Щуп для измерения зазоров клапанов
№20 | Щупы зазора свечей BOSCH и VOREL. — бортжурнал Opel Astra MANAWAI SURF 🌊⛺🌄🚲🌌📷 2014 года на DRIVE2
Привет!В преддверии ТО-2 занялся поиском свечей и наткнулся на просторах DRIVE2 на щупы зазора свечей VOREL и BOSCH.Нашел артикулы каждого набора и отправился в Exist.ru.Начнём с BOSCH.
Артикул: 0986600000 [Ссылка на exist.ru]
Полный размер
Страница щупа зазора свечей BOSCH 0986600000
На текущий день (26.02.2017) в наличии их аж 25 штук, но, когда заказывал их я, был всего один щуп в наличии, а срок ожидания составлял >20 дней.Заказывал его я два раза. В первый раз Exist.ru завернул заказ, вернул деньги. На второй раз (спустя неделю) заказ был принят в работу и я получил щуп:

Полный размер
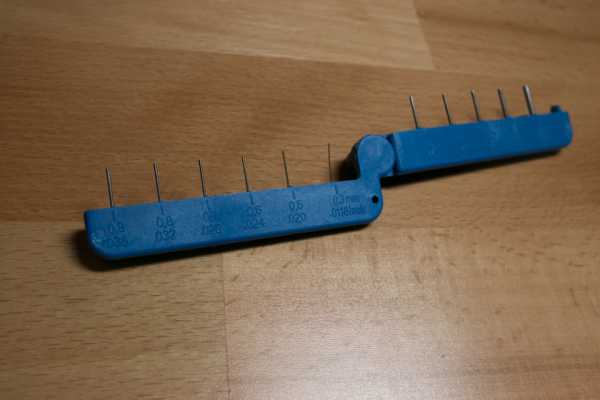
Щуп зазора свечей BOSCH 0986600000
Полный размер
Большой выбор щупов разного диаметра.

Полный размер
Есть 'открывашка' для пивасика и регулировки зазора свечи.
Позаимствовал фото у mactep76, надеюсь, он не будет против. (;
Удобная регулировка зазора.

Так же в продаже бывает жёлтая версия.
Полный размер
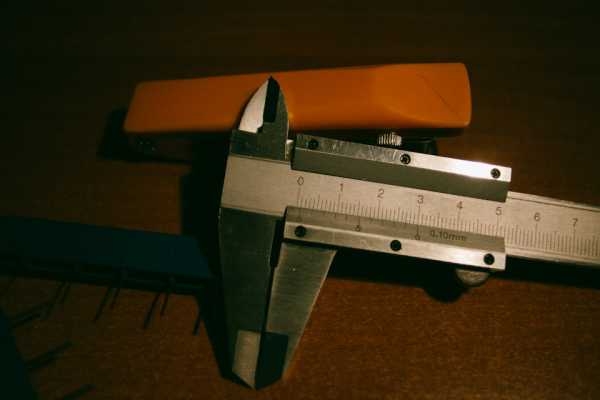
Замерили диаметр щупа 0,9 мм. штангенциркулем. Его точность всего 0,1 мм, чего недостаточно для нашего замера. Но другого у меня нет.
Но, как говорится, дурная голова рукам покоя не даёт.Попался на глаза набор щупов от фирмы VOREL.Их есть два типа на 13 и 20 щупов. Об этом я уже узнал после того, как получил свой на 13 щупов.
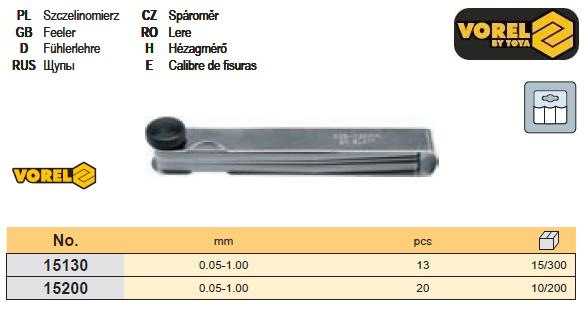
Артикул на 13 щупов: 15130 [ссылка на exist.ru]
Артикул на 20 щупов: 15200 [ссылка на exist.ru]Полный размер
VOREL 15130 и VOREL 15200
Фотографии:
VOREL 151330 и 15200

Полный размер
VOREL 15130. Веер из 13 щупов.

Полный размер
Замерили толщину щупа 0,9 мм. штангенциркулем. Его точность всего 0,1 мм, чего недостаточно для нашего замера. Но другого у меня нет.
Проверил на новой свече для ТО-2:

Полный размер
Свеча GM 95519058 1214120. В другой записи расскажу, почему купил эти, а не BOSCH, к которым склонялся изначально.

Полный размер
Щуп 0,9 мм зашёл хорошо.

Полный размер
Пластина 0,9 мм зашла со 'скрипом'. Пластина 0,8 мм. зашла хорошо.
На ТО-2 посмотрю состояние родных свечей, пробег которых ~27000 km.Спасибо за внимание.
Подписывайтесь на машину. Будет много всего интересного.😎⛺
p.s. Завтра на работу уже. Выходных словно и не было.Регулировка зазоров клапанов — бортжурнал FIAT Punto "макаронники ********" 1997 года на DRIVE2
Здрасти…после замены прокладки ГБЦ и притирки клапанов, занялся регулировкой последних.
Процедура не мудреная, требуются щупы, для измерения зазоров, штангель с точностью 0,05, пинцеты, херовина для утапливания и фиксации толкателей, помощник. С этой штуковиной произошла оказия, я ее не нашел, пользовался отвертками помощнее.

Щупы
На сервисе операция не долгая, ок 3 часов, и стоимостью для тазов ок 600-700 рубликов. За иномарку возьмут по-любому больше, 1000 с копейкой. Почему не поехал на сервис? В инете много отзывов о регулировке, типа зачастую регулируют один клапан, на остальные забивают. Тем более интересно самому освоить операцию.
Вскрываем клапанную крышку, измеряем зазоры клапанов, запихивая с небольшим усилием щупы. Кулачки вверх, распред проворачивал за колесо.Допуски для многоточечного пунто: впускные 0,35 +- 0,05, выпуск 0,40 +- 0.05
Все мои зазоры были не в допуске в большую сторону.

измеренные зазоры
Затем, утапливаем толкатель отверткой, помощник вытаскивает шайбы. С тыльной стороны должны быть надписи размеров шайб. В моем случае- 4 штуки не удалось идентифицировать. Видимо эти шайбы стояли с рождения авто. Штангель в помощь.Вычисляем по хитрой формуле какие шайбы необходимо ставить, что бы зазор был в допуске.Самое главное — не пережать клапан. Т.е. не сильно уменьшить зазор, не выйти за допуск. Иначе клапан не будет закрываться полностью со всеми вытекающими.
Некоторые шайбы из старых подойдут для установки в новые места.
Записал какие шайбы нужны, сел во второпунт и сгонял в тазомагазин. Шайбы 09 таза идеально подходят по диаметру.

старые (в бумаге и подписанные) и новые шайбы
Закупил, приехал, поставил шайбы. Измерил зазоры снова. Все в допуске.
Собрал, завел.

в работе епть
Изменений вновь особых не заметил. Может чуток потише стал на холодную, чуть реактивнее на дороге. Кардинальных изменений нет, ммм хотя, правда, вроде расход упал немного… Еще меряю. добивался уменьшения вибрации двигателя на холостом, уменьшилась, но осталась. Будем смотреть подушки двигателя.
Итог. Щупы 2 комплекта про запас 140Шайба -30 ру штука. Брал 6 штук, чтоб наверняка.
Пинцеты 100 ру
Как то так. Эксперимент продолжается…
Цена вопроса: 420 ₽ Пробег: 150150 км
Действуй на ощупь! - журнал За рулем
Регулировка клапанов — операция ответственная, стоит недешево. Владельцы многих современных авто избавлены от расходов благодаря гидроопорам (гидрокомпенсаторам) — они поддерживают нужный зазор автоматически. Но усложнение системы снижает ее надежность (пусть даже теоретически) и ремонтопригодность. Скажем, «Хонда», известная супернадежными моторами, не спешит отказываться от привычного упорного винта с контргайкой, тем более что заводская регулировка зачастую сохраняется и через 100 тыс. км. Из отечественных машин подобной стабильностью зазоров могут похвастать лишь отдельные экземпляры «самар» и «десяток».
В механизме с регулировочными шайбами (переднеприводные ВАЗы) при отсутствии посторонних звуков проверять зазоры достаточно раз в 30 тыс. км. На отечественных машинах с рычагами в приводе ГРМ («Жигули», «Москвич», «Волга», «Запорожец») это желательно делать при каждом ТО. Подобный привод в иномарках требует меньше внимания (например, на «Хонде» — раз в 40 тыс. км).

Основные принципы регулировки большинства моторов схожи. Прежде всего дайте двигателю остыть. Чем ближе будет его температура к указанной в руководстве по ремонту (обычно 15–25°С), тем точнее измерения. С увеличением температуры зазоры растут, и многие мастера регулируют их «на горячую», внося поправку. Однако для разных двигателей эта зависимость неодинакова, да и остывают детали с разной скоростью. Поэтому лучше не торопиться, а, пока остывает, сменить масло, фильтры, проверить работу светотехники и т. п.
На многих автомобилях зазор измеряется под регулировочным винтом и для его контроля достаточно обычного набора щупов шириной около 10 мм. Для «классики» понадобится широкий щуп (фото 1). Узкий может дать ошибку из-за перекоса рычага клапана. В «Жигулях» зазоры для впускных и выпускных клапанов одинаковы и равны 0,15 мм (допустимый разброс 0,14–0,17 мм). Измерить зазор с такой точностью одним щупом непросто, но подходящих наборов в продаже не встретишь, поэтому приходится тренировать чувствительность мышц. Если щуп 0,15 мм гнется, но в зазор не входит, клапан «пережат». Если щуп проходит почти без усилия, зазор велик.
Иногда точно выставить зазор не удается — при затяжке контргайки он «уходит». В этом случае его можно оставить больше, но ни в коем случае не меньше положенного. Многих вводит в заблуждение поправочная таблица, в которой указаны зазоры для «горячей» регулировки — они тем больше, чем горячее двигатель. Но не стоит забывать, что они даются для остановленного двигателя. На работающем моторе зазоры не увеличиваются, а, наоборот, уменьшаются, так как клапаны нагреваются (и удлиняются) намного сильнее других деталей газораспределительного механизма.
Мотор с «перетянутыми» клапанами работает тише, но на некоторых режимах клапан может перестать закрываться, его тарелка не сможет отдать тепло головке цилиндров, начнет перегреваться еще больше и т. д. Кончается этот процесс прогаром клапана; двигатель троит, не тянет. Иногда осколок тарелки повреждает поршень и цилиндр. Убедиться, что клапаны были перетянуты, можно, сняв распредвал: на тыльной (нерабочей) стороне кулачков увидите следы износа.
Как показывает опыт, нерабочая поверхность кулачков распредвала «Жигулей» не всегда идеальна: эксцентриситет (биение) порой достигает 0,04 мм. Это выяснится, если проверить зазор при разном положении кулачка — после закрытия клапана и перед его открытием. Так, установив распредвал в положение, когда метка (лунка) на его шестерне направлена вверх, проверяем зазоры у клапанов 6, 7, 8, 4. Повернув коленвал на 180° (распредвал повернется на 90°), проверяем клапаны 7, 4, 3, 1. Еще один поворот — 3, 1, 2, 5 и, наконец, 2, 5, 6, 8. Если результаты измерений совпали для всех клапанов — вам повезло. Иначе при выставлении зазора придется ориентироваться на наиболее «зажатое» место.


Для регулировки зазоров на «Жигулях» продаются специальные приспособления с часовым индикатором. Теоретически они обеспечивают большую точность, чем щуп, и позволяют регулировать зазоры на неостывшем двигателе. На практике не все гладко. Так, в нашем приспособлении для одновременной регулировки пары клапанов (фото 2) оси отверстий под индикатор не совпадают с осями регулировочных болтов. В результате ножка индикатора смещается от середины рычага (в кружке на фото 2). В свободном состоянии рычаг нередко слегка перекошен, что вносит ошибку в измерения, хоть и небольшую. Другое приспособление (фото 3) мы вообще не смогли без доработки установить на двигатель: головка винта упиралась в индикатор. Пришлось сточить ее, как показано стрелкой на фото 4.


В двигателях, подобных VAZ 2108, где зазоры регулируют подбором шайб, точность регулировки обеспечить намного легче. Да и допуск для «Самары» втрое больше, чем для «классики». Зазоры впускных клапанов — 0,20±0,05 мм, выпускных — 0,35±0,05 мм. Если у впускных клапанов щуп 0,15 мм не входит в зазор между шайбой и распредвалом или же проходит щуп 0,25 мм (для выпускных — 0,3 и 0,4 мм соответственно) — регулировка обязательна. Для этого понадобится специальное приспособление (фото 5). Его закрепляем на шпильках крепления крышки головки цилиндров штатными гайками с шайбами.


Поворачиваем коленвал так, чтобы кулачок регулируемого клапана был направлен вверх. Маленьким шприцем отсасываем масло из углублений вблизи толкателей (фото 6) — так удобнее ориентировать толкатель и извлекать шайбу. Шилом или тонкой отверткой поворачиваем толкатель так, чтобы прямоугольный вырез «смотрел на нас» (фото 7). Нажимая рукой на рычаг приспособления, утапливаем толкатель и устанавливаем между его бортиком и распредвалом фиксатор (фото 5). Шилом подцепляем шайбу и пинцетом извлекаем ее (фото 8). Не суйте под распредвал пальцы — если фиксатор толкателя вдруг выскочит, серьезной травмы не избежать. Толщину новой шайбы (она маркирована на ее поверхности) подбираем с учетом фактической толщины старой, измеренной микрометром (фото 9). Если последняя несильно изношена, ее можно использовать повторно, при регулировке других клапанов. Для хранения шайб очень удобна касса с кармашками из полиэтиленовой пленки. Новую шайбу устанавливаем в толкатель маркировкой вниз, после чего приспособлением вновь утапливаем толкатель и извлекаем фиксатор.


Владельцы иномарок иногда переделывают «восьмерочное» приспособление, а порой обходятся и без него — фиксатором толкателя подходящего размера. Для этого, вывернув свечи, поворачивают коленвал, пока толкатель не утопит кулачок распредвала, вставляют фиксатор и аккуратно вращают валы дальше, пока кулачок не сойдет с шайбы. После замены шайбы вращают распредвал назад специальным ключом за его шестерню. За коленвал вращать нельзя, иначе ремень нагружается неправильно.
Использовать шайбы меньшего диаметра или обтачивать большие не стоит. Эрзац-шайба в таком ответственном и высоконагруженном узле быстро износится, а то и хуже — испортит другие детали. К тому же порой удается обойтись вообще без покупки шайб, просто поменяв их местами.
ЧТОБЫ ИЗМЕРИТЬ ТОЧНЕЕ:
1. Дайте двигателю остыть до температуры 15–25°С.
2. Замеры проводите не менее двух раз, провернув распредвал на полный оборот. Если результаты не совпадают, измерьте зазоры еще раз.
3. По возможности используйте пару щупов — «проходной» и «непроходной».
Щуп измерительный – выбираем помощника в точных измерениях + видео
Измерительный щуп можно встретить в нескольких областях – радиоэлектроника, фрезерные работы и температурные исследования. Что же представляют собой такие приспособления?
Щуп для измерения зазоров – с чего все начиналось?
Щуп для измерения зазоров, пожалуй, сегодня играет решающую роль в производстве деталей и других фрезерных и токарных работах. Все потому, что теперь это массовое поточное изготовление изделий, и проверять каждую деталь вручную нет возможности, да и визуально это почти невозможно. Поэтому важно, чтобы станки не производили брак, либо делали это крайне редко. Вручную настраивать нужное расположение токарных и фрезерных головок всегда было довольно хлопотным занятием, и его часто игнорировали, что непростительно сегодня – в век высоких технологий. Так что за это теперь отвечают щупы.
Что же это такое? В самом простом представлении это пластинки определенной толщины, которые поверены заводом-изготовителем. Прежде, чем закреплять детали в станке или устанавливать зазор в нем, проверяется этот параметр такими пластинками. Причем продаются они определенными наборами, где первая и последняя имеют крайние размеры, определяющие класс точности набора, а промежуточные пластинки увеличиваются в толщину с определенным шагом по отношению к первой. Зазор или положение детали определяется простым прикладыванием.

В зависимости от вида и точности работ выбирают нужный набор. Как правило, самые точные имеют пластинку 0,02 мм, а предельный размер самой толстой пластинки колеблется около 1 см. Даже с такой простой конструкцией эти щупы имеют несколько разновидностей. Дело в том, что такие пластинки могут быть выточены так, что замер возможен только в одном направлении. Это так называемые монощупы, подходят они только для фрезерных замеров, где обследование станка и детали несколько затруднено с разных сторон. А вот универсальный щуп, который способен замерить параметры с двух сторон, подходит и для фрезеровщиков, и для токарных обработок.
Щуп измерительный – 3D поколение качества
Такие удобные пластинки все равно требовали много времени для поверки станков, ведь это подбор, хоть и упрощенный, уже без примитивных приборов и алгебраических вычислений, которыми приходилось пользоваться ранее. Но все равно, требовалось время на подбор нужного размера. Однако пластинчатые щупы уходят в прошлое, если на производстве происходит модернизация. Сейчас имеются более технологичные инструменты, которые сделают замеры за доли секунды, и вы сразу будете знать, в какую сторону какой винтик подкрутить. Это опять же, значительно уменьшает время поверки, а значит, позволяет делать это чаще, не останавливая работу цеха надолго, только если потребуется ремонт или регулировка станков.
Производственный процесс становится чище, реже случаются отбраковки целых партий. Ведь раньше, если станок сбился на пару миллиметров, он начинал делать брак, который замечали далеко не сразу, а так как линии автоматические, то и выходил большой процент брака. Сегодня с новыми щупами можно проводить проверку и наладку чуть ли не перед каждой сменой, от чего вероятность сбоя падает почти до нуля. Так что же это за чудо-прибор? Называется такое приспособление 3D-щуп, достаточно одного прикосновения его головки, чтобы понять, в порядке ваша деталь или станок, или же нет. Если нужно выявить брак на детали, то им проводят по предполагаемому проблемному месту, а когда нужно замерить зазор, его просто прикладывают.

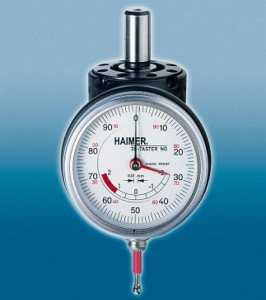
По конструкции это корпус с индикацией и усиком, который выходит из него. На конце уса находится головка, которая и снимает показания. Естественно, производя такой прибор, ему значительно расширили функции! Но договорим про конструкцию. Его корпус очень миниатюрен, отчего им удобно работать в даже очень ограниченном пространстве, а существующая модификация Zero Master вовсе является самой маленькой, но от этого нисколько не страдает точность, которая, к слову, в таких щупах достигает 0,001 мм. Они имеют, как правило, несколько насадок, которые отличаются диаметром шарика на конце и длиной стержня.
В большинстве моделей циферблат аналоговый, однако, есть модель и с цифровой индикацией, что еще больше увеличивает надежность измерений, ведь даже снять показания со стрелочного табло не всегда удается нашему глазу точно.
Основные функции, которые теперь доступны щупам в таком исполнении, включают и старые, например, калибровка положения шпинделя на станках, и новые. К новым возможностям можно отнести способность выставлять нулевые точки, определять эксцентричность исследуемых отверстий. Также они умеют вычислять длину и глубину, определять кривизну поверхностей, вернее, выявлять достаточную прямоту и ровность. Вполне способны такие приборы выставить ровно заготовки или используемые в работе зажимные устройства. Все эти работы можно производить быстро, без единого алгебраического вычисления, которые приходилось в огромном количестве делать, орудуя возле станка микрометрами, измерительными линейками и прочими приспособлениями. Одним из крупных производителей нового поколения таких щупов является компания Heidenhain.
Щуп для измерения температуры и электрощуп
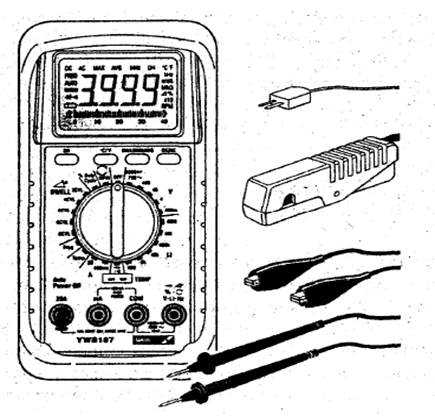
Измерения в нашей жизни играют очень большую роль, особенно в том случае, когда дело касается электропроводки в доме или прочей электроники. Для того чтобы проводить измерения в этой области, существует огромное количество самых разнообразных приборов. Щуп можно назвать посредником, который стоит между замеряемым объектом и приборами. Если объяснять простым языком, что представляет собой такой щуп, то это самая обычная проводка, которая предназначена для того, чтобы соединить прибор с величиной, которую нужно измерить. Это как раз тот карандашеобразный наконечник, который прикладывается к объекту.
Такие щупы выходят из строя быстрее, чем измерительные приборы, к которым они подключаются, поэтому часто приходится их приобретать дополнительно. В магазинах радиотехники имеется, конечно, достаточный выбор, но часто и он не удовлетворяет наши потребности, а все потому, что, несмотря на обилие форм и размеров таких «электро-карандашей», наконечник у них все равно довольно грубый, толстый, в общем, неудобный в работе, особенно с миниатюрными деталями. В таком случае многие опытные электрики делают их сами, подгоняя под свои требования.
Кроме электрощупов можно найти еще одну область, в которой необходим прибор с миниатюрным наконечником, который оперативно измерит желаемую величину. Это сфера температурных обследований. Иногда нет времени и возможности держать градусник в той среде, температуру которой следует измерить, также не всегда градусники поддерживают тот диапазон температур, с которым мы можем столкнуться в ряде последовательных замеров. Тогда и приходит на помощь щуп для измерения температуры. Это также небольшой и аккуратный по своему внешнему виду прибор, для получения результата на котором достаточно дотронуться его головкой до исследуемой поверхности.

Для всех таких щупов (как температурного, так и описанных выше) не нужна постоянная калибровка, они хорошо настроены уже у производителя, поверка нужна крайне редко, так что точность всегда будет на высоте. Они просты в использовании, могут работать в широком диапазоне температур, как отрицательных, так и положительных, а показания снимаются за доли секунды. Это полезно в тех случаях, когда долго находится в области измерений невозможно, или нет времени, например, холодильники или наоборот теплоносители. Успешно используется такой прибор при строительстве асфальто-битумных дорог и в других сферах.
- Автор: Михаил Малофеев
- Распечатать










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
