Шатунные вкладыши приора
Дефектовка деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
 После разборки при капитальном ремонте двигателя Лада Приора тщательно очистите, промойте и просушите все детали. После этого, необходимо провести ревизию и решить, что подлежит замене, а что можно поставить на место вновь. В этой статье мы поговорим о деффектовке деталей двигателя Лада Приора при проведении капитального ремонта двигателя.
После разборки при капитальном ремонте двигателя Лада Приора тщательно очистите, промойте и просушите все детали. После этого, необходимо провести ревизию и решить, что подлежит замене, а что можно поставить на место вновь. В этой статье мы поговорим о деффектовке деталей двигателя Лада Приора при проведении капитального ремонта двигателя.
Приспособления и инструмент необходимые при дефектовке деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
Последовательность операций при дефектовке поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
1. Очистите головку поршня от нагара. Если на поршне есть задиры, следы прогара, глубокие царапины, трещины, замените поршень. Прочистите канавки под поршневые кольца. Это удобно делать обломком старого кольца.2. Прочистите отверстия для стока масла подходящим куском проволоки.
3. Проверьте зазоры между кольцами и канавками на поршне, предварительно очистив кольца от нагара.
 Номинальный зазор, мм:0,04–0,075 – верхнее компрессионное кольцо 1;0,03–0,065 – нижнее компрессионное кольцо 2;0,02–0,055 – маслосъемное кольцо 3.
Номинальный зазор, мм:0,04–0,075 – верхнее компрессионное кольцо 1;0,03–0,065 – нижнее компрессионное кольцо 2;0,02–0,055 – маслосъемное кольцо 3.
Предельно допустимый зазор для всех колец 0,15 мм.
Последовательность операций при дефектовке колец и снятии размеров поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
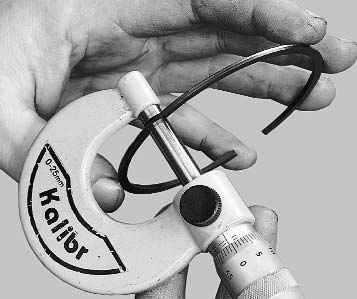
4. Наиболее точно зазоры можно определить замером колец и канавок на поршне. Для этого замерьте микрометром толщину колец в нескольких местах по окружности, затем с помощью набора щупов замерьте ширину канавок также в нескольких местах по окружности. Вычислите средние значения зазоров (разница между толщиной кольца и шириной канавки). Если хотя бы один из зазоров превышает предельно допустимый, замените поршень с кольцами.
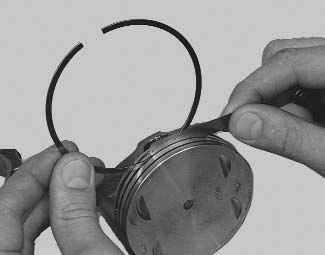
5. Измерьте зазоры в замках колец, вставив кольцо в специальную оправку. При отсутствии оправки вставьте кольцо в цилиндр, в котором оно работало (или будет работать, если кольцо новое), продвиньте поршнем как оправкой кольцо в цилиндр, чтобы оно установилось в цилиндре ровно, без перекосов и измерьте щупом зазор в замке кольца. Номинальный зазор должен быть 0,25–0,45 мм, предельно допустимый (в результате износа) – 1,0 мм. Если зазор превышает предельно допустимый, замените кольцо.
 6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
6. Если зазор меньше 0,25 мм, аккуратно сточите надфилем торцы кольца.
Последовательность операций при дефектовке и измерении размеров цилиндров двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
Рис. 1. Схема измерения цилиндра
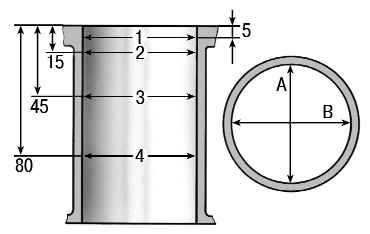
7. Измерьте диаметры цилиндра в двух перпендикулярных плоскостях (рис. 1) (В — вдоль, А — поперек блока цилиндров) и в четырех поясах (1, 2, 3 и 4). Для этого необходим специальный прибор — нутромер. Номинальный размер цилиндра (см. табл. 5.1), овальность и конусность не должны превышать 0,05 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке поршня расчетный зазор между ним и цилиндром был 0,025–0,045 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, имеющих специальное оборудование.
Таблица 1 Номинальные размеры цилиндров и поршней
8. Проверьте отклонение от плоскостности поверхности разъема блока с головкой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:– в середине блока;– в продольном и поперечном направлениях;– по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между линейкой и плосколстью. Это и есть отклонение от плоскостностию. Если отклонение превышает 0,1 мм, замените блок.
Последовательность операций при смежном измерении размеров цилиндров и поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
9. Проверьте зазоры между поршнями и цилиндрами. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025–0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры и установите поршни соответствующего ремонтного размера. Измерьте диаметр поршня на расстоянии 10 мм от нижнего края юбки в плоскости, перпендикулярной поршневому пальцу.10. При замене деталей шатунно-поршневой группы необходимо подобрать поршни к цилиндрам по классу и одной группы по массе, а также поршневые пальцы к поршням по классу и шатуны по массе. Для подбора поршней к цилиндрам вычислите зазор между ними. Для удобства подбора поршней к цилиндрам их делят в зависимости от диаметров на пять классов через 0,01 мм: A, B, C, D, E (табл. 5.1). В запасные части поставляют поршни номинального размера трех классов: A, C, E и двух ремонтных размеров (1-й ремонтный размер — увеличенный на 0,4 мм, 2-й — на 0,8 мм).
 По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы. Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».
По массе поршни разбиты на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигатель должны быть установлены поршни одной группы. Для поршней ремонтных размеров в запчасти поставляют кольца ремонтных размеров, увеличенных на 0,4 и 0,8 мм. На кольцах 1-го ремонтного размера выбито число «40», 2-го – «80».
11. Обозначения класса цилиндров выбиты на нижней плоскости блока (привалочная поверхность под масляный картер) напротив каждого цилиндра.

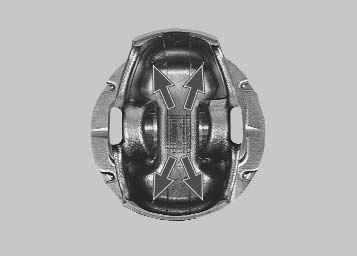
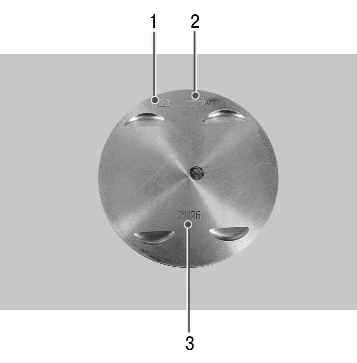
12. На днище поршня выбиты следующие данные: 1 – класс поршня по диаметру; 2 – стрелка, показывающая направление установки поршня; 3 – модель двигателя.
Дефектовка палцев поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
13. Пальцы с трещинами замените. Палец должен легко входить в поршень от усилия большого пальца руки. Вставьте палец в поршень. Если при покачивании пальца ощущается люфт, замените поршень. При замене поршня подберите к нему палец по классу.

14. Замените сломанные кольца и расширитель маслосъемного кольца.

Дефектовка стопорных колец пальцев поршней двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
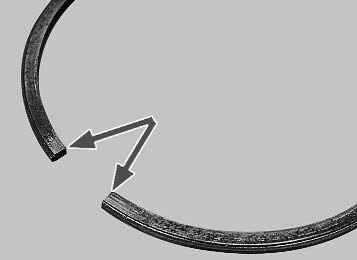
15. Замените сломанные или треснувшие стопорные кольца, удерживающие поршневой палец. Концы стопорных колец должны находиться в одной плоскости. Погнутые кольца замените.

Дефектовка шатунов двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
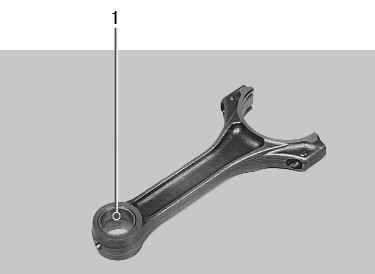
16. Замените погнутые шатуны. Замените шатун, если во втулке 1 верхней головки есть задиры и глубокие царапины. Замените шатун, если при разборке двигателя обнаружено, что шатунные вкладыши провернулись в шатуне.
ПредупреждениеШатуны обрабатывают совместно с крышками, поэтому их нельзя разукомплектовывать.
17. Вставьте палец в верхнюю головку шатуна. Если при покачивании пальца ощущается люфт, замените шатун. Шатуны в сборе с крышками по массе верхней и нижней головок разделены на классы.

18. В двигатель должны быть установлены шатуны одного класса. Маркировка шатуна нанесена на нижней головке и крышке шатуна.
Последовательность операций при дефектовке и измерении размеров коленчатого вала двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
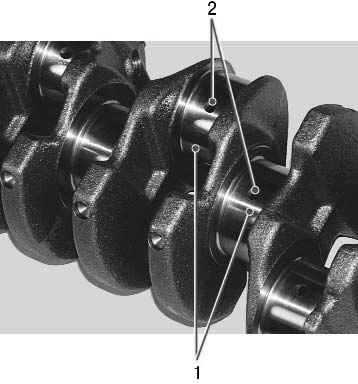
19. Если на поверхностях, по которым работают сальники, есть глубокие риски, царапины, забоины, коленчатый вал необходимо заменить.

20. Измерьте коренные и шатунные шейки коленчатого вала. Номинальные диаметры шеек коленчатого вала, мм:
– коренных – 50,799–50,819;– шатунных – 47,830–47,850. Если износ или овальность шеек превышает 0,03 мм, нужно прошлифовать их до ближайшего ремонтного размера.Существует четыре ремонтных размера с уменьшением диаметра шеек, мм:– первый – 0,25;– второй – 0,5;– третий – 0,75;– четвертый – 1,00.

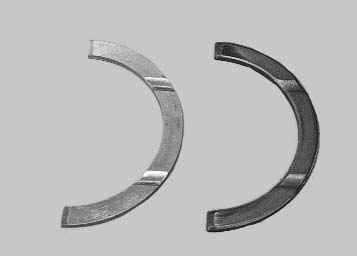
22. Если на рабочих поверхностях упорных полуколец есть задиры, риски и отслоения, замените полукольца. На полукольцах запрещается проводить любые подгоночные работы.
23. Измерьте осевой зазор коленчатого вала. Для этого установите коленчатый вал и упорные полукольца в блок цилиндров и затяните болты крепления крышек коренных подшипников (см. «Сборка двигателя»).
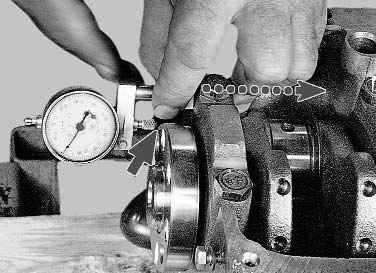
24. Установите индикатор так, чтобы его ножка упиралась во фланец вала. Сдвиньте коленчатый вал от индикатора до упора и установите стрелку индикатора на ноль. Сдвиньте вал в обратную сторону. Индикатор покажет величину зазора. Номинальный осевой зазор коленчатого вала 0,06–0,26 мм, предельно допустимый – 0,35 мм. Если зазор превышает предельно допустимый, замените упорные полукольца.
Последовательность операций при дефектовке и измерении упорных полуколец двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
В запчасти поставляются упорные полукольца двух размеров: номинального – 2,31–2,36 мм и ремонтного (увеличенного на 0,127 мм) – 2,437–2,487 мм.
25. Осмотрите шатунные и коренные вкладыши. Замените вкладыши с трещинами, задирами, выкрашиванием. На вкладышах запрещается проводить любые подгоночные работы.Номинальная толщина вкладышей, мм:– коренных – 1,824–1,831;– шатунных – 1,723–1,730.Вкладыши поставляются в запасные части четырех ремонтных размеров, увеличенной толщины, мм:– первый — на 0,25;– второй — на 0,50;– третий — на 0,75;– четвертый — на 1,00.26. Проверьте зазоры между вкладышами коренных подшипников и шейками коленчатого вала. Эту работу рекомендуется выполнять в специализированной мастерской. Измерьте диаметры шеек и коренных подшипников, установив крышки с вкладышами на блок и затянув их со ответствующими моментами. Вычислите зазор. Зазоры между вкладышами и шейками коленчатого вала:– коренные подшипники (номинальный 0,026–0,073 мм, предельно допустимый 0,15 мм);– шатунные подшипники (номинальный 0,02–0,07 мм, предельно допустимый 0,1 мм).
Если зазор превышает предельно допустимый, коленчатый вал необходимо прошлифовать под следующий ремонтный размер.
ПредупреждениеПри перешлифовке шатунных и коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например Ш 0,25 и К 0,25 соответственно.

27. В специализированной мастерской можно измерить биение шеек коленчатого вала.Биение должно составлять:– коренные шейки и посадочная поверхность под ведущую шестерню масляного насоса не более 0,03 мм;– посадочная поверхность под маховик не более 0,04 мм; – посадочная поверхность под шкивы и сальники не более 0,05 мм.
Общие рекомендации при дефектовке деталей двигателя 21126 на автомобиле ВАЗ 2170 2171 2172 Лада Приора (Lada Priora)
28. Тщательно прочистите и промойте масляные каналы коленчатого вала. 29. Не рекомендуется выпрессовывать заглушки самостоятельно, для этого обратитесь в специализированную мастерскую.

30. Тщательно очистите поверхности блока цилиндров от остатков старых уплотнительных прокладок. Внимательно осмотрите блок. Если обнаружите трещины, блок надо заменить в сборе с крышками коренных подшипников.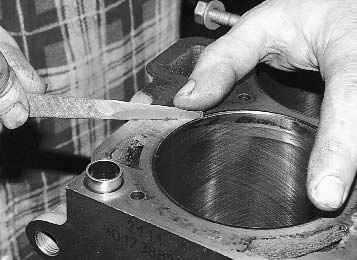
31. Проверьте герметичность рубашки охлаждения блока цилиндров. Для этого заглушите отверстие под водяной насос (установив насос с прокладкой) и залейте антифриз в рубашку охлаждения. Если в каком-нибудь месте заметна течь, значит, блок негерметичен и его надо заменить.
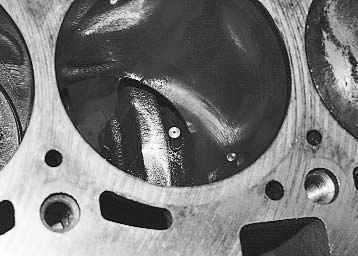
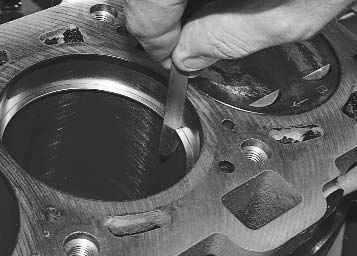
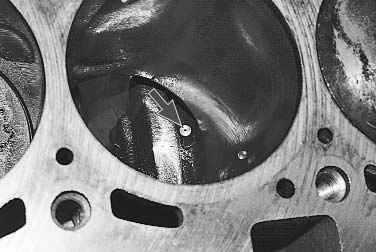
32. Осмотрите цилиндры. Если на зеркале цилиндров есть царапины, задиры, раковины и другие дефекты, расточите цилиндры под ремонтный размер (эту работу рекомендуется выполнять в специализированной мастерской) или замените блок цилиндров. При различных дефектах глубиной более 0,8 мм блок ремонту не подлежит и его надо заменить. 33. Очистите нагар в верхней части цилиндров. Если там образовался поясок вследствие износа цилиндров, снимите его шабером.

34. Проверьте наличие форсунок для охлаждения днища поршня и прочность их посадки в отверстиях постелей блока цилиндров.
3.3.20 Проверка состояния и подбор вкладышей коренных и шатунных подшипников
Проверка состояния и подбор вкладышей коренных и шатунных подшипников коленчатого вала
Проверка состояния| Несмотря на то, что подшипники коленчатого вала в процессе капитального ремонта двигателя подлежат замене в обязательном порядке, старые вкладыши следует сохранить с целью внимательного изучения их состояния, результаты которого могут дать много полезной информации об общем состоянии двигателя. На иллюстрации приведены примеры типичных дефектов вкладышей подшипников. |
Подбор вкладышей
В случае износа или повреждения вкладышей коренных подшипников, а также, когда не удается добиться правильной величины рабочего зазора (см. Раздел Установка коленчатого вала и проверка рабочих зазоров коренных подшипников или Установка шатунно-поршневых сборок и проверка величины рабочих зазоров в шатунных подшипниках коленчатого вала), ситуация может быть исправлена описанным ниже способом, путем подбора и установки новых вкладышей. Если коленчатый вал подвергался проточке, он должен быть укомплектован вкладышами соответствующих ремонтных (с принижением) размеров (в этом случае приведенная ниже процедура производиться не должна). Обычно подбор вкладышей осуществляют специалисты, производившие проточку шеек вала. Вне зависимости от методики определения требуемого размера вкладышей рабочие зазоры подшипников должны быть затем проверены с применением измерительного набора Plastigage (см. ниже).
| Если не удается скорректировать должным образом величину рабочих зазоров путем подбора вкладышей, вал следует заменить. |
| 2. Если цветовая маркировка старого вкладыша утрачена, отыщите маркировку, выбитую на блоке в районе расположения крышки соответствующего подшипника. |
|
|
| 4. При подборе новых вкладышей воспользуйтесь соответствующей идентификационной картой цветовой маркировки подшипников. |
Идентификационная карта выбора вкладышей коренных подшипников коленчатого вала для 4-цилиндровых двигателей - используйте маркировку, нанесенную на блок двигателя, и сборку коленчатого вала, например: маркировка С3 означает необходимость установки вкладышей желтого и зеленого цветов (где они должны быть разного цвета), причем любой из них может быть установлен как в крышку подшипника, так в его постель в блоке
| На 4-цилиндровых двигателях литерно-цифровая маркировка класса подшипниковых шеек нанесена на щеке первого кривошипа или выбита по соседству с каждой шейкой в отдельности. |
Идентификационная карта выбора вкладышей шатунных подшипников коленчатого вала для 4-цилиндровых двигателей - используйте маркировку, нанесенную на щеки кривошипов и соответствующие шатуны, например: маркировка D4 подразумевает необходимость установки вкладышей синего цвета
Помните, что окончательным параметром, определяющим правильность подбора вкладышей, является результат измерения рабочих зазоров в подшипниках. С любыми вопросами смело обращайтесь к представителям фирменных сервис-центров компании Honda.
3.39 Замена вкладышей
Измерение зазора коренного подшипника| 1. УПОРНЫЕ БУРТИКИ СРЕДНЕГО КОРЕННОГО ПОДШИПНИКА 2. ДЕРЕВЯННЫЙ БРУСОК |
Замена вкладышей с демонтажом коленчатого вала
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||
|
Для того чтобы правильно определить размер вкладышей, нужно тщательно измерить зазоры в подшипниках. Можно использовать любой из описанных ниже способов измерения. Однако способ А предпочтительнее, так как обеспечивает более надежные результаты.
ПредупреждениеВ методе А измерения используются для расчетного определения зазора. Метод В предполагает непосредственное измерение зазора. Кроме того, метод В отличается тем, что не позволяет определить биение подшипника.
Не допускается установка вкладышей различного номинального размера в один коренной подшипник.
МЕТОД А| ПОРЯДОК ВЫПОЛНЕНИЯ | |||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
|
Вкладыши коренных подшипников не должны иметь царапин, рисок от напильника и должны устанавли ваться в постели без дополнительных прокладок. Не следует браться руками за поверхности трения вкладышей, иначе жировые выделения пальцев могут оставить следы на покрытии вкладыша.
Следует убедиться в чистоте отверстий крышек и сопрягаемых поверхностей крышек и опор блока. Описание монтажа уплотнения в крышке заднего коренного подшипника приведено ниже.
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||
|









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
