепляются между собой связкой. Кроме того, между данными зернами и связками располагаются поры. Сами по себе зерна изготовлены из очень прочного материала, а их количество достигает десятков или даже сотен тысяч.
Что касается рабочего профиля круга для шлифовки валов, то он состоит из режущих кромок зерен абразивного типа. Они располагаются на разном удалении от поверхности. Кроме того, процесс шлифовки - это процедура, во время которой снимается стружка. Из-за того что происходит снятие стружки в большом количестве, это приводит не только к измельчению материала, но и к значительному выделению тепла в зоне контакта. Именно по этой причине данная операция осуществляется лишь при наличии постоянного поступления большого количество смазочно-охлаждающих веществ.

Общие виды шлифовки
На сегодняшний день выделяется три основных вида шлифования валов - это тонкое, предварительное, чистовое. При применении предварительного типа шлифовки удается достичь точности 8-9 по квалитету. Что касается второго важного фактора - шероховатости, то она составляет от 0,4 до 6,3 мкм. Проводить шлифовку валов чистового типа можно только после того, как заготовка пройдет термическую обработку. Такая процедура позволяет увеличить точность до 6-7 по квалитету и уменьшить шероховатость до 0,2-3,2 мкм. Наиболее точный метод - это тонкое шлифование, которое позволяет достичь шероховатости в 0,025-0,1 мкм. Процесс также делится на два вида - это круглое и бесцентровое.

Станок для шлифовки шеек коленчатого вала или для любых других изделий круглого и цилиндрического типа выполняется на круглошлифовальных станках. При этом заготовка будет монтироваться в центре, в патроне или цанге устройства. На сегодняшний день различают два основных вида выполнения круглого шлифования - это продольная подача и метод врезания.
Что касается первого типа, то это процедура, которая проходит при помощи возвратно-поступательных перемещений. В данном случае перемещается деталь относительно шлифовального круга.
Шлифовка методом врезания осуществляется кругом, ширина которого должна быть больше, чем длина участка, который необходимо обработать. В таком случае круг будет иметь подачу лишь поперечного типа. Если использовать фасонный круг, то можно обрабатывать несколько деталей одновременно. Так как данный метод является более производительным, чем с продольной подачей, то его применяют гораздо чаще на крупносерийных и массовых производствах.

Бесцентровое шлифование
Данная операция осуществляется на станках бесцентрово-шлифовального типа. В данном случае используются также способы продольной подачи и врезания.
Что касается операции с продольной подачей, то она используется для обработки гладких валов. Процедура врезания применяется для обработки валов, имеющих буртик. Данным способом можно обрабатывать детали, которые характеризуются конической поверхностью. Для этого обычно применяется ведущий круг, заправленный на конус.
Стоит добавить, что при использовании метода резания круг постепенно теряет форму и режущую способность. Довольно часто это называют засаливанием круга. Для того чтобы вернуть круг в первоначальное состояние и тем самым вернуть его эксплуатационные характеристики на прежний уровень, используется процедура правки. Данная процедура осуществляется алмазами в оправах, алмазными карандашами и т.д. Сам по себе процесс правки не влияет на шлифовку, но если провести его некачественно, то характеристики круга ухудшатся, а значит, он будет хуже проводить операцию.

Станки для коленчатого вала
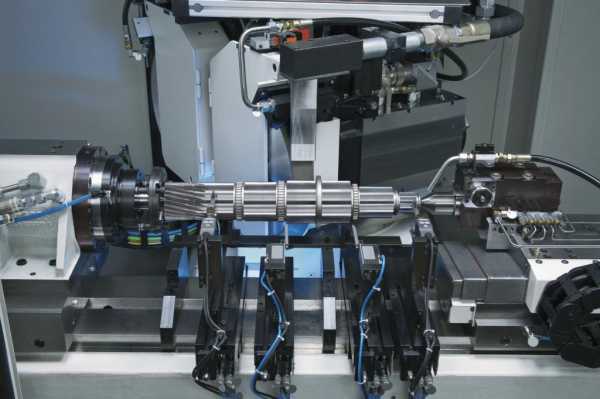
На сегодняшний день хорошим решением будет использовать станок для шлифовки коленчатых валов AMC-SCHOU.
Данное оборудование изготавливается из сверхпрочных отливок. Устройство обладает гидравлическим подводом круга, а также фиксирующими штифтами. Отличительная особенность прибора заключается в достаточно быстром регулировании подачи круга, которое осуществляется без обратной реакции.
Основная процедура, которая требуется при ремонте коленвала - это шлифовка. Данная операция позволяет исправить геометрию устройства, исправить сколы, повысить ресурс двигателя, а также снизить риск появления новых проблем.
Шлифовка шеек коленчатого вала в настоящее время позволяет устранять задиры и износы. Сам по себе процесс шлифовки данного приспособления - это опция, которая требует наличия специального станочного оборудования, а также высоких навыков специалиста.
Шлифовка рулевой рейки
Шлифовка рулевого вала - это также достаточно распространенная операция. Специалисты рекомендуют применять ее лишь в том случае, если ржавчина на приспособлении поверхностного типа. Кроме того, максимальное уменьшение диаметра допускается не более 0,1 мм. В том случае, если коррозия считается глубокой, то допускается стачивание детали на 0,5 мм, не более. Если шлифовка происходит самостоятельно, то очень важно, чтобы рабочая зона вала была идеально отшлифована. Чаще всего при ручной обработке для этого используется наждачная бумага. Обычно обработка начинается при использовании очень грубой бумаги Р80. Далее зернистость уменьшается, а для финальной обработки вовсе используется наиболее мелкая наждачная бумага.

Заводские работы
Что касается шлифовки вала рулевой рейки в мастерской или на производстве, то для этого используется специальный станок, которым должен управлять опытный токарь. При этом важно знать, что во время работы необходимо постоянно контролировать отклонение формы. Оно должно идти в соответствии с нормативными документами. Прежде чем начать ремонт, необходимо провести визуальный осмотр детали, чтобы сделать вывод о целесообразности проведения шлифовки вала.
На сегодняшний день достаточно важным аспектом процедуры стала ее стоимость. Она зависит от таких факторов, как тип штока, объем работы и толщины корродированного слоя. Основным преимуществом шлифовки силовых валов реек в мастерских стало то, что у них имеются стенды для проверки работоспособности изделия. Если появляются какие-либо недочеты, то есть возможность их моментального устранения.
Шлифовка и балансировка коленчатых валов
 Шлифовка коленчатых валов
Шлифовка коленчатых валов
Коленчатый вал – это сложная по конфигурации деталь, которая преобразует возвратно-поступательные движения поршней в крутящий момент. Проще говоря, благодаря коленвалу автомобиль получает возможность ехать. Без этой детали не может работать ни один мотор.
В блоке мотора коленвал закреплён в нижней части на пяти (и более) коренных подшипниках, количество шатунных подшипников соответствует количеству цилиндров.
Шатуны, связанные с поршнями также прикрепляются к эксцентрическим шейкам с помощью подшипников скольжения.
Коренные и шатунные подшипники – вот зона повышенного внимания автовладельца. Для того, чтобы подшипники выполняли свою работу, по скрытой системе смазки к ним подаются масло.
С течением времени происходит износ вкладышей и шеек, давление масла падает, мотор выходит из строя.
Вот для того, чтобы вернуть двигатель к жизни, но при этом не покупать новые детали, используется шлифовка коленвала.
Конструкция коренных и шатунных подшипников скольжения коленвала предполагает использование сменных вкладышей из специального сплава. Если износ достигает определенных пределов, следует разобрать мотор и установить новые вкладыши, которые будут чуть толще, чем, те, которые были установлены первоначально. Диаметр шеек, хотя и уменьшен из-за износа, но всё же, не позволяет установить сразу коленвал на новые вкладыши.
Следует сточить наружную поверхность шейки до такого диаметра, который позволит установить его с новыми ремонтными вкладышами. Процесс подгонки диаметра коренных и шатунных шеек под новые вкладыши и называется – шлифовкой коленвала. Изменение диаметра происходит на сотые и десятые доли миллиметра, а количество шлифовок ограничено количеством ремонтных размеров вкладышей.
КАК ШЛИФУЮТ КОЛЕНВАЛ?
 Шлифовка шатунных шеек коленвала
Шлифовка шатунных шеек коленвала
Хотя отечественные автомобили предоставляют владельцам неограниченные возможности при проведении самостоятельного ремонта, есть процедуры, которые физически невозможно выполнить в условиях даже хорошо оборудованного гаража. Так и шлифовка коленвала своими руками в условиях гаража невозможна, так как для этого необходимо сложное высокоточное токарное оборудование.
Кроме этого работник, выполняющий шлифовку должен пройти соответствующее обучение, а для качественного выполнения задания обладать достаточным опытом. Автовладелец в данном случае без дела не останется, так как ему следует выполнить следующие процедуры:
- снять с двигателя всё навесное оборудование, включая коробку передач и сцепление с маховиком;
- извлечь двигатель из моторного отсека;
- вскрыв поддон мотора, открутить крышки коренных и шатунных подшипников;
- снять крышки с вкладышами и извлечь коленвал;
- очищенный коленвал передают в руки токарю.
Для шлифовки используют специальный станок, который позволяет изменять ось вращения. Шлифовку начинают либо с шатунных шеек, либо с самых изношенных коренных. Измеряя максимально изношенную шейку можно определить размер, до которого придётся производить расточку. После балансировки и выстраивания шеек строго по оси вращения, наружная поверхность шеек протачивается до необходимого размера. После обработки коленвал обязательно вымывают, особенно смазочные каналы. Это участок работы, который вполне можно назвать шлифовкой коленвала своими руками.
 Балансировка коленчатых валов
Балансировка коленчатых валов
Балансировка коленчатых валов является ничем иным, как механической операцией, вследствие которой значительно снижаются вибрации и прочие виды нагрузок на элементы двигателя. Это позволяет повысить его надежность, работоспособность и производительность. Безусловно, чаще всего в подобной операции нуждаются уже изношенные механизмы, хотя бывают случаи, когда дисбаланс наблюдается и в новеньком автомобиле, только что приобретенном из салона.
Есть два способа, как отбалансировать коленвал. Первый – статический, он является менее точным. В этом случае используются специальные ножи, на которые и устанавливается деталь. А дисбаланс определяется по ее положению во время вращения. Если верхняя часть коленвала легче нижней, то на нее крепят грузики и производят такие замеры и догрузку до достижения равновесия. И только после этого на противоположной стороне высверливаются отверстия для противовеса.
Второй вид – динамическая балансировка коленчатого вала. Для ее осуществления необходимо специальное оборудование. Коленчатый вал устанавливается в плавающие постели и раскручивается до нужных оборотов. Световой луч находит и сканирует наиболее тяжелую точку, которая провоцирует тряску, и выводит ее на экран. А для достижения баланса дело остается за малым – удалить с нее лишний вес.
Лучшим ответом на вопрос о необходимости балансировки коленчатого вала будет тот установленный факт, что она позволяет увеличить мощность двигателя и продлевает его ресурс. Нарушение же балансировки напротив, негативно сказывается на мощности, приводит к перерасходу топлива и может привести к сокращению срока службы всего автомобиля.
Качество шлифовки коленчатых валов
Мы предлагаем краткую информацию о том что нужно знать владельцу коленчатого вала при входном контроле качества шлифовки коленвала и капитальном ремонте двигателя.1.Размеры шеек коленчатых валов должны соответствовать величинам и допускам по чертежам разработчика конструкции двигателя. В подавляющем большинстве случаев для коленчатых валов отечественных двигателей недопустимы отклонения от размера более 2 соток. Якобы практикующееся разрешение на использование для ремонта двигателей российских заводов ЯМЗ, КамАЗ коленвалов с отклонениями ниже величины допуска на 3-4 сотых мм может дать нежелательные последствия по сокращению межремонтного периода. Причиной сокращения межремонтного периода в таком случае является суммирование отклонений от допусков всего кривошипно-шатунного механизма (блок, коленвал, шатун), увеличение зазоров и, соответственно, резкое изменение удельной нагрузки на рабочую поверхность шейки коленвала. Далее следует дальнейшее увеличение зазоров и ускоренный износ коренных и шатунных шеек. Таблицы номинальных и ремонных размеров многих отечественных валов есть у нас на сайте.
2.Осевые биения должны соответсвовать допускам чертежа. Для подавляющего большинства отечественных коленчатых валов недопустимы осевые биения, превышающие 4 сотых.
Обращаем внимание, что при недобросовестном отношении к шлифовке приходится часто видеть следующее нарушение: При шлифовке вала с неравномерным износом (в направлении кривошипа рабочая поверхность шейки всегда изнашивается активней), для того, чтоб не шлифовать через размер, шлифовщик при установке в станок смещает ось вала , чем компенсирует неравномерность износа и вписывается в ближайший ремонтный размер. Результатом является смещение оси маховика относительно оси коренных шеек вала, серьезный рост динамических нагрузок при вращении, повышенный износ ближайших к маховику коренных шеек. Дефект исправляется только шлифовкой корней на следующий ремонтный размер, а это потеря размера. Аналогичные отклонения получаются при неграмотной шлифовке тупым камнем, при установке захода шлифовки на большую, чем нужно глубину или при отсутствии люнета - усилие от камня просто сбивает ось коленвала. Следует также знать, что в части случаев возможна правка оси коленчатого вала, которая позволяет исправить избыточные осевые биения без потери размера.3.Галтели ( переходы между шейкой и щекой вала) должны соответствовать чертежным требованиям. Радиус галтели, чистота и форма поверхности очень важны. Для большинства отечественных коленчатых валов необходим радиус галтели 5 мм. Радиус галтели обеспечивается соответствующе формой угловой поверхности шливовального камня, что обеспечивается специальной правкой камня. На галтели не должно быть уступов, задиров, которые являются концентраторами напряжений и часто являются причиной усталостного разрушения вала.
Нам приходится сталкиваться с таким видом экономии при шлифовке: вал шлифуется неправленным камнем с острым углом, галтель подрезается и образуется уступ (переход между малым радиусом не правленного камня и радиусом шлифуемой галтели). Эта«подрезанная галтель» является концентратором напряжений, причем в наиболее уязвимом мете коленчатого вала. «Подрезание» галтелей коленвала недопустимо ни в каких случаях.4.Граненость. Шлифовальный камень состоит из тысяч ножей из острых граней кристаллов. Если эти грани затупились, то камень становится «тупой». Тупой камень правят специальным алмазным инструменом и восстанавливают режущие способности граней кристаллов. Если это не делается, то при шлифовке возрастает давление камня на шейку вала, камень не режет а давит. Под таким давлением камня обрабатываемая поверхность начинает «играть», контакт с камнем становится неравномерным. В результате на обработанной поверхности наблюдается слабый рисунок напоминающий грани граненого стакана, качество поверхности резко ухудшается.
Исправляется такой недостаток шлифовкой коленвала на следующий ремонтный размер, а это потеря ресурса пропущенного размера.Мы гарантируем что наши специалисты не допускают вышеописанные проблемы в коленчатых валах от магазина Коленвал.
Наш совет: не отдавайте свой двигатель в ремонт в непрофессиональные руки! Капитальный ремонт двигателя дело сложное, требующее знаний, специального оборудования, ремонтных технологий дефектовки и восстановления, конструкторской документации. Успехов!
Изображения
Технологический процесс ремонта коленчатого вала — инструкция и описание
Коленчатый вал представляет собой деталь сложной формы, имеющую несколько шеек, на которые крепятся шатуны. Коленвал получает от шатунов усилие и затем преобразовывает его в крутящий момент. Является составной частью кривошипно-шатунного механизма. Ремонт коленчатого вала заключается в перешлифовке его шеек, коренных и шатунных, под ремонтный размер.
Содержание статьи:
Устройство коленвала автомобиля, устройство коленчатого вала
Коленчатый вал состоит из следующих основных элементов:
- Коренные шейки – опоры вала, лежащие в коренных подшипниках, расположенных в картере двигателя;
- Шатунные шейки – опоры, с помощью которых вал соединяется с шатунами;
- Щёки (цапфы) коленвала – соединяют коренные и шатунные шейки;
- Выходная часть коленвала – часть коленчатого вала, на которой устанавливается шестерня или шкив отбора мощности для привода ГРМ (газораспределительного механизма) и других вспомогательных агрегатов, узлов и систем;
- Противовесы – разгружают коренные подшипники от центробежных инерционных сил первого порядка, вызванных неуравновешенными массами кривошипа и нижней части шатуна.
Коленчатые валы бывают разборные и неразборные. В автомобилях применяются неразборные коленчатые валы.
Проверка геометрии коленчатого вала
Перед тем, как отправить коленчатый вал на шлифовку, нужно проверить геометрию вала и, уже исходя из результатов проверки, выбирать соответствующую технологию ремонта.
Перед началом проверки вал устанавливают крайними коренными шейками на призмы и с помощью индикаторной стойки измеряют биение средних шеек. Затем проверяют биение поверхностей сальников и хвостовика, с максимальной тщательностью измеряют диаметры коренных и шатунных шеек. Особое внимание обращают на износ средней и крайних коренных шеек, и на эллипсность шатунных шеек. Эллипсность замеряют в нескольких плоскостях для получения более точных измерений.
Исходя из полученных результатов, выбирают способ ремонта. Если величина биения средних коренных шеек вала относительно крайних не превышает 0,1 мм, то выл можно отшлифовать. В случае превышения этого показателя вал необходимо править.
Перед тем, как приступить к ремонту, нужно проконтролировать несколько важных моментов.
Если вал шлифовали ранее, нужно проверить соосность хвостовика и поверхностей сальников коренным шейкам и уточнить наличие вкладышей нужного ремонтного размера. Особенно необходимо такое уточнение при ремонте валов двигателей многих иномарок, так как нередки ситуации, когда вкладышей нужного ремонтного размера нет в продаже, они существуют только в каталогах.
Если вал имеет шейки, сильно перегретые после разрушения подшипников, его следует проверить магнитным дефектоскопом на отсутствие трещин. Трещины, уходящие глубоко в тело вала или явно заметные невооруженным взглядом являются основанием для его выбраковки.
Коленчатый вал также выбраковывается в случае, когда износ шеек превышает максимальный ремонтный размер. В крайнем случае, изношенные шейки вала можно попытаться восстановить методами наварки или наплавки.
Завершает подготовку к ремонту коленчатого вала операция по удалению заглушек и промывке внутренних каналов. Это процедура носит обязательный характер, так как во внутренних каналах скапливается большое количество грязи, которая способна испортить самый качественный ремонт коленчатого вала.
Шлифовка коленчатого вала
Коленчатые валы шлифуют на специализированных шлифовальных станках, имеющих приспособления, которые позволяют смещать ось коренных шеек относительно оси вращения вала в станке. Это нужно для шлифования шатунных шеек. Кроме того, результат ремонта во многом зависит от состояния шлифовального станка и точности его наладки.
До начала шлифовки необходимо провести еще одну проверку. Вал устанавливают в центрах и замеряют биение хвостовика и поверхности заднего сальника, которое не должно превышать 0,01-0,02 мм. Если биение превышает допуск, то будет невозможно шлифовать коренные шейки вала, в этом случае необходима правка центровых фасок вала. Фаски правятся несколькими способами: протачиванием, притиркой и шабрением.
Шлифовать коленчатый вал начинают с шатунных шеек. Это связано с тем, что после обработки шатунных шеек могут резко изменить значение внутренние напряжения в их поверхностном слое, что может быть причиной деформации всего вала. И если сначала были зашлифованы коренные шейки, то их ось изогнется, а шейки получат взаимное, иногда совсем не малое, биение. То есть, вся работа пойдет насмарку.
Таким деформациям особенно подвержены валы, шатунные шейки которых имеют малый диаметр и не имеющие полноценных противовесов. Такие валы стоят на некоторых двигателях Mercedes, Volvo, Chrysler, Lincoln и на многих «японцах».
Иногда перед началом шлифования шатунных шеек необходимо предварительно обработать поверхности вала, которые зажимаются кулачками. Это происходит в случаях, когда такие поверхности являются некондиционными (например, восстановлены наваркой металла). Это нужно для того, чтобы не «потерять» базу для обработки шатунных шеек.
И это опять еще далеко не все. Установив вал в патроны станка необходимо устранить дисбаланс, вызванный смещение вала. Для этого на планшайбах против патронов станка закрепляются специальные балансировочные грузы, масса и расположение которых подбирается исходя из массы самого вала и радиуса кривошипа. Затем нужно добиться совпадения оси вращения вала с осью шейки, подвергаемой обработке. А еще лучше, если получится добиться совпадения с осью «парных» шеек. Это позволит достигнуть наивысшего качества шлифовки. И лишь только после этого можно начинать шлифовать шатунные шейки вала.
Следующий этап ремонта заключается в обработке коренных шеек. Для их обработки коленчатый вал устанавливают в центрах, Задний центр при этом неподвижно фиксируется стопором, чтобы избежать проскальзывания вала в центровой фаске. Также важно, чтобы центра зажимали вал с минимальным усилием, иначе вал в станке деформируется.
Остается только проверить и отрегулировать величину биения различных поверхностей и можно начинать обработку коренных шеек.
Шатунные и коренные шейки начинают шлифовать с тех, которые имеют максимальный износ, чтобы определить в какой они выйдут ремонтный размер.
При грамотном выполнении всех операций по шлифованию коленчатого вала можно добиться того, что конусность, эллипсность и взаимное биение шеек будут иметь лучшие значения, чем у новых валов.
После обработки коленчатого вала на шлифовальном станке обязательно необходимо удалить микронеровности и сгладить острые кромки смазочных отверстий. Такая операция называется доводкой.
Осуществляют доводку двумя способами: суперфинишной обработкой и полировкой. В первом случае достигается более высокий результат, но процесс довольно сложный, требует применения специального оборудования и применяется в основном в массовом производстве.
Процесс полировки проще и гораздо доступнее. Отшлифованные шейки вала вручную полируют сначала мелкозернистой наждачной бумагой, вставленной в специальные захваты, а затем абразивной пастой.
Конечный результат – надежная и долговечная работа коленчатого вала – во многом зависит профессионализма механика-моториста, характеристик и точности шлифовального оборудования и, конечно, от мастерства специалиста-шлифовщика.
Правка коленвала профессионально!
Править коленчатый вал следует в том случае, когда, как было написано выше, биение средних шеек коленвала превышает 0,1 мм относительно крайних.
Специалистам известно несколько способов правки коленчатого вала, но большинство из них имеют различные недостатки, которые были учтены при разработке уникального способа, получившего название «метод поэлементной холодной правки» или метод Буравцева.
Данный метод позволяет править коленчатые валы, имевшие изначальное биение шеек более 1 мм с конечным результатом всего 0,01 мм! Такой результат не давал ни один из ранее известных способов правки коленчатых валов. Более того, качественная правка способна заменить шлифовку, особенно это касается новых «заводских» коленчатых валов, которые часто имеют недопустимо большое биение (от 0,05 мм и более).
Достижение высокого качества ремонта коленчатого вала возможно только при правильном выполнении всех технологических приемов во время шлифования и доводки рабочих поверхностей шеек и гаптелей коленвала.
Специалисты Автопрайд качественно выполнят необходимые работы по ремонту, шлифовке коленчатых валов двигателей любых автомобилей иностранного производства не старше 2000 года выпуска. Капитальный ремонт двигателя требует серьезного подхода.










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
