Как вывесить шатуны
Приведение шатунов в порядок. Часть 2. Развесовка шатунов. — DRIVE2
Давно хотел залезть в шатуны глубже, чем их производитель. ))В первой части я уже приводил результаты взвешивания шатунов. Отклонение в 4,5 грамма при заводской норме в 4 грамма меня здорово огорчило. Пока не закончились работы по обнижению и расточке ничего не делал, т.к. вес здорово изменился в меньшую сторону. В среднем каждый шатун стал легче на 10 грамм, с 681-685 до 669-671. Как видите разница сократилась, за счёт расточки в одну ось верхней и нижней головок шатунов. Вроде бы можно было ничего дальше не делать, т.к. вес в допуске, но я был уверен, что развесовка по головкам не идеальная и это подтвердилось на 100%.
Начитался интернета. стал городить конструкции для взвешивания. Благо приличные весы были приобретены заранее.

Сначала было так

Потом так.

И так.

Усложняем.
Сколько не делал этих конструкций, при взвешивании одного и тоже шатуна каждый раз получались разные результаты причем разница была в несколько грамм.В итоге я психанул и сделал нормальную конструкцию, подсмотренную у буржуев и одно видео здорово помогло. Это подвес на двух нитках к потолку мастерской (потолок низкий))). в оригинале подвес на высокой подставке) с одной стороны и подставка на весы — с другой. Вывешивание на нитках или цепочках необходимо что бы компенсировать неточность по осям. Используя нитки учитывайте, что они имеют свойство растягиваться, а оси шеек должны быть строго в горизонте. На подвес и подставку выточил из фторопласта два ролика по диаметру шеек, с возможностью из переставлять. Фторопласт легкий с низким сопротивлением трению и это как по мне лучший материал для такой приспособы. И наконец-то я стал получать повторяющиеся результаты!
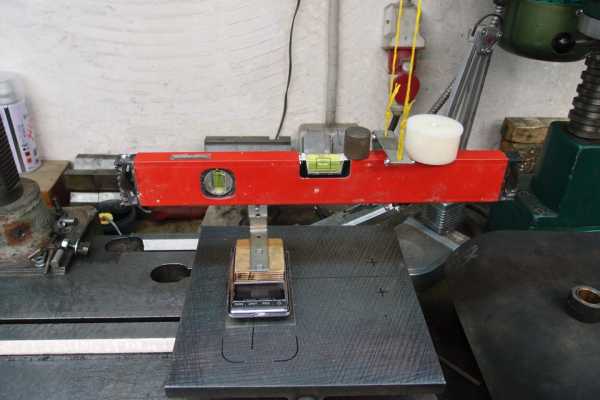
Проверка горизонтали. Грузик подобран по весу и имитирует шатун.

Правильная конструкция.
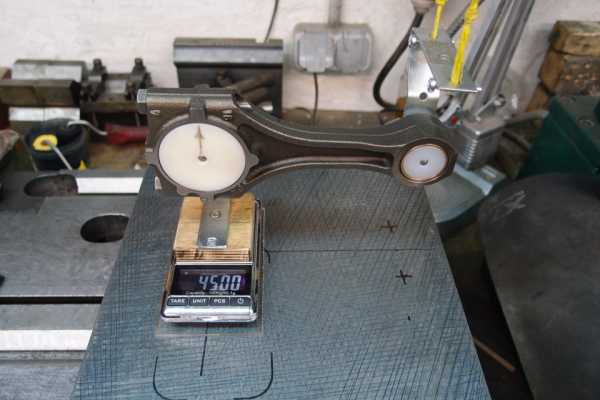 Потом я нарисовал на роликах стрелки, что бы взвешивать в одном положении ролика, т.к. заметил, что если ролик повернуть на 90 и больше градусов показания хоть немного но отличаются.
Потом я нарисовал на роликах стрелки, что бы взвешивать в одном положении ролика, т.к. заметил, что если ролик повернуть на 90 и больше градусов показания хоть немного но отличаются.

Финальная конструкция для взвешивания шатунов.
 Перевешивал каждый шатун не меньше 10-ти раз что бы получить гарантировано правильный средний вес. Данные как обычно записывал в таблицу. Их было даже несколько )) Сначала было так:
Перевешивал каждый шатун не меньше 10-ти раз что бы получить гарантировано правильный средний вес. Данные как обычно записывал в таблицу. Их было даже несколько )) Сначала было так:
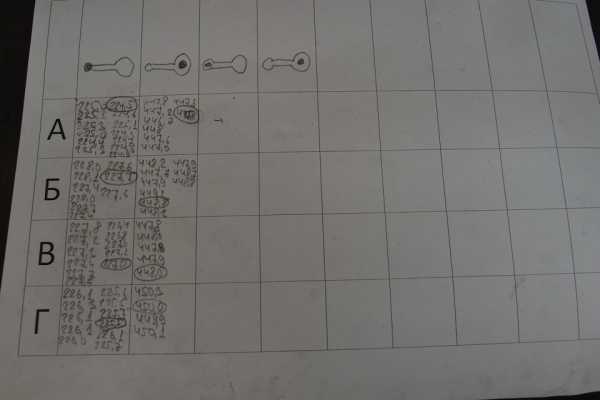 Видно что головки отличаются в весе на пару грамм. Начал облегчать крышки, снимая по чуть-чуть. Важно понимать, что снимая с крышки лишний вес, вы меняете развесовку и на верхней головке, т.к. общий вес шатуна меняется. Например, если у вас общий вес шатуна больше остальных на 2 грамма и нижняя головка весит больше среднего значения других шатунов именно на этот вес, нельзя просто снять оттуда все 2 грамма. Неизбежно будет перекос по весу. Поэтому я снимал по 0,3-0,5 грамма и параллельно взвешивал, записывая изменения. Потом наступил черёд верхних головок и окончательная подгонка. Вроде бы и веса снятые с шатунов были небольшие — где 1,5 , а где 0,5 грамма, но когда пилишь шатун это очень заметно. Последние десятые доли грамма снимал с верхних головок уже лепестковым наждачным кругом. Пусть будет красиво.
Видно что головки отличаются в весе на пару грамм. Начал облегчать крышки, снимая по чуть-чуть. Важно понимать, что снимая с крышки лишний вес, вы меняете развесовку и на верхней головке, т.к. общий вес шатуна меняется. Например, если у вас общий вес шатуна больше остальных на 2 грамма и нижняя головка весит больше среднего значения других шатунов именно на этот вес, нельзя просто снять оттуда все 2 грамма. Неизбежно будет перекос по весу. Поэтому я снимал по 0,3-0,5 грамма и параллельно взвешивал, записывая изменения. Потом наступил черёд верхних головок и окончательная подгонка. Вроде бы и веса снятые с шатунов были небольшие — где 1,5 , а где 0,5 грамма, но когда пилишь шатун это очень заметно. Последние десятые доли грамма снимал с верхних головок уже лепестковым наждачным кругом. Пусть будет красиво.
В итоге получились такие результаты.
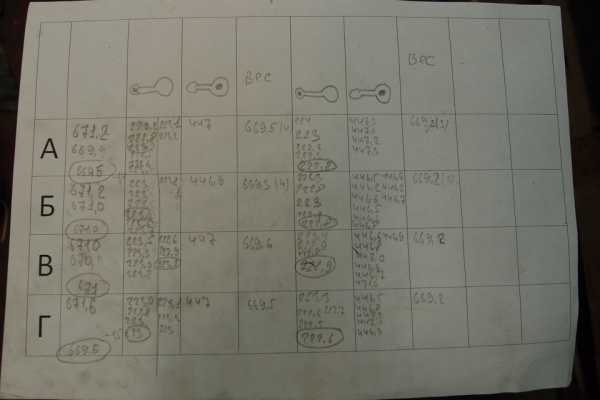
Окончательные измерения.
Подогнанные по весу шатуны: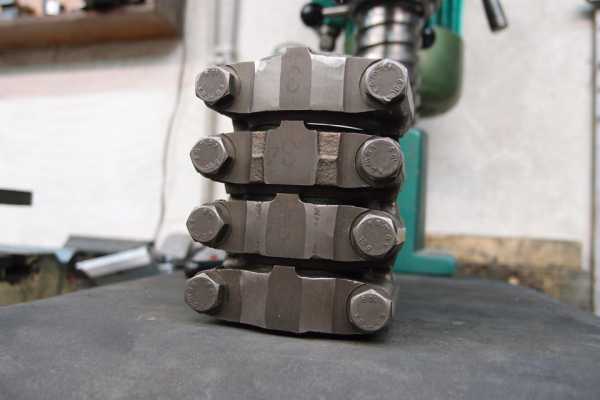
 Да, ещё. В самом начале перевесил новый комплект болтов, купленных заранее. Оригинал, мать его. Казалось бы что там этих болтов, но проще было вывести их сразу в один вес, с точностью до 0,01 грамма и не обращать внимание на их вес при последующих работах. На заднем плане фото видно листик с весом болтиков до подрезки и после.
Да, ещё. В самом начале перевесил новый комплект болтов, купленных заранее. Оригинал, мать его. Казалось бы что там этих болтов, но проще было вывести их сразу в один вес, с точностью до 0,01 грамма и не обращать внимание на их вес при последующих работах. На заднем плане фото видно листик с весом болтиков до подрезки и после.

 Потратил на все эксперименты с изготовлением приспособления для взвешивания, я около 4-х дней вечерами, а вывесил и привёл в соответствие шатуны за одну субботу.Вот как-то так.
Потратил на все эксперименты с изготовлением приспособления для взвешивания, я около 4-х дней вечерами, а вывесил и привёл в соответствие шатуны за одну субботу.Вот как-то так.
Следующая часть будет про поршни.
Шатуны: балансировка — бортжурнал ГАЗ 31 02i 4062.1 изумруд 2000 года на DRIVE2
Шатуны были перевтулены и теперь ожидают развесовки.Вообще в интернет представлено множество способов подбора шатунов по весу. И не все применимы к нашим шатунам.Лично я опробовал способ подвешивания на цилиндре, правда цилиндр был выпонен из доступного мне материала — оргстекла. Способ оказался малоэффективен — весы не могли стабилизировать значение, и при каждой укладке шатуна значение колебалось в диапазоне 15 гр.
Неудачный опыт

Неудачный опыт
Также попробовал опыт со спицей и качелями из оргстекла. Вывод — шатуны для данного способа слишком тяжелые и центр тяжести у всех находится примерно в одном месте. Подбирать центр тяжести с точностью до 0,01 не представляется возможным.
Совместными усилиями придумали следующую конструкцию:1. В тисках зажато лезвие канцелярского ножа. Щелью крышки на него кладется шатун.2. К середине весов приклеена канцелярская кнопка, на нее устанавливается верхняя головка шатуна.
Получается достаточно высокая повторяемость измерений в районе 0,2 гр. Таким образом можно без проблем вывесить верхнюю головку шатуна.
Также понадобятся еще одни весы для измерения общей массы шатуна.







Нюансы вывешивания шатунов:— Стачивание металла с верхнего прилива, уменьшает массу головки шатуна, но сточить можно не более 3гр.
— Стачивание металла с нижнего прилива, увеличивает массу головки шатуна в соотношении 3 к 1 (каждый снятый грамм с крышки, прибавляет ~0,3 к головке)
Исходя из этого план действий такой:Для начала надо найти шатун который будет ближе к эталону: самый легкий по общей массе, и в идеале средний из всех по массе головки.
Исходя из тезисов стачиванием верхнего и нижнего приливов добиваемся соответствия общей массы и массы головок шатунов.
Вообще процесс достаточно геморройный, и требует свежей головы и прямых рук ибо навредить очень легко.
Вот результат работы:


ШПГ уравновешивание — бортжурнал Saab 9-5 "Александра" 2004 года на DRIVE2
Здравствуйте.
Собственно САБЖСАБЖ то как это делаю я:Имеем по 4 стандартных б/у поршня палцы и шатуны
Вроде как бы и всё понятно и ясно они стандартны и потому надежны.
Но поскольку я решил провести эксперимент над мотором и убрать балансировачные валы появляется вопрос о балансировке всей ШПГ
Процесс балансировки примерно такой:Провешиваем все поршня и подгоняем в 1 весПровешиваем все пальцы и подгоняем в 1 весПровешиваем поршня с пальцами + кольца и подгоняем в 1 весПровешиваем основания шатунов и подгоняем в 1 весПровешиваем все шатуны и подгоняем в 1 весПровешиваем вкладыши и подбираем в 1 вес пары
Провешиваем всё в сборе и убеждаемся что у нас 1 вес =)
Много одинаковых слов не правда ли?)На деле же всё обстоит не так просто как кажется)
1 этап отдельно поршняНо где точить? для начала разберёмся в устройстве и физике поршня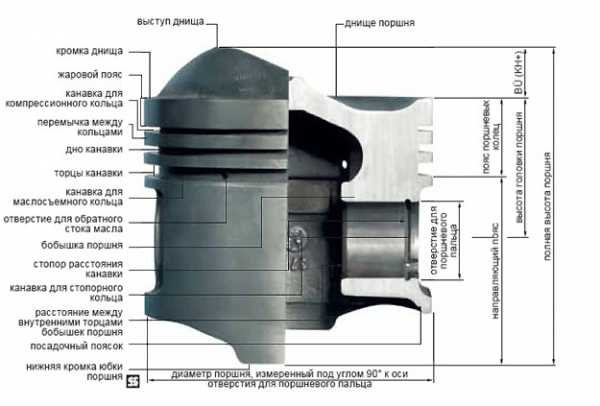
Устройство
Подробнее тутФизика такая: верхняя часть держит основную температурную нагрузку (жаровой пояс)Средняя часть (от верхнего до нижнего компрессионных колец ) держит давление и удерживает поршень в цилиндре и называется компрессионная часть поршня.Далее идёт направляющая часть. (юбка поршня) При чем в случае с современными двигателями в ней сделаны проточки перпендикулярные оси поршня и называемые холодильниками. ну да это нам не важно.Точат обычно холодильники тем самым подгоняя вес поршня в норму. Я решил пойти другим путём … Незначительно сточив нижнюю кромку поршня и сделав в ней проточку (проточка нужна для снижения температурных деформаций поршня)
Далее возник вопрос у одного товарища увидел что он дорабатывал поршень путем насверливания в нем отверстий для обратного стока масла (того который сняло маслосьёмное кольцо) вот этот товарищ: kenkeisi
Покурив форумы я понял что не лишена смысла данная затея. Дело в том что наши поршня скидывают масло только в момент подъёма вверх соответственно масло в них может застаиваться и нагорать. Также посмотрев на конструкцию многих поршней я убедился что очень многие тюнинговые поршня а также оригинальные имеют эти канавки. Что же эксперименту быть.
2ой момент доработки поршня заключается в том что я увеличиваю фаску на нижней кромке поршня тем самым предотвращая задиры этой кромкой и уменьшая тем самым вероятность образования элипсов.
Последний момент вызывает у меня сомнения и я пока не определился с тем стоит ли это делать или нет.Вобщем последний момент такой: некоторые люди дорабатывая свои поршня делают отверстия в юбке поршня (перпендикулярно пальцу поршня) тем самым улучшая смазку этих поверхностей.С одной стороны идея интересная с другой странная.Однако поршнях особо форсированных движков я встречал подобные отверстия.
Вопрос такой стоит ли?)
Ну и после всех процедур само сабой полировка юбки поршня и днища поршня. Зачем? А затем что на полированной поверхности хуже оседает масло уменьшая тем самым вероятность нагара.
Этап номер 2 — Балансировка пальца поршня (бобышки)Тут всё просто снимаем лишний металл с внутренней стороны бобышки подгоняя тем самым его в 1 вес.
Этап 3Укладываем на весы палец поршень и кольца комплектами и проверяем всё ли у нас одинаково весит? (предварительно кольца подгоняем по тепловому замку)
Нет ? меняем кольца из 1 комплекта на другой и подгоняем тем самым вес в единый.
Этап 4ый основания шатунов.
Устройство шатуна
Немного о шатунахМатериалы, из которых изготавливаются шатуны
С целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий.
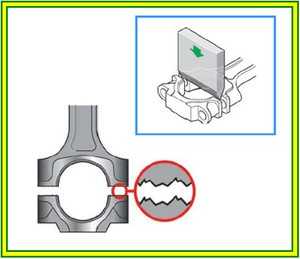
Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.

Укладываем шатун следующим образом: вершхушку шатуна кладём на некий предмет а основание на весы. Важно делать измерения максимально одинаково (иначе всегда будем получать разный результат)И подтачиваем основание шатунов таким образом чтобы разницы небыло =)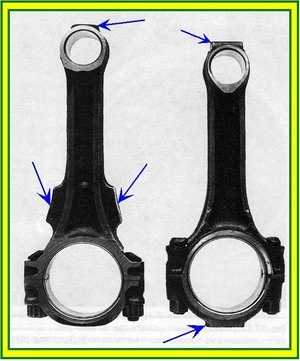
Места где стачивать
Этап 5тый шатуныТут также всё просто укладываем шатуны на весы подгоняем их в 1 вес путём стачивания излишков но уже с верхушки шатуна.
Этап 6той: вешаем все вкладыши по парно если веса отличаются меняем вкладыши между парами и добиваемся одного веса
Этап 7мой заключительный: укладываем комплект: Кольца, шатун, палец поршень и вкладыши в чашку и проверяем себя.
Каждое измерение делаем не менее 3х раз. для получения точной оценки.
Чего мы этим добиваемся? снижаем влияние инерции 2ого порядка и доводим её до 0 .
К слову самое большое отклонение на поршне у меня 3,98 граммаСамое больше отклонение на пальце 3,56 грамма
Шатуны померить такими весами не удалось (выходят за диапазон) поэтому буду брать обычные кухонные.
А вот примеры поршней которые имеют те доработки которые я описал:
1

2
Как облегчить шатуны
Главная » Ремонт и сервис » Как облегчить шатуны
Инструкция
Необходимо отобрать заводские шатуны с минимальными различиями в весе. Помните, что шатуны обрабатываются токарем на специальном станке, поскольку это очень «ювелирная» работа, требующая большой точности и внимательности.
Закрепите первый шатун в оснастку токарного станка и аккуратно, без лишних движений обтачивайте нижнюю головку по бокам, соблюдая симметричность осей вращения. Таким действием вы убираете лишний металл, за счет которого и отводится лишнее тепло. Взвесьте шатун на электронных весах с точностью минимум до 0,5 г. Такую операцию проделайте и с остальными тремя шатунами и не забывайте, что все они подгоняются под первый шатун и по весу должны быть почти одинаковыми, допускаются различия лишь в 0,1 грамм.
Закрепите шатун и начинайте обрабатывать нижнюю часть его крышки. Потом необходимо проверить ее на подвесную опору. Соблюдайте главное правило – не срезать ничего лишнего у основания и головки шатуна. При таком поэтапном облегчении происходит подгонка их по весу и сохранение центра масс самого шатуна, что и сохраняет одинаковые моменты инерции.
Начинайте обрабатывать верхнюю головку, но не забывайте, что после каждой операции их необходимо взвешивать и подгонять под первый шатун с минимальным весом. Помните, что центральную часть трогать не следует, чтобы не ослабить сам шатун. Но для обычного мотора можно сделать исключение и отшлифовать ее, тогда и вес уменьшится до 700 грамм в идеале.
Облегчением шатунов можно добиться изменения в весе нижней головки примерно на 110 грамм. Но будьте внимательны: с ножки снимать металл не стоит, так как на нее действуют силы сжатия и разрыва при каждом обороте коленвала, достигающие 10 тонн.
Коленвал – одна из самых дорогостоящих и главных деталей двигателя, определяющая его надежность. Для меньшего износа деталей и снижения шума указанную запчасть обычно облегчают. А как именно это сделать?

Инструкция
Осмотрите внимательно коленчатый вал. Проверьте износ шеек, биения, отверстия под подшипник и под болты крепления маховика. Подготовьте коленчатый вал к шлифовке. Сделайте правку при его искривлении. Это поможет избежать дальнейших проблем при работе в двигателе. Сначала установите вал в электропечь. Задайте температуру 160-200˚С и держите вал там в течении 30 минут – выдержите его. При этом точку наибольшего изгиба неровного вала положите под пресс. Затем уложите коленчатый вал коренными шейками на призмы пресса и сделайте правку трем средним шейкам. Отшлифуйте коленвал под нужный размер. Основными деталями шлифовки будут щеки и противовесы. Закрепите вал в патроны шлифовального станка шейкой и фланцем. Возьмите круги карбида кремния черного на керамической связке с размером зерна 46 и твердостью СМ2 или М2. Обратите внимание, что скорость вала при шлифовке должна быть 12-15 м/мин. Периодически охлаждайте вал 2-3% раствором кальцинированной соды. Сделайте предварительное или черновое шлифование коленчатого вала.Прозенкуйте отверстия на коренных шейках вала 14 мм сверлом после предварительной шлифовки. Затем тщательно продуйте масляные каналы сжатым воздухом.
Проделайте чистую шлифовку. Подточите более тщательно и аккуратно. По окончанию шлифовальных работ внутренние и наружные поверхности коленчатого вала промойте под давлением на специальной установке.
Приступите к окончательной обработке вала – отполируйте его. Для этого закрепите вал на специальном шлифовальном станке. Обратите внимание, что чрезмерное стачивание, т.е. шлифование, может привести к ухудшению работы двигателя на холостых, а при высоких нагрузках есть вероятность того, что коленчатый вал лопнет. Поэтому будьте внимательны при выполнении указанных действий.Видео по теме
Источники:
- Облегченный коленвал ваз 2106 цена
Полезный совет
Болты, затяжки и гайки крышек шатуна лучше заменять на новые.
Источники:
- Облегчение и развесовка шатунов
www.kakprosto.ru
Облегченный поршень. Зачем устанавливают? И можно ли сделать своими руками
Облегчение системы КШМ (кривошипно-шатунного механизма), может добавить свои плюсы в работе всего двигателя в целом. Многие тюнеры облегчают не только шатуны и коленчатый вал, но и сами поршни. Если идти дальше, то можно облегчить и сам маховик. Но для простого обывателя это очень сложная информация для усвоения. Многие слышали про поршни двигателя, многие даже видели вживую, но вот зачем их облегчать – не понимают! Сегодня я постараюсь рассказать вам простыми словами, про эту процедуру, а также в конце статьи будет небольшая инструкция для облегчения стандартных вариантов своими руками. Так что читайте …

ОГЛАВЛЕНИЕ СТАТЬИ
Для начала давайте вспомним, что такое поршень?
Это часть механизма КШМ (кривошипно-шатунного механизма), который имеет только одно назначение – нагнетание давления в цилиндре. Нагнетает давление при помощи движений вверх, а его в свою очередь толкает шатун, который связан с коленчатым валом. Эта конструкция всем известна и уже не нова. Хороша она или нет, это вопрос другой, но стоит отметить — КПД двигателя внутреннего сгорания крайне мал.
Если вы хотите понять принцип работы, то возьмите обычный пластиковый (аптечный) шприц для инфекций лекарств. У него также есть поршень иногда с прорезиненной прослойкой — он практически имитирует работу нашего металлического варианта.
Вспомнили – разобрались, дошли до облегченного варианта.
Зачем он нужен и для чего его устанавливают?
Если разобрать все по полочкам, то получается вот такая информация.
1) Облегчение позволяет двигателю работать с более высокими оборотами, это полезно для тюнинговых двигателей, например с компрессором. А как известно при высоких оборотах мощность возрастает.
2) Двигатель быстрее набирает обороты, ему не нужно тратить энергию на раскрутку тяжелых поршней.
3) Двигатель работает более ровно, уменьшается детонация. Посмотрите короткий, но познавательный ролик.
4) Ходит мнение, что увеличивается ресурс деталей. Так как испытываемые нагрузки уменьшаются в связи с уменьшение веса поршня.
Если подвести промежуточный итог, то получается – скоростнее (более высокие обороты), более уверенный старт с места, меньше детонации, больше ресурс.
Как обычно происходит облегчение?
Конечно, хочется понимать, благодаря чему снижается вес и чем жертвует конструкция?
Если посмотреть на строение «обычного» поршня, то можно увидеть полый цилиндр высотой примерно от 80 до 100 мм (это усредненные размеры). Такими они были на заре своего появления. Если подбить по весу, то получается примерно 500 – 600 грамм. То есть полкило летает вверх – вниз оттягивая на себя часть энергии. А чем больше обороты – тем больше энергии приходится тратить!
Теперь облегченный вариант, если сравнить его с «обычным» то:
Во-первых, уменьшают высоту, она (если опять взять усредненные размеры) – от 50 до 80 мм.
Во-вторых, уменьшают вес, конечно он значительно уходит от уменьшения высоты, но этого не достаточно, срезают еще и бока. Получается так называемый «Т-образный» облегченный поршень. «Т-образный» потому что если посмотреть на него с одного боку он напоминает букву «Т», кстати некоторые называют «треугольный».
Единственное что оставляется неизменным это верхняя площадка, кстати, некоторые могут иметь проточки нужные при обрыве ремня ГРМ.
Такие вариации могут снизить приличную массу, средний вес облеченного варианта – около 250 грамм. Что в два раза легче. А с 4 штук, уходит более 1 килограмма! Для мотора это очень существенно.
Как сделать своими руками?
Знаю многих мучает такой вопрос – как из обычного, сделать облегченный поршень и вообще возможно ли это?
Конечно возможно, причем некоторые умельцы вытачивают и срезают лишнее в своих гаражах. Однако хочется отметить — что нужны точные размеры под срезы, а также «развесовка» и «балансировка».
Срезают как обычно высоту и бока.
Работа очень трудоемкая и точная, если что-то сделаете не правильно, то поршень идет на свалку. Поэтому лучше сначала вычислить размеры на бумаге-компьютере.
Далее нанести контур карандашом, затем закрепить по этому контуру метки. Многие их отмечают клеящейся бумагой (можно и малярным скотчем), другие рисуют нестирающимся маркером (например — перманентным).
После можно срезать не нужную часть на специальном станке, либо можно отрезать болгаркой или специальными насадками на дрель.
Опять же отмечу, срез должен быть точный, либо баланс поршня будет нарушен и у двигателя будет большая детонация. Так что если ни разу этим не заниматься, нужно обратиться к «тюнерам» вашего города. Возможно они уже это проходили.

А из личного опыта скажу, иногда лучше купить уже готовый комплект для вашего агрегата, они также продаются в большом количестве на интернет площадках.
А теперь смотрите большое видео, как установить облегченне покупные поршни на двигатель ВАЗ
Наверное на этом все, думаю это информация была вам полезной. Читайте наш АВТОБЛОГ.
avto-blogger.ru
Тюнинг (доработка) шатунов двигателя ВАЗ.Облегчённые шатуны ВАЗ 2101 и ВАЗ 2108
Похожее видео
Ремонт кпп ваз 2114Просмотров: 507
Замена гидрокомпенсаторов ВАЗ-2112 (21124/21126)Просмотров: 260
ВАЗ 2112 ремонт кппПросмотров: 256
Как почистить дроссельную заслонку на ВАЗ 2114, 2115, 2110Просмотров: 287
Стоит гильзовать блок двигателя или нет?Просмотров: 164
Замена радиатора отопителя ВАЗ 2110-2112Просмотров: 374
Ремонт головки ВАЗ 2112 16 (клапанов часть 2)Просмотров: 367
Сборка двигателя ВАЗ 2112Просмотров: 288
Отличия 16кл. двигателей Ваз подробный обзорПросмотров: 1276
videoremont-mashin.ru
Общие — R/S
Облегченные шатуны
Применяются для снижения инерционных масс.
Облегчённые шатуны позволяют добиться от мотора более высоких оборотов на продолжительное время.
Облегчение шатунов повышает крутящий момент ДВС, уменьшает механические потери, уменьшает расхода топлива, увеличивает динамику разгона автомобиля.
Облегчение шатуна, особенно верхней головки, уменьшает боковое давление на поршень.
Шатуны балансируются на специальном приспособлении, позволяющем развесить шатуны так, чтобы центр масс у всех находился в одной точке. Снято остаточное напряжение шатуна на таур-ножке, что обеспечивает его надёжность.
Каждый комплект развесован.
Каталог
Н-образные шатуны
Американская компания United Motors является поставщиком крупнейших концернов и одним из лидеров на рынке запасных частей в области комплектующих для бензиновых и дизельных моторов. В ассортименте поставок — поршневые группы, гильзы цилиндров, кольца, клапана, вкладыши и др. Модельный перечень охватывает запчасти не только для американских автомобилей, но и для автомобилей европейского и японского рынка.
Шатуны с Н-образным стержнем
(H-type или Н-образные шатуны)
В каких условиях работает шатун? Если в двух словах, шатун испытывает знакопеременные циклические нагрузки, которые пытаются его изогнуть. Для обеспечении требуемой жёсткости и геометрии выбираются габаритные размеры, материал и конструкция.
Теперь разберемся, откуда взялось название шатуны с Н-образным стержнем. Если такой шатун разрезать поперек, то в сечении он будет напоминать букву «Н». Строго говоря, у стандартных шатунов профиль поперечного сечения тоже напоминает букву «Н», только и повернутую на 90 градусов. На первый взгляд эффект от применения Н-образного шатуна не виден вовсе. Так для чего используют Н-образные шатуны, и что даёт их применение?
Н-образный профиль позволяет снизить массу шатуна в среднем в 1,4 раза, что, в свою очередь, даёт лучшую приёмистость и уменьшает инерционные нагрузки в двигателе. Уменьшение массы не отражается на прочности Н-образного шатуна, поскольку такой профиль по-другому воспринимает нагрузки и испытывает другие — меньшие — напряжения. Н-образный шатун за счёт применяемого профиля в несколько раз жёстче в поперечном сечении, чем стандартный, а соответственно, способен выдерживать большие нагрузки, которые возникают, например, в форсированных (турбированных) двигателях.
Такие преимущества достигаются не только за счёт конструкции, но и за счёт применения специальных материалов: для производства Н-образных шатунов используют сталь с высоким содержанием хрома и добавлением никеля и молибдена.
Отдельно стоит сказать и о технологии производства. И те, и другие шатуны производятся способом горячей штамповки (ковки). Но многое зависит от дальнейшей обработки деталей. У стандартного шатуна обрабатывают верхнюю и нижнюю головки, у Н-образного шатуна обработке подвергаются все поверхности, что существенно снижает шероховатость и, как следствие, гидродинамические потери.
Есть ещё ряд технологических преимуществ, о которых обязательно стоит упомянуть. В «стандарте» нижние крышки шатуна крепятся болтами и гайками, тогда как в Н-образном шатуне крепление крышки НГШ (нижней головки шатуна) производится болтом к телу самого шатуна. Для производства болта также применяется сталь с добавлением хрома и никеля, а сам болт проходит термообработку (закалку ТВЧ).
Но если Н-образные шатуны так хороши, почему их не применяют в серийных моторах? Ответ прост. Во-первых, более сложная технология производства удорожает стоимость таких шатунов в несколько раз, что не выгодно владельцу серийного автомобиля, эксплуатирующему свой двигатель в обычных условиях. Во-вторых, реальные преимущества от применения Н-образных шатунов выявляются только при работе на высоких оборотах: более 5000 об./мин. Именно поэтому применение шатунов со стержнем Н-образного сечения в стандартных двигателях считается неоправданным в отличие от форсированных моторов, в которых меньшая масса шатуна с сохранением требуемой жёсткости и прочности играют важную роль.
Масса Н-образного шатуна United Motors составляет 530 грамм. Шатуны подобраны по весу: разница между деталями из одного комплекта (4 штуки) не превосходит 1,5 грамма. Прочность по сравнению со стандартными деталями повышена на 20-30%.
Диаметр нижней головки предлагаемых шатунов выполнен в расчёте на шатунные шейки коленвала «нормального» диаметра и укладывается в следующий допуск: 51,33/51,35 мм. В верхнюю головку шатуна запрессована бронзовая втулка, имеющая после обработки внутренний диаметр 21,98/22,00 мм. Таким образом эти шатуны должны работать с теми поршнями, у которых пальцы -плавающие.
Н-образные шатуны United Motors являются по сути эксклюзивным товаром — впервые детали для тюнинга двигателей переднеприводных ВАЗов произведены не в условиях мастерских, а промышленным способом.
Сейчас мы проанализируем то, как на двигатель влияет соотношение диаметра кривошипа коленчатого вала и длинны шатуна — R/S (rod to stroke ratio).
Большинство считают что идеально приемлемое R/S = 1,75.
Большой R/S:
+ поршень дольше находится в ВМТ
+ оптимальное горение топливной смеси
+ наиболее полное сгорание топливной смеси
+ выше давление на поршень после прохождения ВМТ
+ выше температура в камере сгорания.
Результат: плюсы на средних и высоких оборотах. Уменьшается трение поршня и цилиндра, что немаловажно.
- ухудшение наполнения цилиндров на невысоких частотах вращения КВ
- появление детонация в результате повышенной температуры в камере сгорания и долгого нахождения поршня в ВМТ.
Малый R/S:
+ более высокая скорость движения поршня от ВМТ
+ более быстрое нарастание разряжения
+ неплохая скорость наполнения цилиндров на низких и средних частотах вращения КВ
+ скорость движения топливовоздушной смеси выше
+ более однородная смесь
+ улучшение сгорания.
Результат: с малым R/S требования к доработке и диаметрам каналов ГБЦ ниже, чем с большим.
- угол наклона шатуна больше
- сила, толкающая поршень в горизонтальной плоскости больше
- нагрузка на шатун больше (в особенности на центр)
- дальнейшее разрушение шатуна: под углом примерно 45 гр. к оси шатуна рвется на нижней или верхней частях головки
- нагрузка на стенки блока цилиндров больше
- нагрузка на поршни и кольца больше
- температура во время работы выше
- трения больше
- изнашиваются стенки цилиндра, колец
- ухудшается условие смазки.
Максимальная скорость поршня приходится на угол около 80 градусов поворота коленчатого вала от ВМТ, для мотора с коленвалом 74,8 мм при 5600 оборотов в минуту она равна 22,92 м/с при шатуне 121 мм., и 22,80м/с., при шатуне 129 мм. Наиболее весомым является зависимость ускорения поршня от длины шатуна. Большие значения ускорения положительно влияют на наполнение цилиндров на малых оборотах, что ведет к «тяговитости» двигателя в следствии лучшего наполнения. Но на высоких оборотах из-за инерционности потока во впускной трубе происходит эффект запирания на впускном клапане (т.е объем цилиндра над поршнем растет быстрее, чем может заполняться через клапанную щель, что ведет к ухудшению наполнения и мощностных характеристик на высоких оборотах). В случае длинного шатуна на малых оборотах происходит обратный выброс смеси, но на высоких нет явления запирания.
По вполне понятным причинам, АВТОВАЗ комплектует свои моторы шатуном 121 мм (он обеспечивает 83-му мотору R/S = 1,7, что вполне удовлетворительно). Но для «тюнингёров», использующих КВ с большим радиусом кривошипа, шатун 121 мм обеспечивает не очень хорошее отношение R/S, поэтому существуют и продаются шатуны с большей длинной – 129, 132 мм. Ещё не стоит забывать, что «экстра ходы» поршня компенсируются уменьшением компрессионной высоты поршня (смещением поршневого пальца вверх) или увеличением высоты блока цилиндров. Т.к. компрессионную высоту можно уменьшать до определенного предела, то следующим шагом будет замена блока цилиндров на более высокий, что повлечёт за собой немалые расходы финансовых средств. Все эти действия направлены для того, чтобы увеличить значение R/S.
www.for-mash.ru










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
