Сварка чугунного блока двигателя
Электроды для сварки автомобильного чугунного блока

Основной задачей сварщика при ликвидации повреждений на деталях из чугуна является получение прочных соединений и предотвращение появления новых трещин. Диаметр электрода, величина тока и длина дуги характеризуют режим ручной дуговой сварки. Зависимо от толщины сварного металла выбирается диаметр электрода.
Для сварки чугунного блока, где толщина металла равна 4-8 мм, в основном применяют электроды, диаметр который равен 3-4 мм. Величину тока выбирают из расчета 30-40 ампер на миллиметр диаметра электрода. К примеру, с применением электрода МНЧ-2, диаметр которого 3 мм, сварку производят при величине тока 90А, а при использовании электрода ОЗЧ-6, при аналогичном диаметре величина тока 80-100А. Сварки чугуна железно-келевыми электродами отличается от техники сварки стали.
Для сварки деталей с тонкими стенками применяют короткую дугу ограниченными участками 15-40 мм. Длина швов зависит от толщины стенки, чем тоньше стена, тем короче швы. В целях равномерного распространения тепла, которое выделяется при сварке, используют обратноступенчатый метод наваривания швов. При каждом последующем наложении шва необходимо использование проковки металла, с целью уплотнения наплавленного металла, а так же снизить напряжение стенки.
Проковка выполняется при помощи лёгких ударом молотка. Следующий участок сваривают только после охлаждения металла до 50-70С. Угол электрода к поверхности сварки должен составлять 70-85°. Необходимо, чтобы разница колебаний длины дуги составляла 2мм, от 3 до 5, с целью улучшения выводы газов. Чаще всего чугунные детали загрязнены всевозможными включениями, соответственно металл электрода хуже взаимодействует с такой поверхностью.
В подобных случаях применяется капельно-порционный метод сварки. После возбуждения дуги, электрод уводят от поверхности металла на максимальную длину, и на непродолжительное время удерживают в зените. При таком методике газы и другие включения выгорают намного эффективнее. При опускании электрода с него падают крупные капли металла, после, дугу обрывают и делают перерыв(10-15 с). Под действием температуры происходит процесс очистки металла от загрязнений. Далее снова нужно возбудить дугу и сплавить следующую порцию металла электрода.
И так продолжают накладывать шов до полной сварки щели. Применяя данный способ нужно избегать перегрева металла, а сварку вести небольшими участками и использовать проковку шва после его наложения, а также выдерживать пока наплавленный металл охладится. Необходимо также учитывать, что при сварке данным способом шов делают из двух или трёх слоёв, с целью увеличения плотности и прочности шва и используют электроды типа ОЗЧ, которые обеспечивают большую пластичность полученного шва.
Другой проблемой при сварке трещины является герметичность шва, если, даже используя послойную проковку, герметичность не всегда бывает ожидаемой. Для достаточной герметизации шва применяют обработку его эпоксидным клеем. Предварительно шов необходимо зачистить и обезжирить растворителем № 646, или, в крайнем случае, бензином, и только после этого кладут слой клея. Однако не рекомендуется применять эпоксидный клей для тех мест детали, где она нагревается при работе выше 120°С., а также на участках, где на деталь оказывают влияние силовые нагрузки.
В случаях, если применение клея невозможно, то используют метод «приржавления» для герметизации швов. Суть его в том, чтобы смочить шов раствором 10% хлористого аммония, вследствие чего происходит коррозия шва, который выполнен медно-железным электродом, а продукты её крепко закупоривают поры. Способ не очень известен в современном авторемонте, поэтому применяется довольно редко.
Электроды АНЦЭлектроды для наплавки меди
Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
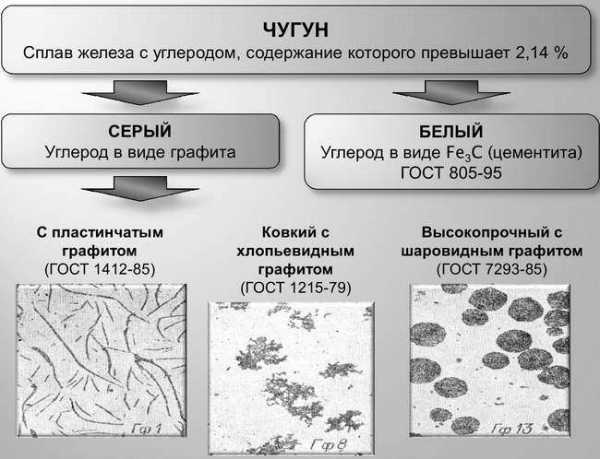
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
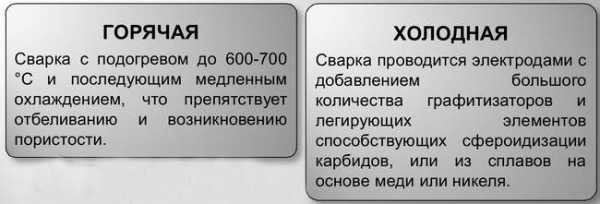
К горячей относится и полугорячая.
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
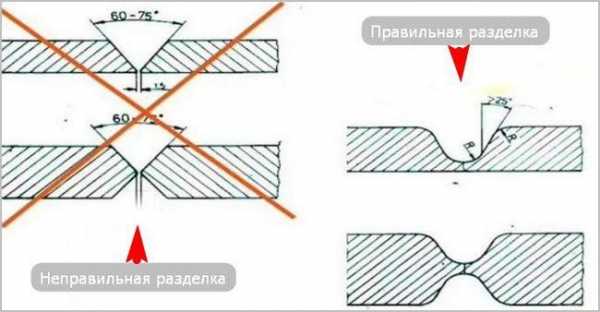
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс: острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
Сам процесс:
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
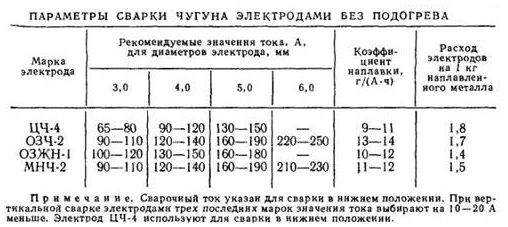
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
(2 оценок, среднее: 4,00 из 5) Загрузка...Сварка чугуна электродом в домашних условиях - правильная технология
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов — основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться — образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Рекомендуем! Сварка швов в различных пространственных положенияхМетоды сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения. Нагрев осуществляется в печах, газовыми или другими горелками. Для домашних условий такой метод подходит с натяжкой, ведь помимо нагревающего прибора, нужно знать в какие моменты можно работать в месте сварного соединения, как остудить металл и много других нюансов.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ — не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.
Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем. Если вы решили заделать трещину, то металл нужно расчистить до ее окончания, и в этом месте засверлить отверстие диаметром 10 мм.
Разделка трещины при сварке чугунаОтдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
Рекомендуем! Сущность и режимы газовой ацетиленовой сварки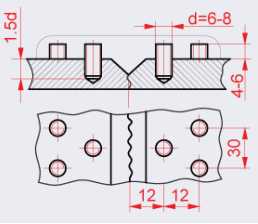
2. Разделка кромок.
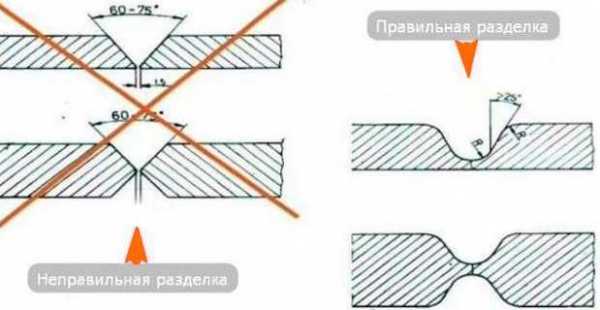
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 — 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните — когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE)
Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE) Всем доброго времени суток,собственно имеется блок альмера классик(QG16DE) в результате дтп оторвало частично 2уха куда прикручиваеться передняя подушка двигателя,( разлом получился по резьбовой части на пополам) http://s45.radikal.ru/i110/1612/5d/cbb237d3ac6d.jpg фото повреждения нет но думаю суть понятна,так вот какой присадкой варить??покупал золотистого цвета пруток с никелем правда номер не помню,варил ей горячую часть турбины всё было хорошо не трещало,ремонтопригодно ли?Прикрепленные изображения
Сообщение отредактировал rus-TEAM: 24 December 2016 - 13:46
Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE) Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE)Спасибо
Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE)Варил блок IVEKO тоже ухо крепления передней подушки двигателя, варил MMA сваркой т.к. пруток реально не было возможности подать сначала попробовал ESAB 92.60 не пошли залипают, взял наши НЧ-2 3,2 мм прокалил и на полугорячую t примерно 200-300 градусов ток 120А заварил с добавкой усиливающих косынок тоже из чугуна, прогнали резьбу метчиком трещина была через одно отверстие, притянули к этому уху 3 болта М18*150 трубой и при установке за данное ухо зацепляли манипулятор вес движка от 1,5 до 2 т примерно, проверку прошел на отлично.
Сварка чугунного блока цилиндров двигателя нисан альмера классик(QG16DE) Кстати если есть П/А попробуй проволоку ESAB NICORE 55 сам не пробовал т.к у нее цена как за старенький Жигуль но друг пробовал сказал что все супер, в интернете нашел ее вот здесь http://www.avantcom....nicore-55-12-mm может как нибудь шефа разведу на катушку.








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
