Как проверить блок цилиндров на микротрещины
Поиск трещин в двигателе и в цилиндрах
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
После того как детали полностью очищены, необходимо осмотреть их на наличие дефектов. Обнаружить мелкие дефекты помогает увеличительное стекло. Самые ответственные детали должны быть проверены на отсутствие трещин с помощью специальных приборов магнитной и проникающей дефектоскопии. Внутренние детали, такие как поршни, шатуны и коленчатые валы, при обнаружении трещин подлежат замене. Трещины в блоке цилиндров и головке блока цилиндров часто удается отремонтировать. Технологии ремонта таких дефектов описаны в последующих разделах (рис. 10.10).
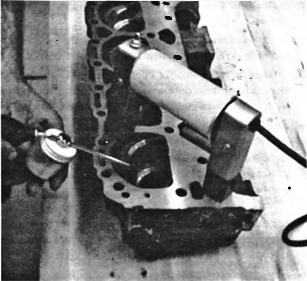
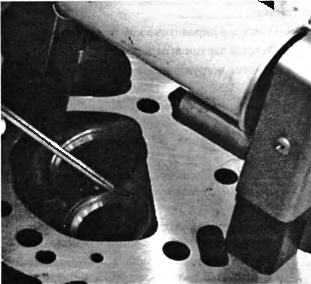
Рис. 10.10. Для проверки того, что след на стенке цилиндра представляет собой трещину, в охлаждающую рубашку был подан сжатый воздух и на поверхность цилиндра был нанесен мыльный раствор. Пузырьки воздуха подтвердили, что след на стенке цилиндра, несомненно, является трещиной
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ ТРЕЩИН
Метод проверки на наличие трещины с использованием магнитного поля имеет общепринятое название — магнитопорошковая дефектоскопия. Визуальным осмотром часто бывает невозможно обнаружить трещины в блоке цилиндров, головке блока цилиндров, коленчатом валу и других деталях. Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко используются специальные методы для проверки на отсутствие трещин всех ответственных деталей двигателя.
Метод контроля с использованием магнитного поля чаще всего используется для контроля стальных и чугунных деталей. Металлическая деталь двигателя (например, чугунная головка блока цилиндров) вносится в магнитное поле, создаваемое мощным электромагнитом. Силовые линии магнитного поля легко пронизывают чугун. Концентрация силовых линий магнитного поля возрастает на краях трещины. На поверхность проверяемой детали напыляется тонкодисперсный железный порошок, который скапливается в том месте, где концентрация силовых линий магнитного поля выше — по краям трещины (рис. 10.11-10.14).
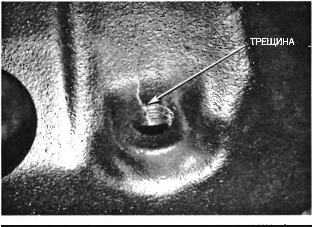
Рис. 10.11. Эта трещина в блоке цилиндров старого восьмицилиндрового V-образного двигателя Ford 289 была сделана, по-видимому, автомехаником, слишком усердно пытавшимся выкрутить пробку из блока. Он должен был бы прогреть перед этим пробку и пропитать резьбу парафином — не только для того чтобы облегчить себе работу, но и для того, чтобы уберечь двигатель от повреждения
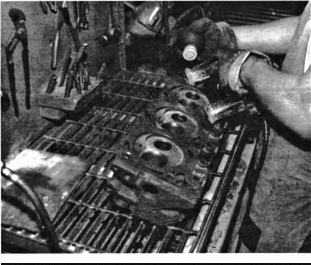
Рис. 10.12. Магнитопорошковый контроль, выполняемый на крупном ремонтном предприятии

Рис. 10.13. Светлый железный порошок концентрируется по краям трещин. На этой фотографии видна трещина в седле выпускного клапана, обнаруженная при проверке головки блока цилиндров
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО КРАСИТЕЛЯ
Контроль методом проникающего красителя используется для дефектоскопии поршней и других деталей, изготовленных из алюминия или другого немагнитного материала. Сначала на проверяемый участок поверхности разбрызгивается темно-красный прони-кающии краситель. После очистки на проверяемый участок поверхности напыляется белый порошок. При наличии трещины сквозь белый слой в месте дефекта проступит след красителя. Хотя этот метод применим также для контроля деталей, изготовленных из чугуна и стали (магнитных материалов), но обычно он применяется для контроля только изделий из немагнитных материалов, потому что методы магнитной дефектоскопии для их контроля непригодны.
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО ФЛУОРЕСЦЕНТНОГО ВЕЩЕСТВА
Флуоресцентный проникающии состав светится при облучении его ультрафиолетовыми лучами. Этот метод применим для контроля деталей из стали, чугуна и алюминия. Общепринятое название этого метода — Zyglo, является торговой маркой корпорации Magnaflux Corporation При ультрафиолетовом освещении в тех местах, где имеются трещины, видны яркие линии.
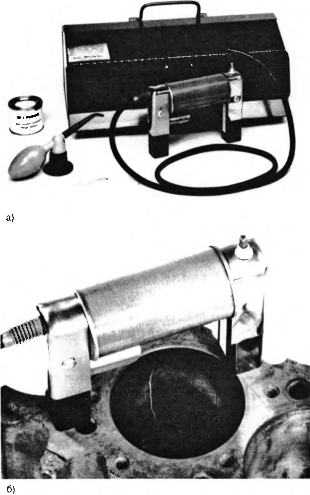
Рис. 10.14. Прибор для магнитопорошковой дефектоскопии (а). Так выглядит трещина в стенке цилиндра после того, как на стенку был нанесен мелкодисперсный железный порошок (публикуется с любезного разрешения компании George Olcott Company) (б)
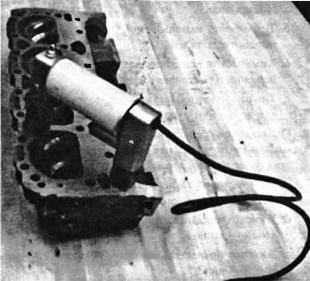
КОНТРОЛЬ ПОВЫШЕННЫМ ДАВЛЕНИЕМ
Головки блока цилиндров и блоки цилиндров часто испытывают на наличие утечек иод давлением сжатого воздуха. Все каналы охлаждения запечатываются резиновыми пробками или прокладками и в водяную рубашку(и) подается сжатый воздух от компрессора. Проверяемая головка или блок цилиндров погружается в воду и воздушные пузырьки указывают места утечек. Для большей точности результатов контроля вода должна быть горячей. Под воздействием горячей воды отливка расширяется примерно настолько же, как и в работающем двигателе.
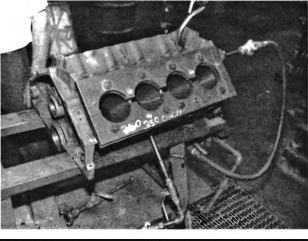
Рис. 10.15. Контроль повышенным давлением блока цилиндров восьмицилиндрового V-образного двигателя Chevrolet с использованием горячей воды. Головки блока цилиндров также проверяются под давлением на аналогичном оборудовании. Под действием горячей воды металлические детали расширяются и малеишие утечки обнаруживаются легче, чем в случае, когда при контроле повышенным давлением используется холодная вода
Альтернативный метод заключается в пропускании через цилиндр или блок горячей воды с растворенным в ней красителем. Просочившаяся вода указывает места трещин.
Дефектоскопия трещин
Ил. 19.1. Для проверки чугунной головки блока цилиндров на наличие трещин используется мощный электромагнит. Головка блока цилиндров должна быть тщательно очищена и установлена на рабочем столе, обеспечивающем хорошие условия наблюдения
Ил. 19.2. Электромагнит включается выключателем, расположенным сверху на его корпусе, и между полюсами магнита распыляется мелкодисперсный железный порошок. Концентрация силовых линий магнитного поля на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
Ил. 19.3. Особенно тщательно проверяйте участки вокруг и между седлами клапанов
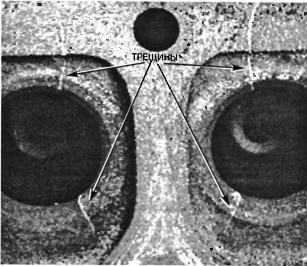
Ил. 19.4. В этой головке блока цилиндров от двух седел клапанов расходятся трещины. Эту головку придется либо заменять, либо ремонтировать
Обнаружение микротрещин
Рейтинг: 5 / 5
Чтобы детали двигателя могли служить долго и в полной мере выполнять свои функции, при ремонте двигателя следует выполнять дефектовку деталей. Для обнаружение микротрещин используют соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных областей в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости, толщины стенок цилиндра.
Звуковые тестеры
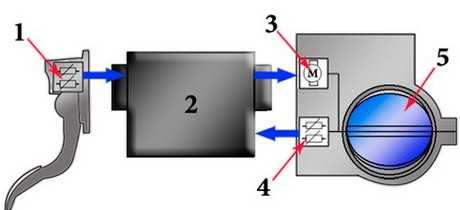
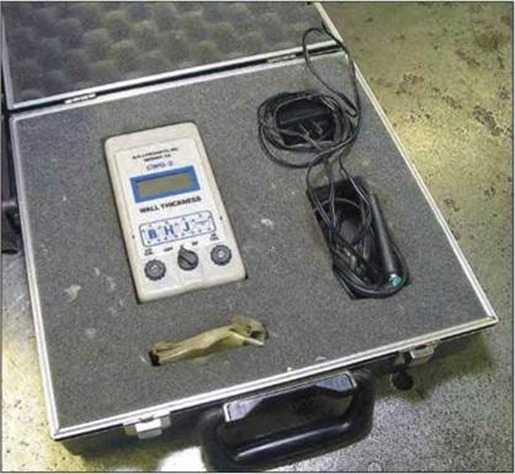 Эти приборы хорошо подходят для измерения толщины, а нам пригодится для замера стенки цилиндра, (не все цилиндры можно вынуть из блока) И так тестер состоит из самого прибора и отдельно подключенного зонда, испускающего сигнал, который проходит через материал. Когда сигнал достигает противоположной стороны материала, сигнал возвращается к зонду, тестер основываясь на время за которое сигнал был отражен и вернулся к зонду выводит на дисплее показания толщины.
Эти приборы хорошо подходят для измерения толщины, а нам пригодится для замера стенки цилиндра, (не все цилиндры можно вынуть из блока) И так тестер состоит из самого прибора и отдельно подключенного зонда, испускающего сигнал, который проходит через материал. Когда сигнал достигает противоположной стороны материала, сигнал возвращается к зонду, тестер основываясь на время за которое сигнал был отражен и вернулся к зонду выводит на дисплее показания толщины.
 Проверки измерения зондом проводятся от вершины цилиндра до самого низа и по всему диаметру. Особенно важно проверить области, где есть каналы охлаждения. Возможность измерить толщину стенок цилиндра дает полную картину к расточке, если мы хотим значительно увеличить рабочий объем двигателя. Слишком тонкие стенки образуются из за износа или коррозии со стороны охлаждающих каналов.
Проверки измерения зондом проводятся от вершины цилиндра до самого низа и по всему диаметру. Особенно важно проверить области, где есть каналы охлаждения. Возможность измерить толщину стенок цилиндра дает полную картину к расточке, если мы хотим значительно увеличить рабочий объем двигателя. Слишком тонкие стенки образуются из за износа или коррозии со стороны охлаждающих каналов.
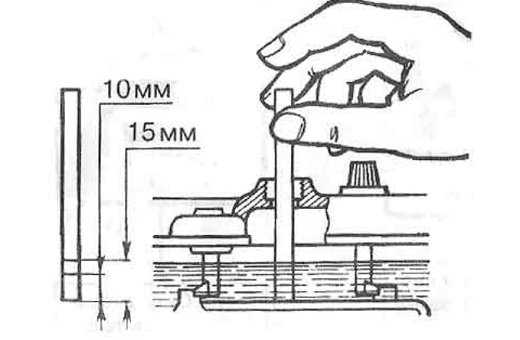
Толщина стенок цилиндра не может быть тоньше 3 мм, иначе цилиндр попросту лопнет при эксплуатации.
Для турбированых двигателей минимальная толщина будет несколько больше, все зависит от рабочего давления газа.
Перед использованием звукового тестера он должен быть откалиброван.
Измерения проводятся во всех цилиндрах без исключения, особенно чугунные блоки могут изначально иметь разную толщину стенок. Таким образом можно оценить состояние блока и его пригодность к использованию, стоит ли вкладывать деньги в его ремонт и сможет ли он выдержать нагрузку.
Магнитный тестер микротрещин
 Применяется только к чугунным и стальным материалам. Процесс тестирования основан на распределении металлического порошка на поверхности метала имеющего магнитные свойства. То есть деталь подвергают магнитному полю, наносят очень мелкий металлический порошок на подозреваемую область с трещиной и по результатам распределения порошка можно судить о целостности испытуемой детали.
Применяется только к чугунным и стальным материалам. Процесс тестирования основан на распределении металлического порошка на поверхности метала имеющего магнитные свойства. То есть деталь подвергают магнитному полю, наносят очень мелкий металлический порошок на подозреваемую область с трещиной и по результатам распределения порошка можно судить о целостности испытуемой детали.
Например, проверим седло клапана на микротрещины, для этого следует очистить поверхность растворителем и тряпкой, ни в коем случае не механическим способом, ножом или наждачной бумагой, это может скрыть трещину и в дальнейшем усложнить ее обнаружение. И так поверхность чистая и сухая, наносим специальный металлический порошок на поверхность седла клапана и подносим магнит, в случае если есть микротрещина, то порошок соберется в нее и это будет заметно, или же наоборот расползется от места трещины, в зависимости от того как расположены полюсы магнита по отношению к испытуемой детали. Поэтому вращаем магнит относительно поверхности головки



Поиск микротрещин ультрафиолетом
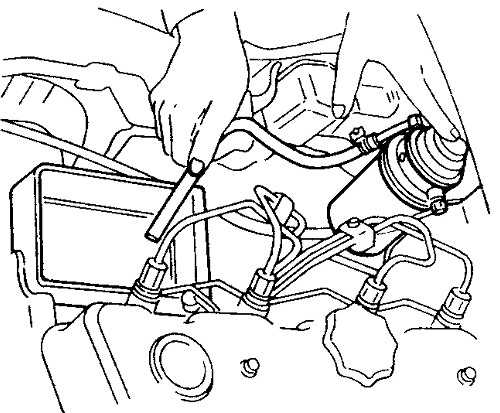
Для диагностики микротрещин применяется намагничивание детали, опять же только сталь или чугун и специальная жидкость, имеющая свойства проникать в мельчайшие трещины, а также светится под действием ультрафиолетовых лучей.
Для начала деталь обливается раствором, на примере коленчатый вал, так же можно диагностировать и шатуны. Второй этап намагничивание детали с помощью специального прибора. После этого в темноте зажигается ультрафиолетовая лампа, любые микротрещины будут показаны как ярко светящаяся линия. Заключительный этап, после выявления дефекта и его обозначения, следует размагнитить деталь обратной полярностью и очистить от раствора. Не стоит оставлять детали намагниченными так как к ним в дальнейшем будут прилипать металлические частицы, продукты износа из масла и может повлиять на дальнейшую работу двигателя. 

Проникающая краска
Этот фотохимический процесс выявления микротрещин используется без ультрафиолетового излучения. Применим к любым металлам сталь, железо, медь, алюминий, титан и д.р. Окрашивается деталь специальной краской поскольку нет необходимости в магнитном поле этот процесс можно использовать и для пластиковых деталей.
Набор включает в себя обычно 3 химиката, растворитель, краска и проявитель. Растворитель готовит поверхность, очищая и обезжиривая. Распыляется проникающая краска на поверхность детали. Она просачивается в любые трещины, ямы и дефектные зоны.  Через некоторое время краска пропитывает деталь и подсыхает применяется специальный проявитель, который реагирует с краской и становятся хорошо заметными области с высокой концентрацией краски в таких местах как трещины. Существует два типа этих наборов: Каждый позволяет обнаруживать трещины, второй тип отлично может обозначить трещину под ультрафиолетовым излучением. После выявления трещины используется тот же растворитель чтобы очистить делать от краски.
Через некоторое время краска пропитывает деталь и подсыхает применяется специальный проявитель, который реагирует с краской и становятся хорошо заметными области с высокой концентрацией краски в таких местах как трещины. Существует два типа этих наборов: Каждый позволяет обнаруживать трещины, второй тип отлично может обозначить трещину под ультрафиолетовым излучением. После выявления трещины используется тот же растворитель чтобы очистить делать от краски.
:0: видео :
- 0 KILL VICTORY vs 43 KILL VICTORY in Fortnite (World Record)
18.05.2018
- 30.12.2018 Кристал Пэлас - Челси - 0:1. Обзор матча
30.12.2018
- Teaching Colors to Kids with Drawing Numbers from 9 to 0 Video
02.07.2017
- 27.12.2018 ЧМ U-20. Россия - Дания - 4:0. Голы
28.12.2018
- КАЛИБРОВКА В БЕСПЛАТНОМ CS:GO / ВЫИГРАЛ КАТКУ СО СЧЁТОМ 16:0 ?
28.12.2018
- 29.12.2018 Рейнджерс - Селтик - 1:0. Обзор матча
29.12.2018
- Talking Tom and Friends - The audition (Season 1 Episode 0)
23.12.2014
- Маша и Медведь - Трудно быть маленьким (Серия 35)
02.09.2013
- Plantas vs Zombis 2│en Español por TulioX│ Parte #0 [A]
16.05.2014
- GALA 0 COMPLETA (19 SEPTIEMBRE) | OT 2018
27.12.2018
- Genoa 0-0 Fiorentina | Il Genoa frena la Fiorentina | Serie A
29.12.2018
- Mia Khalifa | Before They Were Famous | EPIC Biography 0 to Now
23.12.2018
- КРИСТАЛ ПЭЛАС - ЧЕЛСИ : 0-1 30.12.2018 ОБЗОР МАТЧА
30.12.2018
- Собираем Состав BARCELONA c 0 до 90! ТРАТИМ ОКОЛО 20 МИЛЛИОНОВ!!
31.12.2018
- 26.12.2018 Ливерпуль - Ньюкасл - 4:0. Обзор матча
26.12.2018
- 500 KILLS 0 DEATHS! (Slither.io)
08.05.2016
- FORÇA TÁTICA DE 0 A 100km/h
01.09.2017
- 1+1=0 : Nothing to Lose [เต็มเรื่อง]
23.09.2016
- НОВОЕ ГЛОБАЛЬНОЕ ОБНОВЛЕНИЕ 6.0.0 В Блок Страйк | Block Strike?!
31.12.2018
- Drawing Numbers | Learn 0 to 10 | Coloring Page | Learn Colors
12.04.2017








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
