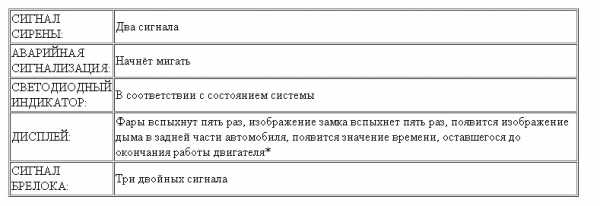
Редуктор для краскопульта
Манометр для краскопульта - назначение и регулировка
Окрашивание при помощи краскопульта удобное, быстрое и, благодаря относительно небольшому расходу красителя, экономичное. Но случается, что покраска с помощью краскораспылителя получается неравномерной, возникают потеки или остаются плохо прокрашенные участки. Такое бывает, если давление подачи краски колеблется в процессе окрашивания поверхности. Избежать этого можно, используя манометры для краскопульта.

На что влияет правильная регулировка подачи воздушной смеси
Чтобы получить красивое изделие при использовании аппаратного метода окраски распылителем, надо учитывать, что качество покраски пульверизатором зависит от:
- диаметра сопла;
- постоянного уровня давления подачи воздуха. Этот параметр актуален только для пневматических и электронных агрегатов.
Диаметр сопла для качественного равномерного окрашивания должен быть постоянным (при его изменении проводятся мелкие ремонтные работы для регулирования или замены пришедшей в негодность детали), а давление подачи воздуха колеблется в зависимости от лакокрасочного материала и материала основы для покраски. При увеличении воздушного давления:
 Конструкция краскопульта
Конструкция краскопульта- Повышается производительность. За короткое время можно покрасить большую поверхность.
- Уменьшается слой напыления красителя, но при этом сильно увеличивается прокрашиваемая площадь. Иногда это требует повторного нанесения слоев для повышения качества работ и увеличения защитных свойств красящего материала (например, при обработке изделий, подвергающихся агрессивным воздействиям окружающей среды).
- Повышается экономичность и качество работ (снижается расход краски, которая ложится ровным слоем, не оставляя потеков или разводов).
- Работать становится удобнее. При низком давлении красителя приходится стоять близко к стене, совершая множество лишних движений, при высоком же распыление проводится с относительно большого расстояния.
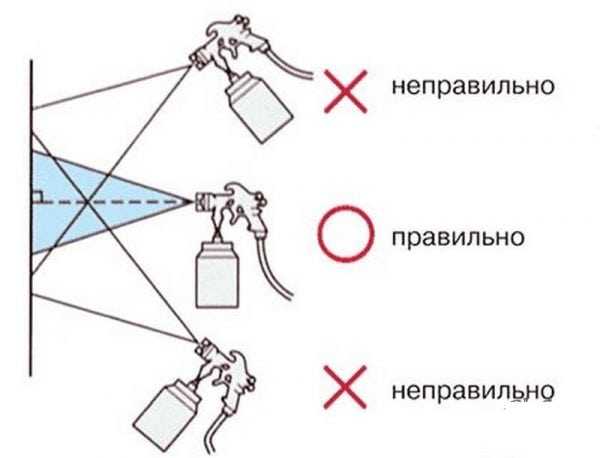
Помимо этого, от величины давления зависит, на каком расстоянии нужно держать краскопульт от основы для равномерной покраски, ведь чем ниже давление воздуха в пульверизаторе, тем ближе нужно подносить красящий пистолет к поверхности для качественного прокрашивания.
 Правила работы с краскопультом
Правила работы с краскопультомДля различных моделей краскопультов параметры оптимальной производительности будут различны. Их можно настроить, руководствуясь инструкцией к краскопульту. В ней имеется таблица с показаниями манометра, которые соответствуют настройкам редуктора, помогающего поддерживать постоянные параметры воздуха внутри краскопульта. Установить необходимые данные, ориентируясь на показания манометра, можно при помощи винта-регулятора.
Оптимальные настройки давления воздуха на выходе из сопла различаются в зависимости от модели краскопульта. Но обычно оно составляет для пульверизаторов в зависимости от давления:
- высокого – 3 атм.;
- нормального – 2,5 атм.;
- низкого – 2 атм.
От этих параметров зависят экономичность, однородность и тонкость нанесения краски.
Разновидности манометров
Для снятия показателей используются, в зависимости от модели пульверизаторов, различные типы датчиков:
- Пружинные. Самые простые по конструкции. Они наиболее часто устанавливаются на окрашивающих приборах, позволяя получать данные в довольно широком диапазоне. Прочные, очень редко выходят из строя.
- Мембранные. В них действующим элементом является чувствительная мембрана, натянутая между двумя основами. И мембрана определяет показатели подачи воздушной смеси и красителя. Устанавливаются на окрашивающих моделях редко.
- С регулятором давления. Такой прибор может быть встроенным или устанавливаться на ручку краскораспыляющего механизма. При дополнительной установке на окрашивающий агрегат, он только позволяет считывать данные, но никак не влияет на работу пульверизатора.
- Цифровой – новое слово в технологиях. Устанавливается редко, как правило, пока на дорогие профессиональные модели. Установленный на краскораспылитель воздушный датчик позволяет с максимальной точностью регулировать соотношение воздушного и лакокрасочного составов. Может быть уже вмонтирован окрашивающий агрегат или выпускаться в виде отдельного аксессуара.
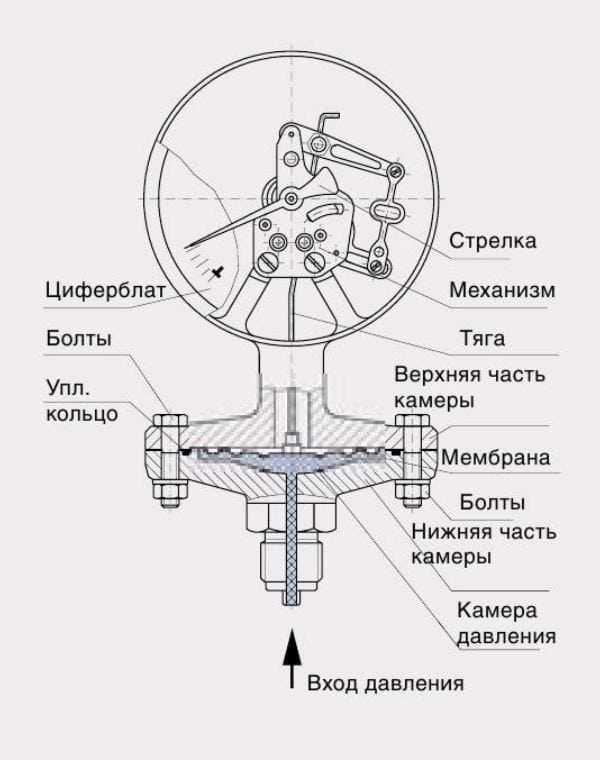 Схема пружинного манометра
Схема пружинного манометраЕсли на красящем приборе нет манометра, то определить давление можно на слух, по характеру шипения выходящей из сопла струи. Профессионалам, давно занимающимся декоративными работами, это сделать легко. Они редко смотрят на показания датчиков, больше доверяя своим ощущениям.
А вот новичкам приходится сложно – когда изменяется напор красящей струи, то это сразу отражается на окрашиваемой основе.
Особенности настройки краскораспылителя
Чтобы краситель лег на окрашиваемую поверхность равномерно, нужно отрегулировать параметры подачи воздуха и краски. С этой целью необходимо провести несколько тестов, определяющих качество настроек краскопульта:
- Для начала тестирования следует поставить красящий пистолет на режим распыления и быстро провести струей вдоль ненужной поверхности. Если красящий слой лег равномерно, значит, давление подачи красящего вещества регулировать не нужно. Если же капельки краски легли на поверхность неровно, то нужно при помощи регулятора подкорректировать настройки редуктора.
- Включить аппарат на пару секунд, а затем выключить. Если на тестовом стенде (ненужном куске материала) заметны следы разбрызгивания краски, то давление красящего вещества нужно снизить.
- Неровности пятна после короткого выброса красящего раствора означают неправильное соотношение воздушно-красящей смеси. Для исправления этого недостатка нужно отрегулировать параметры настроек редукторов.
- Помимо показаний манометра, следует проверить состояние иглы и сопла, качество их установки.
 Настройка краскопульта
Настройка краскопультаЕсли регулировка сделана правильно, то пятно краски при вертикальном и горизонтальном нанесении будет обладать одинаковыми характеристиками, а по ширине будет соответствовать параметрам, указанным в инструкции.
Некоторые тонкости процесса регулировки
Во время работы отрегулированного по всем параметрам краскопульта создается впечатление, что из его сопла вылетает не краска, а облачко цветной пыли – именно это говорит о правильности всех настроек.
Возможно, сразу настроить редукторы воздуха и подачи красящего раствора для качественной равномерной покраски изделия, не имея опыта, будет сложно, но несколько полезных советов помогут справиться с этой задачей:
 Нюансы процесса регулировки краскопульта
Нюансы процесса регулировки краскопульта- В случае когда пятно ложится на тестовую основу «восьмеркой», это значит, что слишком большой напор воздуха. Его нужно уменьшить, осторожно передвигая рычажок регулятора.
- При множестве неравномерных красящих капель на тестовом стенде необходимо добавить подачу воздушной смеси. Только опытным путем можно определить, какое положение регулятора будет оптимальным в данной ситуации.
Пользуясь такими тестами, можно добиться оптимального соотношения работы редукторов поступления воздуха и лакокрасочного состава, обеспечивая равномерную покраску изделия.
Трудности при регулировке аппарата
Многие, впервые взявшие в руки краскопульт, считают, что он оснащен слишком хитрым механизмом для регулировки. Но тактика действий зависит только от места установки манометра:
- На самом инструменте. В этом случае нужно выставлять данные, указанные к параметрам заводских настроек.
- Съемный манометр, являющийся дополнительным аксессуаром для краскопульта. Его крепят на ручку аппарата. Настраивать его можно также по готовой таблице в прилагаемой инструкции.
- Регулятор на автономном источнике подачи воздушной смеси. Для этого можно использовать любой воздушный компрессор. Регулировка проводится в месте присоединения воздухоподающей трубы к краскораспылителю, когда выбирается, какое нужно оптимальное соотношение между воздушным потоком от компрессора и красящей смесью в пульверизаторе.
Зная, какие параметры необходимы для качественного окрашивания, можно легко, ориентируясь на показания манометра и характер тестового пятна, выбрать необходимые настройки, работая регулятором. Когда краскораспылитель будет по такой методике подготовлен к работе, получение красивой и качественно окрашенной поверхности не займет много времени.
Настройка краскопульта: рабочее давление, подача краски, размер факела, диаметр сопла

В борьбе за безупречный внешний вид автомобиля главным «личным оружием» маляра является покрасочный пистолет — по-научному краскопульт. В отличие от «рыцарей плаща и кинжала», маляры применяют свои пистолеты в сугубо мирных целях (и слава Богу!), хотя привязаны они к ним не меньше, чем агент 007 к своей «беретте». О настройке краскопульта, его подготовке к «покрасочному бою», мы и расскажем на этот раз.
Когда я слышу слово «покраска», я хватаюсь за пистолет…
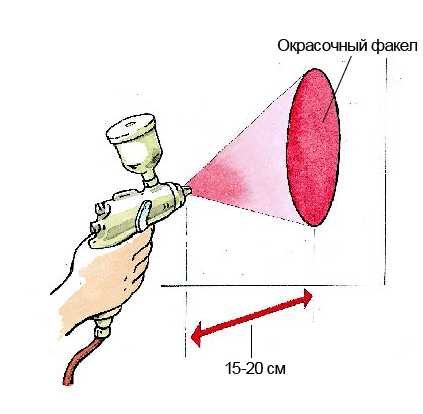
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки.
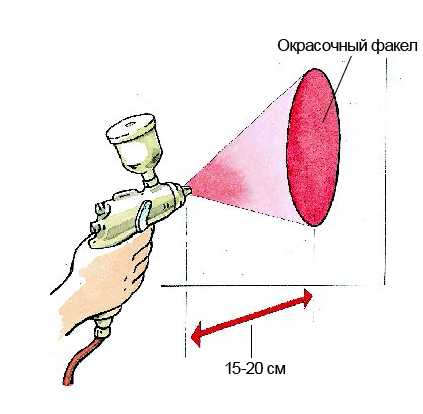
В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
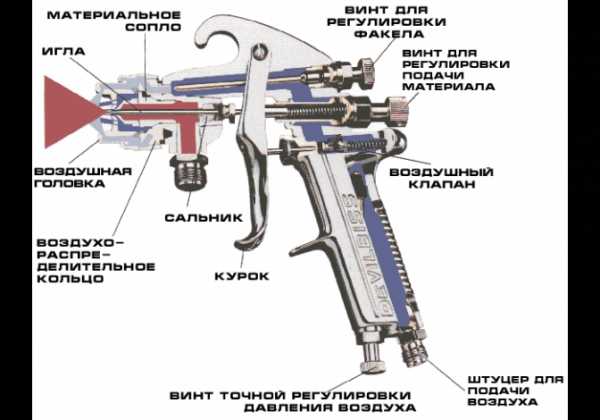
Устройство и особенности конструкции окрасочных пистолетов
Конструкция окрасочных пистолетов включает в себя:
- корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами,
- спусковой рычаг, управляющий переключением клапанов,
- выходное сопло для смесеобразования и формирования факела требуемой формы,
- резервуар (бачок) для краски,
- регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла.

Устройство краскопульта SATA
К особенностям конструкции можно, пожалуй, еще отнести механизм спускового рычага. Он устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
Функции и расположение регуляторов
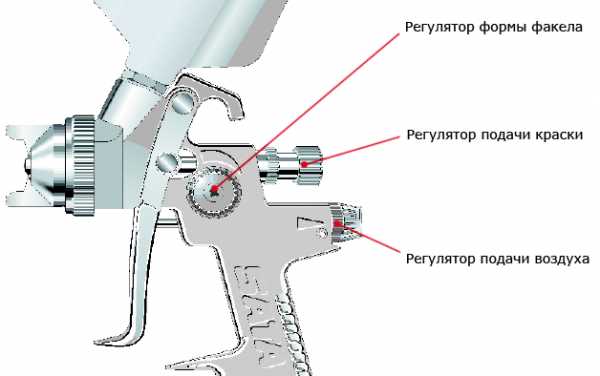
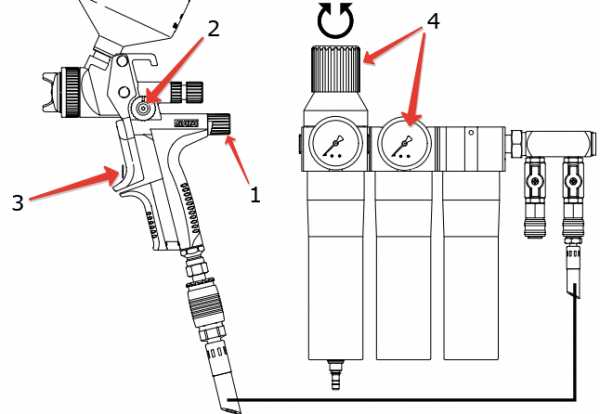
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов.
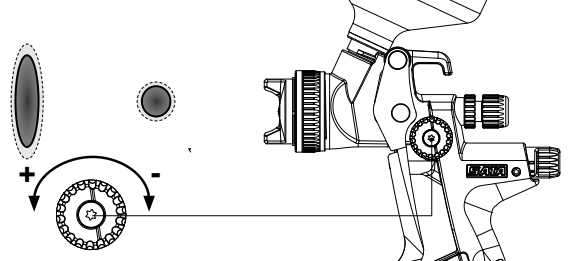
- Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела.
- Второй ответственен за регулировку хода иглы и количество подаваемого материала.
- На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала.
Регуляторы на корпусе краскопульта SATA
Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
Система окрасочного пистолета
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы:
- конвенциональные (высокое давление);
- HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
- LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление).

Различные типы окрасочных пистолетов внешне выглядят практически одинаково. “Изюминка” скрыта внутри конструкции
На сегодняшний день наиболее прогрессивными, экономичными и удовлетворяющими экологическим требованиям являются последние два типа распылителей. Как видно из названия, они характеризуются низким рабочим давлением: если обычные конвенциональные пистолеты распыляют материал при высоком давлении (примерно 3-4 бар), то пистолеты систем HVLP и LVLP — при низком (примерно 0,7-1,2 бар).
Что это дает? Главное преимущество — высокий коэффициент переноса краски. При малом давлении меньше краски превращается в бесполезный туман вокруг детали (так называемый overspray, «перепыл»), и больше переносится непосредственно на деталь. У краскопультов низкого давления коэффициент переноса достигает 65-70% (по сравнению с 30-45% у конвенциональных распылителей). Учитывая, что краски типа металлик и перламутр являются недешевыми, можно легко подсчитать, сколько денег сбережет для вас подобный краскопульт.
Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами.

Для настройки и контроля давления пистолета HVLP SATA выпускает тестовую головку с двумя манометрами
К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
Настройка входного давления
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору.
Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
Настройка входного давления с помощью манометра-регулятора
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе.
Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,5-2,5 бар (в основном 2 бар).
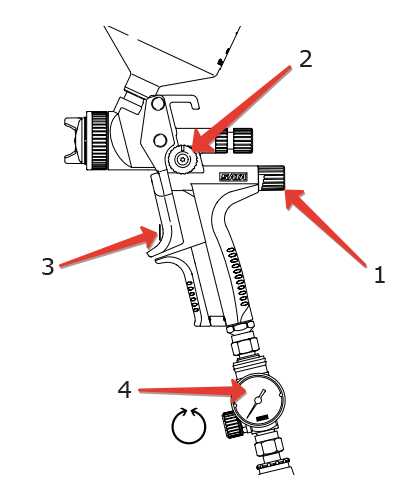
Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем рекомендованное давление на манометре.
3. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже.
Если пистолет оборудован встроенным манометром
Настроить входное давление на «продвинутых» моделях, оборудованных встроенными цифровыми манометрами, еще проще.

SATAjet 4000 B RP Digital со встроенным цифровым манометром
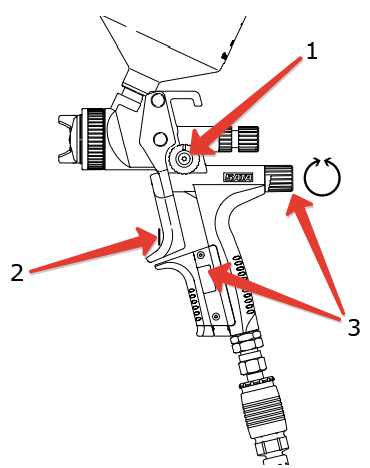
Если пистолет оборудован встроенным манометром. 1. Полностью открываем регулятор факела. 2. Нажимаем на курок. 3. Устанавливаем рекомендуемое давление, вращая регулятор подачи воздуха на краскопульте.
Если манометр без регулятора
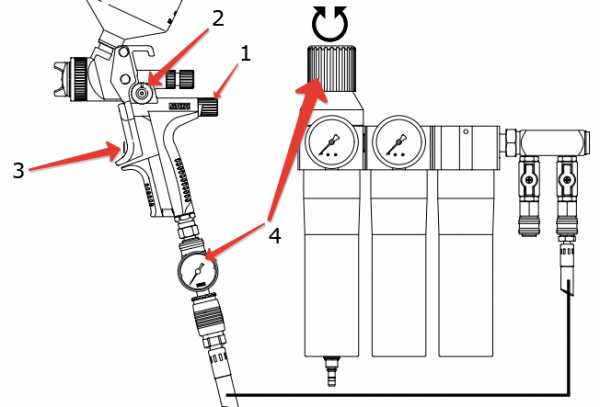
Если манометр без регулятора. 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление.
Если манометра нет вообще. Наименее точный способ
Если же ваш пистолет не оборудован никакими измерительными приборами, очень грубо и приблизительно можно установить давление на редукторе компрессора или манометре фильтр-группы.
Выбирая давление в этом случае важно помнить о том, что падение давления в исправном и чистом фильтре составляет 0,3— 0,5 атм (а в забитом — намного больше!), и примерно 0,6 атм «съедает» воздушный шланг внутренним диаметром 9 мм и длиной 10 м.
Если манометра нет вообще. Наименее точный способ! 1. Полностью открываем подачу воздуха. 2. Полностью открываем регулятор ширины факела. 3. Нажимаем на курок. 4. Устанавливаем давление на редукторе так, чтобы на 10 м шланга (внутренний диаметр 9 мм), на редукторе было на 0,6 бар больше рекомендованного входного давления пистолета.
Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
Допустим, вы купили на рынке недорогой окрасочный пистолет с единственной «маркой» «Professional» во всю рукоять, и больше никаких данных об этом краскопульте вам не известно — ни типа, ни рекомендаций по настройке, ни даже имени производителя. В таком случае определить давление на входе можно опытным путем.
Залейте в бачок краскопульта эмаль или лак стандартной вязкости, полностью откройте все регуляторы и, вращая регулировочный винт на манометре, добейтесь получения максимально равномерного отпечатка факела при расстоянии до тестовой поверхности около 15 см. Зафиксированное при этом давление и будет искомым рабочим давлением на входе для этого пульверизатора.
Должны предупредить, что прибегнув к этим рекомендациям, вы можете разочароваться во многих краскопультах. Основная проблема настройки дешевых покрасочных пистолетов заключается в том, что для достижения равномерного факела требуется либо огромное количество воздуха, что требует применения более мощных компрессоров, либо они имеют высокое давление на выходе, что не позволяет качественно раскладывать базовые эмали, содержащие много алюминиевого зерна.
Качественный профессиональный краскопульт отличается от дешевого, пусть даже красивого на вид, так же явно, как и фирменные швейцарские часы от ширпотреба «мэйд ин чайна».

SATAjet 3000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
Размер факела при окраске
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов.
Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку».
Подача краски
Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто.
Диаметр сопла
Немаловажен для маляра и подбор диаметра сопла краскопульта — этим можно добиться оптимального распыления материалов с разной вязкостью. Диаметр сопла должен быть тем больше, чем гуще лакокрасочный материал. И наоборот.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них):
- базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3);
- акриловые эмали и прозрачные лаки — 1,4-1,5 мм;
- жидкие первичные грунты — 1,3-1,5 мм;
- грунты-наполнители — 1,7-1,8 мм;
- жидкие шпатлевки — 2-3 мм;
- антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов).
Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм.
Тестируем краскопульт
Существует три простых теста, позволяющих оценить исправность краскопульта и корректность его регулировок:
- тест правильности формы отпечатка факела;
- тест на равномерность распределения краски в факеле;
- тест на качество распыления.
Основным из них является первый, с него и начнем.
Тест правильности формы отпечатка факела
Для проведения теста нам потребуется лист чистой бумаги или картона, предварительно закрепленный на стене. Дальше действуем следующим образом.
- Убедитесь, что все регулировочные винты краскопульта открыты на максимум, а вязкость ЛКМ в бачке соответствует нормальной.
- Поднесите пистолет к тестовой поверхности, на рекомендуемое для типа вашего краскопульта расстояние (20-25 см для конвенциональных распылителей, 10-15 см для HVLP, 15-20 см для LVLP/RP).
- Направьте ось сопла перпендикулярно поверхности листа и буквально на секунду нажмите на спусковой рычаг.
- Смотрим на отпечаток факела. По его виду можно судить о том, насколько правильно отрегулирован пистолет.
Самый эффективный и наглядный способ проверки правильной работы окрасочного пистолета — контороль формы пятна распыла. Процедуру необходимо выполнять каждый раз перед окрашиванием. Пробное распыление проводится на поверхность чистого листа бумаги, картона, закрепленного вертикально
При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
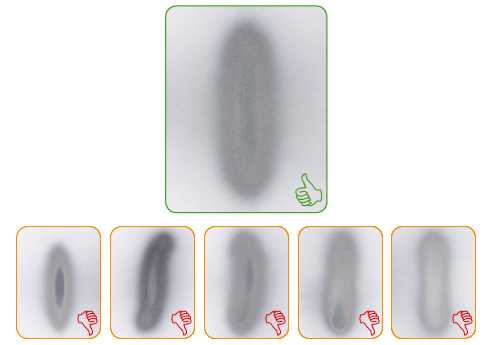
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки.
Об остальных причинах некорректного распыления подробнее читайте здесь.
Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
Тест на равномерность распределения краски в факеле
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.

Тест на равномерность распределения краски в факеле
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.
Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
Тест на качество распыления
Чтобы окончательно убедиться, что наш пистолет наносит лакокрасочный материал равномерно, проведем еще один, последний тест, имитирующий, собственно, сам процесс покраски. Вдоль тестовой поверхности на рекомендуемом расстоянии и с равномерной постоянной скоростью проводим включенным распылителем. Размеры капель краски в полученной полосе могут нам кое-что сказать.

Тест на качество распыления
Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается.
Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
Резюме
- При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений.
- При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела.
- Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,5-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту.
- Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта).
- Сопло краскопульта должно соответствовать вязкости распыляемого материала.
И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ.
Полезные материалы
Настройка краскопульта (на примере краскопультов Walcom)


Тестовые напылы

Формы отпечатков факела (в зависимости от типа воздушной головки) и их эффективность в том или ином случае

Как подобрать рабочее давление для различных типов краскопультов?
Перед тем, как начать самостоятельно производить окраску с помощью такого инструмента, как краскопульт – им необходимо научиться пользоваться. Одно из главных умений, которые понадобиться, конечно, кроме «твёрдой руки», — это умение регулировать давление для краскопульта сжатого воздуха. Процесс относительно простой, но необходимый, иначе ровного слоя, без погрешностей в виде шагрени или подтёков не добиться.
 В первую очередь, необходимо определить – какой непосредственно краскопульт используется. Они бывают для низкого давления, среднего и высокого. Для автомобильных ремонтных работ эффективнее использовать краскопульты низкого давления LVLP, имеющих небольшую ёмкость для краски, и использующих низкое давление – примерно 2-2,5 атмосферы.
В первую очередь, необходимо определить – какой непосредственно краскопульт используется. Они бывают для низкого давления, среднего и высокого. Для автомобильных ремонтных работ эффективнее использовать краскопульты низкого давления LVLP, имеющих небольшую ёмкость для краски, и использующих низкое давление – примерно 2-2,5 атмосферы.
Такие краскопульты позволяют расходовать краску с невысокой скоростью. От этого её гораздо легче дозировать – сам процесс медленнее, от чего проще. Конечно, это удобно, когда используется при работах, не связанных с короткими временными промежутками и высокой скоростью работы. Для производства такие не подойдут. Там больше подходит краскопульт высокого давления, в котором применяется сжатый воздух, с давлением вплоть до 56 атмосфер. Но высокое давление позволяет расходовать краску с высокой скоростью, при ручной работе это проблема, особенно когда мало опыта. А вот на конвейере – в самый раз.
Но в случае необходимости проведения окрасочных работ большого объёма (например – окраска автомобиля полностью) – возможно лучше использовать краскопульты низкого давления HVLP, имеющих больший объём ёмкости для краски, при низком рабочем давлении.
 Промежуточное значение занимают краскопульты для среднего давления (4-5 атмосфер), которые в ходу у профессиональных маляров. У них достаточно большой расход краски, чтобы можно было легко контролировать её расход при работе, получая качественный слой, при минимальных временных затратах. Только чтобы с таким работать – требуется не только твёрдая рука, но и достаточный уровень опыта.
Промежуточное значение занимают краскопульты для среднего давления (4-5 атмосфер), которые в ходу у профессиональных маляров. У них достаточно большой расход краски, чтобы можно было легко контролировать её расход при работе, получая качественный слой, при минимальных временных затратах. Только чтобы с таким работать – требуется не только твёрдая рука, но и достаточный уровень опыта.
Но в любом случае необходимо подобрать рабочее давление краскопульта, чтобы результат был качественным. Сделать это несложно – нужно лишь немного терпения и внимательности. А также технические возможности.
Давление воздуха для краскопульта регулироваться может как непосредственно на самом краскопульте, так и компрессором (имеющим встроенный редуктор). На дорогих моделях есть множество регулировок, зато на самых бюджетных немного. Оптимальнее выбрать «золотую середину», что позволит достаточно точно настроить устройство, чтобы получить качественный результат.
Настройка краскопульта
Итак, регулируем давление в краскопульте при покраске, иначе не виден результат. Конечно, процесс производится не при окончательных работах, а на тестовой поверхности. Оптимально в качестве таковой использовать лист плотного ватмана, прикрепив его на ровной поверхности, например – на стене.
В целом процесс аналогичен для любого типа оборудования, неважно – краскопульт низкого давления используется, или высокого. Технология, в общих чертах, одинакова. Также такая регулировка необходима для любых покрасочных работ, ведь параметры зависят от краски (её вязкости, текучести и т.д.). Потому лучше регулировку выполнять непосредственно перед работой, на той краске, которой будет производиться окончательная обработка. Имеется в виду именно та смесь, а не марка. Т.е. необходимо развести краску перед работами с небольшим запасом, и на ней произвести регулировку.
 Сам процесс регулировки необходимо производить сверху вниз, т.е. начиная с минимального значения давления, постепенно добавлять его, добиваясь оптимального результата. Тестовое окрашивание должно получиться таким образом, чтобы «пшик» покрывал поверхность ровным слоем, без «забрызгивания» краёв. Не должно получаться мелких или крупных капель, а также подтёков. Если получаются подтёки – то давление высокое, следовательно, высокий расход краски. Когда слишком много капель – давление низкое. Здесь необходимо найти оптимальный баланс.
Сам процесс регулировки необходимо производить сверху вниз, т.е. начиная с минимального значения давления, постепенно добавлять его, добиваясь оптимального результата. Тестовое окрашивание должно получиться таким образом, чтобы «пшик» покрывал поверхность ровным слоем, без «забрызгивания» краёв. Не должно получаться мелких или крупных капель, а также подтёков. Если получаются подтёки – то давление высокое, следовательно, высокий расход краски. Когда слишком много капель – давление низкое. Здесь необходимо найти оптимальный баланс.
В целом невозможно сказать, – какое давление нужно для краскопульта определённой марки и конкретной краски. Слишком много параметров, влияющих на конечные значения. Потому наиболее точен тот результат, который получен экспериментально. Ведь невозможно развести как саму краску в особо точных пропорциях (кроме того она постепенно высыхает и твердеет, что повышает её вязкость), да и сами краскопульты сильно отличаются от эталона, причём от экземпляра к экземпляру.
Ещё не стоит лениться качественно, промывать инструмент, после использования. Ведь остатки краски в калиброванных каналах могут менять характеристики. Кроме того они могут раствориться свежей краской, после чего настроенный краскопульт станет «красить» по-другому – процедуру настройки придётся повторять. На качестве и стабильности результата это никак положительно не скажется.
Дополнительные нюансы
Немало зависит и от применяемого компрессора. Дело в том, что накачка воздуха в таковых происходит в импульсном режиме (если, конечно, он не турбинный, но это редкость), а потому давление воздуха «пляшет» в небольших пределах, но с высокой частотой. На конечном результате это может сказаться плачевно. Потому стоит уделить внимание подбору хорошего агрегата.
Сгладить пульсации помогает своеобразный конденсатор (т.е. ресивер). Чем большей он ёмкости – тем лучше сглаживание. Кроме того модели с несколькими активными элементами (например – двухпоршневой, в противофазе) позволяет ещё более существенно снизить пульсации. Потому наиболее оптимальный вариант – это двухпоршневой компрессор, с ресивером, имеющим объём более 20 литров.
Также не стоит забывать об осушке и фильтрации воздуха. Без этих элементов не получить качественную лакокрасочную поверхность. Да и пыль может вовсе забить тонкие каналы краскопульта (и компрессору ресурса не добавит). А влага может конденсироваться в самых неподходящих местах, например – непосредственно в самом краскопульте, успешно попадая, впоследствии, в лакокрасочный слой.
Манометр или регулятор на краскопульт
Регулятор давления или манометр на рукоятку краскопульта. Нужен или нет, как красить, с ним или без него? Без регулятора получается красить только на слух, по ощущениям, что приводит к непостоянному давлению при покраске. Отсюда возникают подтёки или непрокрасы. Покрасочное давление, которое приходит в краскопульт, всё время меняется и на это надо реагировать, либо приближать краскопульт к поверхности, либо краскопульт удалять от неё. Также, пока красишь, меняется и скорость покраски. Если давление выше, значит краскопульт надо вести уже быстрее и (отводить краскопульт подальше от поверхности), если давление упало, тогда приближаем краскопульт к поверхности. При такой покраске никогда не будет “ровно”, никогда не получится полноценной покраски. Есть на многих моделях краскопультов и специальный винт подачи воздуха, он находится внизу корпуса, он тоже может выполнять функцию регулировки, но всё равно мы не видим на каком давлении красим. А надо привыкать к одному давлению и тогда покраска всегда будет получаться образцовой. Точнее, такой, какой мы умеем её делать.
Есть другие интересные подробности про манометры и регуляторы, они на видео
Похожие записи








"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
