Выпускной клапан двигателя
Большая Энциклопедия Нефти и Газа
Cтраница 2
Для лучшего охлаждения выпускных клапанов двигателей ЗМЗ и ЗИЛ у них имеется полость 11 ( см. рис. 20), заполняемая натрием. Клапая счет чего нагрев клапана уменьшается, Соприкасаясь с более холодными стенками полого стержня, натрий вновь конденсируется. [16]
На рабочую поверхность головки выпускных клапанов двигателя наплавляют жаростойкий сплав. [17]
Для улучшения охлаждения стержни выпускных клапанов двигателей ГАЗ-53А и ЗИЛ-130 выполняют полыми. В них помещают металлический натрий с температурой плавления 97 С. Во время работы двигателя натрий плавится и, переливаясь, при встряхивании переносит теплоту от головки клапана к стержню, а от последнего к направляющей втулке. [18]
| Клапанный механизм двигателя ВАЗ-2101. [19] |
Для улучшения охлаждения стержни выпускных клапанов двигателей автомобилей ЗИЛ-130 и ГАЗ-66 выполняют полыми. В них помещают соли натрия с температурой плавления 97 С. При рабочей температуре клапана натрий находится в жидком состоянии, это способствует переносу тепла от головки клапана к стержню и направляющей втулке. Головка выпускного клапана имеет жаростойкую наплавку посадочной фаски. [20]
В особенно тяжелых температурных условиях находятся выпускные клапаны двигателя: во время выпуска их головки со всех сторон омываются горячими газами, поэтому головки и стержни клапанов делают полыми, а образовавшуюся внутреннюю полость частично заполняют металлическим натрием. Во время работы двигателя натрий плавится и при возвратно-поступательном движении клапана интенсивно омывает его внутренние стенки, способствуя выравниванию температуры клапанов и лучшему отводу тепла. [21]
При резком увеличении нагрузки скорость подъема температуры выпускного клапана двигателя Д-21 составила 3 - 6 град / с, а при сбрасывании нагрузки скорость снижалась до - 10 град / с. Наибольшая скорость подъема температуры клапана при изменении нагрузки происходит в течение первых 20 - 25 с, а температура стабилизируется через 180 - 220 с после изменения нагрузки. [23]
В табл. 51 приводятся ремонтные размеры гнезд и седел выпускных клапанов двигателей ГАЗ-51, М-20 и МЗМА-400 согласно обозначениям, данным на фиг. [24]
Декомпрессионное устройство позволяет в начальный период запуска открывать впускные или выпускные клапаны двигателя, благодаря чему из общей суммы сопротивлений прокручиванию вала полностью или частично выключается сопротивление сжатия, чем и облегчается осуществление первых оборотов. [25]
Осмотр деталей показал, что на стенках камеры сгорания, поршне и штоке выпускного клапана двигателя 14 - 10 5 / 13 после указанных испытаний образовалось большое количество нагара, юбка поршня была покрыта черным лаком. В зоне поршневых колец было обильное количество лака, верхнее поршневое кольцо пригорело, а остальные кольца перемещались с большим усилием. [26]
| Среднее значение Максимальных. [27] |
Очень важным положительным свойством присадки ВНИИ НП-360 является установленная в процессе испытаний малая склонность к образованию отложений солей бария на выпускных клапанах двигателя. [28]
| Детали клапанного механизма. [29] |
Плоские ( тарельчатые) клапаны используют в основном в карбюраторных двигателях. Тгольпаносбразная форма тарелки характерна для выпускных клапанов двигателей большой мощности с верхним расположением клапанов, а выпуклая - для выпускных клапанов дизелей. [30]
Страницы: 1 2 3 4
Большая Энциклопедия Нефти и Газа
Cтраница 3
У хромоникельвольфрамовых аустенитных сталей 15Х14Н14В2М и 45Х14Н14В2М повышенные жаропрочность и сопротивление усталости при высоких температурах. Сталь 45Х14Н14В2М находит применение для выпускных клапанов двигателей внутреннего сгорания. [31]
Впускной и выпускной клапаны изготовлены из жаропрочной стали. Клапаны вихрекамерных двигателей одинаковы, а выпускные клапаны двигателей с камерой в поршне отличаются меньшим диаметром тарелки. [32]
| Температура деталей двигателя ЗИЛ-130 при работе с полной нагрузкой. [33] |
Наиболее высокую температуру, достигающую 700 - 800 С, имеют выпускные клапаны в карбюраторных двигателях. На рис. 464 показано изменение температуры выпускного клапана двигателя ЗИЛ-130 ( кривая Л при работе с разными оборотами вала и полной нагрузкой. Условия теплоотдачи в выпускной клапан отличаются тем, что во время выпуска происходит наиболее интенсивный подвод тепла в головку клапана, так как поверхность соприкосновения головки клапана с горячими газами увеличивается и головка клапана омывается газами, выходящими со скоростью 300 - 500 м / сек. [34]
Из кобальтовых литейных жаропрочных сплавов изготовляют детали методом точного литья, работающие при высоких температурах. Их применяют также для на - плавки выпускных клапанов двигателей внутреннего сгорания, матриц и других деталей. Кобальтовые литейные сплавы-имеют хорошие литейные свойства. По жаропрочности они несколько превосходят деформируемые сплавы того же состава. Для повышения статической и длительной прочности кобальтовые литейные сплав подвергают старению в интервале температур 735 - 815 С, а в некоторых случаях двойной термической обработке - закалке старению. [35]
Применяются в качестве жаростойкого и износостойкого материала для наплавки выпускных клапанов двигателей внутр. [37]
Эрозионное изнашивание происходит в результате воздействия потока жидкости и ( или) газа. Такому изнашиванию на автомобиле подвержены в первую очередь рабочие поверхности тарелок выпускных клапанов двигателя, жиклеры карбюратора. [38]
В соответствии с этим при обогащении и обеднеют горючей смеси температуры деталей карбюраторного двигателя, соприкасающихся с горючими газами, понижаются. Это подтверждается данными ( рис. 18), полученными при определении температуры выпускного клапана двигателя МЗМА-408 на разных числах оборотов вала, равных 1400, 2200, 3000 и 3800, по данным опытов МАМИ. [40]
Исследованиями температурного состояния клапанов двигателей Д-16 и Д-21, работавших на нагрузочном режиме при постоянной частоте вращения 1600 об / мин, установлено, что изменение температуры клапанов и седла выпускного клапана зависит от нагрузки. Из рис. 129 видно, что температура в средней части переходного участка выпускного клапана двигателя Д-16 на высоте 10 мм от торца тарелки достигает 580 - 590 С, а на высоте 5 мм она составляет 590 - 610 С. [41]
Тетраэтилсвинец повышает детонационную стойкость бензинов; это очень ядовитая жидкость. В чистом виде ТЭС к бензинам не добавляют, так как при его сгорании в камере сгорания на выпускных клапанах двигателя и на электродах свечей зажигания образуется большое количество свинца и его окиси, которые сокращают срок службы деталей ( особенно выпускных клапанов) и моторесурс двигателя. Чтобы уменьшить отложения свинца и его соединений на деталях мотора, ТЭС применяют в виде этиловой жидкости, в которую входят выно-сители - галоидирбванные углеводороды, выносящие значительную часть свинца из камеры сгорания с выпускными газами. [42]
Для лучшего охлаждения в стержне выпускного кла - i пана двигателей ЗМЗ-53 и ЗИЛ - 130 выполнена полость, заполняемая натрием. На рабочей фаске тарелки выпуск-клапана имеется жаропрочная наплавка. Для повы-срока службы выпускные клапаны двигателей ЗИЛ - 130 и ЗИЛ - 645 принудительно поворачиваются специальным механизмом. На двигателе ЗМЗ-53 между опорной шайбой пружины и сухарями устанавливают коническую втулку. В двигателе КамАЗ - 740 поворот клапана осуществляется за счет вибрации двух пружин. [43]
Испытаниями установлено, что срок службы выпускного клапана определяется наличием в бензине ТЭС и концентрацией МЦТМ. Когда ТЭС отсутствует, МЦТМ лишь незначительно влияет на работу выпускного клапана. При добавлении небольших количеств МЦТМ к бензину, содержащему ТЭС, срок службы выпускных клапанов двигателя резко снижается, но затем по мере увеличения концентрации МЦТМ возрастает до такой же величины, как и тогда, когда МЦТМ отсутствует. Это явление, установленное на различных двигателях при их эксплуатации, до настоящего времени еще не объяснено. [44]
Из рассматриваемых двигателей только дизель ЯАЗ-204 имеет верхнее расположение клапанов. Гнездами выпускных клапанов в этом двигателе служат вставные седла, запрессованные в головку блока. Во всех других двигателях гнездами клапанов являются обработанные отверстия в блоке, не имеющие вставных седел, кроме выпускных клапанов двигателей ГАЗ-51, М-20 и Москвич, снабженных вставными седлами. [45]
Страницы: 1 2 3 4
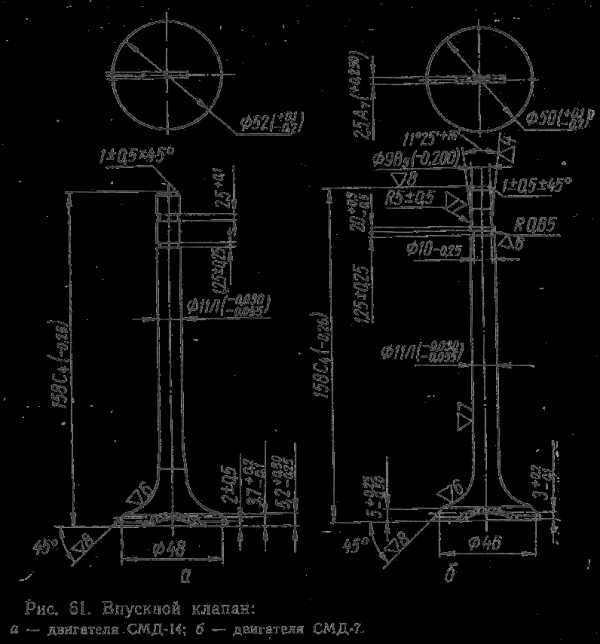
Клапан впускной и клапан выпускной двигателя СМД
Впускные клапаны двигателей СМД-14 (деталь № СМД14-0604, рис. 61,а) и двигателей СМД-7 (деталь № СМД 1-0604, рис. 61,б) изготавливают из стали 40ХН; твердость тарелки клапана и стержня НВ 269?311.
Торец клапана подвергают закалке и отпуску до твердости не менее НRС 40 на глубину не более 4 мм с постепенным снижением твердости закаленного слоя до твердости остальной части стержня.
Выпускные клапаны двигателей СМД-14 (деталь № СМД14-0607, рис. 62,а) и двигателей СМД-7 (деталь № СМД7-0607, рис. 62,б) работают в условиях высоких температур и корродирующего действия горячих газов, поэтому их изготовляют сварными: тарелку — из жаростойкой стали Х9С2, а стержень — из стали 40ХН.
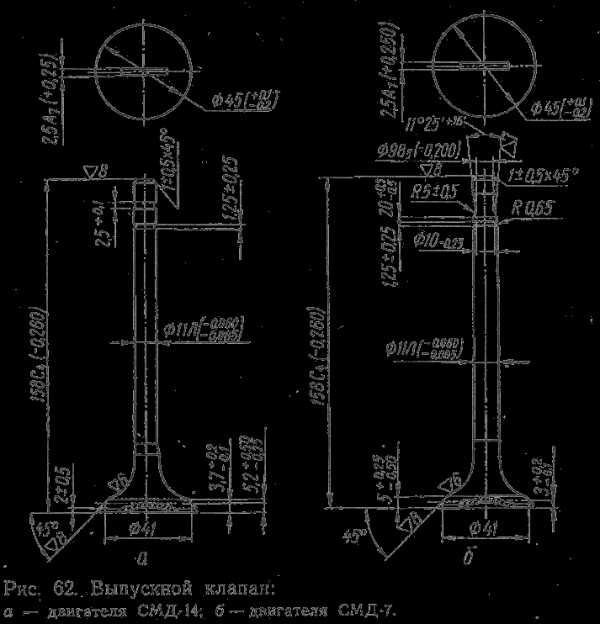
Твердость термически обработанного клапана НВ 269—311.
Дефекты, при которых клапаны подлежат восстановлению:
1. износ рабочей фаски. Высота цилиндрической кромки должна быть не менее 0,5 мм;
2. износ торца стержня до длины не менее 156,5 мм;
3. износ поверхности стержня до диаметра не менее 10,69 мм у впускного и 10,64 у выпускного;
4. изгиб стержня не более 0,05 мм на длице 100 мм;
5. износ поверхности выточки под сухарики.
Клапаны двигателей СМД выбраковывают при:
1) диаметре стержня клапана менее 10,69 мм у впускного и 10,64 мм у выпускного клапанов;
2) высоте цилиндрического пояска тарелки менее 0,5 мм;
3) подгорании тарелок клапанов;
4) изгибе стержня более 0,05 мм;
5) наличии усталостных трещин.
Восстановление рабочей фаски клапана
Восстановление рабочей фаски клапана производят шлифованием поверхности фаски до выведения следов износа на станке ОПР-723 (СШК-3) шлифовальным кругом ПВ 100?25?20, ЭБ-25-40 С1-С2К. Коническая поверхность фаски должна быть чистой, без задиров, черновин, рисок и граненности. Биение фаски относительно образующей стержня не должно превышать 0,05 мм, что проверяется на специальном приспособлении при помощи индикатора часового типа пределом измерения 0—10 мм.
Восстановление торца стержня клапана
Восстановление торца стержня клапана производят шлифованием поверхности торца до выведения следов износа на станке ОПР-723 (СШК-3). Шлифование ведут с обильным охлаждением содовым раствором, чтобы не допустить отпуска закаленной части торца стержня. После шлифования на торце снимают фаску 1 ±0,5?45°. Чистота поверхности торца стержня должна соответствовать 8-ну классу. Наличие рисок и следов износа не допускается. Плоскость торца стержня клапана должна быть перпендикулярна к образующей стержня. Допускается односторонний просвет на торце до 0,05 мм по лекальному плоскому угольнику 160 ? 160 мм.
Биение торца стержня относительно цилиндрической поверхности стержня допускается не более 0,05 мм на крайних точках.
Восстановление поверхности стержня клапана
Восстановление поверхности стержня клапана производят шлифованием поверхности стержня на бесцентрово-шлифовальном станке 3184 до ремонтного размера при наличии направляющей втулки клапана ремонтного размера.
Для стержня впускного клапана ремонтный размер диаметра составляет 10,8-0,030 -0,055мм, для выпускного 10,8-0,060 -0,085 мм.
Если направляющих втулок ремонтного размера нет, поверхность стержня клапана восстанавливают хромированием или железнением.
Хромировать поверхность стержня клапана целесообразно до диаметра 11,1 мм в ванне с электролитом следующего состава:
Электролитическое осталивание рекомендуется производить до диаметра 11,15 мм в ванне с электролитом следующего состава:
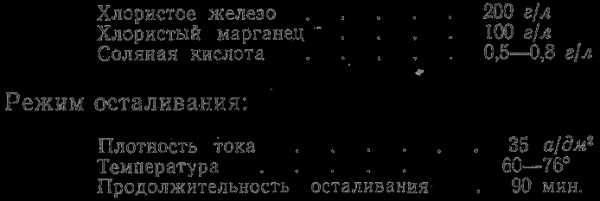
Примечание. При осталивании плотность тока увеличивают до номинальной в течении 10 минут. Поверхность деталей должна быть гладкой, серовато-матового оттенка с ясно выраженной сеткой трещин, без вздутий и признаков отслоений.
После электролитического наращивания поверхности стержня поверхность шлифуют до нормального размера (см. рис. 61, 62). Отклонение поверхности стержня от прямолинейности после шлифования должно быть не более 0,015 мм на длине 100 мм.
Восстановление прямолинейности стержня
Восстановление прямолинейности стержня в случае его изгиба рихтовкой не дает положительных результатов. Небольшой изгиб стержня устраняют шлифованием под ремонтный размер или под электролитическое наращивание. Если изгиб стержня клапана устранить указанным методом невозможно, клапан выбраковывают.
Восстановление выточек под сухарики
Восстановление выточек под сухарики производят зачисткой и полировкой изношенной поверхности.
В клапанах двигателя СМД-14 необходимо, чтобы кромки выточки были острыми. Поверхность выточки должна быть чистой, гладкой, без повреждений.
клапан выпускной двигателя внутреннего сгорания, способ его изготовления и жаропрочный сплав для него
Изобретение относится к двигателестроению и может быть использовано в поршневых авиационных и автомобильных ДВС. Клапан выпускной ДВС содержит шток с наконечником, головку зонтичной формы с ребрами жесткости, которых не более восьми, каждое ребро имеет скос к горизонтальной поверхности не более 20°. Клапан изготовлен отливкой в вакууме по выплавляемым моделям в нагретые керамические формы с дальнейшей термообработкой в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 часов, после чего осуществляют механическую обработку с последующим нанесением покрытия. Приведен состав сплава, используемого для изготовления клапана. Выпускной клапан такой конструкции, изготовленный данным способом и из предлагаемого сплава, высокотехнологичен, имеет незначительную трудоемкость, надежен в работе, обладает большой стойкостью к износу, имеет длительный срок службы и оптимальную массу. 3 н.п. ф-лы, 3 ил. 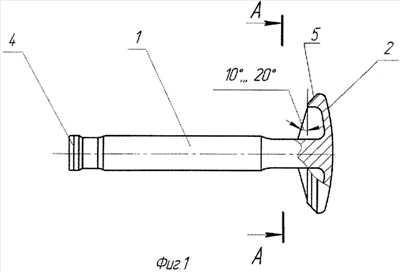
Изобретение относится к машиностроению, а именно к двигателестроению, и может быть использовано в поршневых авиационных двигателях внутреннего сгорания.
Известен клапан впускной двигателя внутреннего сгорания, имеющий шток, головку грибковой формы и участок перехода между ними с ребрами жесткости (патент Японии № 61-229908 МПК F01L 3/20, F02B 31/00). В этом прототипе клапаны впуска ребра жесткости развивают поверхность для испарения топливовоздушной смеси, уменьшая ее адгезию на головку клапана в процессе работы двигателя.
Для клапана выпускного двигателя внутреннего сгорания (ДВС) ребра жесткости устраняют коробление его рабочей фаски, играют дополнительную теплоотводящую роль от нее и интенсифицируют принудительное вращение действия клапанных пружин, дополнительной реакцией выхлопных газов, способствуя более плотной посадке клапана в его седло и стиранию нагара с рабочей фаски, повышая надежность и срок службы клапана без прогара при оптимальной его массе.
Данная техническая задача решается с помощью клапана выпускного ДВС, имеющего шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, равномерно на ней расположенными до 8 ребер по окружности с подъемом гребня каждого ребра не более 20° по направлению к горизонтали.
На фиг.1 изображен клапан выпускной, на фиг.2 - его разрез А-А, на фиг.3 - схема литья выпускного клапана двигателя внутреннего сгорания в вакууме в нагретые керамические формы.
Клапан выпускной состоит из штока 1, головки 2 зонтичной формы с ребрами жесткости 3 в ее донной части со стороны штока.
Для сохранения оптимальной массы клапана количество ребер жесткости достаточно не более 8 с подъемом (скосом) каждого до 20° к горизонтали. Под ролик толкателя клапана на конце штока, противоположном головке, расположен наконечник 4, выполненный из металла большей твердости, чем шток, для лучшей износостойкости этого торца штока. Головка 2 зонтичной формы имеет рабочую фаску 5, поверхность которой притирается к седлу клапана при сборке для обеспечения герметичности и мощности двигателя в работе.
Клапан выпускной ДВС - высокотеплонапряженная деталь двигателя, и именно приведенная конструкция, отличаясь простотой, стабильно обеспечивает не меньшую рабочую тепловую нагрузку, чем в клапане с внутренней теплоотводной полостью, заполняемой натрием для сбалансированности передачи тепла от грибка к штоку (стр.402-403 П.И.Орлов «Конструкция авиационных двигателей», Оборонгиз, 1940, т.2). Ребра жесткости увеличивают теплоотвод из зоны рабочей фаски 5 на шток 1 в процессе работы двигателя, что очень важно, и, кроме того, под воздействием турбулентного потока газов от сгорания топливовоздушной смеси приводят в более интенсивное вращение клапан, положительно дополняя воздействие клапанных пружин на его вращение, чем содействует более плотной и герметичной посадке в свое седло, стирая с рабочей фаски налипающие частицы нагара и исключая тем возникновение прогаров фаски, обеспечивая надежную герметичность посадки клапана в седло при работе двигателя на самых теплонапряженных режимах.
Известен способ изготовления клапана выпускного двигателя внутреннего сгорания, получаемого отливкой по выплавляемым моделям в нагретые керамические формы (патент Великобритании № 2110299, МПК F01L 3/02 - прототип).
Недостатком данного способа является необходимость в стабилизирующей термообработке для сохранения высоких прочностных характеристик материала.
Технологической задачей данной разработки является упрощение технологии изготовления клапана с повышением его технологичности, снижение трудоемкости и сохранение необходимой точности размеров с высоким качеством прочностных характеристик материала для надежной работы столь ответственной и высоконагруженной детали двигателя.
Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы без механической обработки оребренной части головки и с припуском до 1-2 мм на остальных поверхностях. После отливки осуществляется стабилизирующая термообработка в среде защитного газа при температуре 1200+20°С в течение не менее 4,5 часов с последующей механической обработкой и нанесением нитридтитанового покрытия, что обеспечивает получение плотной, гомогенно-равноосной и стабильной структуры металла клапана с плотностью 8,9
г/см3 с высоким уровнем прочностных характеристик и точности размеров при рабочих температурах. На фиг.3 изображена схема литья клапана выпускного двигателя внутреннего сгорания в вакууме в нагретые керамические формы. Равноосная плотная макроструктура литого выпускного клапана обеспечивает высокие характеристики его механических свойств, приведенные в таблице 1.


После термообработки и предварительной чистовой проточки фаски и штока к торцу стержня клапана приваривается наконечник из высокохромистой стали, затем торец стержня подрезается, шлифуется и подвергается поверхностной закалке и отпуску на высокую твердость HRC 50. Затем следуют операции шлифовки, полирования и суперфиниширования штока и головки клапана до окончательных размеров и покрытие нитридом титана. После покрытия нитридом титана шток повторно суперфинишируют, а рабочую фаску каждого клапана притирают к своему седлу в цилиндре при сборке.
Известен литейный жаропрочный сплав на основе никеля, содержащий углерод, хром, титан, алюминий, кобальт, ниобий, вольфрам, молибден, железо, лантан, гафний, бор, церий и иттрий, дополнительно содержит тантал и рений при следующем соотношении 16 легирующих элементов, мас.%:
| углерод | 0,12-0,18 |
| хром | 4,3-5,6 |
| титан | 0,9-1,3 |
| алюминий | 5,65-6,25 |
| кобальт | 8,0-10,0 |
| ниобий | 4,0-4,8 |
| вольфрам | 10,9-12,5 |
| молибден | 2,5-3,5 |
| железо | 0,1-1,0 |
| лантан | 0,005-0,015 |
| гафний | 0,01-0,1 |
| бор | 0,005-0,015 |
| церий | 0,005-0,025 |
| иттрий | 0,005-0,025 |
| тантал | 0,15-0,35 |
| рений | 0,15-0,35 |
| никель | остальное ( 60%) |
(пат. № 2081930, С22С 19/05 - аналог)
К недостатку этого многокомпонентного сплава относится малая стойкость к истиранию и износу при температурах более 900°С, несмотря на обилие легирующих элементов.
Наиболее близким аналогом является (патент США № 3497349, МПК С22С 19/05) жаропрочный сплав для клапана выпускного ДВС (на основе никеля), содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, ниобий, кремний, марганец при следующем соотношении компонентов, мас.%:
| углерод | до 0,1 |
| хром | 15-30 |
| ниобий | 4,0-8,5 |
| кремний | до 1 |
| марганец | до 1 |
| молибден | не более 2 |
| железо | до 10 |
| вольфрам | не более 5 |
| бор | до 0,1 |
| никель | остальное |
К недостатку вышеуказанного сплава относится наличие ниобия, примесей кремния и марганца, что не гарантирует от образования окислов даже в вакууме, не способствует образованию упрочняющей интерметаллидной фазы, не позволяет получить сплав с плотной мелкозернистой структурой.
Технической задачей данного изобретения является повышение стойкости сплава к износу рабочей фаски выпускного клапана ДВС при температурах более 900°С и получение сплава с плотной мелкозернистой структурой.
Для решения поставленной задачи используется жаропрочный сплав интерметаллидного упрочнения, без аллотропических превращений в плотной равноосной структуре, стабилизированной после литья в вакууме термообработкой до 1200°С+20°С, сравнительно простого химического состава, содержащий никель, углерод, хром, молибден железо, вольфрам, бор. Данный сплав содержит дополнительно алюминий, титан, цирконий и церий, что влияет на процесс кристаллизации и на образование упрочняющей интерметаллидной фазы при стабилизирующей термообработке и следующем соотношении всех составляющих в сплаве, мас.%:
| никель | не менее 66 |
| углерод | 0,17±0,05 |
| хром | 16±2 |
| вольфрам | 5,5±0,5 |
| молибден | 4±0,5 |
| железо | не более 5 |
| бор | 0,2±0,005 |
| алюминий | 2±0,25 |
| титан | 2±0,25 |
| цирконий | 0,1±0,025 |
| церий | 0,01±0,005 |
Таким образом, выпускной клапан ДВС такой конструкции, изготовленный из данного сплава и таким способом, высокотехнологичен, имеет небольшую трудоемкость, надежен в работе, позволяет получить плотную мелкозернистую структуру, обладает большой стойкостью к износу, имеет длительный срок службы, оптимальную массу. Взаимозаменяемость литых и кованых клапанов при эксплуатации и ремонте двигателей сохраняется.
ФОРМУЛА ИЗОБРЕТЕНИЯ
1. Клапан выпускной двигателя внутреннего сгорания, содержащий шток с наконечником, головку зонтичной формы с ребрами жесткости в ее донной части, отличающийся тем, что ребер жесткости не более 8, причем каждое ребро имеет скос к горизонтальной поверхности не более 20°.
2. Способ изготовления клапана выпускного двигателя внутреннего сгорания, включающий отливку клапана по выплавляемым моделям в нагретые керамические формы, отличающийся тем, что после отливки осуществляют стабилизирующую термообработку в среде защитного газа при температуре 1200°С+20°С в течение не менее 4,5 ч, механическую обработку и нанесение покрытия.
3. Жаропрочный сплав для клапана выпускного двигателя внутреннего сгорания, содержащий никель, углерод, хром, молибден, железо, вольфрам, бор, отличающийся тем, что он дополнительно содержит алюминий, титан, цирконий и церий при следующем соотношении компонентов, мас.%:
| Никель | не менее 66 |
| Углерод | 0,17±0,05 |
| Хром | 16±2 |
| Алюминий | 2±0,25 |
| Титан | 2±0,25 |
| Вольфрам | 5,5±0,5 |
| Молибден | 4±0,5 |
| Железо | не более 5 |
| Бор | 0,2±0,005 |
| Церий | 0,01±0,005 |
| Цирконий | 0,1±0,025 |









"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
