Насадка для притирки клапанов на дрель
Насадка для притирки клапанов ROTHEWALD
У нас вы можете купить мотошлемы, мотокуртки, мотоштаны, мотозащиту, текстильные и кожаные мотокомбинезоны дешево. А также женская и детская мотоэкипировка, комплектующие, мотобагажники, мотокофры, мотозапчасти, расходные материалы и средства ухода для вашего мотоцикла, туристические принадлежности, сувениры, мотоциклетная атрибутика и много других вкусностей.На сайте постоянно пополняются отзывы о нашей работе и товарах от реальных покупателей.
К сожалению, у нас нет точной информации, когда ожидаются поставки конкретных товаров. Лучше не добавлять в посылку отсутствующие товары, либо быть готовым ожидать неходовые товары несколько месяцев. Были случаи, что отсутствующие товары исключались из продажи. Имеет смысл разделить посылки. Одна полностью укомплектованная, другая с отсутствующими товарами.
Чтобы после прихода на склад отсутствующий товар автоматически зарезервировался за Вами, необходимо оформить и оплатить его в заказе.
-
Насадка для притирки клапанов Rothewald Насадка предназначена для профессиональной притиркивпускных и выпускных клапанов 4-тактных двигателей с помощью дрели или шуруповерта. Гарантирует быструю, точную и чистую работу.
Насадка преобразовывает вращательное движение дрели в возвратно-поступательное с углом поворота 45°.
- Вращение по часовой/против часовой стрелки
- Приводится в действие электродрелью или шуруповертом
- Макс. обороты 1,000 об/мин
- В комплекте: адаптеры-присоски диаметром 22 и 28 мм
| Rothewald valve grinding tool For professional grinding of intake and exhaust valves on 4-stroke engines with a power drill or cordless screwdriver. Guarantees quick, precise and clean working - the cost-effective way to remedy compression loss due to the wear-related deterioration of the valve disc seal in the valve seat. The tool converts the circular motion of the drill into a pendulum motion to the right and left within a 45° angle. For uniform grinding of the entire valve seat the tool is moved manually after approx. 15 seconds of grinding through 45°.
|
Притирка клапанов
Таблица 1. Микропорошки
| Обозначение зернистости | Размеры зерен, мкм |
| М40 | 28…40 |
| М28 | 28…20 |
| М20 | 20…14 |
| М14 | 14…10 |
| М10 | 10…7 |
| М7 | 7…5 |
| М5 | 5…3 |
В зависимости от состояния притираемых поверхностей чаще применяют микропорошки от М14 (зерна 10…14 мкм) до М40 (зерна 28…40 мкм). Микропорошок М14 смешивают с моторным маслом, а М40 — с трансмиссионным. Полученные пасты наносят на фаску тарелки клапана. Стержень клапана смазывают чистым моторным маслом. Обычно притирка клапана длится не более 1…2 мин.
Притирать клапаны следует очень аккуратно, не снимая с рабочих фасок клапанов и седел слишком много металла, так как это уменьшает число возможных ремонтных воздействий на седла и клапаны и тем самым сокращает общую продолжительность их службы. При особо тщательной притирке меняют не только микропорошок, но и уменьшают его содержание в притирочной пасте, а с момента, когда притираемые поверхности примут ровный серый цвет, притирку ведут на чистом масле.
Рекомендуют заканчивать притирку и пастой ГОИ, смешанной с керосином. При этом на клапане появится блестящая полоска. Пасты ГОИ также различаются по зернистости. Грубые пасты ГОИ имеют светло-зеленый, средние — темно-зеленый и тонкие — зеленовато-черный цвет. Тонкие пасты ГОИ считаются лучшим абразивным материалом для окончательной притирки.
Чем более мелкозернистый абразивный материал, тем притирка будет более качественной, хотя и более длительной.
Клапаны притирают одновременно на специальном станке, при помощи электродрели или вручную.
Наиболее «древний» способ притирки — коловоротом с присоской. Под клапан лучше поставить слабую пружину, которая сможет поднять его. При отсутствии присоски на тарелку клапана битумом приклеивают текстолитовый кружок с прорезью в середине. Клапан поворачивают в одну и другую сторону, уменьшая давление в конце каждого поворота так,
чтобы пружина смогла приподнять клапан. Подъем и опускание клапана на седло позволяют возвращать к фаске седла пасту, вытесненную во время притирки. Угол поворота клапана должен быть в пределах 45…90°, причем при каждом повороте в одну сторону смещают сектор поворота. Таким образом клапан через некоторое время сделает полный оборот. Ни в коем случае не рекомендуется клапан проворачивать вкруговую, так как в этом случае возможно появление кольцевых рисок и герметичности не будет. Описанный способ притирки применялся чаще, когда в тарелках клапанов предусматривались шлицы (пазы). В настоящее время практически у всех автомобилей тарелки клапанов шлицев не имеют и притирка осуществляется при помощи специальных приспособлений с захватом клапана за конец стержня. При этом клапан для контакта с седлом поднимается вверх (в случае с коловоротом он опускался).
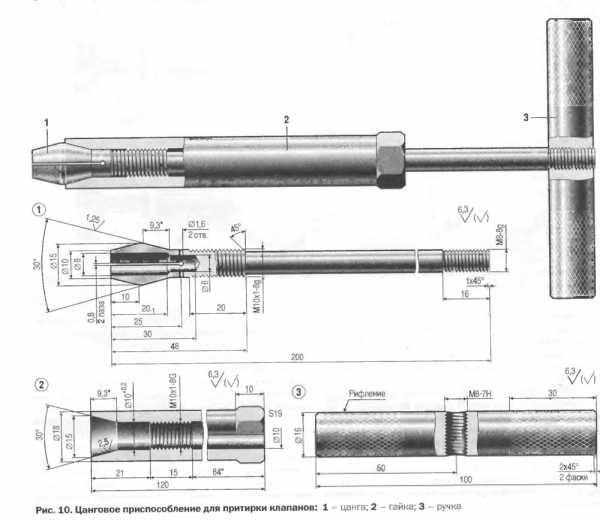
Приспособления с захватом клапана за конец стержня показаны на рис. 10…12. Наиболее удобным является цанговое приспособление (см. рис. 10). Такие приспособления выпускаются со сменными цангами под клапаны со стержнями различных диаметров.
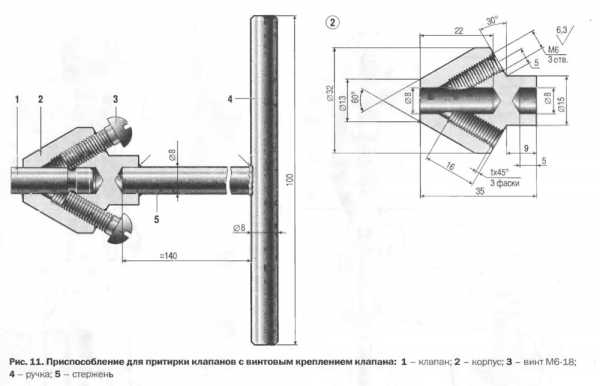
Более простое, но менее удобное приспособление показано на рис. 11. Если затягивание цанги приспособления на рис. 10 производят гайкой с верхним шестигранником, то здесь затягивают винты, расположенные внизу. А в случаях с цилиндрическими толкателями винты оказываются в их колодцах.
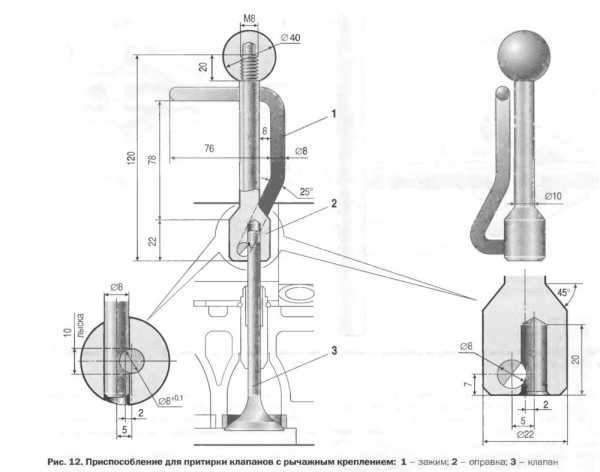
В приспособлении, показанном на рис. 12, затягивать что-либо не требуется. Стержень клапана зажимается за канавку на его конце, что довольно удобно, но в целом приспособление получается сложным.
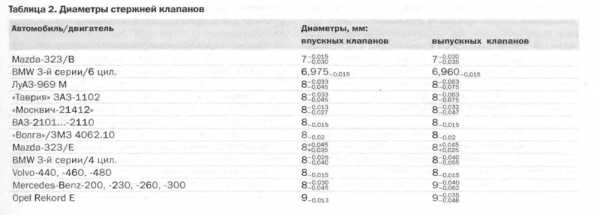
Приспособления, изображенные на рис. 10…12, предназначены для клапанов с диаметрами стержней 8 мм. Клапаны с такими стержнями имеют наибольшее распространение (табл. 2). Для изготовления приспособлений для притирки клапанов со стержнями 7 и 9 мм достаточно у деталей 1 (см. рис. 10) и 2 (см. рис. 11,12) изменить диаметр 8+0Д мм на 7+°.i или 9+о,1 мм соответственно.
Приспособление для притирки клапанов при помощи дрели (рис. 13) представляет собой кривошипно-кулисный механизм.
Порядок сборки приспособления приведен ниже, а характер соединения его деталей — в табл. 3.
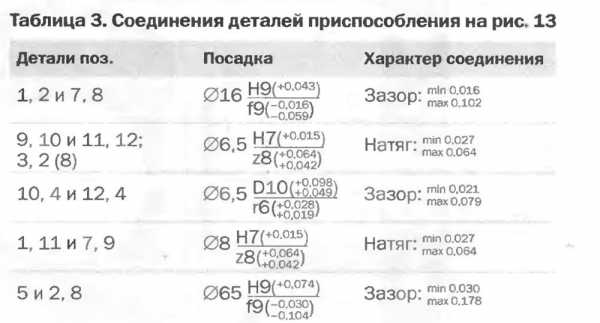
Порядок сборки приспособления на рис. 13.
1. Штифты 10 и 12 запрессовывают соответственно в детали 9 и 11.
2. Собирают детали 1 и 2, на деталь 1 напрессовывают деталь 11 со штифтом 12. Деталь 1 должна свободно вращаться в детали 2.
3. Аналогично (см. п. 2) собирают детали 7, 8 и 9.
4. В деталь 8 запрессовывают штифт 3, устанавливают детали 6, 4, 5 и деталь 2 в сборе с деталями 1, 11, 12.
5. Внутрь механизма закладывают смазку.
6. Детали 2 и 8 в сборе стягивают болтами М8-30.
Вращательное движение от электродрели передается на валик 1, диск 11 с кривошипом (штифтом) 12 и преобразуется в качательное движение кулисы 4, которое, в свою очередь, преобразуется в требуемое качательное движение рычага 9.
Рычаг 9 соединен с валиком 7, который и обеспечивает движение притирки. Соединение валика 7 с клапаном осуществляется при помощи присоски.
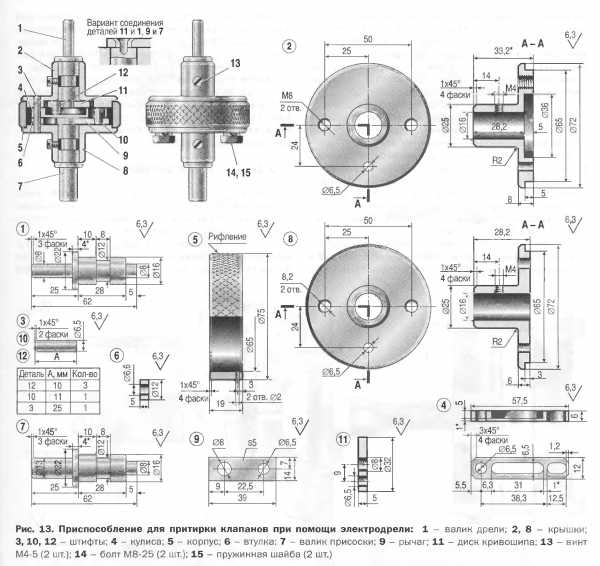
Притирка клапана происходит следующим образом. Одной рукой держим дрель, а другой держимся за корпус 5. Прижимать клапан не требуется, достаточно веса дрели. Приспособление при работе постепенно поворачиваем, перенося зону притирки. Внешним признаком конца притирки, как отмечалось, является получение ровной непрерывной матовой или блестящей полосы шириной 1…2 мм на рабочих поверхностях клапана и его седла.
После притирки тщательно промывают клапаны и седла, чтобы паста не попала на рабочие поверхности стержня клапана и втулки, в противном случае произойдет интенсивный износ последних.
Герметичность притертых клапанов проверяют различными способами. Часто советуют делать это при помощи керосина, налитого в камеру сгорания. Если клапаны, собранные с пружинами, в течение 3…6 мин не пропускают керосин, считается, что притирка выполнена нормально. В случае пропуска керосина притирку повторяют.
Поступают и иначе: керосин заливают в небольшом количестве с другой стороны — во впускные и выпускные каналы. Примерно через минуту керосин сливают. На стыке седла с клапаном не должно быть капель, допускается лишь узкая смоченная полоска. Как показала практика, стремиться к полной герметичности клапанов не обязательно. При работе двигателя клапаны сами прирабатываются к седлам.
Менее трудоемкая проверка герметичности клапанов «на карандаш». Мягким карандашом наносят на фаску клапана 6…8 радиальных линий. Установив клапан, нажимают на его тарелку и немного поворачивают в обе стороны. Если притирка нормальная, линии будут стерты.
Tags: клапана, Притирка
Инструмент для притирки клапанов — Вюрт Маркет
- Уцененные товары
- Специальные продукты
- Ручной инструмент
- Техническая химия
- Крепежные изделия, DIN, стандартные
- Анкеры, дюбели
- Электрика
- Безопасность и охрана труда
- Обработка материалов, механическая
- Рабочее оборудование
- Электро-, пневмоинструмент
- Шланги, муфты и хомуты
- Запасные части и комплектующие для автомобилей
- Комплектующие ORSYмобилей
- Системы хранения ORSY
- Метрология
- Автомобильная диагностическая система WOW!
- Пайка твердым припоем, пайка мягким припоем, сварка
- Строительные материалы
- Сантехника, теплотехника, вентиляция, кондиционирование
- Металлическая фурнитура
- Рекламная продукция, сувениры
- Поиск по каталогу

Предназначен для притирки клапана двигателя к седлу с использованием специальных притирочных паст и электродрели.
Притирку клапана производят на снятой и уложенной на горизонтальную поверхность головке блока цилиндров. На один хвостовик инструмента надевается присоска, например, арт. 0691.600.1, другой конец вставляется в патрон дрели, например арт. 0702.325.1. Далее необходимо произвести следующие операции:
1. Между седлом и клапаном нанести притирочную пасту арт. 0890.199.
2. Приложить присоску к центру клапана и прижать.
3. Левой рукой удерживать диск инструмента, а правой включить дрель.
4. Инструмент начнет совершать колебательные движения вокруг оси, притирая клапан к седлу.
5. Прижав клапан к седлу, вращайте его, каждый раз поворачивая примерно на 30°. При этом клапан следует часто переставлять на новое место во избежание образования рисок на поверхности седел и клапанов.
6. Повторять операцию до появления на фаске матово-серого непрерывного однотонного пояска шириной не менее 1.5 мм.
После притирки тщательно удалите притирочную пасту и промойте место притирки и головку очистителем тормозов арт. 0890.108.7.
Особенности
- Легкий и надежный инструмент
Притирку клапана производят на снятой и уложенной на горизонтальную поверхность головке блока цилиндров. На один хвостовик инструмента надевается присоска, например, арт. 0691.600.1, другой конец вставляется в патрон дрели, например арт. 0702.325.1. Далее необходимо произвести следующие операции:
1. Между седлом и клапаном нанести притирочную пасту арт. 0890.199.
2. Приложить присоску к центру клапана и прижать.
3. Левой рукой удерживать диск инструмента, а правой включить дрель.
4. Инструмент начнет совершать колебательные движения вокруг оси, притирая клапан к седлу.
5. Прижав клапан к седлу, вращайте его, каждый раз поворачивая примерно на 30°. При этом клапан следует часто переставлять на новое место во избежание образования рисок на поверхности седел и клапанов.
6. Повторять операцию до появления на фаске матово-серого непрерывного однотонного пояска шириной не менее 1.5 мм.
После притирки тщательно удалите притирочную пасту и промойте место притирки и головку очистителем тормозов арт. 0890.108.7.
Введите (или скопируйте из таблицы) артикул и количество, разделенные табуляцией, запятой, точкой с запятой или #. Например: 0893 106;20
Cтатьи про ремонт и эксплуатацию ДВС » Приспособление для притирки клапанов дрелью
Любому двигателю после определенного пробега может понадобиться притирка клапанов.
Бывает, мотор — даже не очень долго! — работал с «зажатыми» клапанами, и раскаленные газы, прорываясь в зазоры, оставляли на фасках и седлах заметные язвы, вполне объясняющие, почему упали компрессия и мощность. Кстати, в «запущенных» случаях, при глубоких повреждениях, притирка практически бесполезна, ибо она их не устранит. Придется ремонтировать клапаны и седла всерьез. С клапанами проще — их легко заменить. Седла же потребуют обработки -например, фрезами.
Отдалить появление подобных дефектов можно притиркой клапанов при любом демонтаже головки блока, независимо от его целей. Особенно полезно это в тех случаях, когда владелец мотора слишком много от него требует: напряженная гонка при уже недостаточной плотности прилегания клапанов к седлам может вызвать такой нагрев, когда клапаны, еще больше удлинившись, вообще перестают по-настоящему касаться седел. И хотя процесс сгорания в цилиндрах ухудшается, а мощность падает, это не спасает тарелку клапана от дальнейшего, уже катастрофического перегрева. Особенно вредит он выпускному клапану, охлаждающемуся, в основном, за счет контакта с седлом.
Омываемая раскаленными газами (2250—2500°С), его тарелка теряет прочность — и теперь уже так хорошо «прихлопывается» к седлу, что на ней появляются трещины, в которые тоже устремляются раскаленные газы. Трещины расширяются (см. фото), компрессия резко падает -и цилиндр перестает работать. Иногда от клапана даже отламываются куски, что чревато еще более серьезными повреждениями двигателя.
Плотность прилегания клапана к седлу определяется макро- и микрогеометрией контактирующих поверхностей, а также давлением в пятне контакта. Последнее зависит от усилия пружин, ширины фаски и гарантированной посадки клапана на седло, то есть наличия зазора в приводе.
При изготовлении моторов на заводах и ремонте в мастерских, где есть специальное оборудование (весьма дорогостоящее), в притирке обычно нет необходимости. Клапаны и их седла обрабатываются с такой точностью, которая вполне обеспечивает требуемую геометрию. Но при ручной обработке седел, клапанов (в мелких мастерских — различными фрезами, резцовыми головками, шлифовальными машинками) без притирки не обойтись. Именно она оказывается финишной операцией, придающей герметичность паре «клапан-седло»
Чаще всего притирают клапаны вручную (см. ЗР, 1996, № 8). Минус этой технологии — тяжело и долго. Мы в нашем техническом центре притираем клапаны специальным устройством с электроприводом (рис. 1, 2).
Вал ведущего звена 1 (см. схему на рис. 1) получает вращение от электродрели, при этом штифт ведущего звена перемещается в большом пазу звена 2, вызывая его качание относительно оси Б. В малый паз звена 2 входит штифт звена 3 -ведомого. В результате этого при размахе колебаний 40° звена 2 ведомое звено 3 качается на суммарный угол около 80°. Конструкция устройства показана на рис. 2.
С тарелкой клапана устройство соединяем присоской. Можно воспользоваться теми, что продаются в комплекте со стержнем для ручной притирки (рис. 3). Правда, при этом придется подкорректировать диаметр ведомого вала 8 на рис. 2.
Собственно притирка выполняется так. Одной рукой мастер держит электродрель, другой — устройство за его корпус. Поворачивая корпус устройства вокруг оси, мастер добивается равномерной притирки по окружности клапана. Дополнительно прижимать клапан к седлу не нужно, для этого достаточно веса дрели с устройством.
Как долго длится притирка? При нормальном исходном состоянии клапана и седла (если правильно выполнена их обработка перед притиркой) доводка контактирующих поверхностей нашим устройством обычно занимает около полуминуты. В некоторых случаях несколько дольше, но не больше двух минут. Если дефекты седла и клапана таковы, что для их устранения и этого времени недостаточно, то предварительную обработку деталей (фрезой и т. п.) нужно повторить, иначе есть риск «завалить» фаски и сделать их слишком широкими, что снизит давление по площади контакта. Последствия не заставят себя ждать — о них вы только что прочитали.
Рис. 1. Схема устройства для притирки клапанов: 1 -ведущее звено; 2 -качающееся; 3 -ведомое; А — ось устройства; Б- ось качания звена 2.
Рис. 2. Устройство для притирки клапанов: 1-ведущий вал; 2, 10 — крышки; 3 — винт-пробка; 4-ось; 5- качающееся звено; 6 — корпус; 7 — втулка; 8-ведомый вал; 9-присоска; 11-рычаг; 12,14 — штифты; 13 — ведущий диск.
Рис. 3. Различные присосы в нашего арсенала. Для тех, кто захочет их изготовить самостоятельно, приводим размеры.










"Питер - АТ"
ИНН 780703320484
ОГРНИП 313784720500453
Новости
-
Отзывы о Питер-АТ
Спасибо нашим клиентам за отзывы о нас:
-
Акция на ремонт вариаторных трансмиссий

-
Замена масла в двигателе в подарок
При замене масла в АКПП замена масла в двигателе бесплатно! -
Клиенту на заметку
-
Контрактные АКПП в СПб
